Осваиваем пайку с канифолью
Состав канифоли для улучшения пайки изготовляется и продается как в чистом твердом виде, так и в виде жидких или вязких флюсов, цена его отличается.
Наиболее распространен спиртово-канифольный флюс (марка «СКФ»), который состоит по ГОСТ из 40-процентного канифолевого раствора и чистого этилового спирта.
Именно этот флюс с канифолью является диэлектриком, в отличие от хлоридно-аммониевого флюса
Кроме технических свойств этого флюса, важное значение играет невысокая цена
Видео:
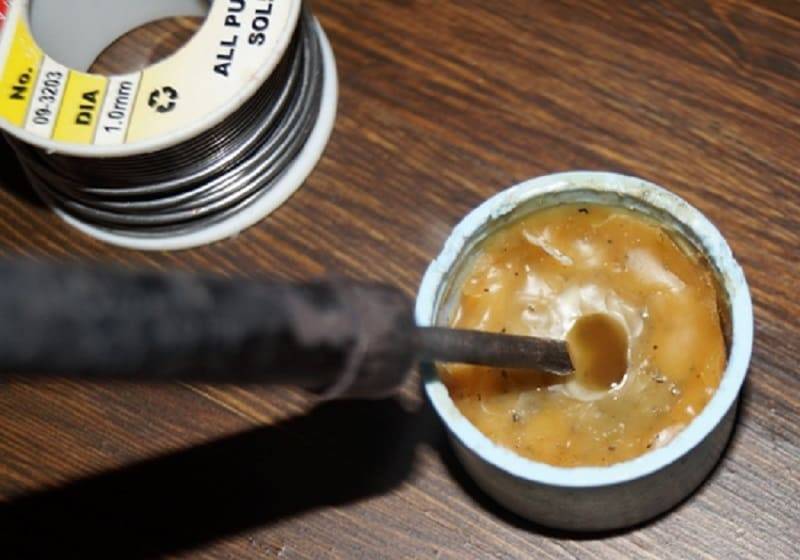
Вместо жидкого флюса можно использовать канифоль в твердом виде, она также имеется в продаже в магазинах для радиолюбителей.
Цена одного килограмма твердой канифоли в пределах 400 — 500 рублей. Когда приобретена канифоль, имеется в наличии паяльник и обычный припой (олово), приступаем к работе.
Если вам до этого момента не приходилось паять, то сначала ознакомьтесь с видео инструкцией. Технология пайки с применением канифоли представлена на видео.
ВАЖНО ЗНАТЬ: Все об аттестации сварщиков по системе НАКС
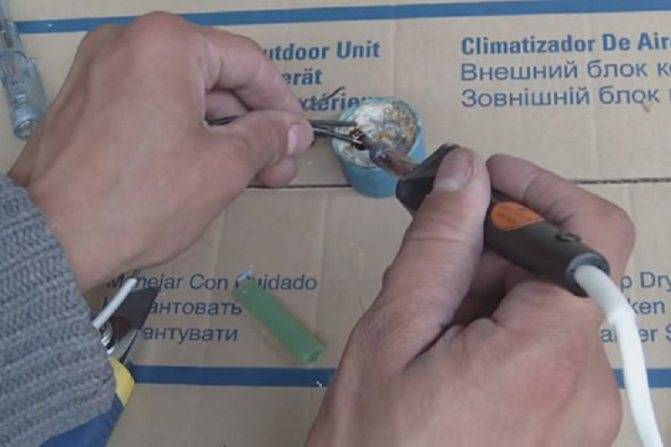
Чтобы крепко и правильно паять, придерживайтесь следующей последовательности.
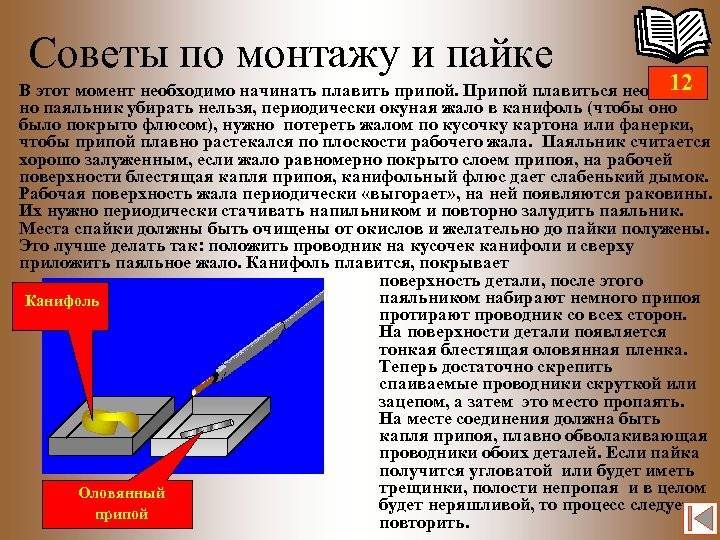
Подготовка паяльника – лужение. Оно включает в себя зачистку жала паяльника напильников и последующее покрытие тонким слоем припоя.
Разогрейте жало и наберите на него небольшое количество канифоли, затем сразу же соедините с припоем. Как видно на видео, припой не прилипает к жалу, а нам нужно добиться его равномерного покрытия припоем.
Поэтому прикладываем жало к натуральной доске (лучше всего подойдет сосновая, но можно использовать любую) на непродолжительное время. Повторяем последовательность.
После нескольких циклов мы добьемся нужного результата.Подготовка спаиваемых поверхностей.
Если оголена бóльшая поверхность провода, чем требуется для пайки, то это, конечно, удобно новичку, именно это – причина, из-за которой происходят замыкания и возгорания схемы.
Обычно чистый медный провод можно залудить после одного цикла «канифоль-припой».
Опустим провод в канифоль, приложим горячее жало к верху оголенной поверхности и поднимем проводок.
Канифолевая масса задымится и обтечет провод, после чего нам остается покрыть место пайки оловом. Для этого набираем горячим жалом олово из припоя и переносим на провод.
Если провод из медно-желтого стал серебристым, то он считается правильно залуженным. Когда нужно соединить пайкой два провода, оба нужно залудить таким же образом.
Видео:
Рассмотрим, как подготовить для пайки медную деталь, к которой нужно припаять провод. Опускаем разогретое жало в канифоль и сразу же в припой.
Теперь у нас на кончике жала канифолево-оловянная смесь. Ее нужно качественно растереть по поверхности детали в месте пайки.
Лужение произведено правильно, если место, где будет производится пайка, стало серебристым.
Вместо твердой канифоли можно использовать любой флюс.
Для того чтобы правильно спаять залуженные детали, соединим их между собой, разогретым паяльником наберем олово (его можно заменить на любой другой чистый припой), покроем стык деталей горячим составом.
