Борфрезы твердосплавные
Борфрезы твердосплавные — это высокоскоростной металлорежущий инструмент используемый для динамической обработки поверхностей деталей сложной конфигурации из твердых марок стали. Высокую стойкость инструмента обеспечивает рабочая часть из твердого сплава, которая припаяна к хвостовику из обычной стали.
Сфера применения и преимущества
Благодаря стандартному хвостовику твердосплавная борфреза может быть свободно установлена в патрон любого станка, а также электрического или пневматического инструмента.
Материал рабочей части, твердая сталь марки ВК8 или её аналоги, позволяет производить обработку деталей из чугуна, титанового сплава, других нержавеющих и жаропрочных марок стали.
Из-за динамического характера обработки главным условием использования данного инструмента является высокая скорость вращения, не менее 6 тыс. об/мин.
Наиболее частые варианты применения борфрез:
- Снятие крапа и облоя с заготовок.
- Обработка сварных швов.
- Обработка отверстий, пазов и выемок.
- Шлифовка поверхностей.
- Обработка труднодоступных поверхностей при использовании электроинструмента.
Твердосплавная рабочая часть борфрезы позволяет обрабатывать детали из стали твердостью более 70 HRC.
Основное преимущество твердосплавных борфрез – это высокие показатели износоустойчивости. Так, по стойкости к износу данный инструмент в десять раз превосходит стальной токарный резец, и в сто раз – шлифовальный круг. Отметим и прочие преимущества:
- Большое разнообразие форм и размеров инструмента, что даёт возможность эффективной обработки любого типа поверхности в труднодоступных местах.
- Высокая производительность благодаря твердому материалу и высокой скорости вращения.
- Износостойкость и высокая стабильность размера режущей головки.
- Термостойкость до 400 °С, что значительно продлевает срок службы инструмента.
Классификация
Основные параметры классификации инструмента – это способ заточки и форма режущей части. В зависимости от способа заточки существуют следующие варианты исполнения:
- Обычная заточка – максимально используется профиль зуба, получается очень длинная стружка.
- Укрупненная заточка – для работы с мягкими металлами. Позволяет снять максимум металла без налипания.
- Алмазная головка – для работы с закаленными материалами, обладает высокой стойкостью к износу и образует гладкую и чистую поверхность.
- Улучшенная заточка. Применяется при обработке закаленной стали при высоких требованиях к чистоте обработки поверхности.
- Двойная заточка. Обеспечивает легкий и точный съём слоёв материала, высокое качество поверхности. Применяется при чистовой обработке.
- Стружколом. Заточка применяемая для черновой обработки, позволяет снять максимально толстый слой материала.
Возможность обработки поверхностей зависит от конфигурации головки. Существуют следующие основные формы рабочей головки борфрезы:
- Коническая. Применяется при обработке галтельных канавок и пазов.
- Круглая. Оптимальна при подготовке посадочных гнезд под подшипники и детали сферической формы.
- Цилиндрическая. Используется для обработки плоских поверхностей и снятия заусенцев.
- Специальная форма (овал, пламевидная, обратный конус и т. д.). Применяется для обработки сложных поверхностей.
Особенности эксплуатации
Важным условием правильной эксплуатации инструмента является использование его для того типа обработки, для которого он предназначен – черновая, получистовая, чистовая обработка, плоскость, галтель, сфера и т. д
Также важно правильно соотнести диаметр и скорость реза с количеством оборотов. Рекомендации приведены в таблице ниже. При подборе и использовании твердосплавных борфрез рекомендуется:
При подборе и использовании твердосплавных борфрез рекомендуется:
- Выбирать зубья и насечки инструмента в соответствии материалом. Основной принцип – чем тверже материал, тем мельче должна быть насечка.
- Применяйте максимальное количество оборотов в указанном диапазоне. При недостаточном количестве оборотов возможно биение, сколы зубьев и преждевременный износ.
- Уменьшать количество оборотов можно при большом угле охвата и большом нагреве материала из-за повышенной теплопроводности.
- Следите за состоянием режущей части и хвостовика. Они не должны перегреться и посинеть.
- Тщательно подбирайте патроны, не должно быть биения.
- При зажиме инструмента оставляйте минимально возможный свободный участок. Это уменьшает риск обламывания хвостовика и вибрации.
