
Советы по гравировке на металле
Вырезание по металлу производится только качественным инструментом. Оборудование, оснастки необходимо покупать в специальных магазинах с гарантией качества. Изготовка инструмента в домашних условиях потребует выбора надежных материалов. Штихель и граверы должны быть идеально наточены для получения необходимого конечного результата. Затупленный инструмент может испортить изделие, нанести увечья мастеру, при работах режущими поверхностями стоит соблюдать технику безопасности.
Для того, чтобы гравировать металл своими руками, существует достаточно способов и технологий. Большое количество металлов, которые подвергаются гравировке дают возможность воплотить в жизнь самые креативные идеи.
Примеры гравировки
Гравировка на разных предметах имеет свои особенности. Давайте рассмотрим несколько примеров изделий.
Гравировка на обручальных кольцах
Обычно на них гравируют слова и надписи, при этом важно, чтобы она была легко читаемой. Но для этого нужен подходящий размер изделия, ведь на слишком узкое кольцо нанести такую надпись не получится. Гравировку можно наносить на лицевую, внутреннюю сторону кольца и его боковые грани
Гравировку можно наносить на лицевую, внутреннюю сторону кольца и его боковые грани.
Гравировка на производстве
Обычно она используется при изготовлении шильд, табличек, серийных номеров, номерков и многих других изделий.
Но главное, не забывайте о том, что при производстве промышленных шильд нужно соблюдать требования, установленные законодательством. При помощи маркировки на шильду наносится информация о товаре и производителе. Она включает в себя технические характеристики устройства, данные о производителе, данные Ростеста, серийный номер устройства и описание безопасности при работе с предметом.
Надписи тончайшие и чёткие, поэтому сама шильда небольшая. Кроме того, при нанесении надписей на шильду важна их долговечность, поэтому на производстве используется исключительно лазерный способ маркировки. А благодаря высокой скорости работы, их изготовление не имеет ограничений по тиражу.
Принцип работы электромаркера
Поверхность металла, подлежащая маркировке, должна быть тщательно очищена от жировых загрязнений и окисных плёнок. Последние заметно ухудшают проводимость металла, что вынуждает увеличивать напряжение в межэлектродном промежутке
Разряд получается малой скважности, однако с более грубыми лунками, что ухудшает качество маркировки. Мощность искрового разряда регулируется ступенчатым переключателем
Оптимальными для данных целей считаются следующие геометрические характеристики лунки:
Оптимальными для данных целей считаются следующие геометрические характеристики лунки:
- Ширина – 0,2…2,0 мм;
- Глубина – 0,15…20 мкм;
- Скорость перемещения маркера по поверхности — до 10 мм/с.
В комплект некоторых моделей электромаркеров по металлу входит также стальная плита, снабжаемая креплениями для фиксирования детали, которая подвергается маркировке.

Последовательность работы с электромаркером по металлу такова. Прибор через автономный блок питания подключается к бытовой электросети напряжением 220 В и частотой 50 Гц. Маркируемая деталь зажимом «крокодил» присоединяется к металлической плите. Вибрационное устройство с целью защиты глаз оператора закрывается специальным фильтром, после чего электрографическое перо подносится к поверхности, которая покрыта тонким (2…3 мм) слоем жидкого диэлектрика. Вначале производится пробный разряд, при котором устанавливается оптимальная скорость перемещения электрографического карандаша по поверхности изделия. По мере перемещения пера смачиваются диэлектриком новые участки обработки.
Для настройки электрографического маркера по металлу необходимо произвести следующие действия:
Настроить частоту вибратора на требуемый режим. Для этого пользуются (в зависимости от типоразмера и производителя данных устройств) одним из следующих способов: либо оптимизируют звуковой сигнал (при снижении частоты колебаний допустимое значение межэлектродного зазора увеличивается), либо регулируют частоту путём изменения яркости сигнальной лампочки. Переключателем устанавливают необходимую величину тока. Обычно она максимальна для металлов с низкой теплопроводностью (большинство цветных металлов и сплавов), и меньше – для алюминия, стали или чугуна.

