Изготовление напильников
Изготовление состоит в основном из следующих операций:
- отрезка заготовок,
- отковка хвоста и носка напильника,
- отжиг,
- правка (рихтовка),
- обточка, или шлифовка, плоскостей,
- опиловка для личных и бархатных напильника,
- снятие фаски,
- наседка, или нарезка, зубьев,
- обрезка носка,
- заправка (заточка носка),
- закалка,
- очистка,
- отпуск хвоста,
- смазка
- упаковка.
Сталь напильника
Материалом для напильников служит углеродистая сталь с содержанием 0,8—1,5% С; 0,10—0,30% Si; 0,25—0,45% Мп; < 0,04% S и < 0,05% Р. Для изготовления рашпилей применяется углеродистая сталь с содержанием 0,7% С.
Некоторые виды, особенно бархатные и специального назначения для работы по металлу после термической обработки, изготовляются из легированной стали с присадкой хрома от 0,3 до 0,7%. Содержание углерода в стали берется тем больше, чем меньше размер изготовляемого напильника.
Сталь для изготовления поступает в виде полос определенного профиля и размера в соответствии с профилем и размером . Твердость стали д. б. не выше 300 по Бринелю. Первая операция — отрезка заготовок — производится обыкновенно на прессах-ножницах, причем обрезается одновременно несколько заготовок, количество которых зависит от размеров сечения разрезаемых прутков.
Следующей операцией является оковка носка напильника (его конечной части). Эта операция производится или на приводном пружинном молоте с весом падающей части (бабы) от 15 до 45 в зависимости от размеров сечения отковываемого напильника или в бойках с ручьями с соответствующими сечению и размеру отковываемой части. Оковку плоских, трехгранных и полукруглых более рационально производить на ковочных вальцах, что дает более гладкую поверхность кованной части. Нагрев перед ковкой производится в пламенных печах очкового типа, работающих как на нефти и на кменном угле.
Диаграмма испытания ряда напильников на машинах Герберта приведена на рис. 19, она изображает объем спиленного материала в функции числа ходов напильника; таким образом высота подъема каждой индивидуальной кривой данного напильника до перехода ее в горизонтальное направление (что обозначает окончательное затупление напильника) характеризует стойкость напильников, а тангенс угла наклона кривой к горизонтальной оси пропорционален остроте.
Необходимо однако отметить, что результаты испытания на машине Герберта только тогда сравнимы друг с другом, когда испытуемые напильник находятся в абсолютно тождественных условиях как в отношении шага насечки прижимающего веса, так и в смысле равномерной структуры и твердости пробных брусков.
Классификация
Непрофессиональная классификация, знакомая многим, разделяет шлифовальные круги на следующие типы:
- Диски с так называемой «липучкой» – специальной тканью, которая нанесена на шлифбумагу.
- Лепестковые круги – имеют поверхность из абразивного материала, расположенного в виде веерного наложения слоев. Они очень прочные, обеспечивают ровную поверхность после обработки, чаще всего применяются для шлифовки труб или деревянных поверхностей.
- Фибровые диски, состоящие из вулканизированной бумаги с многослойной структурой. На станок они крепятся с помощью опорной тарелки с необходимым сечением. Применяются фибровые диски для зачистки металлических, деревянных, стальных изделий.
- Алмазные круги, применяемые для финальной обработки. Как правило, имеют небольшую прочность.
Так это напильник?
Алмазный надфиль представляет собою напильник небольшого размера или миниатюрную пилу. Рабочая поверхность инструмента покрыта тонким слоем алмазного напыления. Благодаря этому надфиль во время работы материал не просто перерезает, а скоблит его, снимаю тонкий верхний слой.
Алмаз – один из самых дорогих природных минералов. Казалось бы, зачем применять его для создания банального рабочего инструмента? На самом деле, при изготовлении применяется искусственный алмаз. Благодаря высокой прочности искусственного алмаза, инструменты на его основе могут работать с такими материалами, как стекло, керамика, прочная сталь и прочие высокопрочные сплавы.