Эксплуатация
Итак, приступая к работе, важно помнить о правильном выборе типоразмера для того рода обработки, которая предстоит – черновая, чистовая, сфера, плоскость и т. д

Не стоит, например, использовать сфероцилиндрическую борфрезу с крупной нарезкой для шлифовки внутреннего острого паза. Для этого лучше будет взять коническую с двойной насечкой.
Борфреза твердосплавная цилиндрическая с двойной мелкой насечкой сделает плоскость идеальной, а борфреза сферическая в этом случае может только испортить заготовку. Чем твёрже обрабатываемый металл, тем более мелким должно быть сечение борфрезы – это один из основных принципов работы.
Несоблюдение этого правила приведет к засаливанию канавок между зубцами борфрезы, перегреву инструмента, его быстрому износу и некачественному результату работы.
Чем меньше диаметр борфрезы, тем выше должна быть скорость вращения. С увеличением диаметра инструмента должно уменьшаться количество оборотов в минуту двигателя.
Использовать максимально допустимые скорости нужных режимов. Иначе биение, сколы, преждевременный износ зубьев гарантированы.
При зажиме хвостовика в патроне или цанге нужно оставлять свободным минимальный участок. Это уменьшает вибрацию и минимизирует риск облома хвостовика.
Необходимо помнить о правилах техники безопасности, защите органов зрения, слуха, кистей рук от возможных повреждений. Глаза — наиболее уязвимый орган и для их защиты нужно грамотно выбрать защитные очки.
Специальные маркировки ударостойкости на очках помогут правильно их подобрать.
Существующие обозначения механической прочности:
- S — высокая прочность;
- F — для отработанных частиц со скоростью 45 м/с;
- B — для отработанных частиц со скоростью 120 м/с;
- A — для отработанных частиц со скоростью 190 м/с.
В нашем случае, при работе с борфрезами, скорость отлетающих частиц не выше 45 м/с, а значит, очков с литерой F будет достаточно.
Области применения
Известно, что шарошки используются с давних пор. Их функции настолько многообразны, что практически нет ни одной хозяйственной сферы, где бы они не нашли применение:
 Примеры применения шарошек различного типа
Примеры применения шарошек различного типа
- в горном деле получили распространение борфрезы с большим диаметром и высокопрочными зубьями, способными дробить камень;
- важная функция насадок состоит в обработке матриц;
- в производстве пластиковых окон они необходимы при зачистке швов оконного профиля;
- обширную сферу для применения насадок малых размеров представляет граверное дело;
- в лечении и протезировании зубов не обойтись без борфрез;
- в строительной отрасли их можно использовать в монтажных работах с любым материалом;
- в сварочных операциях – для зачистки внутренних, труднодоступных швов;
- комплект шарошек по металлу обязательно присутствует в гараже каждого автолюбителя;
- без насадок на дрель невозможны мелкие ремонтные работы в доме.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие межгосударственные стандарты:ГОСТ 8.051-81 Государственная система обеспечения единства измерений. Погрешности, допускаемые при измерении линейных размеров до 500 ммГОСТ 2789-73 Шероховатость поверхности. Параметры и характеристикиГОСТ 3882-74 (ИСО 513-75) Сплавы твердые спеченные. МаркиГОСТ 4543-71 Прокат из легированной конструкционной стали. Технические условияГОСТ 5632-2014 Легированные нержавеющие стали и сплавы коррозионно-стойкие, жаростойкие и жаропрочные. Марки и сплавы коррозионно-стойкие, жаростойкие и жаропрочные. МаркиГОСТ 9378-93 (ИСО 2632-1-85, ИСО 2632-2-85) Образцы шероховатости поверхности (сравнения). Общие технические условияГОСТ 18088-83 Инструмент металлорежущий, алмазный, дереворежущий, слесарно-монтажный и вспомогательный. Упаковка, маркировка, транспортирование и хранениеГОСТ 23726-79 Инструмент металлорежущий и дереворежущий. ПриемкаГОСТ 25706-83 Лупы. Типы, основные параметры. Общие технические требованияПримечание – При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования – на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю “Национальные стандарты”, который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя “Национальные стандарты” за текущий год. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
Оснастка – Борфрезы
