Как происходит цианирование
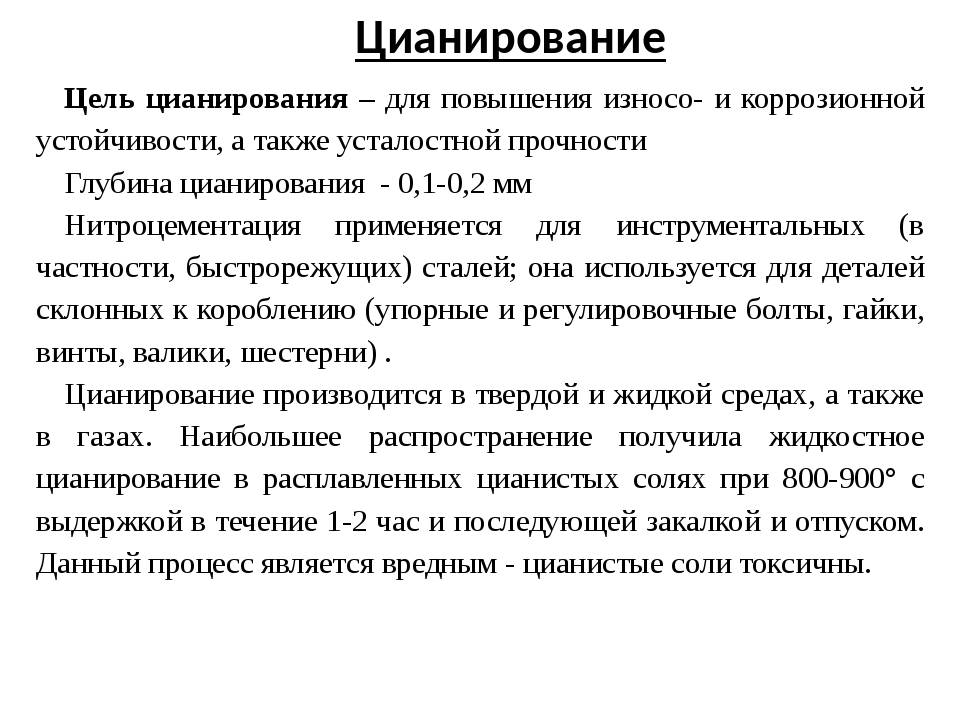
Самый популярный вариант цианирования — низкотемпературная обработка. Метод применим для деталей и инструментов из быстрорежущих сталей. Сама процедура выполняется при температуре всего в 550-570 градусов по Цельсию в соляных ваннах.
Варианты цианистых ванн:
- 50% цианистого калия и 50% цианистого натрия. Средняя температура плавления смеси около 490°С.
- 96—98% цианистого натрия и 4—2% соды. Смесь плавится при температуре 550°С.
- 60% цианистого натрия и 40% соды. Температура плавления состава около 440°С.
Первые две смеси достаточно густые. Последняя смесь, в состав которой входит натрий и сода, отличается более жидкой формой и отсутствием прилипания солей к металлической поверхности. Благодаря этим факторам последняя смесь используется гораздо чаще, чем остальные две.
Цианирование стали может проводиться исключительно после термической обработки металла и конечной его заточки. В процессе обработки стали детали погружаются в ёмкость с солями в жидком состоянии. Для этого чаще всего используются специальные крючки либо проволока, размер которых зависит от объема и веса детали. Время выдержки стальной детали составляет от 5 до 30 минут. После поднятия стальной детали из ёмкости на металле образовывается цианированный слой, толщина которого составляет 0,02-0,07 мм. Верхняя часть слоя имеет достаточно небольшую толщину, поэтому он очень быстро стирается в процессе эксплуатации. Внутренняя часть имеет большие прочностные характеристики, а также повышенную износостойкость.
Эффективность
Эффективность цианирования хоть и подтверждена, но не имеет единого показателя. Всё зависит не только от качества обработки, но и от способа переточки деталей, а также их характера износа. Наибольшая эффективность цианирования отмечается при обработке следующих инструментов:
- резьбовых и червячных фрез;
- фасонных резцов и метчиков;
- долбяков.
В процессе точки выполняется переточка исключительно по передней поверхности. Высокая эффективность обработки поверхности отмечается у сверл и зенкеров благодаря сохранению цианированного слоя на передних поверхностях и дополнительных режущих лезвий. Так как при переточке шлицевых фрез и отрезных резцов полностью удаляется слой, то после точки необходимо подвергать изделия повторной обработке.
Также стоит учесть, что цианирование способно увеличить хрупкость зубчиков детали. Так как материал изнашивается не только по задней стенке, то в будущем слой может выполнять роль абразива, что приведет к преждевременному изменению стойкости детали. Прежде, чем выполнять цианирование необходимо тщательно продумать где будет располагаться деталь.

Виды нитроцементации
Жидкостная
Жидкостная нитроцементация или цианирование проходит в цианистых ваннах. Широкое применение для проведения цианирования получили смеси натриевых солей: цианистый натрий с долей до 25%, углекислый натрий — до 50% и хлористый натрий — до 50%.