Теперь избегайте шевеления деталей под горячим припоем и дайте пайке полностью остынуть. Детали обволакиваются оловом при помощи канифоли.
ВАЖНО ЗНАТЬ: Типичные сварочные дефекты и виды брака
Если замечаете, что обволакивание происходит плохо, то добавляйте канифоли столько, сколько будет требоваться, но небольшими порциями.
Рассмотрим, как правильно отпаять детали. Разогреваем жало и прикладываем его к месту пайки. Это расплавит припой и детали легко отделятся друг от друга.
Теперь окуните кисточку в растворитель и уберите оставшийся флюс с канифолью с поверхности деталей.
Преимущества и недостатки
Канифоль имеет сильные и слабые стороны. Преимущества:
- Он не проводит электричество.
- это дешевый и недорогой сварочный материал. Это связано с тем, что материалы для производства канифоли распространены по всему миру.
- Эффективно удаляет оксидную пленку с поверхности обрабатываемого материала.
- Он не растворяется в воде, поэтому жидкость не может смыть смолистый слой.
- Сохраняет свои характеристики при отрицательных температурах.
- Безопасен для человеческого организма. Смолистый материал не выделяет вредных паров и не требует использования дополнительных средств защиты.
Недостатки:
Чтобы состав на основе смолы показал свою эффективность, нужно уметь с ним работать
Рекомендуется потренироваться на нефункционирующих частях или механизмах.
Канифоль не эффективна для крупных деталей.
Хрупкий материал, требующий осторожности при транспортировке и хранении.. Безопасен для человеческого организма
Безопасен для человеческого организма
Какие виды существуют
Разновидности канифольных флюсов по способу производству, составу исходного сырья:
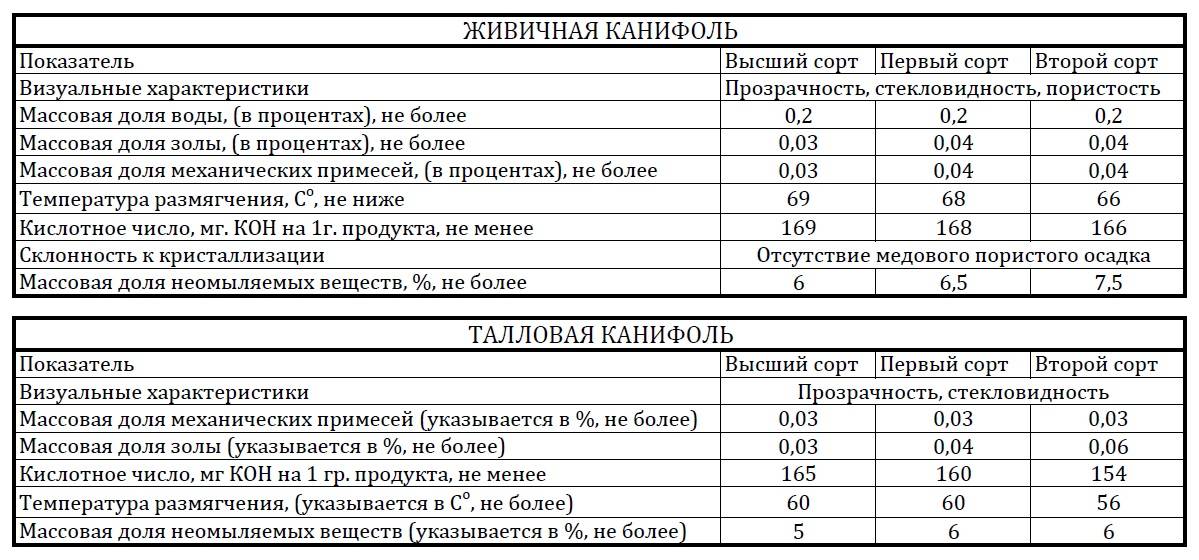
- Живичная канифоль чаще производится из сосновой смолы, реже – из других пород хвойных деревьев. Сырье собирают, подсекая кору живых деревьев. Название флюса появилось по аналогии с исходным продуктом. В сосновой живице содержится до 80% канифоли и 20% скипидара. Живичная канифоль качественная, содержит от 90 до 94 % смоляных кислот, до 1,5 % жирных. Концентрация неомыляемых веществ не более 6…7%. Встречается живичная канифоль редко. Ее часто заменяют экстракционными и талловыми аналогами.
- Экстракционная канифольная смесь производится методом экстрагирования смеси измельченной хвойной древесины (обмола) и бензина, выполняющего функцию растворителя органических кислот. От живичной такая канифоль отличается темным оттенком и температурой размягчения, она ниже на 10–15 градусов, составляет в среднем +55°С. Кислотное число экстракционного паечного флюса в пределах 150 мг КОН/г, массовая доля жирных кислот не выше 12%. Для улучшения эксплуатационных свойств экстракционную канифоль очищают. Процедура называется оставлением. Адсорберы поглощают красящие компоненты. На выходе получается продукт, близкий к живичному по химическому составу и свойствам.
- Талловая паечная канифоль самая светлая. Выпускается из сульфатного мыла путем вакуумной перегонки. Получается смолистое вещество с высокой концентрацией абиетиновой кислоты, ускоряющей кристаллизацию. Исходным сырьем служат отходы целлюлозно-бумажного производства. По техническим характеристикам таловая канифоль сопоставима с живичной.
Несколько слов об особенностях различных видов канифольных флюсов. В живичном тугоплавком практически нет жирных кислот, которые недопустимы при пайке некоторых металлов. В экстракционной их может содержаться до 10%, в таловой еще больше. В розничной торговле флюс продается фасованным видом в металлических круглых коробках. На этикетке указываются технические особенности.






Виды паяльной канифоли
Реализация канифоли происходит разбавленным и чистым видом. Очищенное сырье существует в форме палочки или кусков. Более дорогими и сложными по производству являются флюсы жидкого типа. Наиболее простой вариант спиртосодержащий, состоящий из раствора канифоли и спирта, разведенный практически равными пропорциями. Данный раствор не вызывает реакций при использовании, предотвращает коррозию и не проводит электрический ток.
Живичная канифоль по ГОСТ 19113-84
Изготовления спиртового раствора может быть выполнено в домашних условиях
Важно соблюдать последовательность действий:
- Необходим этиловый спирт в малых количествах, крепостью не менее 70°. Найти его можно в аптеке или местах реализации подобных изделий.
- Канифоль живичная измельчается до песчаного состояния ступкой, после этого необходимо добавить спирт в соотношении 70 на 30.
