Типы фрез по способу заточки
По способу заточки все фрезы, применяемые в деревообработке, можно разделить на две подгруппы:
- Острозаточенные фрезы — фрезы, передняя и задняя поверхность которых образована плоскостями. Острозаточенные фрезы перетачиваются путём плоскопараллельного перемещения абразивного инструмента относительно передней поверхности фрезы. При заточке острозаточенной фрезы с её передней поверхности снимается определённый объём металла, заключенный в некоторый параллепипед. При переточках острозаточенной фрезы её передний угол не меняется.
- Затылованные фрезы — фрезы, задняя поверхность которых выполнена по спирали Архимеда. При заточке затылованной фрезы с её передней поверхности снимается определённый объём металла, заключённый в некоторую усечённую пирамиду. При заточках затылованной фрезы её передний угол меняется.
Заточка фрез – это восстановление режущих свойств, утраченных в результате износа. Производители выпускают огромное количество типов фрез с необходимыми размерами, работающих по разным материалам. Будь то фрезы для древесины или по металлу, им необходима своевременная и умелая заточка для долгой службы.
Для фрез характерна большая протяжённость краевой линии режущей части и их непростая форма. В процессе их заточки нужно совершить движение точильного приспособления точно по краю.
https://youtube.com/watch?v=d7A8uSAS7N4
