
Контроль температуры
При проведении термообработки ключевое значение имеет температура нагрева конструкции. Для контроля температуры применяют:
- Термокарандаш и термокраска. Представляют собой химическое соединение, меняющее цвет по мере изменения температуры. Наносятся на поверхность изделия.
- Тепловизоры и пирометры. Электронные устройства, дистанционно измеряющие температуру.
Термокарандаши и термокраска – традиционные средства, достаточно трудоемкие в применения и требующие постоянного визуального контроля со стороны оператора и его оперативного вмешательства в случае выхода параметров за пределы допустимых значений.

Как правильно пользоваться?
После покупки шарошки по металлу нельзя бездумно браться за работу. Нужно учитывать ряд правил, которые помогут продлить долговечность оснастки, сохранить целостность обрабатываемой детали:
- Перед тем как запускать дрель или двигатель оборудования нужно закрепить заготовку, продумать план работ, чтобы не останавливаться во время обработки.
- Выбирать электроинструмент с большим запасом мощности.
- При запущенном двигателе нельзя притрагиваться к рабочей поверхности хвостовиком. Это может спровоцировать поломку оснастки.
- Категорически запрещается давить на инструмент сверху. Борфреза сломается от повышения нагрузки.
- Чтобы увеличить долговечность фрезы, нужно использовать специальные смазки. Они улучшают скольжение, охлаждают рабочую зону.
- Перед началом работы необходимо проверять целостность хвостовика и рабочей головки. При наличии сколов, трещин, неровностей на режущей части её необходимо заменить.
Автослесари, кузнецы, жестянщики рекомендуют работать на максимальных оборотах дрели. Это позволяет улучшить параметры рабочего процесса, добиться лучшего результата. Высокие обороты позволяют снизить риск заклинивания фрезы в заготовке.
Борфрезы по металлу — незаменимая оснастка, которая используется как в быту, так и на производстве. Бывают разные виды фрез
При работе с ними важно учитывать ряд правил, уметь выбирать оснастку в строительном магазине
Арсенал инструментов резчика по дереву
Основным инструментом, позволяющим выполнять резку по дереву, как уже говорилось выше, является борфреза. Осуществление такой процедуры, в процессе которой снимается слой обрабатываемого материала различной глубины, обеспечивается за счет вращения шарошки, а также ее поступательного движения по требуемой траектории. Соответственно, требуется также оборудование, при помощи которого используемый инструмент будет приводиться во вращение. Таким оборудованием, незаменимым для гравера и любого резчика по дереву, является бормашина, часто называемая дремелем.

Компания Dremel выпускает электрические гравера бытового и профессионального класса
Слово «дремель» произошло от названия немецкой компании Dremel, производящей большой ассортимент электрооборудования, значительное место в котором занимают бормашины и специализированные граверы. Комплект бормашины от Dremel и других производителей уже включает в себя все необходимое для того, чтобы установить инструмент и начать работу.
Выполнять резку по дереву, используя шарошки, можно и при помощи обычной электродрели или шуруповерта, если оснастить их гибким валом и специальной насадкой на него, в которую устанавливается борфреза. Такое несложное приспособление подойдет и для гравера, работающего с изделиями из металла и других материалов.