- В случае отсутствия под рукой спирта, возможно использовать аналогичный растворитель, к примеру бензин или ацетон. Добавлять размягченную субстанцию необходимо малыми порциями, перемешивая до полного растворения.
Более современная модель раствора имеет вместо спирта глицерин. Приготовление происходит тем же способом, данный материал более удобен в работе. Его можно непосредственно наносить на спаиваемые детали, имеет более твердую форму относительно раствора. Некоторые припои реализуются уже с готовым флюсом посередине проволоки. Вариант удобен при действиях, однако высокая цена и отсутствие в мелких торговых токах могут привести к эксплуатации таловой канифоли.

Получение жидкой канифоли
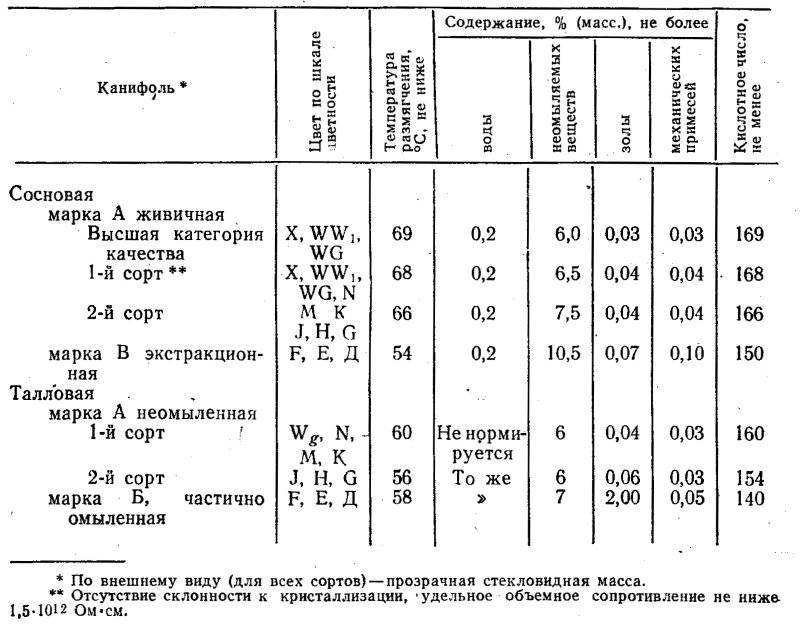
Канифоль сосновая имеет следующие характеристики:
- Температура кипения начинается от 250 °C, зависит от состава и добавленных примесей.
- Размягчение происходит на пороге 52-72 °C.
- Теплопроводность элемента – 0,1 ккал/м, теплотворность – 9100 ккал/кг.
- Расширение в расплавленном состоянии равняется коэффициенту 0,05, кислотное число от 145 до 175.
Основной разновидностью материала является прозрачная колофонская смола, применяется твердым состоянием, имеет светло желтый оттенок. Основой для качественного производства продукции используется абиетиновая кислота, занимающая большую долю в составе вещества.
Состав и физико-химические свойства
Состав канифоли сосновой может несколько отличаться, но в целом, в ней содержатся практически одни и те же элементы, с учетом небольших отклонений. Основу здесь составляет абиетиновая кислота, которая может быть от 60 до 90% от общей массы. В экстракционной содержание жирных кислот может быть от 1 до 12%. Такие элементы как сесквитерпиноиды, дитерпиноиды, тритерпиноиды и прочие могут составлять до 20% от общей массы. Состав жидких канифолей может состоять на 50-75% из растворителя, а остальное представляет собой сама канифоль сосновая.
Растворяться твердые частицы материала в эфире и спирте могут не сразу, так как для этого требуется температура от 40 градусов Цельсия. Как правило, она совпадает с температурой размягчения вещества. Кипение начинается с 250 градусов Цельсия. Температура плавления канифоли сосновой составляет от 110-150 градусов Цельсия. При работе с тугоплавкими металлами она просто будет закипать, так что пайка твердыми припоями должна проводиться с другими флюсами. Даже обыкновенные марки, твердые и нерастворенные обладают слабой активностью, так что остается риск, что придется делать все повторно, так как материал припоя с основным может не соединиться достаточно крепко. Растекаемость материала находится на достаточно высоком уровне, так что при температурной обработке флюс растекается по всей поверхности, что создает отличный защитный слой. В то же время жидкая канифоль сосновая хорошо растекается и без температурного воздействия. При наличии химических добавок, свойства могут меняться.
Технические характеристики канифоли сосновой
| Свойства | Значение |
| Содержание воды | 0.2% |
| Содержание золы | 0.03% |
| Содержание примесей механического типа | 0.03% |
| Число кислотное | 169 |
| Марка | Вес упаковки | Рабочая температура, градусы Цельсия |
| Стандарт | 20 грамм | 120 |
| ПМ | 20 грамм | 150 |
| Z&N | 260 килограмм | 140 |
| TermoPasty | 100 грамм | 140 |
Отрицательные стороны
Минусами можно отметить несколько факторов, препятствующих к применению материала в определённых ситуациях.
- При отсутствии опыта низкая активность элементоа может потребовать дополнительной обработки. Использование требует некоторых навыков, чтобы сократить время обработки.
- Гиперскопичность может не дать веществу выделить видимый пар при обработке, что повлечет коррозию соединения в последующем времени.
- Доступно применение к узлам небольшого размера, определенного состава металлов. Продукт применяется к простым металлам, для обработки больших соединений используются другие виды флюсов.
- Хрупкая конструкция материала может доставить проблемы при транспортировке. Легко крошится при механических воздействиях.
Существуют другие виды флюсов, активно взаимодействующие с металлом. Такие элементы взаимодействуют с металлом, состоят из хлорида цинка, или аммония. После пайки вещество максимально удаляется с изделия, т.к. возможны процессы коррозии. Нейтральные вещества, такие как канифоль, не взаимодействуют с металлом и не проводят электрический ток.
Как сделать жидкую?
Твердый паяльный флюс не всегда удобно использовать. Если металл расположен горизонтально и на плате много места для работы паяльником, достаточно взять кусочек флюса, расплавить его и добавить припой. Часто положение детали горизонтальное и олово стекает. В таком случае используется жидкий сосновый флюс.
- Измельчить канифоль и насыпать в стеклянную посуду.
- Залить ацетоном.
- Растворить, поместив закрытую емкость в горячую воду и регулярно встряхивая ее.
Ацетон можно заменить скипидаром, бензином, этиловым спиртом и минеральным маслом для создания флюса для пайки своими руками из канифоли. При работе с деталями любой сложности достаточно нанести кисточкой полученную жидкость.
Можно делать и гель. Для этого смешать канифоль с вазелиновым маслом. После растворения можно заправить составом шприц без иглы и наносить флюс или использовать натирание поверхности густым составом.