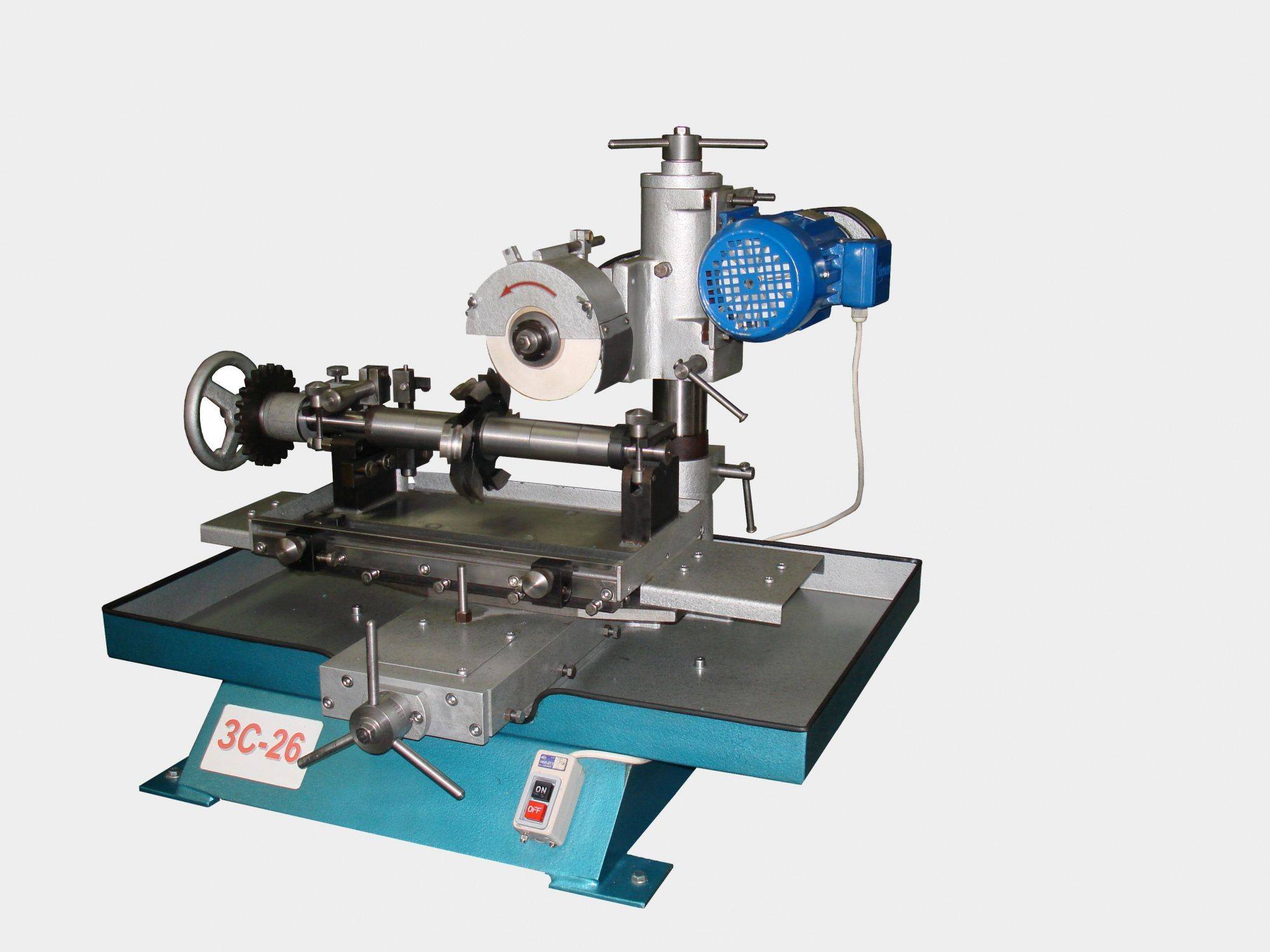
Особенности конструкции
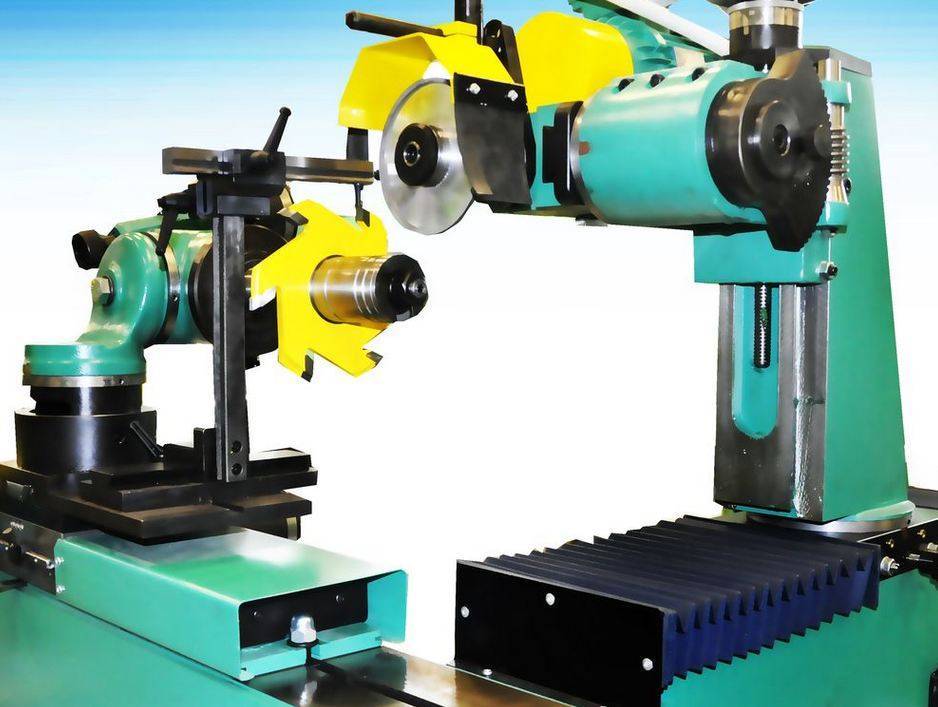
Несмотря на то, что существует довольно много моделей станков, их конструкция несколько схожа. К особенностям типовой конструкции можно отнести:
- Основная часть корпуса представлена электродвигателем.
- При необходимости изменения частоты вращения может быть включена в конструкцию клиноременная передача.
- На валу закрепляется абразивный круг.
- Подставка необходима для закрепления обрабатываемого инструмента.
- Имеется блок с кнопкой включения или выключения оборудования, а также с элементами регулировки режимов работы.
Могут присутствовать и иные элементы.
Достоинства применения
Многие решают, стоит ли тратиться и приобретать специальные станки для заточки. Их использование можно определить следующим образом:
- Значительно ускоряется процесс: большая скорость вращения круга обуславливает ускорение процесса снятия необходимого слоя металла.
- Можно достигнуть более точного результата. Углы заточки имеют четкие приделы, без использования станков выдержать их практически невозможно.
- Качество проводимой работы значительно выше.
- Выполнить работу может даже неподготовленный мастер, так как работа практически полностью автоматизирована.
Станки используются в мастерских при среднем и крупносерийном производстве. Только в этом случае их покупка оправдана.