Гибкий вал для дрели
Качество и привлекательность работ, выполненных при резке по дереву, напрямую зависят от характеристики используемого оборудования. Даже опыт и знания человека, выполняющего такие работы, не могут положительно повлиять на характеристики готового изделия при отсутствии соответствующего оборудования и борфрез по дереву.
Разновидности
Борфрезы по металлу используются при обработке металла. Если с формой оснастки всё понятно, то выбрать материал, из которого она изготовлена, труднее. Чтобы не ошибиться, нужно изучить общую информацию о том, из чего могут изготавливаться борфрезы.
 Разновидности борфрез по металлу
Разновидности борфрез по металлу
Из углеродистой стали
Самый распространённый вид насадок для электродрелей, применяющихся при обработке металлических поверхностей. При их изготовлении используется дешёвый, доступный материал, который обуславливает низкую цену за готовую оснастку. Преимущества:
- низкая цена;
- широкий выбор форм.
Недостатки:
- качество значительно хуже, чем у других материалов;
- недолговечность;
- низкое качество.
Рабочая часть, изготовленная из углеродистой стали, быстро стачивается при активной работе.
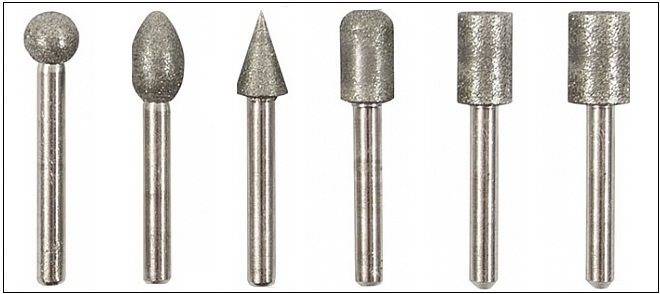
С алмазным напылением
Борфрезы по металлу с алмазным напылением используются для проведения многих работ. Преимущества:
- Используются для обработки металлических поверхностей, стекла, керамики.
- Алмазное напыление наносится на оснастку для бормашинок, граверов. С их помощью проводят ювелирные работы.
- Высокая точность выполняемых работ.
К недостаткам фрез с алмазным напылением можно отнести высокую стоимость. После работы с таким видом оснастки на обрабатываемой поверхности незаметны результаты вращения борфрезы.
Абразивный инструмент
Представляет собой абразивный материал, который закрепляется на рабочей части фрезы. Она может быть любой формы, размера. Лучшим абразивным материалом для изготовления такого вида оснастки является электрокорунд. Борфрезы с абразивом используются для обработки дерева, металла, стекла, керамики.
 Электрокорунд
Электрокорунд
С твердосплавной головкой
Задача этого вида оснастки — обработка чугуна, легированной стали, сплавов на основе титана. Преимущества:
- возможность обрабатывать любые виды металлов;
- долговечность, износоустойчивость.
К недостаткам этих борфрез по металлу относят высокую цену. Их устанавливают на оборудование высокой мощности, чтобы добиться максимальной производительности, точности.
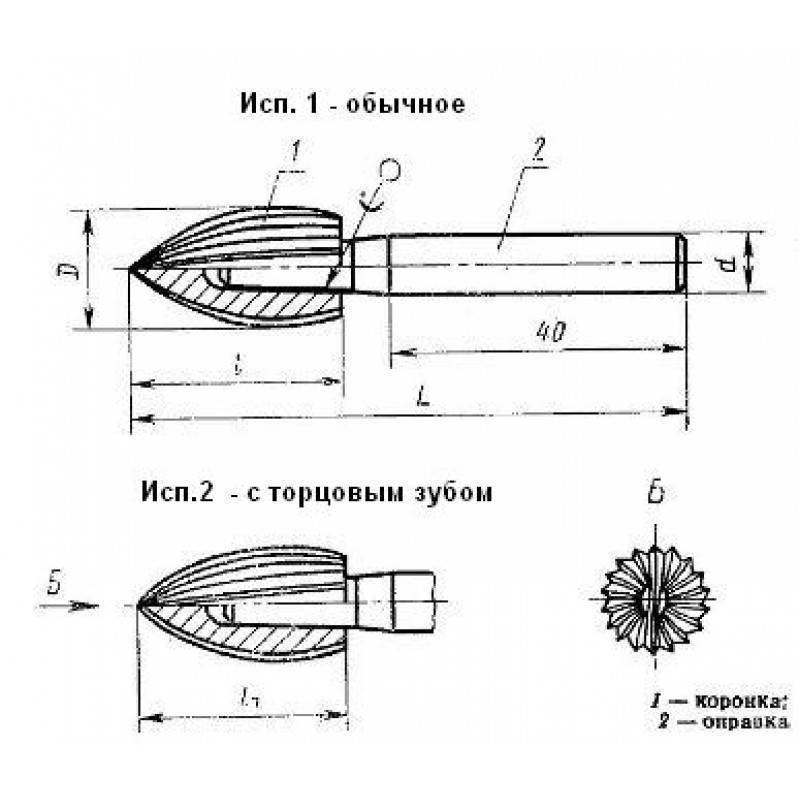
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие межгосударственные стандарты:ГОСТ 8.051-81 Государственная система обеспечения единства измерений. Погрешности, допускаемые при измерении линейных размеров до 500 ммГОСТ 2789-73 Шероховатость поверхности. Параметры и характеристикиГОСТ 3882-74 (ИСО 513-75) Сплавы твердые спеченные. МаркиГОСТ 4543-71 Прокат из легированной конструкционной стали. Технические условияГОСТ 5632-2014 Легированные нержавеющие стали и сплавы коррозионно-стойкие, жаростойкие и жаропрочные. Марки и сплавы коррозионно-стойкие, жаростойкие и жаропрочные. МаркиГОСТ 9378-93 (ИСО 2632-1-85, ИСО 2632-2-85) Образцы шероховатости поверхности (сравнения). Общие технические условияГОСТ 18088-83 Инструмент металлорежущий, алмазный, дереворежущий, слесарно-монтажный и вспомогательный. Упаковка, маркировка, транспортирование и хранениеГОСТ 23726-79 Инструмент металлорежущий и дереворежущий. ПриемкаГОСТ 25706-83 Лупы. Типы, основные параметры. Общие технические требованияПримечание – При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования – на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю “Национальные стандарты”, который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя “Национальные стандарты” за текущий год. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
Технология изготовления борфрез
Изготовление борфрез ведется в два этапа.
- Изготовление хвостовика для борфрезы.
Пруток разрезается.
- Один его конец заправляется на шлифовально-обдирочном станке.
- Пруток правится на правильно-калибровочном станке.
- Конец подрезается, центрируется и отрезается.
- Подрезается второй конец.
- Протачивается конус и снимается фаска.
- На конусе фрезеруется канавка.
Производство борфрезы.
- К хвостовику припаивается заготовка.
Удаляются остатки флюса. Хвостовик протачивается по наружному диаметру. Снимается фаска и подрезается шейка. Происходят закалка и отпуск. Хвостовик шлифуется по диаметру. Рабочая часть шлифуется по наружному диаметру. Обрабатывается профиль головки. Шлифуются шейка рабочей части и торец хвостовой части. Шлифуются зубья борфрезы. Изделие промывается. Наносится маркировка.

Фотография №3: изготовление борфрезы
Процесс обработки сварных швов
Итак, возвращаясь к сварным швам, давайте рассмотрим этапы проведения ремонтных работ. Если сварные швы на изделии деформировались и начали протекать, то устранить этот дефект тоже можно легко и просто с оборудованием «Димет». Для этого изделие очищаем от пыли, грязи, масел и ищем дефект. Стоит отметить, что разгерметизация сварных швов, как правило, состоит из одной трещины и множества мелких микротрещинок вокруг нее. Поэтому при обработке дефекта сварного шва надо тщательным образом исследовать всю поверхность на наличие повреждений. Обрабатывать сварной шов, который стал протекать, мы будет при помощи установки «Димет» и специального порошка А-80-13. Этот сплав прекрасно справится с герметизацией швов на алюминиевых изделиях.

Всем известно, что сварные соединения на алюминиевых изделиях очень хрупкие, они поддаются деформации под механическим воздействием и внутренним давлением. Избавиться от дефектов алюминиевых сварных швов можно только с помощью оборудования «Димет», так как оно способно работать при низкой температуре, не причиняя вреда хрупкому алюминию. Другим способом произвести сварку сварных швов на алюминиевых трубках невозможно. Ведь при температуре воздуха более 150 градусов изделие просто повредится и придет в негодность.