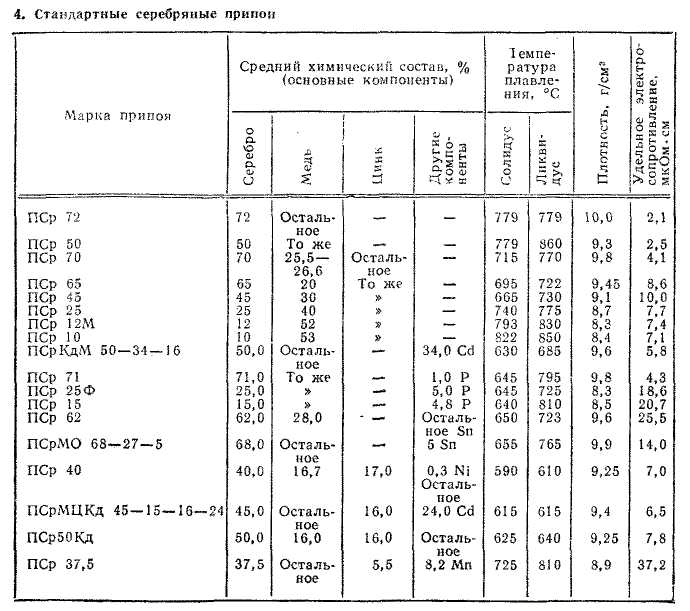
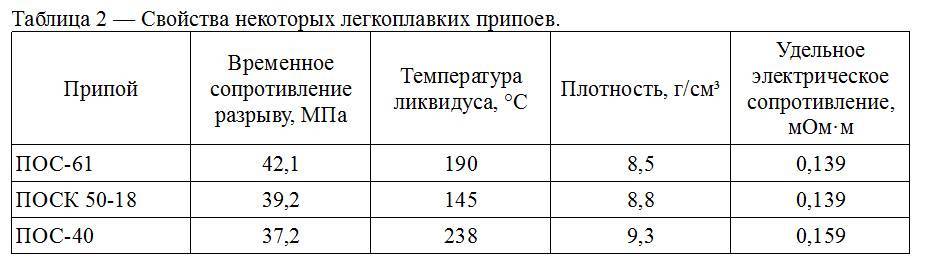
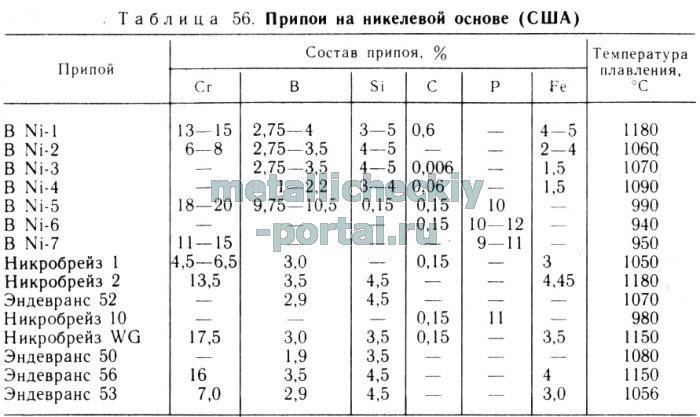
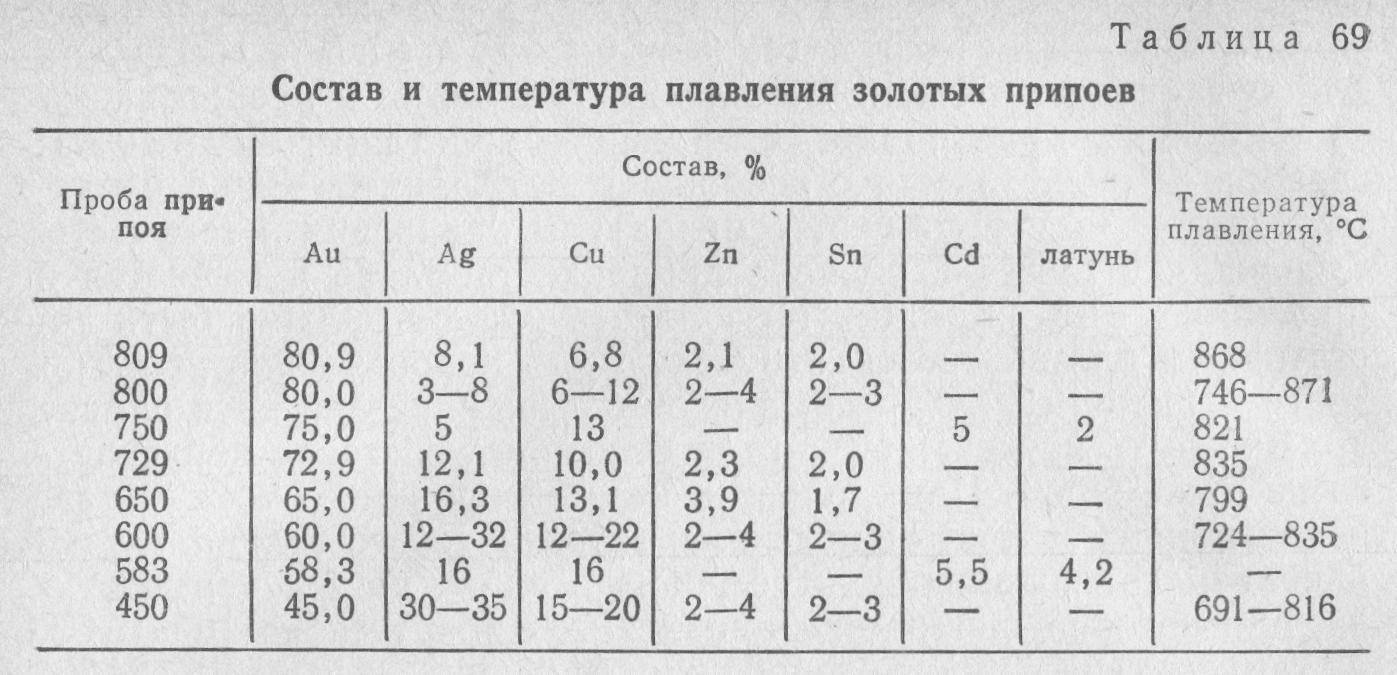
3.1. Классификация припоев и система их обозначений
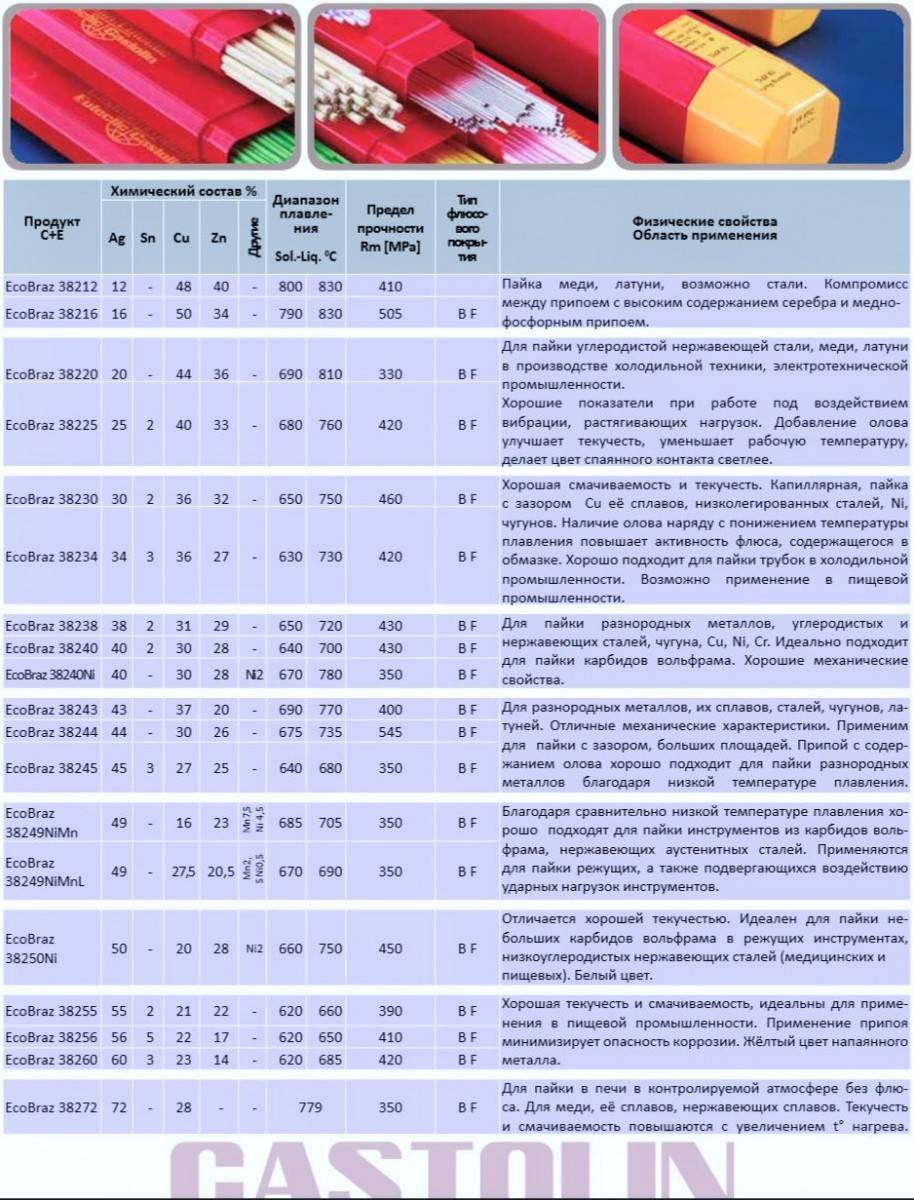
Разновидности и применение припоев:
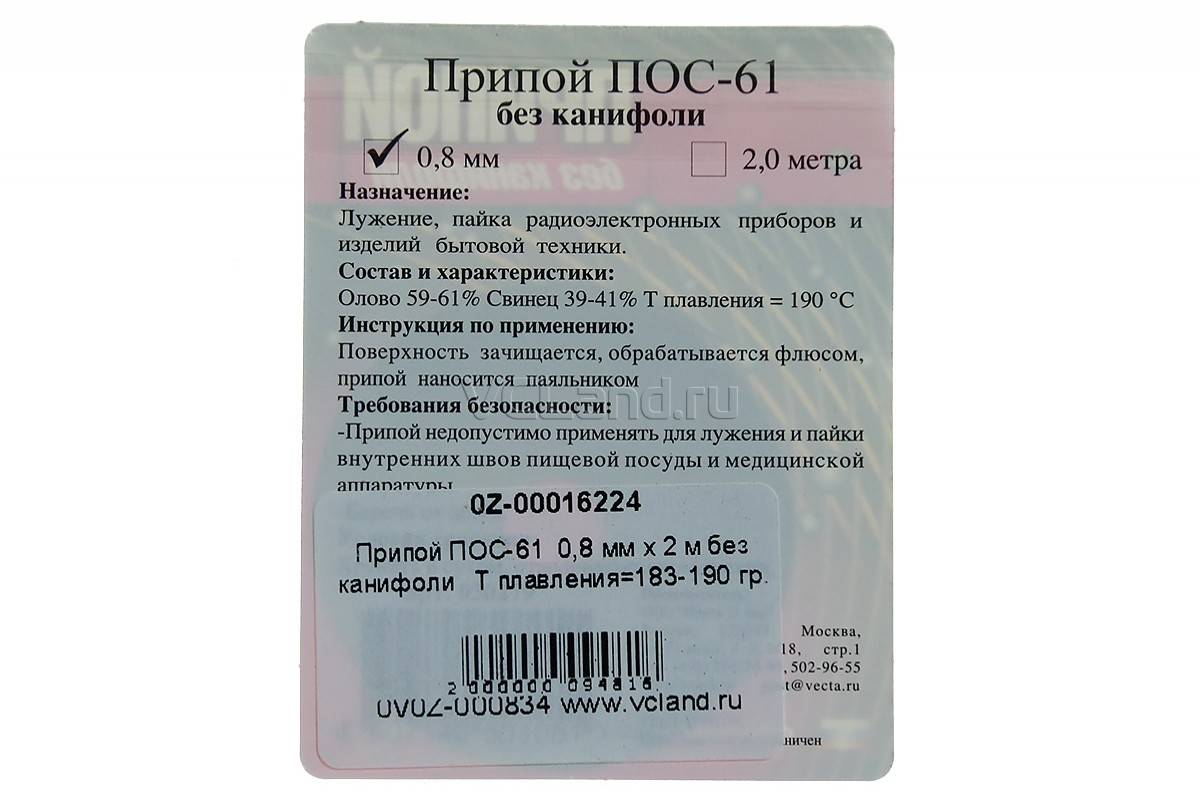
Припой — металл или сплав, применяемый при пайке для соединения заготовок и имеющий температуру плавления ниже, чем соединяемые металлы. Применяют сплавы на основе олова, свинца, кадмия, меди, никеля и других металлов
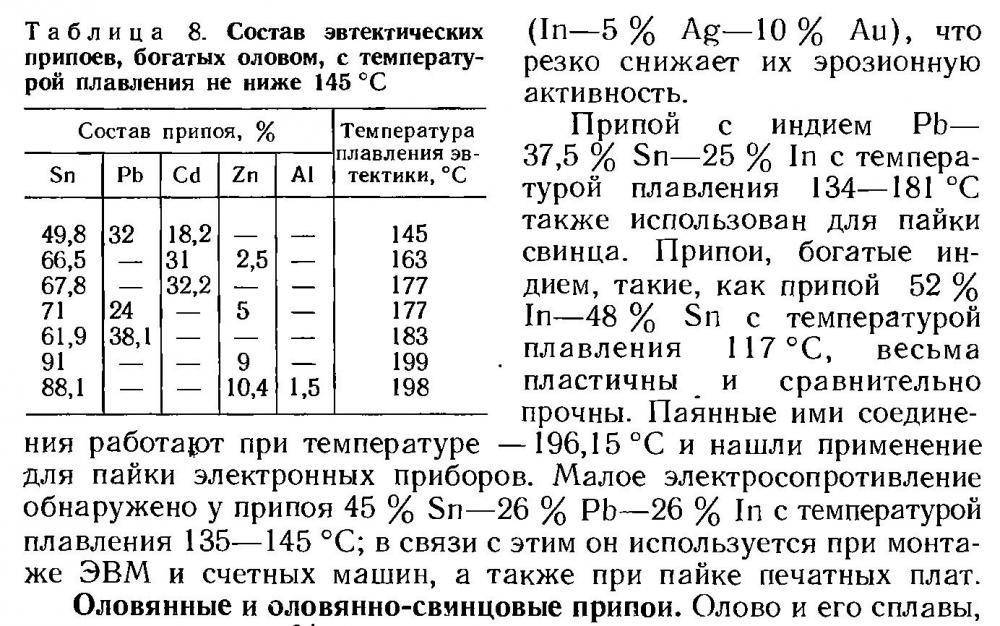
Для пайки соединений проводниковых материалов в зависимости от предельно допустимых рабочих температур и требуемой прочности паяного шва применяются мягкие и твердые припои.