Недостатки применения
Также можно выделить и некоторые недостатки применения:
- Электрический привод потребляет довольно много энергии. При постоянном использовании затраты на оплату электроэнергии будут весьма большими.
- Стоимость станков весьма велика. При этом отметим, что цена зависит как от основных эксплуатационных показателей, так и от того, какая фирма является производителем.
- Нужно проводить постоянное обслуживание оборудования для поддержания его в надлежащем состоянии.
- Нужно найти место для установки оборудования и правильно оснастить его. Некоторые модели требуют жесткого крепления.
Подобные недостатки можно выделить при рассмотрении заточных станков.
В заключение отметим, что существует довольно много видов фрез, каждый обладает определенными качествами, которые стоит учитывать. Именно поэтому следует приобретать не специализированный, а именно универсальный вариант исполнения заточного станка.
Обзор видов
По своей спецификации заточные станки делятся на определенные категории.
Универсальные
Данные агрегаты применяются для заточки слесарного многолезвийного режущего инструментария. Они комплектуются обычным и специализированным вспомогательным оборудованием для установки, фиксации, обработки поверхностей разных типов режущего инструментария. Посредством этого оснащения можно производить заточку:
- метчиков;
- протяжек;
- зенкеров;
- головок зуборезных резцовых;
- разверток;