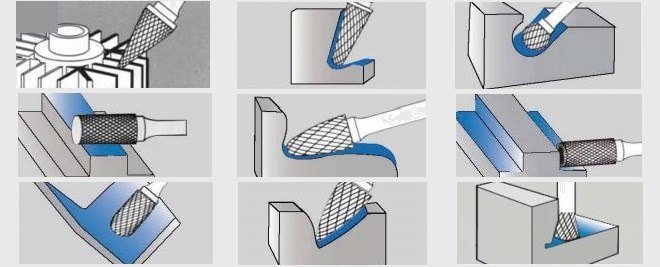
Самые популярные виды шарошек
Ввиду того, что некоторые виды борфрез несколько похожи между собой, то и применяться они могут для выполнения почти идентичных (за малым исключением) задач. В итоге к самым популярным группам возможно отнести:
- Типы «А» и «В» — между собой они отличаются только тем, что у второй модели зубцы имеются еще и на торце, кроме поверхности. Такая конструкция позволяет проводить аккуратное применение по выглаживанию радиальных пазов и кромок, ликвидации заусенец, проведению гравировочной реставрации, шлифовки торцевых и глухих отверстий, а также полировку внутренних контуров.
- Типы «D» и «Е» — эти небольшие универсальные насадки шаровидной формы предназначены для работы с неглубоким округлыми выемками и пазами, хорошо подойдут для шлифовки углублений с неправильной формой, они способны запросто снимать фаску и заусенцы. Овальный тип также окажется полезным для формирования смягченных радиусов и закругленных углов, пригодится при зачистке торца с внутренней стороны в округлых отверстиях, отлично проявит себя при шлифовке угловых/сварных швов.
- Типы «F», «G», «Н» — конструкция данных борфрез прямо ориентирована на шлифовку угловых сварных швов. Их форма допускает снятие сварки с любого места, оставляя после себя гладко вычищенную поверхность. Форма гиперболоида с шаровидным концом практически не оставляет шансов для образования на детали лишних заусенцев.
- Типы «J», «K», «L», «М» — их традиционно применяют для уборки фаски и зенкования малых отверстий под углами от 60 до 90 градусов. Также, они хорошо покажут себя при гравировке и точечной шлифовке краев. Во время работы отлично держат плоскость и равномерно убирают слои.
- Тип «N» — шарошка с трапециевидной кромкой специально предназначена для обработки внутреннего края детали, который достать иным видом борфрезы попросту невозможно. Легко и точно снимает заусенцы и полирует внутренние пазы, угловые окончания, скрытые выборки и конические выемки.
Трудности выбора
Профессионалы советуют покупать шарошки сразу полными комплектами – в наборе будет присутствовать множество моделей для выполнения самых разных задач. Однако, данный подход является далеко не лучшим, если использование прибора будет нечастым и для бытовых целей. В любом случае, при покупке борфрезы необходимо учесть следующие нюансы:
- Будущие технологические задачи – именно под них нужно выбирать нужные модели из соответствующих классифицирующих групп;
- Материал обрабатываемых объектов – этот параметр будет тесно взаимосвязан с материалом изготовления самой шарошки, т.е., чем прочнее материал рабочего объекта, тем прочнее должен быть материал изготовления оснастки;
- Диаметр обрабатываемых пазов и выемок – это специализированная характеристика, касающаяся особой группы шарошек (типы с «Н» до «N»);
- Формат предстоящей работы – если она большей частью будет черновой, то можно выбрать грубые модели из среднего или бюджетного сегмента. Для более точной и аккуратной финишной работы понадобятся изделия премиум-класса.
Отдельно стоит упомянуть о брендах производителей. Естественно, фирмы с хорошей репутацией заботятся о качестве своего товара, что существенно влияет на величину его цены. Специалисты же считают, что разумным решением для исключения риска переплаты станет покупка изделий от отечественного производителя.
Основные разновидности насадок
Фреза — это вращательная деталь, которая по всей поверхности усеяна зубчиками. Такие элементы можно найти в разных конфигурациях. При помощи фрезы обрабатывать можно не только дерево, но и пластик или металл, но всё же обычно их применяют для древесины.
Бывают следующие виды изделий:
- Концевые.
- Кромочные.
- Пазовые.

Необходимо отметить, что периодически стоит применять смазку опорного подшипника. Таким образом, детали прослужат гораздо дольше.
Концевые фрезы
Такой вид детали работает не только из-за использования осевой нагрузки. Такие фрезы предполагают использование боковых кромок, благодаря чему можно передвигать режущий элемент в пределах опорной площадки. В итоге выходят аккуратные выборки, которые образуются в дереве. Количество режущих кромок может различаться, а это будет влиять на чистоту обработки. Обычно такой вариант насадок имеет монолитную конструкцию, но бывают и корончатые, которые используются для дрели по дереву. Такой вариант нужно применять в той ситуации, когда под рукой не оказалось фрезера.
Эта категория имеет несколько разновидностей:
- Спиральные.
- Торцевые.
- Борфрезы.
- Конусные.
- Профильные.
- Сферические.
Торцевые применяются для того, чтобы образовать пазы, имеющие разную конфигурацию, а также размер. Использовать их можно не только для обработки дерева, но также и чтобы создать паз/шип.
Профильная фреза может выполнять определённые задачи:
- Обработка торцов.
- Создание пазов, имеющих довольно сложную конфигурацию.
- Декоративное оформление орнаментов.
Классификация борфрез
Различия в конструкции борфрез разных категорий позволяют оптимально подбирать такой инструмент для решения определенных технологических задач. Борфрезы по металлу классифицируются по своему конструктивному исполнению. Так, в зависимости от данного параметра они могут быть:
- одноконусными;
- двухконусными;
- трехконусными.
Каждый из представленных выше типов борфрез выбирается в зависимости от характера технологических задач, которые предстоит решить с их помощью.