Цианирование проходит при высоких температурах. При этом в ванне проходят реакции с образованием атомарных азота и углерода, которые проникают в поверхность стали. Полученный слой обладает значительной твердостью, а также высоким сопротивлением к износу.
Даже тонкого слоя в 0,5 мм достаточно для увеличения износостойкости небольших деталей, которые работают при незначительных удельных нагрузках.
В газовой среде
Нитроцементация в газовой среде проходит в смеси аммиака и науглероживающих газов. Газовая среда при нитроцементации состоит из метана и окиси углерода. Процесс может проходить при низких температурах, тогда доля аммиака должна составлять 20-30%. Если нитроцементация происходит при высоких температурах, то аммиака должно быть 3-7%. Цианирование происходит в печах, куда раздельно подаются аммиак и газовая смесь. В газовой среде можно получать довольно толстые упрочненные слои глубиной до 2 мм.
Низкотемпературная
Низкотемпературная нитроцементация проходит в температурном режиме 550-600 °С в течение двух-трех часов. При этом значительного накопления углерода в стали не происходит, основные свойства металл получает от поглощения азота. В результате обработки на поверхности стали возникает карбонитридный слой повышенной износостойкости. Твердость этого слоя на легированных сталях может достигать 11000 HV. Нитроцементация при низких температурах может рассматриваться как аналог азотированию в смеси цианистых солей.
После нитроцементации проводят закалку деталей после повторного нагревания либо непосредственно из печи. Подстуживание происходит до 800-825 °С. Не очень часто, но применяют и ступенчатую закалку. После закалки необходимо провести отпуск при температуре 160-180 °С.

Покрытие пастой
Нитроцементация стали проводится и путем нанесения пасты. В ее состав входят:
- жидкое стекло 53%;
- карбюризатор 21%;
- желтая кровяная соль 17%;
- карборунд 4%;
- углекислый натр 4%;
- цемент 1%.
Сметанообразную пасту наносят на подогретую до 300 °С поверхность. Входящие в состав цемент и карборунд способствуют затвердеванию пасты на воздухе, не дают стекать солям при нагреве обрабатываемой детали. На слой пасты наносят смесь из кварца и жидкого стекла в пропорции 3 к 2. Затем деталь нужно погрузить в водный 30%-ный раствор аммиака. При дальнейшем нагреве токами высокой частоты (ТВЧ) нанесенная смесь становится керамической оболочкой.
Чтобы провести нитроцементацию, деталь в оболочке нужно нагреть до 1200 °С. Через две минуты глубина обработанного слоя достигнет 2 мм. Этот способ малоэффективен, но все же его используют при производстве дисков, зубчатых колес, кулачков, муфт и других деталей из конструкционной стали.
Нитроцементация это насыщение поверхностного слоя металла
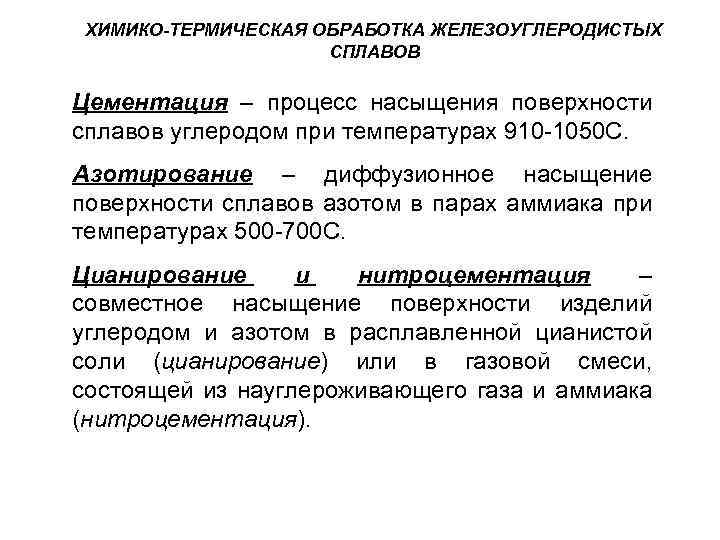
Цементация стали — разновидность химико-термической обработки, заключающаяся в диффузионном насыщении поверхностного слоя изделий из низкоуглеродистой стали (0,1—0,2% С) углеродом при нагреве в соответствующей среде. Цель Ц. — повышение твёрдости и износостойкости поверхности, что достигается обогащением поверхностного слоя углеродом (до 0,8—1,2%) и последующей закалкой с низким отпуском. Глубина цементованного слоя 0,5—1,5 мм (реже больше); концентрация углерода в слое убывает от поверхности к сердцевине изделия. Ц. и последующая термическая обработка повышают предел выносливости металла и понижают чувствительность его к концентраторам напряжения. Различают Ц. твёрдыми углеродсодержащими смесями (карбюризаторами) и газовую Ц. На заводах массового производства обычно применяют газовую Ц., при которой легче регулируется концентрация углерода в слое, сокращается длительность процесса, обеспечивается возможность полной его механизации и автоматизации, упрощается последующая термическая обработка.