К мягким относятся припои с температурой плавления до 400 °С, а к твердым — свыше 500 °С. Припои с температурами выше температуры плавления чистого олова в интервале до 400 °С называются полутвердыми.
Мягкие и полутвердые припои имеют предел прочности при растяжении до 15–100 МПа и применяются для пайки токоведущих частей, не являющихся одновременно несущими конструкциями машин или аппаратов.
Пайка мягкими и полутвердыми припоями осуществляется паяльником или погружением деталей в расплавленный припой, соединяемые поверхности при этом предварительно облуживаются, как правило, припоем той же марки и покрываются обычно канифолью (флюсом).
Оловянно-свинцовые припои выпускаются в виде слитков, прутков, проволоки, ленты и трубок, заполненных канифолью.
Твердые припои имеют предел прочности при растяжении 100– 500 МПа и применяются в качестве припоев первой категории прочности при пайке токоведущих частей, быстроходных, допускающих высокий нагрев электрических машин и деталей, воспринимающих основную механическую нагрузку.
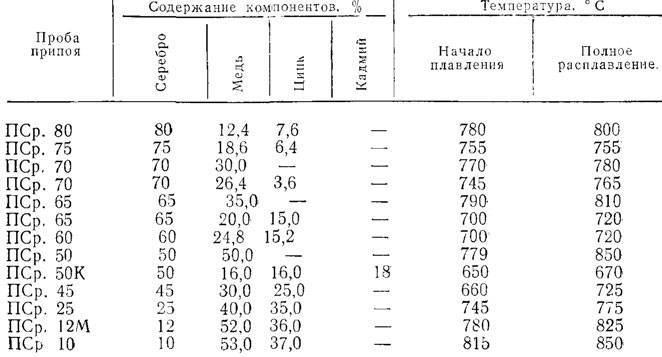
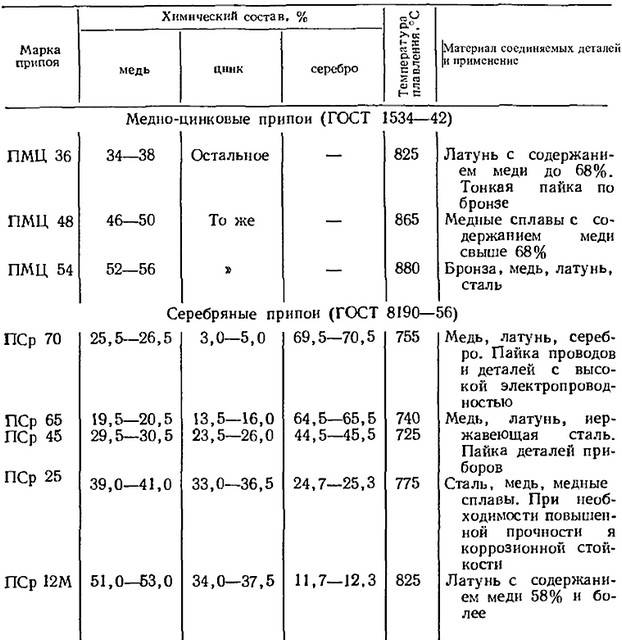
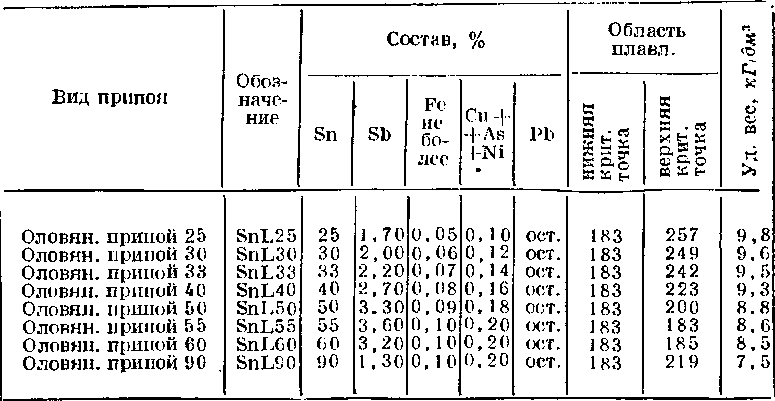
Система обозначения припоев
Обозначение марки припоя обычно начинается с буквы «П» — припой. Числа в марке припоя показывают содержание компонентов (буквы после буквы «П») в процентах (округленно). Буква или буквосочетание в конце обозначения марки припоя означает, что данный компонент составляет оставшееся содержание припоя.