Перемещением электрода-инструмента по необходимой траектории движения, производят маркировку. Габаритные размеры символов не имеют ограничений. При работе с электромаркером следует помнить, что увеличение, сверх необходимого, напряжения и тока электрического разряда ускоряет износ электрода, и не приводит к существенному увеличению производительности процесса. Особенно интенсивен износ в случае короткого замыкания цепи (случается при недостатке или отсутствии жидкости-диэлектрика на маркируемой поверхности изделия). Для ориентировки можно пользоваться нормативными значениями износа 0,05…0,2 мм на одно клеймение. Для исправления ошибочного нанесённого знака поверхность необходимо прошлифовать.
Применение электрокарандаша требует от оператора определённых навыков и опыта работы. Длительность непрерывного использования электроискрового маркера принципиально не ограничивается, хотя при продолжительности работы устройства более 30…40 минут блок генератора импульсов разогревается. Замена изношенного катода-инструмента производится при отключённом приборе. Электромаркер по металлу не должен эксплуатироваться в помещениях, относительная влажность воздуха в которых превышает 75%.
Гравировка на производстве
Процесс не отличается от работ в домашних условиях. Перед действиями полируется предмет, затем обезжиривается. Перед подготовкой к процессу изделие тонируется серным раствором, который распределяется равномерно по детали.
Обведение рисунка происходит с помощью металлической иглы по приклеенной кальке. Рисунок и тени выполняются максимально реалистично, для получения качественного результата.
Лазерная гравировка на производстве
Далее происходит основной процесс, специальным гравером выводиться рисунок и остальные штрихи.
После работ рисунок покрывается защитным слоем из бесцветного лака либо воска. Затем изделие протирается насухо, полируется для получения блеска.
Принцип работы электромаркера
Поверхность металла, подлежащая маркировке, должна быть тщательно очищена от жировых загрязнений и окисных плёнок. Последние заметно ухудшают проводимость металла, что вынуждает увеличивать напряжение в межэлектродном промежутке
Разряд получается малой скважности, однако с более грубыми лунками, что ухудшает качество маркировки. Мощность искрового разряда регулируется ступенчатым переключателем
Оптимальными для данных целей считаются следующие геометрические характеристики лунки:
- Ширина – 0,2…2,0 мм;
- Глубина – 0,15…20 мкм;
- Скорость перемещения маркера по поверхности — до 10 мм/с.
В комплект некоторых моделей электромаркеров по металлу входит также стальная плита, снабжаемая креплениями для фиксирования детали, которая подвергается маркировке.

Последовательность работы с электромаркером по металлу такова. Прибор через автономный блок питания подключается к бытовой электросети напряжением 220 В и частотой 50 Гц. Маркируемая деталь зажимом «крокодил» присоединяется к металлической плите. Вибрационное устройство с целью защиты глаз оператора закрывается специальным фильтром, после чего электрографическое перо подносится к поверхности, которая покрыта тонким (2…3 мм) слоем жидкого диэлектрика. Вначале производится пробный разряд, при котором устанавливается оптимальная скорость перемещения электрографического карандаша по поверхности изделия. По мере перемещения пера смачиваются диэлектриком новые участки обработки.
Для настройки электрографического маркера по металлу необходимо произвести следующие действия:
- Настроить частоту вибратора на требуемый режим. Для этого пользуются (в зависимости от типоразмера и производителя данных устройств) одним из следующих способов: либо оптимизируют звуковой сигнал (при снижении частоты колебаний допустимое значение межэлектродного зазора увеличивается), либо регулируют частоту путём изменения яркости сигнальной лампочки.
- Переключателем устанавливают необходимую величину тока. Обычно она максимальна для металлов с низкой теплопроводностью (большинство цветных металлов и сплавов), и меньше – для алюминия, стали или чугуна.

- Перемещением электрода-инструмента по необходимой траектории движения, производят маркировку. Габаритные размеры символов не имеют ограничений.