Нитроцементация сталей процесс насыщения поверхности стали одновременно углеродом и азотом при 700—950 °C в газовой среде, состоящей из науглероживающего газа и аммиака. Наиболее часто нитроцементация проводится при 850—870 °С. После нитроцементации следует закалка в масло с повторного нагрева или непосредственно из нитроцементационной печи с температурой насыщения или небольшого подстуживания. Для уменьшения деформации рекомендуется применять ступенчатую закалку с выдержкой в горячем масле 180—200 °С.
Преимущества: при легировании аустенита азотом снижается температура α γ-превращения, что позволяет вести процесс насыщения при более низких температурах.
Процесс нитроцементации получил широкое распространение в машиностроении для деталей, по условиям работы которых достаточна толщина упрочненного слоя 0,2—1,0 мм. На ВАЗе 94,5 %деталей, упрочняемых химико-термической обработкой, подвергается нитроцементации. Например, нитроцементация широко применяется для упрочнения зубчатых колёс.
Билет №12
1. Эвтектоидное (перлитное) превращение в системе «железо-углерод».
По линии PSK при постоянной температуре 727o С идет эвтектоидное превращение, заключающееся в том, что аустенит, содержащий 0,8 % углерода, превращается в эвтектоидную смесь феррита и цементита вторичного: A0,83 -> эвт. (Ф + Цп)
По механизму данное превращение похоже на эвтектическое, но протекает в твердом состоянии.
Эвтектоид системы железо – цементит называется перлитом (П), содержит 0,8 % углерода. Название получил за то, что на полированном и протравленном шлифе наблюдается перламутровый блеск. Перлит может существовать в зернистой и пластинчатой форме, в зависимости от условий образования. По линии PQ начинается выделение цементита третичного из феррита, обусловленное снижением растворимости углерода в феррите при понижении температуры.


2. Химико – термическая обработка стали.
Химико-термическая обработка (ХТО) – процесс изменения химического состава, микроструктуры и свойств поверхностного слоя детали. Изменение химического состава поверхностных слоев достигается в результате их взаимодействия с окружающей средой, в которой осуществляется нагрев. В результате изменения химического состава поверхностного слоя изменяются его фазовый состав и микроструктура, Основными параметрами химико-термической обработки являются температура нагрева и продолжительность выдержки.
В основе любой разновидности химико-термической обработки лежат процессы диссоциации
,адсорбции, диффузии.Диссоциация
– получение насыщающего элемента в активированном атомарном состоянии в результате химических реакций, а также испарения.
Адсорбция
– захват поверхностью детали атомов насыщающего элемента.
Адсорбция – всегда экзотермический процесс, приводящий к уменьшению свободной энергии.
Диффузия –
перемещение адсорбированных атомов вглубь изделия.
Для осуществления процессов адсорбции и диффузии необходимо, чтобы насыщающий элемент взаимодействовал с основным металлом, образуя твердые растворы или химические соединения.
Химико-термическая обработка является основным способом поверхностного упрочнения деталей.
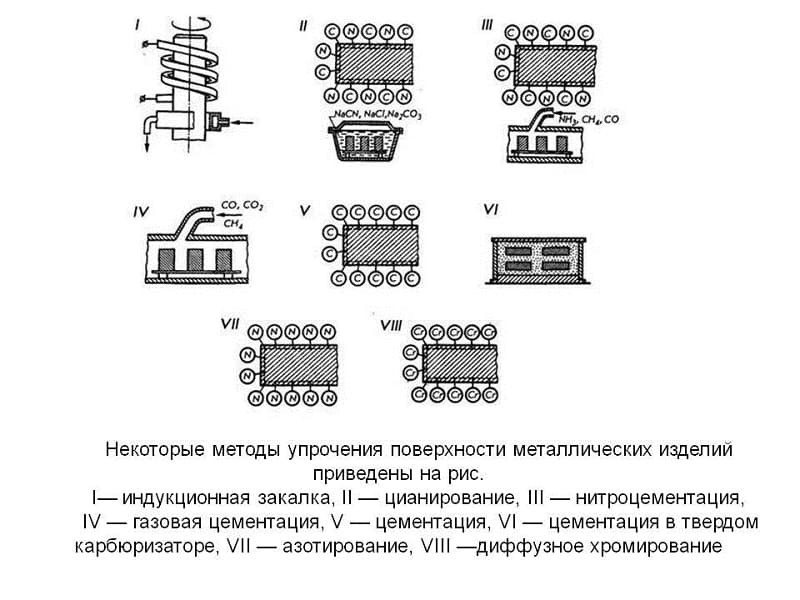
Основными разновидностями химико-термической обработки являются: цементация
(насыщение поверхностного слоя углеродом);азотирование (насыщение поверхностного слоя азотом);
нитроцементация или цианирование
(насыщение поверхностного слоя одновременно углеродом и азотом);диффузионная металлизация (насыщение поверхностного слоя различными металлами).
Этапы нитроцементации
Процесс нитроцементации включает два этапа:
- углеродно-азотное насыщение поверхностного слоя металла полтора-два часа;
- последующее углеродное насыщение верхних слоев стали с десорбцией части атомов азота.