- долбяков и иного, имеющего массовое распространение режущего инструментария.
Узкоспециализированные
Эти машины служат для обработки сложных рабочих поверхностей, к примеру: поверхности червячных зуборезных фрез, сверл, циркулярных пил, иного специального инструментария. К описываемой группе принадлежат несколько видов заточных агрегатов.
- Для сверл. Посредством их можно производить операции как со сверлами любых видов, так и с пальчиковыми фрезами либо режущим инструментарием круглого типа. Агрегаты дают возможность точить инструментарий в масштабе диаметров от 2 до 18 мм. Они распространены в производствах, выпускающих продукцию мелкими сериями.
- Для резцов. Агрегаты дают возможность обрабатывать заменяемые либо несъемные твердосплавные пластины.
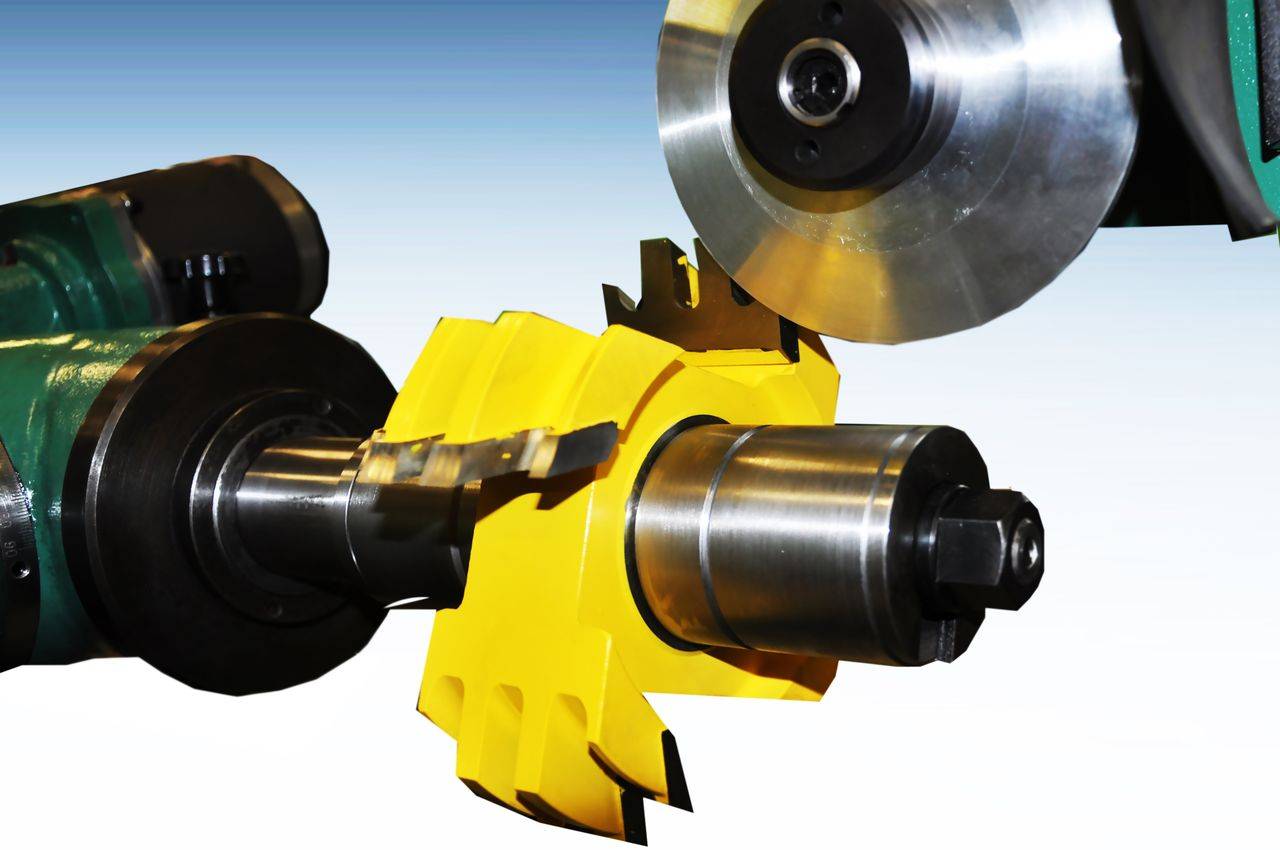
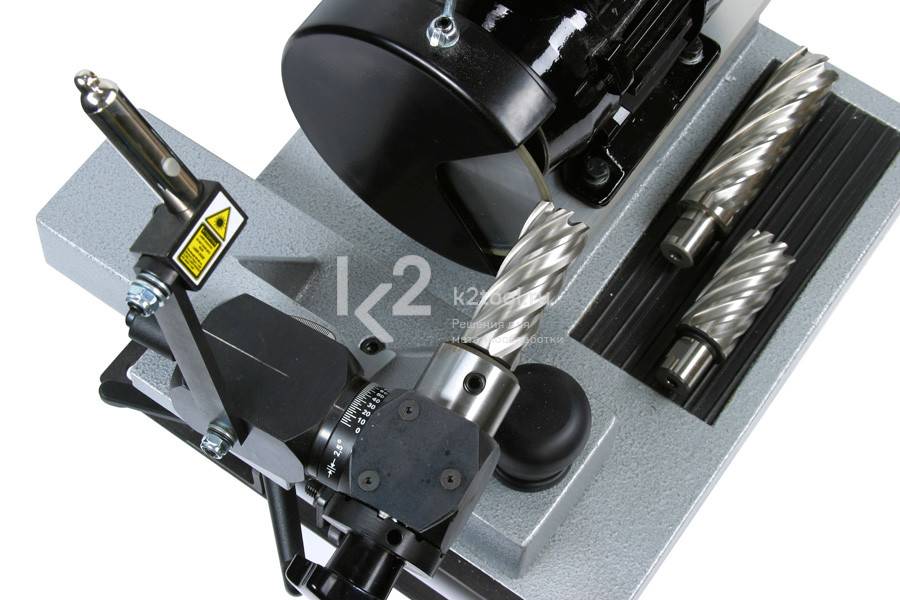
- Для фрез. Фрезы имеют самую разнообразную форму режущего сегмента. Для работы с ними практикуются абразивы из алмаза и эльбора, благодаря чему на них можно осуществлять заточку не только металлических, но и керамических фрез. В автоматическом агрегате встраивается инструмент для переноса контуров фрезы, что дает возможность осуществлять заточку фрез самой сложной конфигурации.
- Для ножей. Это имеющие узкую специализацию агрегаты, которые позволяют точить ножи для гильотин, дробильной, строгальной, лущильной оснастки с длиной рабочей части от 60 мм до 3 м. Функционируют они в режиме автоматического управления.