- При работе с электромаркером следует помнить, что увеличение, сверх необходимого, напряжения и тока электрического разряда ускоряет износ электрода, и не приводит к существенному увеличению производительности процесса. Особенно интенсивен износ в случае короткого замыкания цепи (случается при недостатке или отсутствии жидкости-диэлектрика на маркируемой поверхности изделия). Для ориентировки можно пользоваться нормативными значениями износа 0,05…0,2 мм на одно клеймение.
- Для исправления ошибочного нанесённого знака поверхность необходимо прошлифовать.
Применение электрокарандаша требует от оператора определённых навыков и опыта работы. Длительность непрерывного использования электроискрового маркера принципиально не ограничивается, хотя при продолжительности работы устройства более 30…40 минут блок генератора импульсов разогревается. Замена изношенного катода-инструмента производится при отключённом приборе. Электромаркер по металлу не должен эксплуатироваться в помещениях, относительная влажность воздуха в которых превышает 75%.
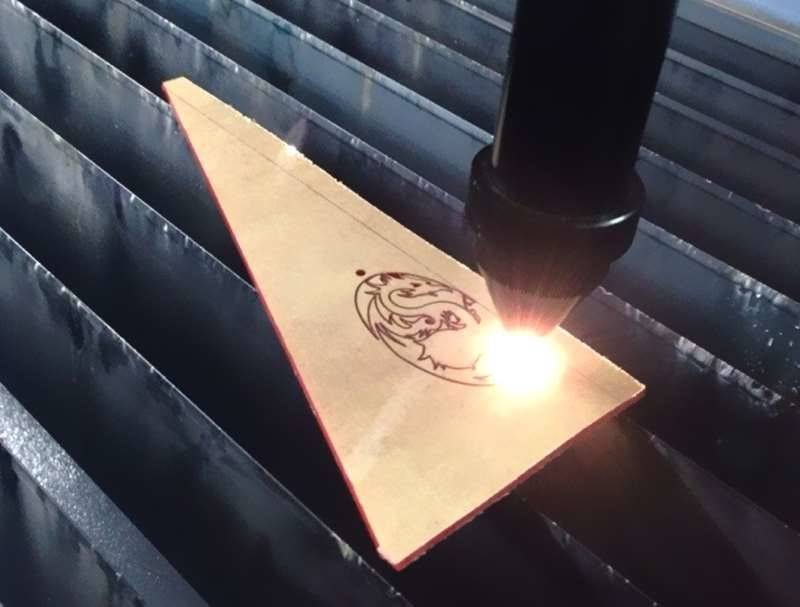
Гравировка лазерным гравёром: что требуется знать
Лазерная гравировка своими руками – занятие небезопасное. Можно получить ожоги глаз, рук или иных частей тела, а потому не стоит забывать о технике безопасности при работе
Особо важно наличие тёмных очков. При этом не имеет значения, какой собран своими руками лазерный гравёр – по металлу или дереву
А в остальном в работе с гравёром нет никаких особенностей.
 ФОТО: russian.alibaba.comОчки обязательно должны быть затемнены
ФОТО: russian.alibaba.comОчки обязательно должны быть затемнены
А далее приведём несколько фотопримеров работ, выполненных на ЧПУ гравёрах, изготовленных своими руками.
1 из 4
 ФОТО: jportal.ru
ФОТО: jportal.ru
 ФОТО: 2gis.ru
ФОТО: 2gis.ru
 ФОТО: даниламастер34.рф
ФОТО: даниламастер34.рф
 ФОТО: vector.robolab26.ru
ФОТО: vector.robolab26.ru
Как выжигать на металле
Итак, работа выжигателя по металлу достаточно проста и незамысловата. Перед выжиганием поверхность металла должна быть очищена от грязи и слегка смочена керосином. Если нужно, то предварительно на поверхность наносится рисунок посредством карандаша.

При работе металлическая заготовка соединяется с одним из выводов понижающего трансформатора. Второй вывод подсоединяется непосредственно к самодельному выжигателю.