Надфиль состоит из нескольких элементов. Основа инструмента – прочная углеродистая сталь, а напыление алмазное. Алмазная крошка держится на основе за счёт никеля, который наносится на инструмент гальваническим методом. Обычная маникюрная пилочка, которая есть в косметичке у каждой девушки – это своего рода разновидность надфиля.
Давайте рассмотрим один пример, в котором применение надфиля необходимо. Представьте, что вам нужно сделать кухонный фартук, при этом вы планируете расположить керамические плитки стык в стык. Обычный стальной напильник в данном случае не подходит. Дело в том, что он сотрётся очень быстро, ведь керамика является для него абразивным материалом. А вот алмазный надфиль идеально выполнит такой вид работ.

Виды
Эти шлифовальные приспособления классифицируются не только по форме, но и по материалам, из которых изготовлены рабочие части. Применяется для этого главным образом твёрдая сталь. Она достаточно жёсткая, что позволяет обрабатывать почти любые материалы.
Виды надфилей, изготовленных из разных материалов, отличаются по качественным характеристикам. Производители указывают материалы изготовления. Эта информация позволяет пользователям подобрать нужные приспособления.
По материалам изготовления надфили подразделяются на алмазные и фогольцевые. Первые применяются для шлифовки керамических и стеклянных поделок. Название «алмазный» условно, т. к. напыление, нанесённое на поверхность, состоит не из алмазной крошки, а из специального мелко измельчённого твёрдого камня. Размеры крошек неодинаковы, и перед использованием инструмента следует это уточнить, чтобы выбрать подходящую для работы модель. Алмазные надфили эффективны, удобны в применении. Это наиболее распространённая разновидность напильников для деликатной шлифовки. Зернистость у них разная, подбирается он в зависимости от твёрдости материала, который нуждается в обработке.
Фогольцевые надфили изготовлены из стали, отличающейся повышенной прочностью. Эти модели устойчивы к износам. Применяются они в ювелирном деле, ремонте часов, где требуются детали идеально точной формы. Такие инструменты подходят для придания изделиям нужной формы, не повреждая их. Рабочие части округлые, конец острый.
Для особо деликатной отделки используются такие разновидности, как ножовочные надфили и рифели. Ими обрабатываются детали, доступ к которым затруднён. Рифель изогнут, что позволяет проводить обработку криволинейных поверхностей. Для его изготовления используются металлические сплавы, обладающие свойствами притяжения (магнитными). Это требуется для поднятия пыли, которая осыпается с насечки. Её нужно отделить от крошек драгоценного металла. Ножовочная модель применяется для выпиливания канавки или узкого паза. Пазовый надфиль предназначен для обработки небольших участков, которые недоступны для других напильников.
Классификация по форме сечения
Форма определила название и назначение напильников, на ней создана основная классификация. В зависимости от профиля обрабатываемой поверхности подбирается сечение инструмента. Производители напильников предлагают использовать специальный ручной инструмент следующих сечений:
- Плоские – напильники подобной формы подходят для обработки плоских и закругленных (выступающих) поверхностей. Это наиболее распространенное сечение у подобного инструмента.
- Квадратные напильники применяют для обработки прямоугольных и квадратных отверстий. Ими обтачивают прямоугольные пазы на поверхности.
- Круглые – с помощью них обрабатывают внутренние полости и отверстия, удаляют наплыв от сварных швов и облоя у отливок. Добиваются нужной конфигурации при доводке эллиптических поверхностей внутри детали.
- Трехгранные – в сечении представляют правильный треугольник с углом наклона поверхностей 60 ⁰ друг к другу. Чаще всего подобный инструмент используют для заточки зубьев у другого инструмента, например, ножовки для пиления древесины.
- Специальные – на некоторых предприятиях в инструментальных цехах изготавливают напильники особой формы. Например, при изготовлении двухтактных двигателей внутреннего сгорания с воздушным охлаждением нужно дорабатывать впускные отверстия. Заготовки получают литьем, но доработку выполняют вручную (дешевле, чем использовать специализированный станок).
- Овальные или полуцилиндрические напильники применяют для обработки цилиндрических или конических впадин.
Ручной инструмент в зависимости от размеров обрабатываемых деталей изготавливают разной длины. Во времена использования паровозов у каждой бригады машинистов имелся напильник длиной 720 мм. Использовали для очистки сажи и иных загрязнений с поверхности труб парового котла.