Борфрезой называется составной инструмент, функции которого заключаются в следующем:
По принципу работы борфреза почти не отличается от обычного напильника. Только это напильник вращающийся. И, в отличие от последнего, с помощью борфрезы можно обработать трудно доступные места.Борфрезе, изготовленной из твердосплавного материала, под силу обработка даже очень твердого материала. Например это может быть любой вид стали, цветной металл, чугун, пластмасса или дерево.На эффективность обработки влияют такие характеристики борфрезы как: форма и число зубьев, угол наклона и точностькругового вращения.Борфреза применяется там, где необходима зачистка, доработка или «округление» какого-нибудь материала или заготовки. |
| Алмазные сегменты на вакуумной пайке – долгий срок службы благодаря функции самоохлаждения Охлаждающая жидкость внутри рабочего инструмента – нет необходимости в использовании емкости с водой и центрирующего приспособления Рабочая длина 33 мм – для керамики и керамогранита Применение: Твердая плитка Преимущества: Конкурентов нет!!! Огромный ресурс Работа без вспомогательных средств Отсутствие грязи после работы Работа с наиболее доступными инструментами | |
| Цена: 2470 руб.Скидка: 494 руб. | Подробнее >> |
| Для продуктивной работы без воды Алмазные сегменты на вакуумной пайке – очень долгий срок службы Рабочая длина 35 мм – для сверления в натуральном камне, керамограните и керамике Резьба M14 для углошлифовальной машины – оптимальный рабочий инструмент для быстрого сверления Применение: Твердая плитка и натуральный камень Преимущества: Непревзойденная скорость + ресурс Работа без вспомогательных средств Отсутствие грязи после работы Работа с наиболее доступными инструментами | |
| Цена: 3278 руб.Скидка: 491 руб. | Подробнее >> |
| Качественные стандартные диски, обладающие высокой долговечностью и хорошей мощностью резания.-Хорошая долговечность -Высокоскоростная резка -Для строительных материалов любых видов: бетон, камни, черепица, силикатный кирпич частота вращения: 6600 об/мин | |
| Цена: 157 руб.Скидка: 78 руб. | Подробнее >> |
Что такое лазерная гравировка по древесине
Самой трудозатратной гравировкой считается лазерная обработка — это инновационный способ удаления слоя материала. Он исключает деформацию, потому что предмет или деталь не нагревается.

Но следует учитывать, что разная древесина по-разному поддается обработке лазерным способом. Лазерная гравировка древесины отличается от лазерной резки, поэтому требуется точность фокусировки луча лазера, правильный подбор оптики. Специалисты не советуют использовать этот метод при гравировке мелких элементов, а при резке учитывать толщину заготовки.
Лазер в отличие от борфрезы для гравера предоставляет уникальную возможность выполнения:
- глубокой рельефной гравировки,
- деревянной мозаики
- бесконтактной обработки без повреждения древесной структуры.
- высокую точность обработки при минимальной ширине реза.
Классификация борфрез
Различия в конструкции борфрез разных категорий позволяют оптимально подбирать такой инструмент для решения определенных технологических задач. Борфрезы по металлу классифицируются по своему конструктивному исполнению. Так, в зависимости от данного параметра они могут быть:
- одноконусными;
- двухконусными;
- трехконусными.
Каждый из представленных выше типов борфрез выбирается в зависимости от характера технологических задач, которые предстоит решить с их помощью.

Маркировка твердосплавеных борфрез
Форма рабочей (режущей) головки – еще один параметр, по которому борфрезы разделяются на различные категории. На сегодняшний день борфрезы выпускаются с рабочими головками следующих форм:
- цилиндрической;
- конической;
- круглой;
- полуовальной;
- овальной.
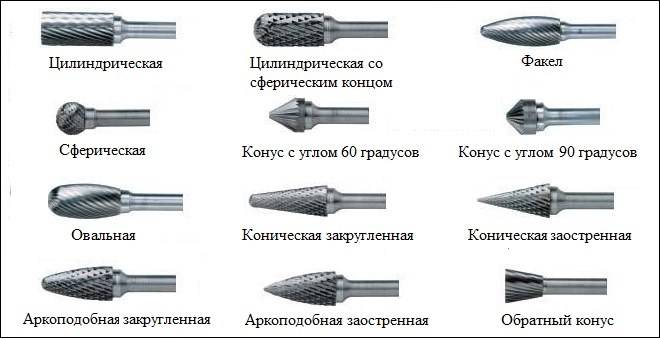
Формы режущей части борфрез по металлу
На выбор инструмента с рабочей головкой определенной формы также оказывает влияние характер предстоящих технологических задач. Например, для гравировки по металлу используется борфреза коническая, для расточки и шлифовки отверстий и пазов – инструмент с цилиндрической рабочей головкой, для зачистки сварных швов и обработки плоских поверхностей – шарошки, режущая часть которых имеет круглую форму.