Когда электрод вдавливается в металл, пружина сжимается, образуя тем самым короткое замыкание. В результате этого между металлом и электродом появляется искра, которая и оставляет след на поверхности.

Как видно, устройство имеет простую конструкцию, но самое главное, оно абсолютно безопасно в работе. Для его работы вместо 220 В, используется всего 10-12 В, которые ни чем не угрожают здоровью.
Пескоструйная обработка
 Этот метод также называется абразивной обработкой. Его суть заключается в том, что поверхность материала специально повреждается песком или каким-либо другим абразивным порошкоподобнымвеществом, который распыляется сильным потоком воздуха. В тот момент, когда песок из специализированного аппарата попадает на поверхность, образуется матировка. В зависимости от того, какой уровень давления и какова зернистость песка, можно создавать различные эффекты. Благодаря использованию различных трафаретов есть возможность нанести любой рисунок, фотографию и другие изображения на предметы.
Этот метод также называется абразивной обработкой. Его суть заключается в том, что поверхность материала специально повреждается песком или каким-либо другим абразивным порошкоподобнымвеществом, который распыляется сильным потоком воздуха. В тот момент, когда песок из специализированного аппарата попадает на поверхность, образуется матировка. В зависимости от того, какой уровень давления и какова зернистость песка, можно создавать различные эффекты. Благодаря использованию различных трафаретов есть возможность нанести любой рисунок, фотографию и другие изображения на предметы.
Метод пескоструйной обработки применяется, в первую очередь, для работы с натуральным камнем и стеклом. Полученная матировка смотрится на них превосходно. Для изготовления наград и сувенирной продукции нередко используется кирпич и гранит. Метод может также применяться для обработки дерева, керамики, металла, пластика. Работать таким способом можно со свинцовым и оптическим хрусталем.
Большой плюс пескоструйной обработки – универсальность, широта применения, высокая скорость. Края гравировки получаются гладкие.
Далее: Опасный электрический карандаш на 220 вольт
Данное устройство на 220 вольт отличается от предыдущей модификации своей опасностью. Его применение не только опасно, но и не оправдано, так как вполне эффективны электроискровые карандаши с тем же принципом действия, но с понижающим трансформатором с выходным напряжением на 12-20 вольт.
Для наглядности приведем здесь видео с данным устройством
Обратите внимание, что даже сам автор едва не касается незащищенной рукой металлических частей предмета, к которому подведен ток с опасным напряжением 220 вольт. Если делать свою конструкцию такого электроискрового карандаша, то следует обязательно включить в цепь понижающий трансформатор и довести его до напряжения 12-20 вольт. Скачайте разработку такого устройства с трансформатором из №11 журнала Радио, 1971 год
Скачайте разработку такого устройства с трансформатором из №11 журнала Радио, 1971 год.
Как известно, стержень карандаша состоит из графита. Графит, пропускает ток. Это свойство можно применить для для рисования на любых токопроводящих поверхностях под электрическим током. Рисунок получается очень качественный и его невозможно удалить простыми способами.
Для эксперимента потребуется простой карандаш, два кусочка провода, на конце которого находится крокодильчик, кусок провода с вилкой, простая лампочка с патроном, резиновые перчатки, любая поверхность из металла, на которую будет выполнен рисунок.
В заключение для полной картины приведем промышленный образец электроискрового инструмента для гравировки
Источник
Оборудование для граверных работ лазерами
Для организации бизнеса по лазерной гравировке на изделиях из металла потребуется следующее оборудование: компьютер со всеми принадлежностями и программным обеспечением и лазерный гравер. Учитывая, что самый недорогой лазерный гравер будет стоить не меньше 20 000 рублей, а верхняя граница цены таких устройств уходит и далеко за миллион рублей, то в самом начале бизнеса следует определиться с требуемым качеством предполагаемых работ и с ассортиментом вариантов гравировок.
Ели планируется не особо высококачественный, любительский бизнес, то предпринимателя вполне устроит и дешёвое оборудование для гравировки. А вот для того, чтобы очень быстро в клиентской среде заработать себе известность и хорошую репутацию, тут уже дешёвым гравировальным станком не обойтись.