После завершения процесса металлическое изделие обладает необходимыми свойствами: прочностью на изгиб, пониженной чувствительностью к напряжениям, пластичностью. Кроме того, нитроцементованные поверхности получают коррозийную стойкость и высокую твердость.
Для деталей, которые прошли нитроцементацию, обязателен контроль: обычный осмотр с выявлением видимых следов окисления, закоксовывания, бурого налета, также физических дефектов (сколов, забоин и пр.); выборочный контроль полученной твердости при помощи приборов Супер-Роквелла или Виккерса; выборочный контроль хрупкости обработанного слоя при помощи прибора Роквелла. Обычно проверяют образцы, изготовленные из того же материала, что и обрабатываемые детали. Эти образцы должны вместе с деталями проходить термическую обработку и нитроцементацию.
Нужно провести и контроль состава отходящих из печи газов (провести химический анализ); проверить расход газа реометрами; проверить расход карбюризаторов и триэтаноламина.
Сульфоцианирование
Данная обработка в большей степени напоминает процесс цианирования. Поверхность насыщается не только углеродом и азотом, но также и серой. Сульфоцианированные детали в большей степени обладают такими же характеристиками как и цианированные. Лучше всего сульфоцианированные детали показали себя в механизмах на средних нагрузках. Благодаря немного другой схеме цианирования предупреждается схватывание и наволакивание металла.
Нормальная температура плавления смеси составляет 560-580 градусов. Обработку стальных сплавов проводят преимущественно в жидких средах, но также возможно и в газовых. Так как сульфоцианированные детали обладают чуть большей прочностью, то их использование оправданно в качестве поршневых колец, чугунных втулок, разнообразных запчастей насоса.

Нитроцементация стали
Нитроцементацией стали называют процесс диффузионного насыщения поверхностного слоя стали одновременно углеродом и азотом при 840-860 С в газовой среде, состоящей из науглероживающего газа и аммиака. Основное назначение нитроцементации — повышение твердости и износостойкости стальных изделий.
Нитроцементации обычно подвергают детали сложной конфигурации, склонные к короблению. Нитроцементация стали имеет следующие преимущества по сравнению с газовой цементацией:
- более низкие температуры обработки,
- минимальная глубина слоя,
- меньшие деформации и коробление изделий,
- повышенное сопротивление износу и коррозии.
Завершающей термической обработкой при нитроцементации является закалка с низким отпуском. Твердость изделий достигает 56-62 HRC.
Процесс нитроцементации стали получил широкое распространение в машиностроении. На ВАЗе 95 % деталей подвергается нитроцементации. Низкотемпературной нитроцементации подвергают инструмент из быстрорежущей стали после термической обработки (закалки и отпуска). Процесс проводят при температуре 530-570 С, в течение 1,5-3 часов. Образуется поверхностный слой толщиной 0,02-0,004 мм с твердостью 900-1200 HV. Нитроцементация стали характеризуется безопасностью в работе и низкой стоимостью.
| Вид операции | Марка стали | Стоимость за кг без учета НДС, руб. |
| Нитроцементация | ст.20Х, 18ХГТ, 20ХГТ, 12ХН3А, 20, 10 и т.п. | от 65,00 |
| Цементация | ст.20Х, 18ХГТ, 20ХГТ, 12ХН3А, 20, 10 и т.п | от 65,00 |
| Цементация+закалка | ст.20Х, 18ХГТ, 20ХГТ, 12ХН3А, 20, 10 и т.п. | от 85,00 |
| Нитроцементация+закалка | ст.20Х, 18ХГТ, 20ХГТ, 12ХН3А, 20, 10 и т.п. | от 85,00 |
Заказать нитроцементацию и цементацию стали Вы можете по телефону: +7 (3412) 908-768 или через форму: «Заказать консультацию».