Форма борфрезы подбирается в зависимости от конфигурации обрабатываемой поверхности
Если говорить о материале изготовления борфрез по металлу, то в зависимости от данного параметра они делятся на следующие
- изготовленные из углеродистой стали;
- абразивные (борфрезы данной категории делятся на два типа: с металлической рабочей головкой, на поверхность которой нанесено напыление из абразивного материала, и с режущей частью, целиком выполненной из абразива – электрокорунда);
- с напылением из алмазной крошки (алмазные борфрезы);
- твердосплавные (к их хвостовику из углеродистой стали методом пайки крепится рабочая головка из твердого сплава).
Борфрезы по металлу, изготовленные из углеродистой стали, самые недорогие из представленных, но их рабочий ресурс минимальный. Приобретать шарошки данного типа можно в том случае, если использоваться они будут не слишком часто и не в интенсивном режиме. Свою эффективность борфрезы из углеродистых сталей проявляют при несложной обработке не слишком твердых материалов.

Простые борфрезы из углеродистой стали
Алмазные борфрезы, при помощи которых можно успешно выполнять обработку высокопрочных и хрупких металлов, являются профессиональным инструментом, подходящим как для домашнего, так и для промышленного использования. При помощи таких шарошек, рабочие головки которых могут иметь любые размеры и конфигурацию, можно выполнять расточку и тонкую шлифовку отверстий, при этом поверхность, формируемая после такой обработки, получается идеально ровной и гладкой. Именно алмазными борфрезами чаще всего оснащают гравировальные установки.
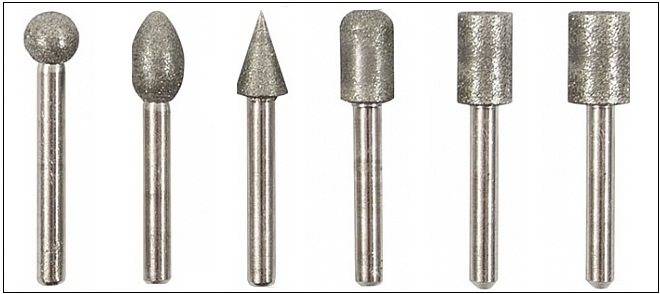
Алмазные борфрезы
Борфрезы твердосплавные, отличающиеся самым высоким рабочим ресурсом среди инструментов подобного назначения, используются преимущественно в производственных условиях. Применяя твердосплавные борфрезы, которыми оснащается мощное и высокооборотистое оборудование, можно выполнять обработку металлов самой высокой твердости (чугуна, нержавеющей и жаропрочной стали, титана и др.).

Борфрезы из твердого сплава подходят для подгонки форм и завершающей обработки различных металлических поверхностей
Борфрезы, используемые для выполнения работ по металлу, различаются и по типу заточки режущей части. Так, в зависимости от данного параметра борфрезы могут быть:
- с тонкой нарезкой режущей части;
- с универсальной нарезкой;
- с ультратонкой нарезкой;
- предназначенные для выполнения работ по алюминию.
Виды инструмента и особенности его конструкции
Шарошки производятся в различном конструктивном исполнении, а для их изготовления, как уже говорилось выше, могут использоваться разные материалы.
По строению борфрезы могут быть:
- одноконусной конструкции;
- двухконусными;
- трехконусными.
Разнообразными могут быть и формы головки такого инструмента. Так, встречаются шарошки с головкой конусной, цилиндрической, шаровидной, овальной или полуовальной формы. Выбор того или иного типа инструмента зависит как от характера технологических задач, так и от геометрических параметров изделия, которое предстоит обрабатывать.
Формы рабочих головок шарошек
Различаются шарошки и по материалу изготовления. В зависимости от данного параметра это могут быть:
- инструменты, изготовленные из углеродистой стали;
- алмазные шарошки, на рабочую часть которых нанесено напыление алмазной крошки;
- абразивные шарошки, которые также могут выполняться с напылением на рабочую часть или полностью изготавливаться из абразивного материала;
- твердосплавные шарошки, на металлический хвостовик которых напаяна рабочая головка из твердого сплава.