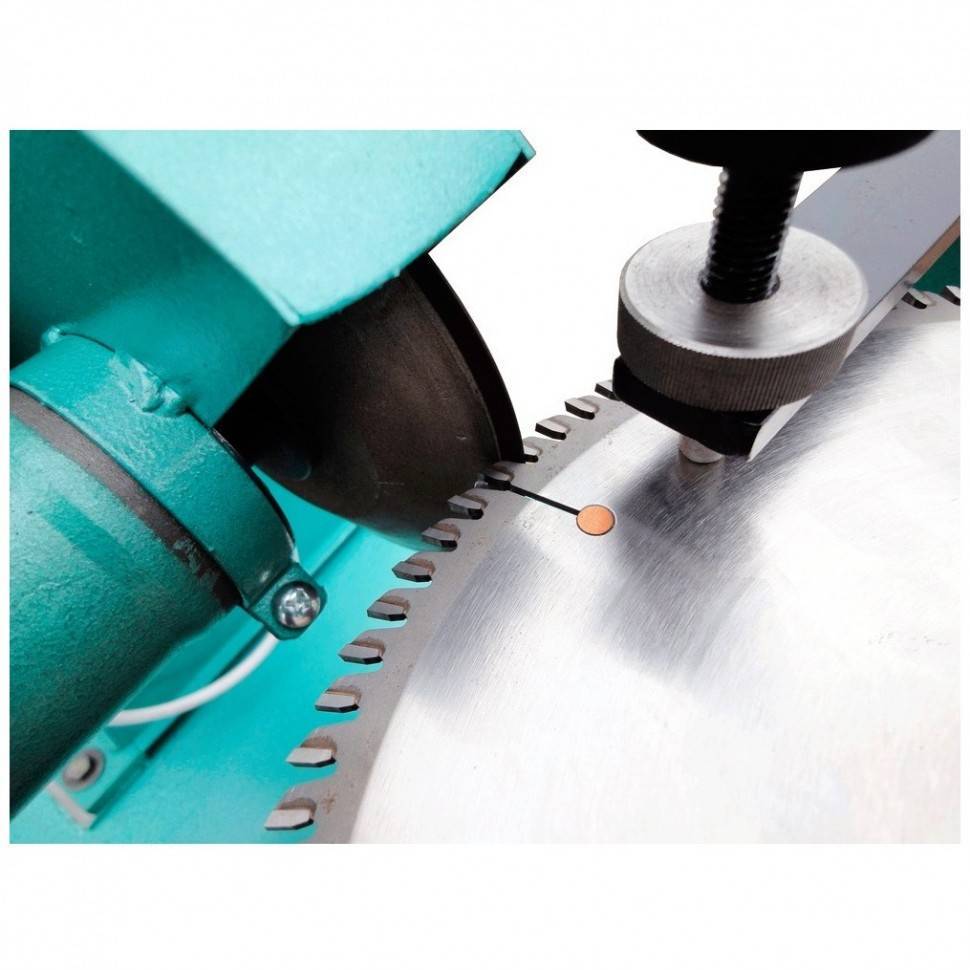
- Для циркулярных пил. Этот агрегат восстанавливает режущие функции пил либо фрез. Станки бывают нацелены на заточку по передней грани зубьев либо их боковых ребер.
- Для ленточных полотен. Агрегаты нужны для заточки инструментария длиной не больше 5 м 20 см и шириной рабочей части 50 мм. В них используются абразивы из алмаза и эльбора и магнитный стружкоулавливатель.
Особенности фрез
Для производства резаков применяются разные материалы. Для дерева пригодны инструментальные стали: быстрорежущие, легированные и углеродистые. Для обработки металла, пластика, керамики, камневидных материалов применяют твердые сплавы, алмазы, эльбор, минералокерамику.
Сталь для фрез по древесине
- Для резки дерева применяются такие марки инструментальных сталей: У-9-А, У-8-А, У-7-А, ХВ-5, 9-ХС, ХГ, ХВГ.
- Быстрорежущая сталь может быть нормальной производительности. Это марки Р-18, Р-6-М-5, Р-9, Р-12 и т.д. Метал повышенной производительности легирован ванадием, кобальтом, молибденом и вольфрамом. Это марки Р-6-М-3, Р-18-Ф-2-К-5, Р-9-Ф-2-К-10, Р-9-Ф-2-К-5 и пр.
Геометрия зубчиков

По конструкции резцы фрез делятся на острозаточенные (остроконечные) и затылованные.
- У острозаточенных зубцов участок задней поверхности (шириной n), смежный с режущей частью, является плоскостью . Точатся такие резцы по задней поверхности. Однако, если надо, можно точить их и по передней грани.
- У затылованных резцов фасонных фрез задняя поверхность имеет вид спирали Архимеда . Обработка ее технически очень сложна. Поэтому затачиваются такие зубцы исключительно по передней грани.
Каждый зуб представляет собой отдельный резец.