- Заказать консультацию
Виды
Цианирование классифицируют на основе следующих особенностей:
На основе фазы среды цианирование классифицируют на:
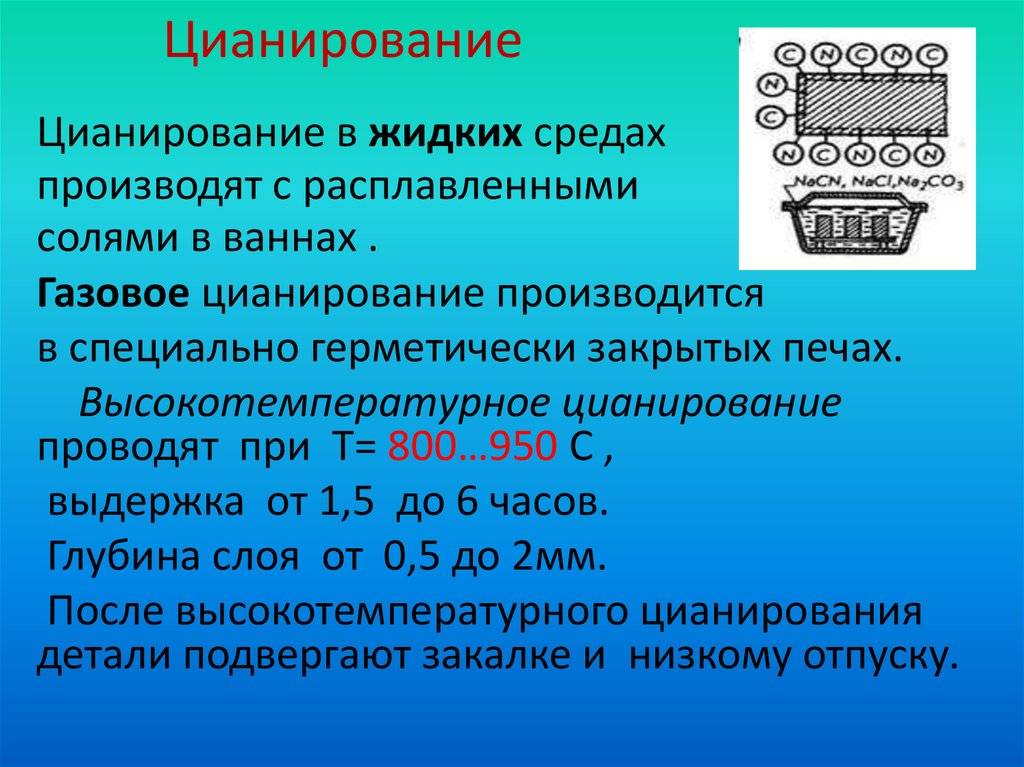
Принцип называемого также нитроцементацией газового цианирования заключается в нагреве при 530 — 570°С на протяжении 1,5 — 3 ч. предмета в содержащей азот и углерод газовой смеси, включающей, например, аммиак (NH3) и окись углерода (CO). Химическое взаимодействие названных газов приводит к формированию атомарных азота и углерода. Они создают слой, толщина которого определяется температурой и длительностью и составляет от 0,02 до 0,004 мм. Его твердость равна 900 — 1200 HV.


Технология твердого цианирования близка к твердой цементации. Отличие состоит в составе карбюризатора: для рассматриваемых работ применяют материал, содержащий цианистые соли. Твердое цианирование по производительности значительно уступает прочим видам, поэтому оно используется редко. Далее рассмотрены более подробно жидкое и газовое цианирование.
Установка для цианирования
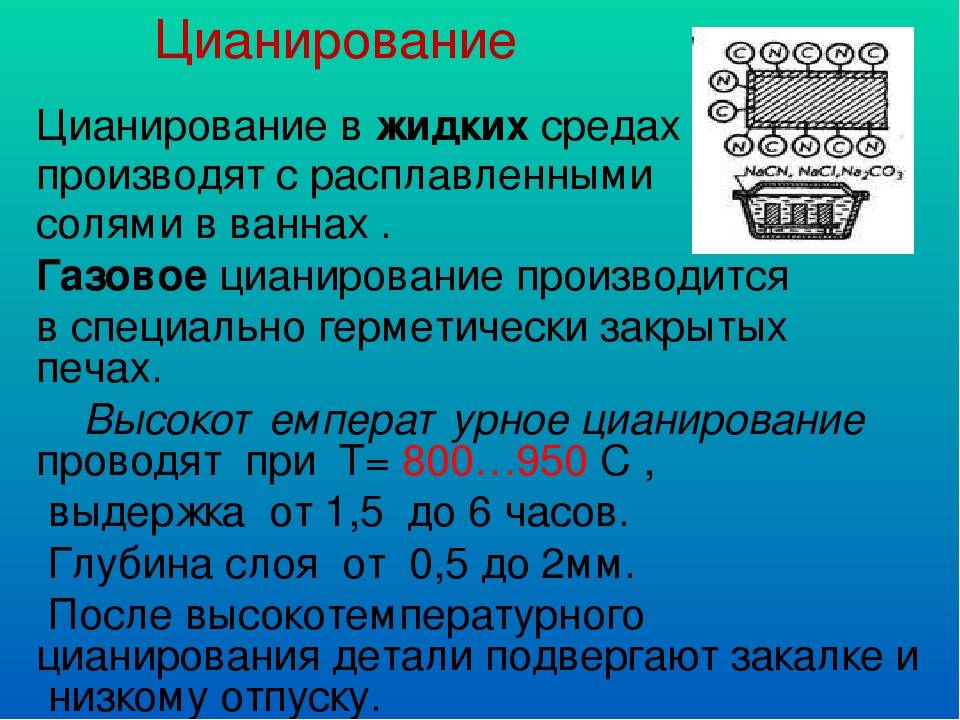
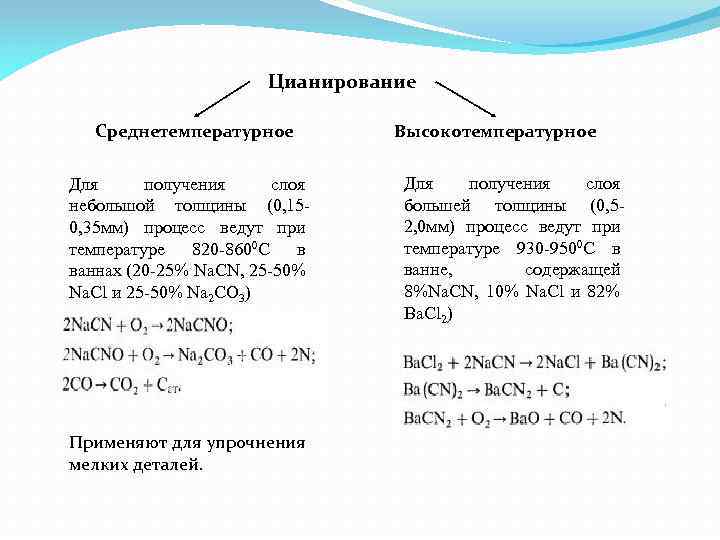
Жидкое цианирование является наиболее распространенным способом. При этом применяют расплавленные цианистые соли, представленные NaCl, NaCN, Na2CO3, BaCl2, BaCO2 в различных концентрациях и сочетаниях.