Вероятнее всего, к граверному станку и компьютеру понадобятся и дополнительные устройства, которые позволят выполнять гравировки не только на плоскости, но и на предметах округлой формы в виде бутылок, термосов, стаканов и чашек. С дорогими граверами, цена которых превышает сто и двести тысяч рублей, такие приспособления идут в комплекте основной поставки, а чтобы выполнять аналогичные работы на дешёвом оборудовании, их придётся покупать отдельно. Обычно стоимость этих приспособлений невелика, но вот подобрать их так, чтобы они удачно совмещались с основным оборудованием, не всегда бывает просто.
Если говорить обо всей области применения граверных станков по металлу, то это, прежде всего продукция рекламного и сувенирного направления, ювелирные украшения и медицинские инструменты. Лазерные комплексы способны обеспечивать очень высокое качество выполнения работ и точность изображений не зависимо от их сложности. Обычно площадь поверхности, покрываемой гравировками, не превышает нескольких квадратных сантиметров
Но у лазерных гравировальных машин есть очень важное преимущество перед фрезерными станками – они при символолазерной гравировке на металле на заказ не оказывают значительное тепловое или механическое воздействие на само изделие заказчика, не подвергают его износу, что характерно для других видов обработки металлов. Для работы лазерным устройством нет надобности использовать красители или другие химические соединения. С помощью лазерного оптоволоконного маркера возможна и цветная гравировка на металле
Это оборудование позволяет получить на металлической поверхности изображения и надписи спектрально-чистых цветов, насыщенные и яркие. Работая совместно с программным комплексом, лазерное устройство даёт возможность без особого труда выполнить цветную маркировку изделий, обладающую высокой износостойкостью и химической устойчивостью
С помощью лазерного оптоволоконного маркера возможна и цветная гравировка на металле. Это оборудование позволяет получить на металлической поверхности изображения и надписи спектрально-чистых цветов, насыщенные и яркие. Работая совместно с программным комплексом, лазерное устройство даёт возможность без особого труда выполнить цветную маркировку изделий, обладающую высокой износостойкостью и химической устойчивостью.
Большинство лазерных граверов используют в своём принципе работы иттербиевые волоконные технологии накачки. Такие излучающие элементы в отличие от фрез для гравировки механическим путём характеризуются большим сроком службы. Именно волоконные лазерные устройства в настоящее время преобладают на рынке высокотехнологичного оборудования для нанесения гравировки на металл. Такие устройства дают возможность свести к минимуму все производственные затраты, получать высокую точность изготавливаемых копий. Устройства с иттербиевыми излучателями позволяют выполнять гравировки лазером на металле, а также на многих других материалах. Эти аппараты просты в эксплуатации, обладают практически неограниченными технологическими характеристиками.
Далее разберёмся, как сделать гравировку на металле своими руками. Для этого обычно не требуется какое-то сложное и дорогое оборудование. Мастера обходятся ручными инструментами или простыми гравировальными машинками.
Обзор наиболее популярных насадок для работы по дереву и металлу
Древесина принадлежит к числу наиболее часто обрабатываемых при гравировании материалов наряду со стеклом, металлом, камнем. Дремели часто используют при выполнении резьбы по дереву, сверления в нем миниатюрных отверстий, нанесения изображений на поверхности данного материала, шлифовки, а также создания небольших пазов или шпунтов. Поэтому популярными разновидностями насадок для работы по дереву являются:
- фрезы по дереву;
- сверла;
- круги для резки;
- полировальные, шлифовальные круги и цилиндры;
- шарообразные и конусообразные боры;
- алмазные и твердосплавные насадки разных форм;
- войлочные шарошки.
Существуют также специфические разновидности фрез по дереву, но они используются даже специалистами очень редко. Приобретать расходные материалы, чтобы обрабатывать древесину разных пород с помощью прямошлифовальной машины, рекомендуется набором. Таким образом, все, что может понадобиться при выполнении рабочих манипуляций, будет собрано сразу в одном кейсе.