Борфрезы из углеродистой стали Шарошки, для изготовления которых применяется углеродистая сталь, чаще всех остальных используются для работы в комплекте с электрической дрелью или шуруповертом. Это могут быть как шарошки по дереву для дрели, так и инструмент, предназначенный для обработки металлических изделий. Одним из главных достоинств такой борфрезы является ее невысокая цена.
Зубья шарошек из углеродистой стали сильно изнашиваются при работе с твердыми металлами
Используя этот металлический инструмент, даже в бытовых условиях можно выполнять обработку углублений сложной конфигурации, устранять на изделиях острые края, создавать ровные и аккуратные отверстия и увеличивать диаметр уже имеющихся.
Шарошки с алмазным напылением
Шарошки алмазные, которые также могут использоваться в комплекте с ручным электроинструментом, – это уже профессиональный инструмент. С его помощью можно выполнять тонкую шлифовку и расточку отверстий. Такие инструменты демонстрируют свою эффективность не только при обработке хрупких материалов, таких как стекло или керамика, но и при выполнении работ с высокопрочными материалами, где металлические шарошки просто бессильны.
Профессиональные насадки с алмазным напылением
Алмазная шарошка – это именно тот инструмент, которым оснащаются гравировальные установки, позволяющие обрабатывать мельчайшие детали, наносить на поверхность изделий различные узоры и надписи. Обработанная при помощи алмазной шарошки поверхность отличается минимальной степенью шероховатости.
Абразивные шарошки
С точки зрения применения шарошка абразивная, изготовленная методом напыления, мало чем отличается от инструмента алмазного типа. За счет высокой твердости своей рабочей части шарошка абразивная может успешно применяться для обработки таких материалов, как металл, пластик, керамика и стекло, бетон, искусственный и натуральный камень, кирпич и др. Как и инструменты двух предыдущих категорий, шарошка абразивная может выполняться в любых формах и размерах, а также использоваться в комплекте с дрелью и шуруповертом.
Корундовые шарошки
Рабочая часть, которой оснащена шарошка абразивная, изготавливается методом напыления или целиком выполняется из абразивного материала, в качестве которого чаще всего используют электрокорунд. Шарошечное долото из абразива отличается низкой стоимостью, но и служит значительно меньше, чем даже металлический инструмент.
Шарошки с головкой из твердого сплава
Шарошки, рабочая часть которых выполнена из твердого сплава, используются преимущественно в производственных условиях. Твердосплавные шарошки, которыми оснащаются мощные и высокооборотистые электроинструменты, применяются для обработки материалов, отличающихся высокой твердостью, – чугуна, жаропрочной и нержавеющей стали, титановых сплавов и др.
Шарошки по металлу с твердосплавной головкой
Шарошки именно данного типа являются оптимальным выбором в тех случаях, когда необходимо качественно обработать сварные швы. Твердосплавные инструменты, рабочая часть которых также может иметь различную конфигурацию, отличаются исключительно длительным сроком эксплуатации.
Методы контроля и испытаний
Борфрезы, при кажущейся простоте конструкции, инструмент очень точный, прочный, испытывающий огромные нагрузки. Качество его должно быть на высоте.
Поскольку рынок борфрез переполнен предложениями самых разных производителей, зачастую стремящихся увеличивать объёмы производства в ущерб качеству, контроль над соответствием ГОСТу необходим.
Крупные предприятия, постоянно использующие борфрезы, как правило, закупают их у нескольких проверенных поставщиков. И периодически сравнивают с образцами соответствия.
Качество материала, прочность спайки ножки и рабочей головки, точная центровка, идеальная геометрия, соотношение бакелитовой основы и качественного абразива – все это имеет значение для работы борфрезы.
Методов контроля несколько:
- Визуально, с лупой и штангенциркулем, проверяют внешний вид и шероховатость;
- На микроскопе и с помощью лазерных центровщиков проверяется, не имеет ли борфреза отклонений в центровке;
- Стойкость проверяется на электрическом или пневматическом оборудовании. В сумме длина проверочного фрезерования составляет 3000 мм, если d борфрезы < 10 мм, и 10000 мм, если d > 10 мм.
После проверочной работы на борфрезе не должно остаться сколов и выкрошки и она должна оставаться пригодной к работе.
Простейшую проверку качества твердосплавной борфрезы можно провести и в бытовых условиях.