Обозначение компонентов:
А — алюминий;
Ж — железо;
И — индий;
К или Кд — кадмий;
М — медь;
О — олово;
С — свинец;
Ср — серебро;
Су — сурьма;
Ф — фосфор;
Ц — цинк.
Отрицательные стороны
Минусами можно отметить несколько факторов, препятствующих к применению материала в определённых ситуациях.
- При отсутствии опыта низкая активность элементоа может потребовать дополнительной обработки. Использование требует некоторых навыков, чтобы сократить время обработки.
- Гиперскопичность может не дать веществу выделить видимый пар при обработке, что повлечет коррозию соединения в последующем времени.
- Доступно применение к узлам небольшого размера, определенного состава металлов. Продукт применяется к простым металлам, для обработки больших соединений используются другие виды флюсов.
- Хрупкая конструкция материала может доставить проблемы при транспортировке. Легко крошится при механических воздействиях.



Существуют другие виды флюсов, активно взаимодействующие с металлом. Такие элементы взаимодействуют с металлом, состоят из хлорида цинка, или аммония. После пайки вещество максимально удаляется с изделия, т.к. возможны процессы коррозии. Нейтральные вещества, такие как канифоль, не взаимодействуют с металлом и не проводят электрический ток.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
К анифоль относится к природным изоляционным смолам . Она представляет собой хрупкое стеклообразное вещество в виде кусков неправильной формы. Канифоль получают в результате термической обработки живицы – сока хвойных деревьев. После отгонки из живицы воды и скипидара образуется твердое аморфное вещество – канифоль , которую подвергают химической очистке.
Цвет очищенной канифоли меняется от светло-лимонного до темно-оранжевого. Чем темнее окраска канифоли, тем больше в ней примесей, снижающих ее электроизоляционные свойства.
В электротехнике применяют канифоль марок I и II желтой окраски. В состав канифоли входят смоляные кислоты: абиэтиновая, колофеновая, эфирные масла и другие вещества.
Основные характеристика канифоли : плотность 1,07 – 1,10 г/см 3 , температура размягчения 65 – 70° С (переход канифоли в жидкое состояние происходит при 110 – 120° С), ε = 3,5 – 4,0, tg δ = 0,01 – 0,05, Епр =-15 – 20 кВ/мм. Канифоль является полярным диэлектриком.
Канифоль относится к термопластичным материалам, размягчающимся при нагревании и хорошо растворяется во многих растворителях – скипидаре, бензине, этиловом спирте, ацетоне, минеральном масле и др.
В электротехнике канифоль применяется в качестве загустителя минеральных масел, идущих для пропитки бумажной изоляции кабелей, а также в качестве составной части масляно-канифольных заливочных электроизоляционных компаундов.
Канифоль применяется также для изготовления сиккативов – веществ, ускоряющих процесс высыхания масляных лаков. В этом случае расплавленную канифоль нагревают с окислами свинца Р b О, марганца М nO 2 и др. В результате образуются резинаты, представляющие собой соли соответствующих металлов и смоляных кислот канифоли.
Канифоль находит большое применение в качестве флюса при пайке медных проводов. В расплавленном состоянии канифоль растворяет окислы меди и олова и обеспечивает надежную пайку.
Кроме канифоли из природных изоляционных смол в электротехнике также используются шеллак и битумы. Шеллачные лаки применяются для склеивания листочков слюды в производстве миканитов и для пропитки катушек электрических аппаратов. Битумы широко используются для изготовления электроизоляционных заливочных и пропиточных составов – компаундов и маслянно-битумных электроизоляционных лаков различного назначения.
Хранение [ править | править код ]
Для предотвращения выпадения кристаллов смоляных кислот из растворов канифоли необходимо:
избегать хранения её в железных ёмкостях, так как ржавчина на стенках сосуда, болтах, заклёпках и т. п. образует со смоляными кислотами канифоли резинаты железа, кристаллы которых далее служат затравками кристаллизации смоляных кислот;
к уайт-спиритовым растворам канифоли следует добавлять не менее 4 % скипидара;
раствор канифоли перед хранением полезно профильтровать.
Читать также: Двигатель внешнего сгорания своими руками
ХИМИЧЕСКАЯ ОПАСНОСТЬ: При сгорании образует раздражающие и токсичные пары, включая формальдегид.
НОРМАТИВЫ ДЛЯ РАБОЧЕЙ ЗОНЫ: TLV (предельная пороговая концентрация, США): ppm; мг/м^3 (Продукты разлодения на жале паяльника как смоляные кислоты): Сенсибилизатор, свести воздействие к минимуму (ACGIH 1993-1994). ПДК в рабочей зоне не установлена MAС (максимальная допустимая концентрация, США) не установлена.
ВЛИЯНИЕ КРАТКОВРЕМЕННОГО ВОЗДЕЙСТВИЯ: Вдыхание пыли или паров может вызвать астматическую реакцию (см. Примечания). Вдыхание паров может вызвать раздражение глаз и дыхательных путей.
Вредна.
Люди, связанные с постоянной пайкой знают об этом не понаслышке.
Вот что пишут об этом в интернете:
Помимо этого могут провоцироваться приступы бронхиальной астмы, может оказываться влияние на нервную систему, а также приводить к глазным заболеваниям (например, дерматит век).
Музыканты-скрипачи, длительно вынужденные вдыхать микрочастицы канифоли, тоже могут страдать заболеваниями органов дыхания.
Скрипичная канифоль чище той, что используется для пайки. И некоторые умельцы именно скрипичную канифоль используют для пайки.
Существует зарегистрированная пищевая добавка на основе канифоли – E915. Она используется в качестве глазирователя. Не входит в список разрещенных пищевых добавок в РФ.
“>
Применение канифоли
Перед применением канифоли важно понимать, что с тугоплавкими припоями использование невозможно. Температура кипения – 250 °C, в этом состоянии вещество испаряется
Флюсом определяется вспомогательное сырье, с помощью которого очищается поверхность от окисления, грязи и прочих неудовлетворяющих при пайке воздействий.
Благодаря характерной особенности к очищению от окислов, применяется при очистке металла при пайке. Изделие применяется зачастую в домашних условиях, на производственных линиях используется припой с добавлением к составу флюса.
Использование канифоли при пайке
Наиболее распространенный способ пайки колофонской смолой:
- паяльник подготавливается к работе, путем нагрева до рабочей температуры;
- на конце жала инструмента размещается вещество легкоплавкого типа, оно применяется качеством припоя, обычно состоит из отлива со свинцом с добавлением цинка, кадмия или висмута;
- вместе с веществом паяльник опускается во флюс, характерный дым указывает на произведенную реакцию, процесс происходит как можно быстрее, до испарения.
Метод применяется при наличии определенного опыта, при работе могут возникнуть некоторые трудности у неопытных мастеров.