Маркировка твердосплавеных борфрез
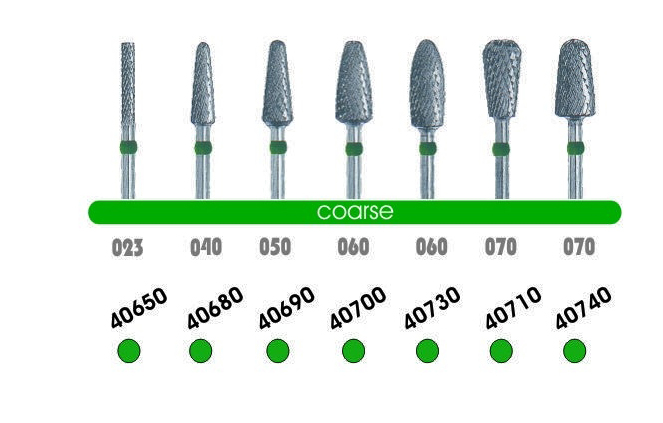
Форма рабочей (режущей) головки – еще один параметр, по которому борфрезы разделяются на различные категории. На сегодняшний день борфрезы выпускаются с рабочими головками следующих форм:
- цилиндрической;
- конической;
- круглой;
- полуовальной;
- овальной.
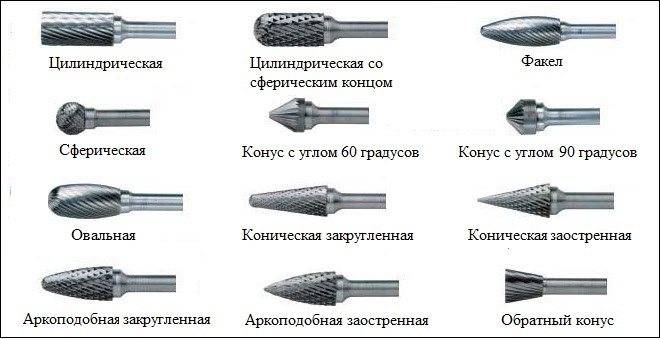
Формы режущей части борфрез по металлу
На выбор инструмента с рабочей головкой определенной формы также оказывает влияние характер предстоящих технологических задач. Например, для гравировки по металлу используется борфреза коническая, для расточки и шлифовки отверстий и пазов – инструмент с цилиндрической рабочей головкой, для зачистки сварных швов и обработки плоских поверхностей – шарошки, режущая часть которых имеет круглую форму.
Форма борфрезы подбирается в зависимости от конфигурации обрабатываемой поверхности
Если говорить о материале изготовления борфрез по металлу, то в зависимости от данного параметра они делятся на следующие категории:
- изготовленные из углеродистой стали;
- абразивные (борфрезы данной категории делятся на два типа: с металлической рабочей головкой, на поверхность которой нанесено напыление из абразивного материала, и с режущей частью, целиком выполненной из абразива – электрокорунда);
- с напылением из алмазной крошки (алмазные борфрезы);
- твердосплавные (к их хвостовику из углеродистой стали методом пайки крепится рабочая головка из твердого сплава).
Борфрезы по металлу, изготовленные из углеродистой стали, самые недорогие из представленных, но их рабочий ресурс минимальный. Приобретать шарошки данного типа можно в том случае, если использоваться они будут не слишком часто и не в интенсивном режиме. Свою эффективность борфрезы из углеродистых сталей проявляют при несложной обработке не слишком твердых материалов.

Простые борфрезы из углеродистой стали
Алмазные борфрезы, при помощи которых можно успешно выполнять обработку высокопрочных и хрупких металлов, являются профессиональным инструментом, подходящим как для домашнего, так и для промышленного использования. При помощи таких шарошек, рабочие головки которых могут иметь любые размеры и конфигурацию, можно выполнять расточку и тонкую шлифовку отверстий, при этом поверхность, формируемая после такой обработки, получается идеально ровной и гладкой. Именно алмазными борфрезами чаще всего оснащают гравировальные установки.
Алмазные борфрезы
Борфрезы твердосплавные, отличающиеся самым высоким рабочим ресурсом среди инструментов подобного назначения, используются преимущественно в производственных условиях. Применяя твердосплавные борфрезы, которыми оснащается мощное и высокооборотистое оборудование, можно выполнять обработку металлов самой высокой твердости (чугуна, нержавеющей и жаропрочной стали, титана и др.).

Борфрезы из твердого сплава подходят для подгонки форм и завершающей обработки различных металлических поверхностей
Борфрезы, используемые для выполнения работ по металлу, различаются и по типу заточки режущей части. Так, в зависимости от данного параметра борфрезы могут быть:
- с тонкой нарезкой режущей части;
- с универсальной нарезкой;
- с ультратонкой нарезкой;
- предназначенные для выполнения работ по алюминию.
Характеристика и классификация
Борфреза — это элемент из прочного материала, режущий металл прибор, на котором зафиксирована головка. Деталь инструмента подразделяется на цельнополый или спаянный вид, закрепляется на патроне станка или дрели, а также выполняет множество действий по металлу, древесине и пластмассе. Благодаря внешней схожести с массивными долотами для бурения нефтескважин их называют шарошками.







Виды борфрез:
- Цилиндрическая;
- Коническая;
- Сферическая.
Изделия отличаются высокой прочностью, твердостью и долговечностью, что определило большую популярность их использования в быту и индустрии. Так как шарошки изготавливают из твердых сплавов, они актуальны в непростых условиях без потери рабочих свойств.
В отличие от шлифовальных насадок из абразива, режущие элементы выполняются из карбидного вольфрама.
Основное предназначение:
- Выравнивание объекта;
- Тонкое иссечение швов после сварки;
- Расточка отверстий до конкретно-заданных параметров;
- Вырезание фигурных частей;
- Шлифовка краев деталей;
- Гравировочные работы.
К материалам изготовления относятся: углеродистая сталь, абразивный электрокорунд, металл с алмазным напылением, твердые соединения. Самый бюджетный и не практичный вариант- углеродистая сталь. Для работы с уязвимым и деликатным материалом подойдет насадка с алмазным покрытием. Максимально высокий рабочий ресурс имеется у твердых сплавов.