Рассмотреть однородность абразива и калибровку зернистости с применением лупы. Достаточно ли прочен соединительный шов между рабочей частью и штифтом или пайка произведена некачественно, с большими разрывами.
Можно, зажав борфрезу в патрон дрели, включить инструмент на больших оборотах – несимметричная форма крутящейся фрезы, заметная даже глазу, скажет о неправильной центровке.
Методы контроля и испытаний
Борфрезы, при кажущейся простоте конструкции, инструмент очень точный, прочный, испытывающий огромные нагрузки. Качество его должно быть на высоте.
Поскольку рынок борфрез переполнен предложениями самых разных производителей, зачастую стремящихся увеличивать объёмы производства в ущерб качеству, контроль над соответствием ГОСТу необходим.
Крупные предприятия, постоянно использующие борфрезы, как правило, закупают их у нескольких проверенных поставщиков. И периодически сравнивают с образцами соответствия.
Качество материала, прочность спайки ножки и рабочей головки, точная центровка, идеальная геометрия, соотношение бакелитовой основы и качественного абразива – все это имеет значение для работы борфрезы.
Методов контроля несколько:
- Визуально, с лупой и штангенциркулем, проверяют внешний вид и шероховатость;
- На микроскопе и с помощью лазерных центровщиков проверяется, не имеет ли борфреза отклонений в центровке;
- Стойкость проверяется на электрическом или пневматическом оборудовании. В сумме длина проверочного фрезерования составляет 3000 мм, если d борфрезы < 10 мм, и 10000 мм, если d > 10 мм.
После проверочной работы на борфрезе не должно остаться сколов и выкрошки и она должна оставаться пригодной к работе.
Простейшую проверку качества твердосплавной борфрезы можно провести и в бытовых условиях.
Рассмотреть однородность абразива и калибровку зернистости с применением лупы. Достаточно ли прочен соединительный шов между рабочей частью и штифтом или пайка произведена некачественно, с большими разрывами.
Можно, зажав борфрезу в патрон дрели, включить инструмент на больших оборотах – несимметричная форма крутящейся фрезы, заметная даже глазу, скажет о неправильной центровке.
Геометрические параметры режущей части фрез. Силы действующие на фрезу и мощность
2 Особенности и сущность процесса
2.1ГЕОМЕТРИЧЕСКИЕ ПАРАМЕТРЫ РЕЖУЩЕЙ ЧАСТИ ФРЕЗ Фрезерование-один из производительных и распространенных методов обработки металлов резанием. Оно осуществляется инструментом, называемым фрезой. Фреза- многозубый инструмент -представляет собой тело вращения, на образующей поверхности или на торце которого имеются зубья для обработки плоскостей.
Рис 2. 1.Основные элементы и углы цилиндрической фрезы
а)-цилиндрическая фреза б)-зуб фрезы
Всякий режущий инструмент имеет форму клина, который врезается в обрабатываемый материал и удаляет слой металла в виде стружки. Углы заточки инструмента получили название геометрии или геометрических параметров зубьев фрез .c.123
Основные элементы режущего инструмента следующие (рис. 2.1): передняя поверхность 4 —
поверхность лезвия, контактирующая в процессе резания со срезаемым слоем и стружкой; задняя поверхность 3— поверхность лезвия инструмента, контактирующая в процессе резания с поверхностью обрабатываемой заготовки; ленточка лезвия 5 — сравнительно узкий участок задней поверхности лезвия вдоль режущей кромки с меньшими значениями заднего угла по сравнению с задним углом основной части задней поверхности; затылочная поверхность 2; режущая кромка 1
Элементам зуба фрезы присвоены следующие названия. Высота зуба — это расстояние между точкой режущей кромки зуба и дном канавки, измеренное в радиальном сечении фрезы перпендикулярно к ее оси. Ширина задней поверхности зуба это расстояние от режущей кромки до линии пересечения задней поверхности зуба с его спинкой, измеренное в направлении перпендикулярном к режущей кромке. Окружной шаг зубьев это расстояние между режущими кромками двух смежных зубьев, измеренное по дуге окружности фрезы. Окружной шаг может быть равномерным и неравномерным. Величина затылования —
это величина понижения кривой затылования между режущими кромками двух соседних зубьев
Рис 2.2 Элементы рабочей части торцевой фрезы
Профиль остроконечных зубьев изменяется при переточке, поэтому фрезами с такими зубьями обрабатывают плоские поверхности, где не требуется сохранения профиля зуба. Фрезы с затылованными зубьями сохраняют профиль при переточках, поэтому ими обрабатывают фасонные поверхности. Затылок затылованных зубьев обрабатывают обычно по архимедовой спирали. Затылованную поверхность зуба обрабатывают фасонными резцами на токарно-затыловочных станках. На рис.