Виды: 3D, глубокая и прочие, примеры
Базовым исходным элементом для создания изображения на предмете лазерной технологией является модель, выполненная одним из видов графических программ, считываемой гравировальным оборудованием. Существуют графические редакторы, работающие как с плоскими 2D-изображениями, так и 3D, объемными моделями.

3D гравировка логотипа.
Создание лазером объемных изображений предъявляет к обрабатываемому материалу определенные требования, так как изображение находится внутри предмета. Он должен быть абсолютно прозрачным. Простую плоскую гравировку можно нанести указанными, например, выше несколькими методами. Объемная гравировка выполняется только твердотельной лазерной установкой, работающей в импульсном режиме.
Лазерный луч проходит через прозрачный предмет лишь до конкретной точки, где происходит концентрированный выплеск энергии, оставляющей после себя след в виде миниатюрного серебристого шара. Регулировкой мощности и диаметра луча получают такие шары в точках на различной глубине, тем самым формируя объемное изображение.
Большое распространение получает так называемая глубокая лазерная гравировка. Она выполняется послойным снятием металла до глубины 1 мм., при этом сохраняется детализация рельефного изображения. Такая технология используется для изготовления штампов, клише, матриц, пресс-форм для литья пластмассы, пломбиров, стандартных шрифтов для приборной фурнитуры и других подобных изделий. При оснащении лазерной установки специальным вращателем, можно получать глубокую гравировку на предметах, имеющих форму тел вращения.
Интересное: Лазерная резка нержавейки
Кроме широко распространенной лазерной технологии по металлу, в качестве исходного материала используются пластик, стекло, дерево, бумага, камень и другие.
Лазерная сублимация
 Метод лазерной сублимации используется для того, чтобы окрашивать различные материалы с помощью изображений. Чтобы это делать, требуется цветной принтер, картриджи для сублимации, термопресс, сублимационная бумага или металл.
Метод лазерной сублимации используется для того, чтобы окрашивать различные материалы с помощью изображений. Чтобы это делать, требуется цветной принтер, картриджи для сублимации, термопресс, сублимационная бумага или металл.
Для того, чтобы получить необходимое изображение, для начала его нужно распечатать. Получится так называемый трансфер. После этого его нужно разместить поверх изделия. Благодаря воздействию высоких температур краска перейдет на изделие, оставив на нем необходимый рисунок. Чтобы сублимационная краска смогла отпечататься на поверхности, это должно быть изделие из полиэстера или хотя бы иметь специальное покрытие. Только так изображение прочно закрепится на изделии.
Лазерная сублимация позволяет наносить различные изображения на самые разные предметы: ювелирные изделия (браслеты, подвески, серьги и пр.), часы, подставки, закладки для книг, флаги, футболки и многое другое.
Изучаем резьбу по металлу своими руками для начинающих
Для создания любой гравировки на металлической поверхности вам понадобится некоторый набор инструментов. Для новичков наиболее легким и удобным способом будет использование гравера.
Благодаря широкому разнообразию видов сверл, фрез и иных насадок можно наносить линии различной ширины, глубины и даже формы, не прилагаю для этого особых усилий. После окончания работ гравером результат следует закрепить воском или прозрачным лаком.
В ювелирном деле известно очень много различных технологий нанесения гравировки на металл, допустим, лазерная гравировка, или “алмазная” гравировка. Все эти способы очень интересны, но выполнение подобных работ в домашних условиях очень затратно и практически невозможно, ведь для них необходима покупка специального недешевого оборудования. Заниматься подобными видами гравировки стоит лишь в том случае, если вы будете выполнять большое количество работ на заказ.
Очень увлекательным и интересным может показаться способ нанесения рисунка при помощи подручных материалов. Для него вам понадобятся:
- Лак для ногтей;
- Соль;
- Зубочистка;
- Ненужная зарядка от старого телефона;
- Обыкновенный стакан;
- Жидкость для снятия лака.