Существует регламент, определяющий температурный режим и продолжительность работ для разных составов смесей. Он же отображает толщину получаемого в результате слоя, которая составляет 0,15 — 1,6 мм. Взаимодействие цианистых солей натрия с содой и солью приводит к их разложению с выделением атомарных азота и углерода. Основным компонентом цианистых солей является CN. Повышение его содержания приводит к возрастанию концентрации азота и углерода в диффузионном слое, но не сказывается на его толщине. Жидкое цианирование служит в качестве окончательной обработки стали.
На основе температурного режима цианирование подразделяют на низко- и высокотемпературное. Обработка металла первого типа обеспечивает большее насыщение азотом, а высокотемпературное цианирование — наоборот углеродом.
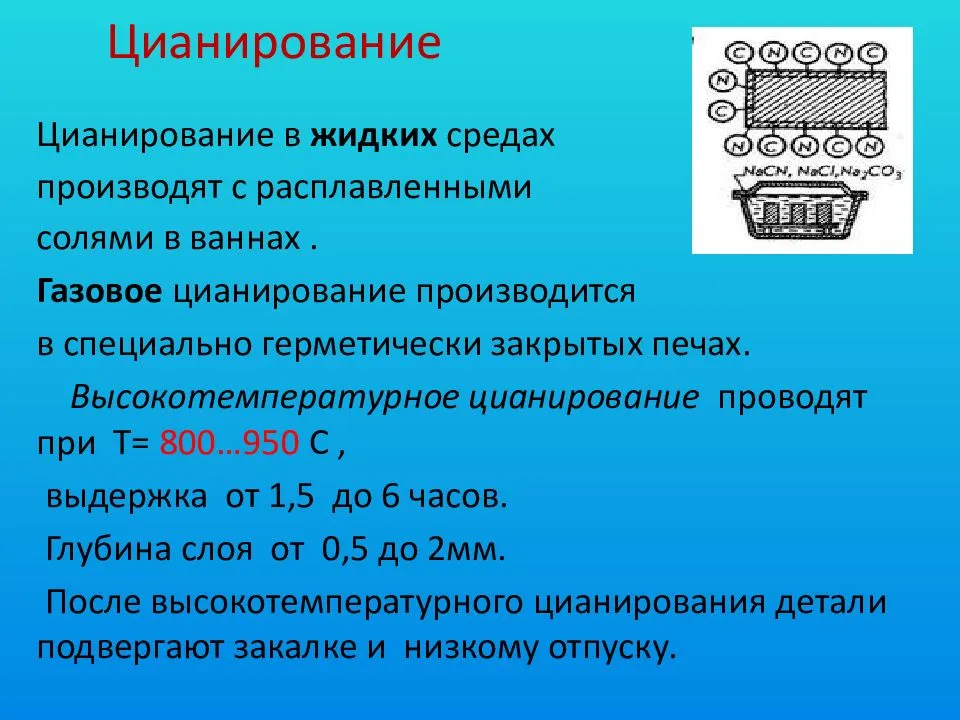
Жидкую высокотемпературную обработку, называемую также жидкостной цементацией, осуществляют путем выдерживания деталей в печах-ваннах при 840 — 950°С на протяжении 5 — 45 мин. Такой способ позволяет достичь толщины диффузионного слоя до 0,075 — 0,1 мм. Данный параметр определяется температурой и длительностью процесса. В любом случае наращивание слоя таким методом быстрее, чем при газовом цианировании. Однако данный способ весьма вредоносен, так как расплавленные цианистые соли токсичны. Поэтому необходимы особые меры безопасности при осуществлении таких работ.
Ввиду этого жидкостной высокотемпературной технологии предпочитают газовое цианирование, несмотря на меньшую скорость работ. Это компенсируется меньшей стоимостью. Его осуществляют при 830 — 950°С в муфельных печах на протяжении 1 — 2 ч. По завершении закалки и низкого отпуска твердость обработанного данным способом материала возрастает до 60 — 64 HRC (56 — 62 по другим данным).