Он имеет стандартные параметры: задний (a) и передний (y) углы, площадь затачиваемой поверхности (n), угол уклона (l).
- Площадка n — это участок задней поверхности резца, который шлифуется при точении. В данном месте зубцы более всего изнашиваются, их размер влияет на силу трения меж фрезой и заготовкой. Из-за этого данную поверхность следует поддерживать в нормируемом диапазоне.
- Угол передней кромки (y) измеряется между касательной к передней грани и радиусом фрезы.
- Основной угол задний (a) измеряется между касательной к задней грани в нормируемой точке основной пилящей кромки и касательной к вращательной окружности этой точки. Данный угол при уменьшении понижает трение меж заготовкой и фрезой.
- Дополнительный угол задний (a1) имеют не все фрезы. Он описывает расширенный просвет меж разрезаемой поверхностью и телом резца. Инструкция говорит о необходимости в заточке этого промежутка при определенном износе фрезы и расширении площадки n. Цель операции – уменьшение трения меж зубцом и заготовкой.
- Исходя из направления и конфигурации режущей кромки различают зубцы винтовые либо прямые. Их уклон описывает угол (l) меж осью инструмента и развернутой винтовой кромкой.
Величина угла зависима от вида фрезы, марки ее материала и типа обрабатываемой заготовки. При резке древесины основной передний угол заточки выбирается в диапазоне 10-20 градусов, иногда больше. Задний угол также колеблется в широком коридоре значений.





Как выбрать заточной станок для дома
Чтобы заточный станок служил длительный период без снижения своих характеристик, необходимо знать, как выбрать точило. При выборе учитываются основные критерии.
Какая мощность должна быть в зависимости от предстоящего использования
Выбирая устройство, необходимо определиться с типом поверхности, которая будет затачиваться. Чем грубее поверхность, тем мощность должна быть выше.
Наиболее часто используемая мощность устройство составляет от 180 и до 800 Вт. Такие станки могут использоваться для работы в гараже или мастерских. Также установки станут незаменимыми для домашнего использования.
Как определиться с максимальным числом оборотов
Количество оборотов зависит от стали, которая будет затачиваться. Для прочных сплавов оптимальным количеством оборотов считается 2700-3000. Такого показателя достаточно, чтобы шлифовать инструменты и бытовые предметы.
Как подобрать диаметр круга
Круги бывают нескольких типов:
- Малые. Подходят для бытового использования. Чаще всего используются для заточки небольших инструментов.
- Средние. Предназначены для универсального использования. Легко справляются не только с ножами и сверлами, но и инструментом из более прочного металла.
- Большие. Подходят для обработки крупногабаритных инструментов. Чаще всего используются для станков с высокой мощностью.
Для домашних целей достаточно использовать средний круг. Если пользователь часто затачивает мелкие детали, дополнительно может использоваться малый круг.
Для домашних целей используются средние размеры кругов
Что нужно знать о посадочном диаметре круга
Правильно установленный круг, должен соответствовать диаметру вала. Проверить это очень просто, необходимо сравнить отверстие в круге с валом. Если диаметр больше или меньше, такой расходный материал не используется.
Многие современные модели станков, имеют в комплектации съемные насадки, которые позволяют подобрать круг любого диаметра. Однако если необходимо установить станок, который будет отличаться прочностью и надежностью, используются модели с крупными валами.
На что влияет толщина круга
Посадочный круг должен соответствовать указанным характеристикам на устройстве. Так как использование слишком больших деталей при низкой мощности, часто приводит к поломкам. Для заточки небольших инструментов могут использоваться круги, которые по ширине немного больше затачиваемой поверхности. Такие установочные диски прослужат длительное время.
Если использовать широкие круги для мелких инструментов, это приведет к неправильной заточке или некомфортному процессу работы. Такого же результата можно достичь если использовать маленькие детали для объемных инструментов.
Доводка фрез из твердосплавного материала
Материал затачивается шлифовальным кругом, а после на основании могут образовываться микротрещины. При осуществлении работы образования увеличиваются в размерах, что приводит к выкрашиванию зубьев. Цель доводки – это снять поврежденный слой. Это первостепенная задача, вторая – это повысить чистоту поверхности рабочей кромки, третья – придание соответствующих геометрических параметров.
Как осуществляется доводка:
- Чугунными дисками, установленными на станочном оборудовании. Оптимальным результатом будет, когда заточка на скорости от 1до 1,5 м/сек.