Виды заточки:
- Стандартная;
- Двойная;
- Крупная.
В первой классификации заточка проводится в виде одной продолговатой насечки, работает с литыми деталями, для обработки швов после сварки, фрезеровки метало-жаропрочных объектов. Отличительной особенностью является выполнение длинных припусков.
Двойная заточка характеризуется Х-образными насечками на рабочей зоне, образующими мелкие зубцы. Считается стандартной и используется для шлифования разных по структуре, плотности и качеству материалов. Такой вариант сводит к минимуму биение фрезы при эксплуатации. Скорость реза отличается быстротой, оставляя гладкую и ровную поверхность после эксплуатации.
Крупная заточка — единая расширенная насечка, у которой варьируется ширина и угол. Подходит для работы с пластичными материалами.
Классы оснастки разнятся по форме режущей области и обозначаются установленными литерами.
Как выбрать гравер для работы вручную
Ручная гравировка на дереве занимает много времени, требует наличия:
- набора штихелей – стальных стержней с концами разной формы,
- пуансона для проведения пунктиров,
- лампы с линзой,
- приспособление под укладку заготовки,
- плоской подушечки с песком.
Ручные фрезеры оснащаются так называемыми пальчиковыми конструкциями. Благодаря научно-техническому прогрессу современный рынок предлагает граверам современные виды инструментов для резьбы по дереву, работающие от электросети. Производители позиционируют их как дрели небольших форматов.
Начинающим мастерам следует обращать внимание на основные параметры:
- количество оборотов шпинделя,
- уровень энергопотребления.
Изображение в виде штрихового орнамента получается после прорезки дерева на необходимую глубину.
Комплекты электрических инструментов оснащаются:
- эргономичной рукояткой,
- цангами,
- фрезерной, угловой приставками.
В 99% случаях комплектация ручного гравера по дереву состоит из:
- классических фрез, фиксирующихся цангой или переходником,
- буров с шарообразными наконечниками,
- щеток для черновой обработки заготовок и финишной обработки,
- набора сверл,
- раскроечных дисков.
Классификация борфрез по типу режущей головки
По конструктивному решению борфрезы бывают разными. В зависимости от стоящих технологических задач, выбирается и форма режущей части инструмента. Правильно выбранный тип борфрезы значительно облегчает работу, делает геометрию точной, а результат близким к идеальному.
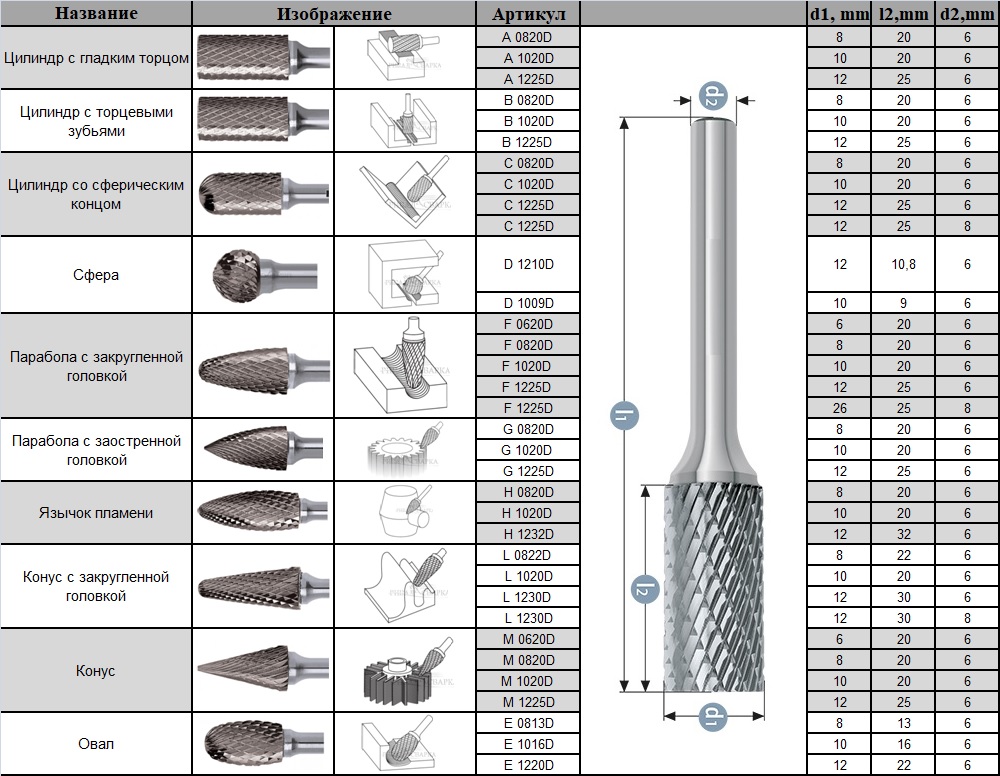
Тип А – борфрезы цилиндрические. Универсальные. Идеальны для плоскостей, заусенцев и отверстных выборок.
Тип В – борфрезы цилиндрические с торцом. В отличие от борфрез типа А имеют и торец с сечением. Универсальны, отлично обрабатывают поверхности и делают выборки.
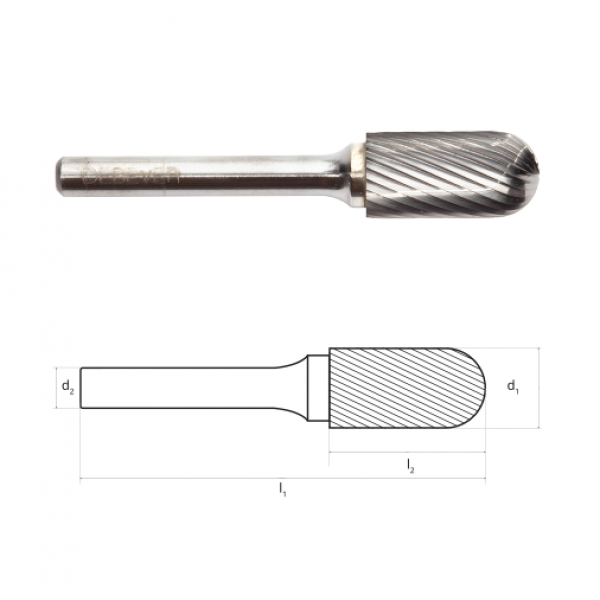
Тип С – борфрезы сфероцилиндрические. Для поверхностей и радиусов. Закруглённый торец – рациональное решение для плавных изгибов.
Тип D – борфрезы сферические. Отлично обрабатывают внутренние отверстия, посадочные места под подшипник и контуры.
Тип Е – борфрезы овальные. Они идеальны для закруглённых углов и плавных траекторий.