Современные напильники редко изготавливаются длиннее 500 мм (размер определяется по длине рабочей части, где имеются зубья). Для мелких работ, например, в работе часовщиков используются надфили, с рабочей длиной около 50 мм.
Принята закономерность: чем крупнее зуб, тем длиннее рабочая часть. Объясняется довольно просто. Работа выполняется при поступательном движении вперед. Продвигая рабочую часть дальше, добиваются более глубокого снятия слоя при стачивании.
Крупные зубья оставляют на обрабатываемой поверхности глубокие риски. Чтобы добиться более качественной поверхности оставляют припуск на получение качественной поверхности. Ее получают, обрабатывая с помощью напильников, имеющих менее крупные зубья.
Используя бархатные напильники, получают блестящую поверхность с минимальным количеством рисок. Последующая полировка производится уже другими инструментами. На практике выполняется обработка в несколько этапов (не менее двух). Первый – обработка грубым инструментом, второй – чистовая доводка поверхностей.
Рейтинг наборов надфилей по металлу

Набор надфилей ЗУБР 33386-140-H5 (5 шт.)
Мне нравитсяНе нравится
Все 5 предметов из набора можно использовать для обработки металла, керамики, стекла и прочих материалов, имеющих твёрдую структуру. Рабочий ресурс инструмента увеличивается благодаря алмазному покрытию.
| Длина, мм | 140 |
| Материал обработки | металл |
| Показатель зернистости | Р 140 |
| Сколько штук входит в набор | 5 |
| Входит ли в комплект рукоятка | есть |
| Из чего сделана рукоятка | пластик |
| Имеется ли алмазное напыление | есть |
Плюсы и минусы
рукоятка не скользит
качественная обработка поверхности
возможность применения в ювелирном деле, для гравировки и пр. точных работ
высокая цена

Matrix 15835 (10 шт.)
Мне нравитсяНе нравится
Инструмент рассчитан на проведение облегчённых слесарных работ с целью обработки деталей из сверхпрочных материалов.
| Длина, мм | 140 |
| Материал обработки | металл |
| Какие сечения входят в комплект |
|
| Сколько штук входит в набор | 10 |
| Входит ли в комплект рукоятка | есть |
| Из чего сделана рукоятка | пластик |
| Имеется ли алмазное напыление | есть |
Плюсы и минусы
эффективная обработка деталей
удобный хват
хорошая длина рабочей поверхности (70 мм)
износостойкость
существенных нет
Сибртех 158307 (5 шт.)
Мне нравитсяНе нравится
Использовать приспособление можно не только по металлу, но и керамики, стекла. Благодаря алмазному напылению работать с инструментом легко.






| Длина, мм | 140 |
| Материал обработки | металл |
| Показатель зернистости | 80/63-63/50 |
| Сколько штук входит в набор | 5 |
| Входит ли в комплект рукоятка | есть |
| Из чего сделана рукоятка | пластик |
| Имеется ли алмазное напыление | есть |
Плюсы и минусы
прочная фиксация рукоятки
качественная обработка металла
маловата длина рабочей поверхности (50 мм
FIT 42175 (5 шт.)
Мне нравитсяНе нравится
Назначение набора – столярно-слесарные работы.
| Длина, мм | 180 |
| Материал обработки | металл |
| Из чего сделана рабочая часть | легированная сталь |
| Сколько штук входит в набор | 5 |
| Входит ли в комплект рукоятка | есть |
| Из чего сделана рукоятка | пластик с прорезиненной накладкой |
| Имеется ли алмазное напыление | есть |
Плюсы и минусы
удобный хват
качественная обработка
долговечность
существенных нет

Sturm! 1051-02-SSD (6 шт.)