Техника пайки канифолью
Любые работы можно облегчить с применением некоторых изделий, пайка материалов не исключение. Для работы понадобится основа жидкого флюса – этиловый спирт. Изготовление возможно собственными усилиями, достаточно измельчить продукт и смешать с растворителем.
Пайка канифолью
Жидкий раствор позволяет проникнуть к труднодоступным местам, наносится непосредственно на площадь объекта.
- Нанесение производится при помощи кисти или зубочистки, после этого подготавливается паяльник.
- На разогретый паяльник наносится припой нужными количествами, в зависимости от размера соединения. Большим количеством припоя можно задеть соседние контакты, что нарушит схему работы ремонтируемого прибора.
- Распределение припоя происходит равномерно, надежного соединения можно достигнуть, прижав элемент к плате небольшим усилием.
- После снижения температуры, удаляются остатки флюса, т.к. он может растечься по соседним деталям и нарушить электропроводность.
Данный способ более удобен, помогает соединить даже мелкие детали. Паяльник используется в зависимости от соединения, температурный режим подбирается от параметров плавления припоя.
Виды сосновой канифоли
Подразделяют сосновую канифоль по качеству и методу получения. Разделение по качеству регламентировано ГОСТ 19113-84. В зависимости от количества примесей выделяют второй, первый и высший сорт.
По способу получения различают два вида сосновой канифоли:
- Живичная. По цвету – светлая полупрозрачная масса. Получается при нагревании живицы (смолы сосны) и удалении скипидара, который составляет четверть веса сырой смолы. Самый дешевый способ получения. Сосна – распространенное растение. И живицу получать несложно. И продукт получается натуральный, без использования химических средств. Плавится и размягчается канифоль живичная при более высокой температуре, чем экстракционная.
- Экстракционная. Получают из измельченных отходов деревообрабатывающей промышленности (сосновой древесины). Их заливают бензином. Он растворяет и вымывает смолу из древесины. Затем выделяют смесь бензина и скипидара. Остающаяся сосновая канифоль имеет темный цвет. Содержит в составе жирные кислоты – до 10 %. Имеет более низкую температуру плавления – от 52-55 °С. Ее можно химически осветлить.
Иногда различают твердую и жидкую канифоль. Это не совсем верно. Жидкая – это смесь сосновой канифоли и спирта.

![Канифоль для пайки [зачем нужна, какую выбрать]](https://snabkz.ru/wp-content/uploads/8/1/5/8158eb359d0a0b8d51f93c8af414e4aa.jpeg)

Как пользоваться?
Несмотря на кажущуюся простоту, важно знать, как правильно пользоваться паяльником. Весь процесс пайки с использованием канифоли в качестве флюса в общих чертах можно представить следующим образом:
- тщательная очистка паяемых поверхностей (механическая), если речь идет о схемах, необходимо удалить с платы мусор и частицы пыли;
- нагреть паяльник;
- нагреть точку пайки;
- обработка жала паяльника флюсом (канифолью);
- обработка канифолью соединяемых поверхностей;
- лужение под сварку;
- непосредственно само соединение и прокладка стыка сваркой;
- охлаждение наконечника.
Опытные специалисты настоятельно рекомендуют обратить внимание на несколько важных моментов
Учитывая свои характеристики, канифоль обладает способностью, растворяя оксидные пленки, частично восстанавливать их до состояния металла. Эта функция актуальна при наличии значительного загрязнения стыкуемых поверхностей.
Несмотря на то, что температура размягчения описываемого флюса составляет 55-70 градусов, его рекомендуется нагревать до 100-130 градусов.
Необходимость и степень нагрева свариваемых поверхностей в основном определяется их размерами. При подключении проводов малого сечения или установке схем этот шаг можно смело пропустить. Однако следует учитывать, что на холодной поверхности канифоль и припой очень быстро остынут. Следовательно, будет трудно добиться растворения оксидов и необходимой диффузии металла.
При использовании паяльника впервые или редко перед тем, как приступить к работе над его жалом, будет излишним пройтись проволочной щеткой или мелкой наждачной бумагой. Однако такие меры будут актуальны в самых крайних и запущенных случаях. Чаще всего достаточно хорошо нагреть инструмент, обработать прокол канифолью и покрыть припоем (оловом). После небольшого перерыва в лужении жала не требуется
Можно просто окунуть его в канифоль и приступить к пайке.
Особое внимание следует уделить подготовке поверхности
В процессе предварительного нагрева при необходимости важно учитывать как размер подключаемых элементов, так и размер жала паяльника
Предварительно поверхности необходимо жестко закрепить в том положении, где они будут свариваться. Затем при необходимости их нагревают и покрывают канифолью
Следующим шагом является непосредственное нанесение расплавленного припоя и установка. После этого остается остудить место склеивания и смыть остатки потока.
Отдельно есть смысл рассмотреть использование канифольного припоя. Это палочки для еды, свернутые в маленькие катушки. Это тонкие оловянно-свинцовые трубки с канифолью внутри. В процессе пайки такие прутки используются как заполняющий материал. На начальном этапе соединяемые элементы нагреваются паяльником, а затем в зону пайки вставляется трубка припоя с канифолью. Шов залуживают одновременными движениями присадки и паяльника. Соединение равномерно покрывается расплавленным припоем одновременно с флюсом, что само по себе ускоряет и значительно упрощает весь процесс.
Такой способ актуален в тех случаях, когда не требуется предварительная обработка соединяемых деталей. Выполняя описанные работы, всегда следует помнить о технике безопасности
Важно учитывать, что процесс сварки неизбежно связан с несколькими вредными факторами. Одним из ключевых моментов здесь являются потенциально опасные пары (дым канифоли, пары олова и свинца)
Талловая
Этот вид канифоли можно назвать побочным продуктом. Дело в том, что речь идет об отходах сульфатно-целлюлозного производства. Сырьем для получения припоя этого типа является сульфатное мыло. При этом выделяют несколько, учитывая характеристики и свойства материала. Кстати, самый высокий из них очень похож по своим характеристикам на канифоль.
Экстракционная
Этот тип канифоли получают методом экстракции, при котором обычно используют бензин и мягкую древесину. От каучука отличается более темным оттенком и более низкой температурой размягчения. Последний колеблется от 52 до 58 градусов. Кислотное число флюса для экстракции припоя составляет около 15 при содержании жирных кислот до 12%.
Живичная
Название канифоли появилось с учетом сырья для ее производства. Речь идет о соке (соке) хвойных пород. В подавляющем большинстве случаев в качестве исходного материала используется сосна. Во многом это связано с его доступностью. Главная отличительная черта жвачки – отсутствие в ней жирных кислот.