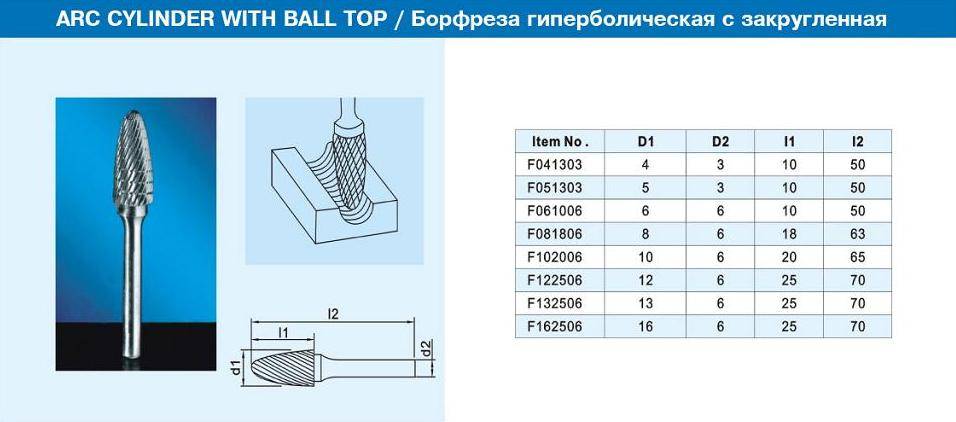
Тип F – борфрезы гиперболические со сферическим торцом. Проверенное решение для формованных деталей с мягким контуром.
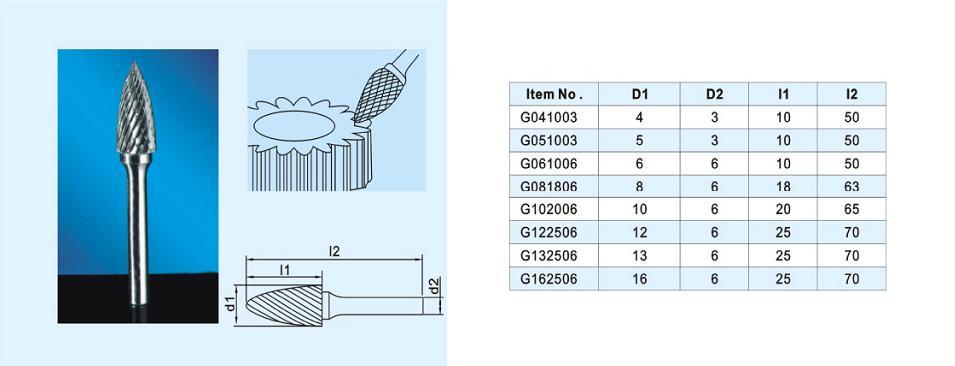
Тип G – борфрезы гиперболические с точечным торцом. Для снятия фаски, формирования точного угла, гравировки.
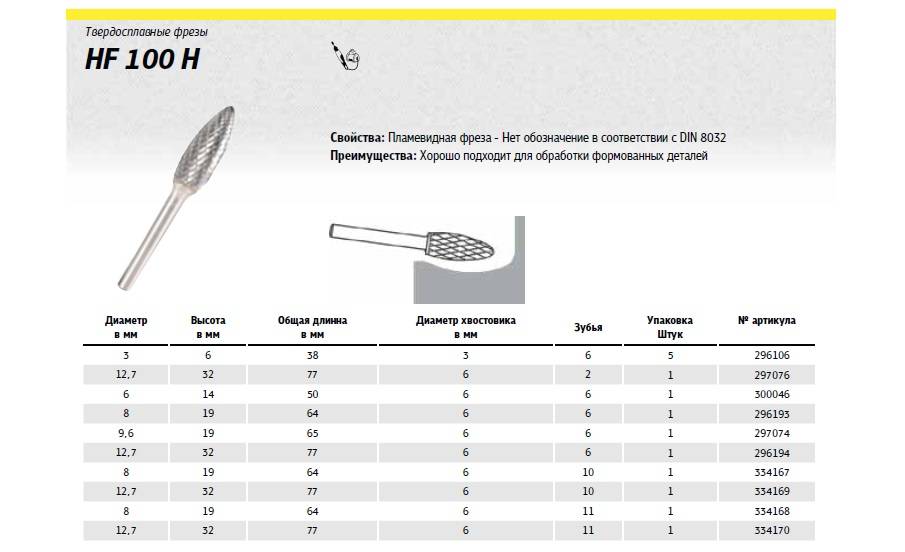
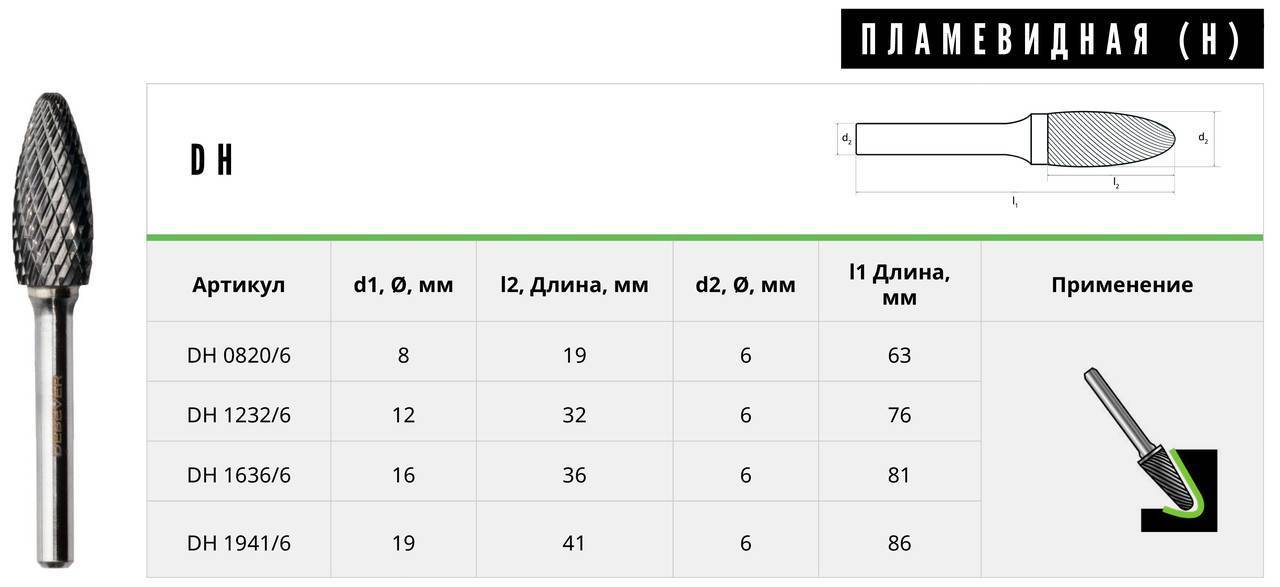
Тип H – борфрезы пламевидные. Идеально для обработки формованных изогнутых деталей.
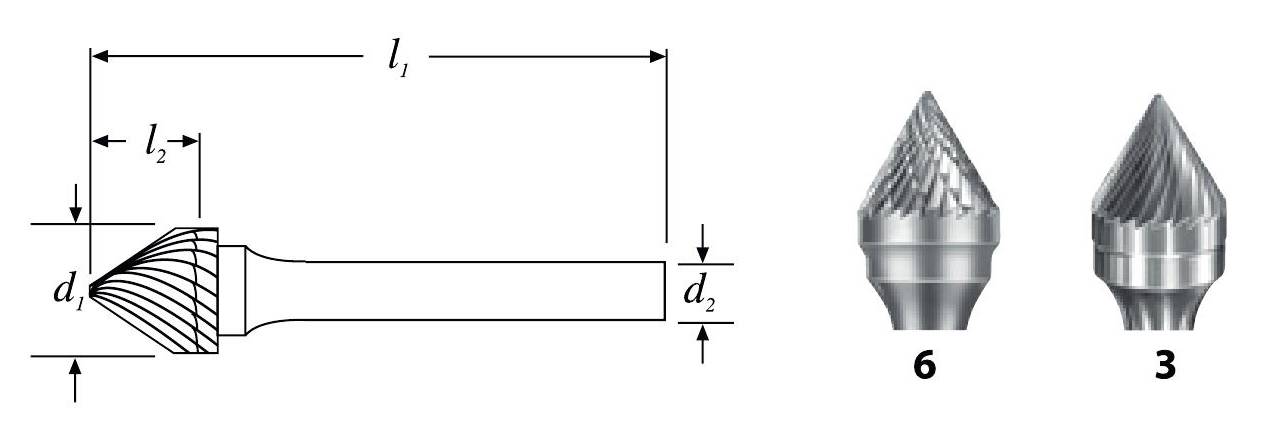
Тип J – борфрезы конические 60%. Лучший вариант для зенкования под заданным углом.