2.1показана торцевая фреза. Режущие кромки, расположенные на цилиндрической поверхности, называются главными а торцевые режущие кромки — вспомогательными. Режущие кромки на цилиндрической поверхности фрезы могут быть расположены прямолинейно по образующей цилиндра и по винтовой линии. Часть главной кромки, обработанной под углом φ называется угловой режущей кромкой. Угол φ называется главным углом в плане. Аналогично режущей .кромке цилиндрической фрезы у главной режущей кромки 5 торцевой фрезы имеются следующие элементы: передняя 1и задняя 2 поверхности, ленточка 5, затылочная поверхность 4, задний угол λ угол наклона ω режущей кромки к оси-фрезы.c.58
2.2 особенности процесса
Первый способ фрезерования носит название встречного фрезерования
Особенности и назначение
Конструкция борфрезы предназначена для выполнения процесса фрезеровки декоративных элементов. С ее помощью удаляется часть слоя древесины требуемой глубины. Несмотря многолетнее применение, приспособления постоянно модернизируются с целью повышения качества и точности обработки. Однако сама основа конструкции практически не изменилась. Она по-прежнему состоит из двух деталей:
- хвостовика для крепления стандартных размеров,
- режущей части.
Главная особенность борфрезы – это не силовая, а динамическая оснастка, поэтому применяется с инструментом, обеспечивающим ее вращение.

В арсенале граверов и профессиональных резчиков по дереву для обеспечения поступательного движения головки приспособления по желаемой траектории служит дремель – специальная бормашинка. В бытовых условиях с ее функциями отлично справляется шуроповерт или электродрель.

Фрезу по дереву можно использовать при необходимости для:
- обработки кромочной части при совмещении нескольких заготовок за счет пазов.
- врезки фурнитуры к предметам мебели,
- изготовления декоративных элементов объемных и сложных конфигураций.
Использовать насадки можно в операциях:
- сверления,
- полировки,
- шлифования,
- шпунтования,
- очистки поверхностей,
- создания пазов
- конечной обработки отверстия или полости.

Как выбрать гравер для работы вручную
Ручная гравировка на дереве занимает много времени, требует наличия:
- набора штихелей – стальных стержней с концами разной формы,
- пуансона для проведения пунктиров,
- лампы с линзой,
- приспособление под укладку заготовки,
- плоской подушечки с песком.

Ручные фрезеры оснащаются так называемыми пальчиковыми конструкциями. Благодаря научно-техническому прогрессу современный рынок предлагает граверам современные виды инструментов для резьбы по дереву, работающие от электросети. Производители позиционируют их как дрели небольших форматов.
Начинающим мастерам следует обращать внимание на основные параметры:
- количество оборотов шпинделя,
- уровень энергопотребления.
Изображение в виде штрихового орнамента получается после прорезки дерева на необходимую глубину.
Комплекты электрических инструментов оснащаются:
- эргономичной рукояткой,
- цангами,
- фрезерной, угловой приставками.
В 99% случаях комплектация ручного гравера по дереву состоит из:
- классических фрез, фиксирующихся цангой или переходником,
- буров с шарообразными наконечниками,
- щеток для черновой обработки заготовок и финишной обработки,
- набора сверл,
- раскроечных дисков.
Эксплуатация
Итак, приступая к работе, важно помнить о правильном выборе типоразмера для того рода обработки, которая предстоит – черновая, чистовая, сфера, плоскость и т. д
Не стоит, например, использовать сфероцилиндрическую борфрезу с крупной нарезкой для шлифовки внутреннего острого паза. Для этого лучше будет взять коническую с двойной насечкой.
Борфреза твердосплавная цилиндрическая с двойной мелкой насечкой сделает плоскость идеальной, а борфреза сферическая в этом случае может только испортить заготовку. Чем твёрже обрабатываемый металл, тем более мелким должно быть сечение борфрезы – это один из основных принципов работы.