Низкотемпературное цианирование стали среднеуглеродистого состава называют также тенифер-процессом. Он заключается в насыщении материала преимущественно азотом путем пропускания через него сухого воздуха при 540 — 600°С.
Перед низкотемпературным цианированием осуществляют термическую обработку полного цикла при 500 — 600°С.
Процесс цианирования стали
Таким образом, низкотемпературное цианирование создает слой с большим содержанием азота, а при высокотемпературном образуется покрытие преимущественно углеродного состава (концентрация углерода составляет 0,6 — 1,2%, азота — 0,2 — 0,6%).
Технология нитроцементации
Сущность и назначение нитроцеменетации стали состоит в особой методике процесса обработки тонкого слоя находящегося с внешней стороны металла, который выполняется так. Заготовку для нитроцементации металла помещают в среду из смеси газов, в которую входит нашатырный спирт и углеродосодержащий газ. Дальше металл греют и могут выдержать в смеси газа какое то время. При этом происходит диффузия атомов углерода и азота в металл. Изменяются его физико-механические свойства. Заодно появляются твёрдые растворы соединений углерода, азота и железа.
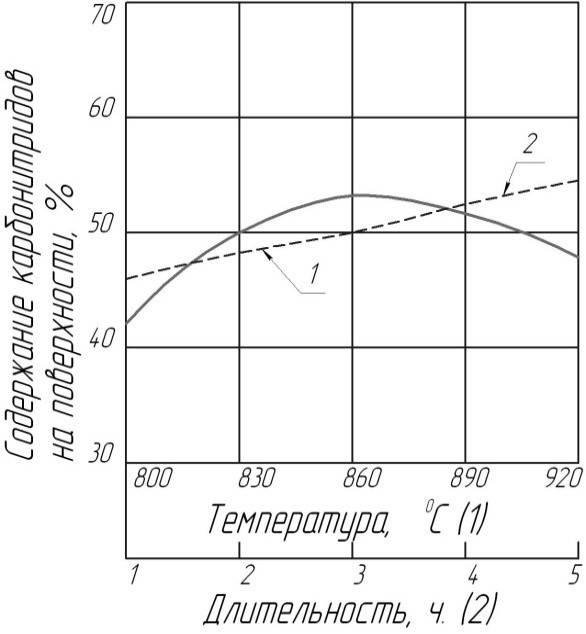
Температурное воздействие и продолжительности на глубину нитроцементации
Присутствие азота в атмосфере приводит к следующим свойствам нитроцеменетации, в отличии от цементации:
- Дополнительное изобилие поверхности азотом;
- Уменьшение температуры нагрева для возможности выполнения процесса;
- Ускорение процесса диффузии углерода.
Изменяя параметры процесса, другими словами состав смеси газа, температуру, время обработки, можно менять глубину влияния. Исследования показали, что с увеличением температуры возрастает скорость диффузии углерода и азота в глубину металла. Глубина проникновения атомов газа в металл изменяется временем выдержки нагретого изделия в рабочей обстановке.
По существу, нитроцементация и цианирование – это виды нитроцементации, которые отличаются технологией. Детали, поверхность которых упрочнена при помощи цианирования или нитроцементации, будут иметь одинаковые технические свойства. При цианировании обрабатываемые детали помещают в расплав цианистых солей натрия или кальция. Температура обработки остается приблизительно аналогичная, как и при газовой отделке. При цианировании можно запросто получить легированный слой металла до 2-х мм, однако при этом необходимо не забывать, что при увеличении толщины слоя в структуре появляются темные области, отлично заметные под микроскопом, которые указывают на излишек азота на границах кристаллов. Данные области уменьшают механическую крепость, делая больше хрупкость металла.
Для выполнения процесса диффузии азота и углерода из среды газа нужен нагрев металла до температуры 700 – 950 °С. Очень часто работа проводится при температуре нитроцементации 850 – 870 °С. Данные температурные значения лишь чуть-чуть превышают температуру закалки и по этому дают возможность облегчить процесс закалки деталей, уменьшают вероятность деформации и уменьшают общее время цикла производства. Сделать меньше развитие деформации может также ступенчатая закалка в горячем масле. Все сказанное говорит про то, что этот вид обработки наиболее используем к деталям геометрической сложной формы, у которых довольно большие требования к форме поверхности и совсем непозволительно образование закалочных трещин.

Главная область использования нитроцементации стали – автомобилестроение и промышленность автомобилестроения. Более 90% деталей автомобиля – шестерен редукторов, валов, упрочняются с помощью нитроцианирования. Этот процесс упрочнения стали считается главным в технологии производства зубчатых колес самого разного назначения, а еще отдельных категорий инструмента из быстрорежущей стали.
Структурные изменения в металле
При внедрении атомов азота и углерода в поверхностном слое металла происходят некоторые изменения. При нитроцианировании меняется соотношение остаточного количества аустенитов и мелкокристаллических мартенситов в поверхностном слое, добавляется небольшое количество твердого раствора карбонитридов, что влияет на механические свойства – твердость и износостойкость.