Тип К – борфрезы конические 90%. Для кромок, фасок, зенкования.

Тип L – борфрезы сфероконические. Для сложных мест.
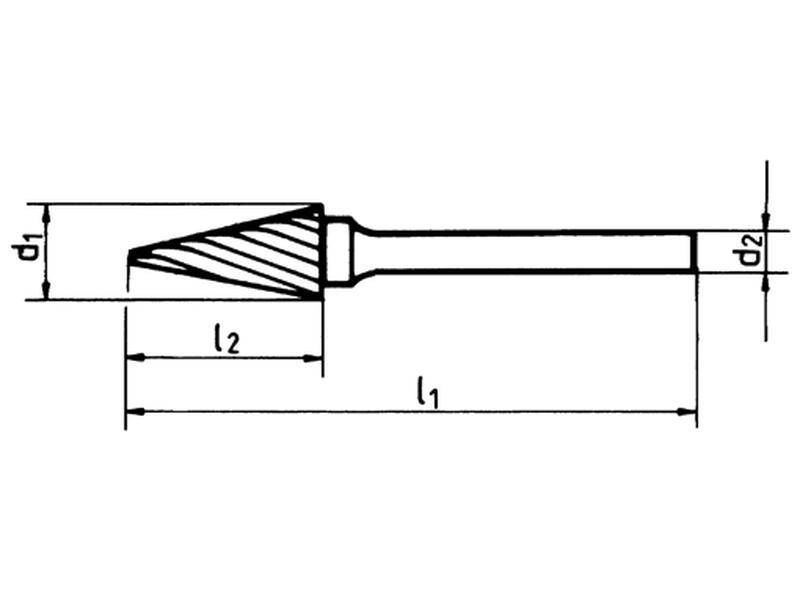
Тип М – борфрезы конические. Для труднодоступных мест, тонких задач и точечных рассверловок.