- Вручную, обеспечивая легкий прижим оселка из чугуна.
Используется паста из карбида бора с показателем по зернистости от 170 до 230.
При осуществлении доводочных работ вручную, необходимо контролировать правильное расположение оселка по отношению к рабочей кромке, и обеспечивать следующие технологические операции:
- Довести поверхность: заднюю и переднюю.
- Образовать фаски: под углом 450 к передней кромке подводят плоскость оселки, а после слабым нажимом оселка выполняют ряд проходов по рабочей кромке.
- На каждый отдельный нож уходит по 2-3 секунды.
Сильнейшее абразивное средство – это карбид бора, с его помощью несложно выводить лунки на изношенных зубьях, не снимая инструмент со станка.

Доводка фрез из твердосплавного материала
Материал затачивается шлифовальным кругом, а после на основании могут образовываться микротрещины. При осуществлении работы образования увеличиваются в размерах, что приводит к выкрашиванию зубьев. Цель доводки – это снять поврежденный слой. Это первостепенная задача, вторая – это повысить чистоту поверхности рабочей кромки, третья – придание соответствующих геометрических параметров.
Как осуществляется доводка:
- Чугунными дисками, установленными на станочном оборудовании. Оптимальным результатом будет, когда заточка на скорости от 1до 1,5 м/сек.
- Вручную, обеспечивая легкий прижим оселка из чугуна.
Используется паста из карбида бора с показателем по зернистости от 170 до 230.
При осуществлении доводочных работ вручную, необходимо контролировать правильное расположение оселка по отношению к рабочей кромке, и обеспечивать следующие технологические операции:
- Довести поверхность: заднюю и переднюю.
- Образовать фаски: под углом 450 к передней кромке подводят плоскость оселки, а после слабым нажимом оселка выполняют ряд проходов по рабочей кромке.
- На каждый отдельный нож уходит по 2-3 секунды.
Сильнейшее абразивное средство – это карбид бора, с его помощью несложно выводить лунки на изношенных зубьях, не снимая инструмент со станка.






Лучшие универсальные точильные станки
Универсальные устройства подходят для всех инструментов и справляются как с сухой, так и мокрой заточкой.
Кратон BG 560/200
Универсальная модель для гаража Рейтинг точил электрических для дачи, позволяет подобрать универсальное устройство, которое легко справится с поставленными задачами. Точило имеет хорошую мощность, и может использоваться как для дачи, так и небольшой мастерской. Для работы используется круги 200 мм.
Станок имеет отверстия для крепления, однако вес 13 кг позволяет использовать прибор в качестве переносного станка.
Достоинства:
- прочный корпус;
- отсутствие и вибрации и скачков;
- доступная стоимость.
Недостатки:
подручники изготовлены из тонкой стали.
Точилка легко справляется с ножами, ножницами и более сложными видами стали.
Makita GB801
Несмотря на небольшую мощность Makita GB801 легко справляется со своими задачами Универсальное устройство станет незаменимым прибором для гаража или дачи. Мощность прибора составляет 250 Вт, этого вполне достаточно для обработки прочной стали. Прибор может разгонятся до 2850 оборотов в минуту.
Литая конструкция корпуса делает работу комфортной и снижает скольжение по поверхности. Также производитель предлагает подсветку в области контакта материала и круга.
Достоинства:
- наличие подсветки;
- прочный корпус;
- даже при длительной работе не перегревается, поэтому может использоваться для постоянного применения.
Недостатки:
не используется для работы с металлическим сплавом.
Используем подручные средства
От домашнего мастера требуется лишь любой электропривод и абразивные диски с разным показателем зернистости. Затачивание вручную – без привода – фрез возможно лишь при их наиболее простом исполнении (меньшей сложности, разнообразия расположения режущих зубцов в нескольких плоскостях), также потребуются бруски с таким же показателем зернистости, как и точильные круги.


Абразивный брусок или круг перед началом работ смачивают обычной или мыльной водой – она предотвратит перегрев материалов (включая припой, держащий зубья), из которых сделаны рабочие части фрез. Равномерность обточки вручную сложнее проконтролировать из-за непостоянства человеческой прижимной силы – по сравнению с таким же воздействием со стороны механики станка. Второй фактор – не меняя усилие, считать количество возвратно-поступательных движений.