В то же время несколько повышается хрупкость и снижается усталостная и контактная прочность. Особенно это качество проявляется в легированной стали с содержанием никеля более 1.2 %. Таким образом, не все марки стали допустимо обрабатывать по данной методике. Уменьшение размеров зерен структуры достигается путем дополнительной закалки и отпуска непосредственно после процесса нитроцементации. Обработанная таким образом сталь имеет меньший размер зерен, чем цементированная, что повышает ее прочность на изгиб при одновременном уменьшении толщины обработанного слоя.
Нитроцементация существенно изменяет характеристики тонкого наружного слоя металла, его твердость и износостойкость. После дополнительной термической обработки – закалки, твердость поверхностного слоя по шкале Роквелла составляет 58-64 HRC или 500 – 1000 HV по методу Виккерса. Применяя низкотемпературную цементацию, можно получить тонкий поверхностный слой с твердостью 5000 – 11000 HV.
Азотирование стали
При азотировании поверхностный слой стальной детали насыщают кислородом. Промышленное применение данный способ получил практически 100 лет назад, в 20-е годы XX века. Азотирование детали – это отличный способ повысить не только твердость изделия, но и его коррозионную стойкость.
Азотирование стали осуществляется посредством погружения детали в печи, которые герметично закрывают. Туда подают аммиак, который при нагреве распадается на азот и водород. В процессе данной реакции атомы азота поглощаются слоем поверхности стали и проникают внутрь детали.
Насколько глубоким и прочным окажется слой, подверженный азотированию, сказать сложно. Этот фактор зависит от многих деталей:
- температура, при которой осуществлялось азотирование;
- продолжительность обработки детали;
- состав стали, которую подвергли азотированию.
Способ химико-термической обработки
Описываемая процедура не позволяет достигать нескольких целей одновременно, в отличие от цементации. Выделяют два вида азотирования.
Повышение прочности слоя поверхности стальной детали. Температура процесса – до 560 ОС, средняя толщина слоя – 0,5 мм. Продолжительность операции может достигать одних суток.
Повышение степени устойчивости к коррозии. Оптимальная температура – от 650 до 700 ОС. Продолжаться антикоррозийное азотирование может до 10 часов. Толщина слоя, образующегося в процессе – 0,3 мм.
Процесс азотирования стали могут проходить только полностью готовые изделия, которые прошли через этапы термической и механической обработки. Структура сорбита внутри изделия сохранена полностью, что обеспечивает повышение прочности и вязкости детали.
История
В 1783 году Карл Вильгельм Шееле обнаружил, что золото растворяется в водных растворах цианида. Благодаря работам Багратиона (1844 г.), Эльснера (1846 г.) и Фарадея (1847 г.) было определено, что для каждого атома золота требуется один цианид-ион, то есть стехиометрия растворимого соединения.
Промышленный процесс
Джон Стюарт Макартур разработал цианидный процесс для извлечения золота в 1887 году.
Расширение добычи золота в Рэнде Южной Африки начало замедляться в 1880 – х годах, так как новые месторождения были обнаружено , как правило, колчеданные руды . Золото не могло быть извлечено из этого соединения ни одним из доступных тогда химических процессов или технологий. В 1887 году Джон Стюарт Макартур , работая в сотрудничестве с братьями Робертом и Уильямом Форрестами для компании Tennant в Глазго , Шотландия, разработал процесс Макартура-Форреста для извлечения золота из золотых руд. В том же году было выдано несколько патентов. Путем суспендирования измельченной руды в растворе цианида было достигнуто разделение до 96% чистого золота. Впервые этот процесс был использован на Rand в 1890 году и, несмотря на эксплуатационные недостатки, привел к буму инвестиций по мере открытия более крупных золотых приисков.
К 1891 году фармацевт из Небраски Гилберт С. Пейтон усовершенствовал процесс на своем руднике Меркур в Юте, «первом горнодобывающем предприятии в Соединенных Штатах, добившемся коммерческого успеха процесса цианида на золотых рудах». В 1896 году Бодлендер подтвердил, что для этого процесса необходим кислород, в чем сомневался МакАртур, и обнаружил, что перекись водорода образуется в качестве промежуточного продукта. Примерно в 1900 году американский металлург Чарльз Вашингтон Меррилл (1869-1956) и его инженер Томас Беннетт Кроу улучшили очистку цианидного фильтрата с помощью вакуума и цинковой пыли. Их процесс – это процесс Меррилла – Кроу .
Сферы применения
Нитроцементацию нужно проводить для деталей, которые при работе механизма испытывают предельные нагрузки. К ним относятся шестеренки, зубчатки, валы и прочие составляющие механизмов.
Низкотемпературную нитроцементацию проводят с поверхностями порошкового инструмента, изготовленного из быстрорежущих сталей. Так обрабатывают трущиеся детали, которые не испытывают значительных нагрузок (зубчатые колеса, втулки, штоки клапанов двигателей автомобилей).
Высокотемпературная нитроцементация чаще применяется при насыщении порошковых деталей, изготовленных из легированных и конструкционных углеродистых сталей.