Покройте обрабатываемую поверхность лаком для ногтей, и, пока он не высох, зубочисткой вычертите на нем узор. Соль (примерно 2 столовые ложки) смешайте с водой и оставьте в стакане.
Приложите плюс от зарядки для телефона к обрабатываемому предмету, а минус к любому другому куску железа.
Этот самый второй ненужный кусок железа необходимо опустить в соленую воду, после чего можно включить зарядку в розетку. и опустить в воду обрабатываемую деталь.
Держать всю эту конструкцию включенной необходимо минут пять. Этот способ травления довольно бюджетный, но он позволяет вам самостоятельно создать дома интересные предметы быта, например, именные ложки.
Этот способ особенно хорош тем, что позволяет вывести на металле тончайшие элементы рисунка и исправить все недочеты до начала работы, в то время как гравером рисунок наносится сразу, и если ваша рука дрогнет, то убрать лишний штрих будет просто невозможно. Не все начинающие граверы обладают достаточно твердой рукой, потому приступать к оформлению основных предметов стоит только после длительных и многочисленных тренировок на ненужных листах металла.
Именно способ травления металла соленой водой является самым популярным для тех, кто создает гравировку по металлу в домашних условиях.
Самыми популярными примерами гравировки по металлу на данный момент можно считать наносимые на охотничьи ножи надписи, узоры и картины.
Посмотрите какая тонкая работа представлена на ноже — вытравленный орнамент с орлом проработаны до мельчайших деталей:
Подобной точности можно достичь только годами тренировок и опыта.
А вот небольшая, но хорошо и качественно исполненная пантера — подобный рисунок не занимает много времени, не требует особых навыков, но для столь аккуратного выполнения линий безусловно надо быть очень внимательным:
А вот очень интересный орнамент с оленем, выполненный практически новичком в этом деле:
Резцовая гравировка
Фото 5. Набор мастера комплект инструментов и материалов, который имеется всегда под рукой профессионального гравировщика.
Существует разновидность ручной гравировки, которую принято называть резцовой. Она выполняется с помощью специальных резцов — штихелей (фото № 5). Штихелей может быть различное количество. Одни позволяют делать тончайшие линии, другие — несколько параллельных нарезок одновременно. Работают этим инструментом опытные граверы. Штихели нужно уметь правильно затачивать и доводить до рабочего состояния. Начинающим граверам это может оказаться не по силам. Гравировка своими руками, особенно по металлу, является древним искусством. Холодное, а затем и огнестрельное оружие, украшенное таким образом, считается особо ценным и качественным. Попробовать выполнить гравировку на небольших предметах вроде столовых приборов и ножей может абсолютно каждый в домашних условиях.
Лучшие модели. Как выбрать

В настоящее время наиболее распространены на рынке пять моделей ЭМ. Приведем их характеристики в нижеследующей таблице.
| Название модели | Фирма-производитель, Страна | Размер наносимой лунки, мкм | Максимальный размер символа, мм | Рабочее напряжение, В | Рабочая сила тока, мА | Мощность, Вт | Средняя цена, по сост. на нач. 2019 года |
|---|---|---|---|---|---|---|---|
| EVZ-021 | Josef Solnar (Чехия) | 10×10 | До 50 | 220…230 | 200 | 20 | 15000 |
| Прогресс-001 | Завод «Прогресс» (Россия) | 10×10 | Неограничен | 220…230 | 400 | 50 | 8000 |
| EVZ-022 | Josef Solnar (Чехия) | 20×50 | Неограничен | 220…230 | 450 | 50 | 20000 |
| AG25/3 | Arglo AG (Швейцария) | 20×20 | Неограничен | 4 | 5000 | 25 | 20000 |
| AG50/6 | Arglo AG (Швейцария) | 20×50 | Неограничен | 6,5 | 6500 | 50 | 25000 |
При выборе ЭМ обычно руководствуются соотношением параметров цена — производительность — ремонтопригодность. Поэтому в нашей стране обычно выбирают устройство производства Санкт-Петербургского завода «Прогресс» — электромаркер по металлу «Прогресс — 001».