Вывод
Заточка является достаточно сложной операцией. Относится к процессу следует предельно внимательно. Ведь от этого зависит дальнейшая эффективность работы с деревянными заготовками. Видео в этой статье продолжит знакомить вас с нюансами заточки.
Фреза может работать производительно лишь при условии правильной эксплуатации. Если работа проводится при правильно назначенных режимах фрезерования, фреза может обработать большое количество заготовок, прежде чем она сколько-нибудь заметно затупится. Однако, если продолжать работать заметно затупившейся фрезой, усилие резания резко увеличится, что вызовет увеличение трения, быстрое дальнейшее затупление и даже поломку зубьев фрезы. Заточка нормально затупившейся фрезы требует сравнительно немного времени и незначительно уменьшает размеры зуба. Заточка очень тупой фрезы является продолжительной, трудоемкой операцией, приходится снимать довольно большой слой металла, поэтому фрезу не надо доводить до сильного затупления. Особенно надо следить за состоянием режущих кромок и своевременной заточкой дорогостоящих фрез из быстрорежущей стали и оснащенных пластинами твердого сплава.
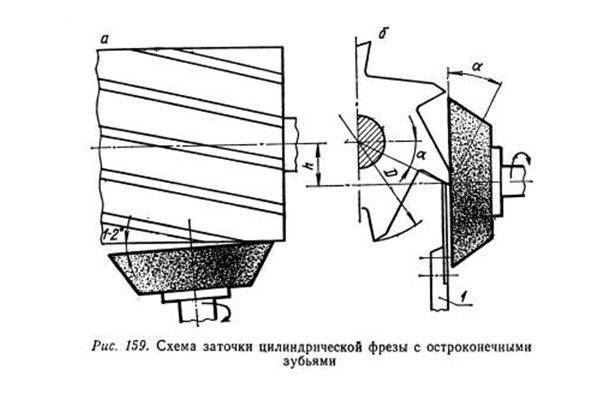
Заточка цилиндрических фрез с остроконечными зубьями
Цилиндрические фрезы с остроконечными зубьями затачивают по задней поверхности зуба чашечным кругом (рис. 332), при этом необходимо соблюдать заданный задний угол &3945;.
При заточке фрезу надевают на оправку, устанавливаемую в центрах заточного станка. Ось чашечного круга устанавливают под углом 1 — 2° к оси фрезы, с тем чтобы круг касался затачиваемой фрезы только одной стороной (рис. 332, в). Если оси чашечного круга и затачиваемой фрезы расположены в одной горизонтальной плоскости (рис. 332, а), то заднего угла α у зуба фрезы не получится. Для образования заднего угла чашечный круг располагают ниже оси затачиваемой фрезы на величину H








(рис. 332, б), которая определяется из прямоугольного треугольника со стороной и углом α:
Угол α следует выбирать по табл. 35. Положение зуба фрезы при заточке фиксируется специальным упором (рис. 332) в виде обычной планки из пружинной стали. Упор, поддерживающий затачиваемый зуб, должен быть установлен очень близко от режущей кромки. Он служит также направлением при заточке фрез с винтовыми зубьями. При заточке задней поверхности цилиндрических фрез дисковыми кругами на зубе получается вогнутая фаска, что ослабляет лезвие зуба и ускоряет их износ. Чашечные круги при заточке дают плоскую фаску (ленточку), чем обеспечивается большая стойкость фрез; по этой причине заточка фрез дисковыми кругами не рекомендуется.
Заточка торцовых фрез
Заточка главной режущей кромки зуба торцовых фрез производится по задней поверхности подобно заточке цилиндрических фрез с остроконечными зубьями (рис. 333, а).
При заточке вспомогательной режущей кромки зуба (рис. 333, б) сначала фрезу устанавливают так, чтобы ее вспомогательная режущая кромка занимала горизонтальное положение. Затем ось фрезы поворачивают в горизонтальной плоскости на величину вспомогательного угла в плане φ 1 и одновременно наклоняют в вертикальной плоскости на торцовый задний угол α 1 . Заточка передней поверхности на вспомогательной режущей кромке производится боковой поверхностью тарельчатого круга. Фрезу устанавливают так, чтобы вспомогательная режущая кромка была обращена кверху, а ось фрезы наклоняют в вертикальной плоскости на величину переднего угла вспомогательной режущей кромки.