Тип N – с обратным конусом. Такая твердосплавная борфреза надёжна и удобна для углов и скрытых выборок.
Борфреза по металлу: разновидности и особенности применения
Борфрезы, которые можно использовать в комплекте как со стационарным станком, так и с обычной электрической дрелью или шуруповертом, – это практически незаменимый инструмент в тех случаях, когда необходимо выполнить обработку изделий из металла. Кроме того, активно применяют борфрезу, которую также называют шарошкой или шарошечным долотом, для осуществления таких технологических операций, как зачистка поверхности из металла и ее шлифовка, гравировка, растачивание отверстий до требуемых размеров.
Для того чтобы обработка, выполняемая при помощи борфрезы по металлу, была эффективной, надо не только разобраться в конструктивных особенностях такого инструмента, но и узнать, как его правильно выбрать.
Борфрезы для обработки металлов
Назначение и особенности инструмента
История борфрез насчитывает не один десяток лет, в течение которых данный инструмент постоянно совершенствовался.
Между тем за время, прошедшее с момента изобретения борфрезы, ее конструкция практически не изменилась.
Как и прежде, любая шарошка состоит из хвостовика, при помощи которого она фиксируется в патроне используемого оборудования, и рабочей части, выполняющей основную работу по резке.
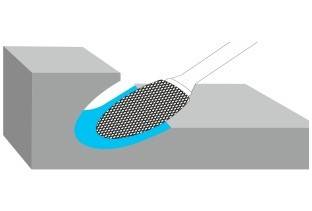
Преимуществом использования борфрез в паре с ручным инструментом является возможность обработки труднодоступных поверхностей
При выборе борфрез по металлу руководствуются такими параметрами, как:
- тип обработки, которую предстоит выполнить;
- характеристики материала, из которого изготовлено обрабатываемое изделие;
- размеры обрабатываемых элементов.
Насечка борфрезы должна соответствовать типу обрабатываемого материала
Борфрезы, предназначенные для работ по металлу, благодаря своим характеристикам и функциональным возможностям находят широкое применение во многих сферах. Это, в частности, машино- и автомобилестроение, электронная промышленность, ювелирное дело, полиграфия и др.
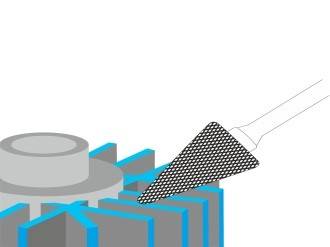
Борфрезами, рабочая часть которых может иметь очень миниатюрные размеры и различную конфигурацию, выполняют обработку рабочих поверхностей матриц и литейных форм, наносят на поверхность изделий из металла различные узоры и надписи, растачивают и шлифуют отверстия и пазы, отличающиеся даже значительной глубиной и сложной конфигурацией.
Граверные борфрезы для миниатюрных работ
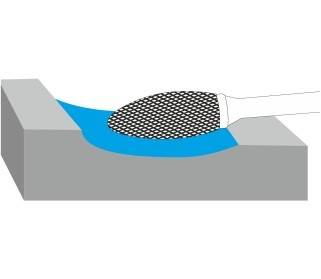
Используя такой универсальный и эффективный инструмент, установленный на обычную электрическую дрель или шуруповерт, можно быстро и аккуратно зачистить сварной шов, расточить отверстие или паз, снять с детали острые края, отшлифовать мелкие элементы из металла, сделать поверхность металлического изделия идеально ровной и гладкой.
Материал и конструкция
Борфреза представляет собой составной инструмент: к цилиндрическому хвостовику, изготавливаемому из среднеуглеродистых легированных сталей типа 30ХГСА, пайкой присоединяется рабочая часть. Она может быть:
- Из инструментальной углеродистой стали (У10А, У12А), часто предназначенные для дрели. Стойкость такого инструмента невелика, поэтому его используют при обработке относительно мягких материалов. Например, такой борфрезой на гравере можно оформлять рисунки кафельной плитки, либо керамической чашки. Второй вариант – редкость подобных работ в домашнем хозяйстве, из-за чего приобретать дорогую шарошку нецелесообразно.
- Из быстрорежущей стали типа Р6М5. Инструмент обойдётся дороже, зато и возможности его применения существенно расширяются. Высокая красностойкость быстрорежущих сталей позволяет эффективно обрабатывать практически все марки углеродистых и среднелегированных сталей. При этом тепловая деформация рабочей части незначительна, что позитивно сказывается на точности работ.
- Твердосплавные борфрезы, рабочая часть которых выполнена из металлокерамики типа ВК25 или ВК30 (встречаются также из безвольфрамовых твёрдых сплавов или минералокерамики). Таким инструментом можно шлифовать высокопрочные жаростойкие и нержавеющие стали, а также чугун.
- Особостойкие борфрезы с алмазным напылением рабочих кромок. Представляют собой профессиональный инструмент, и используются при массовом выполнении подобного рода операций. Отличаются максимальной стоимостью.

Рассматриваемую оснастку можно применять на любом оборудовании, которое оснащено вращающейся рабочей головкой, а патрон способен надёжно закрепить хвостовик борфрезы (диаметр хвостовой части чаще всего стандартный: 6 или 8 мм, хотя гравировальные шарошки отличаются более миниатюрными размерами). Среди такого оборудования – высокооборотистая электродрель, а также скоростной шлифовальный или сверлильный станок.
Единственное условие заключается в том, что борфреза является не силовым, а динамическим инструментом, и адаптирована под применение со скоростью вращения шпинделя не ниже 60000…65000 мин-1.