Несоблюдение этого правила приведет к засаливанию канавок между зубцами борфрезы, перегреву инструмента, его быстрому износу и некачественному результату работы.
Чем меньше диаметр борфрезы, тем выше должна быть скорость вращения. С увеличением диаметра инструмента должно уменьшаться количество оборотов в минуту двигателя.
Использовать максимально допустимые скорости нужных режимов. Иначе биение, сколы, преждевременный износ зубьев гарантированы.
При зажиме хвостовика в патроне или цанге нужно оставлять свободным минимальный участок. Это уменьшает вибрацию и минимизирует риск облома хвостовика.
Необходимо помнить о правилах техники безопасности, защите органов зрения, слуха, кистей рук от возможных повреждений. Глаза — наиболее уязвимый орган и для их защиты нужно грамотно выбрать защитные очки.
Специальные маркировки ударостойкости на очках помогут правильно их подобрать.
Существующие обозначения механической прочности:
- S — высокая прочность;
- F — для отработанных частиц со скоростью 45 м/с;
- B — для отработанных частиц со скоростью 120 м/с;
- A — для отработанных частиц со скоростью 190 м/с.
В нашем случае, при работе с борфрезами, скорость отлетающих частиц не выше 45 м/с, а значит, очков с литерой F будет достаточно.
Как правильно пользоваться?
Несколько десятков лет тому назад борфрезы применяли для работы в комбинации с инструментом ручного типа. Последующее технологическое развитие поспособствовало тому, что изготовители такого рода продукции начали оснащать шарошками стационарное оборудование.
Невзирая на то обстоятельство, что работа с применением борфрез в ручном электрическом инструменте характеризуется высокой степенью эффективности, при такой обработке невозможно получить идеально ровные и высококачественные поверхности. Помимо этого, применение такого долота вкупе с ручным инструментом неблагоприятно влияет и на сам инструмент, у которого затупляются режущие кромки.
Установка борфрез на современные станки, на которых установлено ЧПУ, позволяет повысить долговечность инструмента, точность и качество обработки.
Но, если придерживаться некоторых правил работы с помощью борфрез в ручном электроинструменте, можно добиться того, что инструмент прослужит долго и эффективно. Итак, необходимо запомнить следующее:
Головка борфрезы должно плотно взаимодействовать с обрабатываемой плоскостью
Нужно также внимательно следить и за тем, чтобы хвостик шарошки не касался обрабатываемой поверхности, потому что это может деформировать данную деталь.
При работе на приспособление не нужно сильно давить, иначе это негативно скажется на качестве обработке или обусловит перегрев инструмента.
Немаловажно и подобрать подходящий скоростной режим. Так у вас появится возможность сэкономить на электрической энергии и продлить срок службы дрели.
Головка приспособления подвержен интенсивному истиранию и износу
Существует несколько простых приемов, которые позволяют уменьшить уровень износа этой детали и увеличить долговечность самого инструмента. Для этой цели можно пользоваться специальной смазкой, которая уменьшает степень нагрузки и позволяет инструменту лучше скользить по изделию.
При первых признаках износа, инструмент желательно сразу же поменять. Эксплуатация значительно изношенной шарошки может привести к поломке инструмента.
Особенности и назначение
Конструкция борфрезы предназначена для выполнения процесса фрезеровки декоративных элементов. С ее помощью удаляется часть слоя древесины требуемой глубины. Несмотря многолетнее применение, приспособления постоянно модернизируются с целью повышения качества и точности обработки. Однако сама основа конструкции практически не изменилась. Она по-прежнему состоит из двух деталей:
- хвостовика для крепления стандартных размеров,
- режущей части.
Главная особенность борфрезы – это не силовая, а динамическая оснастка, поэтому применяется с инструментом, обеспечивающим ее вращение.
В арсенале граверов и профессиональных резчиков по дереву для обеспечения поступательного движения головки приспособления по желаемой траектории служит дремель – специальная бормашинка. В бытовых условиях с ее функциями отлично справляется шуроповерт или электродрель.
Фрезу по дереву можно использовать при необходимости для:
- обработки кромочной части при совмещении нескольких заготовок за счет пазов.
- врезки фурнитуры к предметам мебели,
- изготовления декоративных элементов объемных и сложных конфигураций.
Использовать насадки можно в операциях:
- сверления,
- полировки,
- шлифования,
- шпунтования,
- очистки поверхностей,
- создания пазов
- конечной обработки отверстия или полости.