Мне нравитсяНе нравится
Набор упакован в блистер. Общий вес составляет 0,225 кг. Особенность инструмента – двухкомпонентная рукоятка, двойная перекрёстная надсечка, не оставляющая следов на поверхности.
| Длина, мм | 160 |
| Материал обработки | металл |
| Из чего сделана рабочая часть | HiQ высококачественная сталь |
| Сколько штук входит в набор | 6 |
| Входит ли в комплект рукоятка | есть |
| Из чего сделана рукоятка | пластик с прорезиненной накладкой |
| Имеется ли алмазное напыление | есть |
Плюсы и минусы
удобная, не скользящая в руке рукоятка
качественная обработка деталей, включая труднодоступные места
подходит для работы с металлом, керамикой, стеклом и прочими материалами, имеющими твёрдую структуру
крупнее стандартных надфилей
Итоговая таблица рейтинга
ЗУБР 33386-140-H5 (5 шт.)
Matrix 15835 (10 шт.)
Сибртех 158307 (5 шт.)
FIT 42175 (5 шт.)
Sturm! 1051-02-SSD (6 шт.)
Часто задаваемые вопросы
Виды надфилей
Видов этого инструмента множество, и выбрать единственный универсальный напильник для работы очень сложно. Электрический надфиль – современный «маст-хэв», который должен быть у любого продвинутого мастера, его еще называют «гриндер». Он работает с разными поверхностями, имеет много насадок и разнообразие программ. Ручные небольшие напильники незаменимы при работе, требующей ювелирного подхода. Различаются надфили по нескольким признакам:
- по виду материала изготовления : алмазные, фогольцевые, металлические;
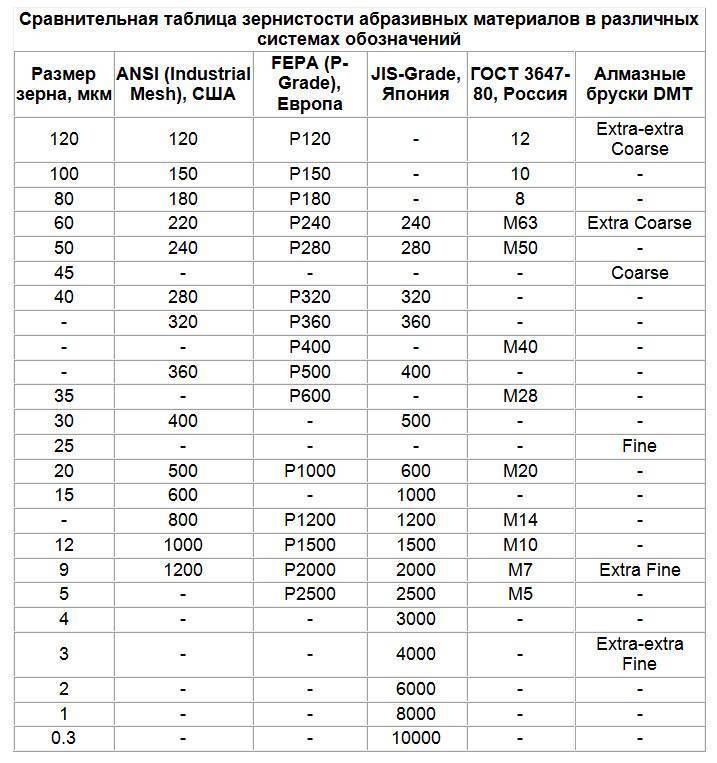
- по размеру : встречаются надфили 80, 120 и 160 мм;
- по количеству граней : клиновидные, игольчатые и многогранные;
- по числу насечек : драчевые, личные и бархатные.
Сфера применения надфиля
При помощи надфиля допустимо обрабатывать следующие материалы:
- Цветные металлы и сплавы
- Сталь и твердые сплавы
- Стекло и керамику
- Камень
- Древесину
- Пластик
- и пр.
Без использования надфилей по металлу сложно себе представить работу ювелиров и часовщиков. Надфиль пригодится в любой ремонтной мастерской. Данный инструмент является неотъемлемым атрибутом мастерских по изготовлению ключей.
Многие домашние мастера имеют в инструментальном уголке набор надфилей. Этот инструмент пригодится при ремонте электроники и сборке небольших по размеру механизмов. Надфиль позволит притупить острые кромки и подогнать размер деталей.
Теперь подробнее про виды надфиля.
Связующие вещества
Абразивные зерна после сортировки по размерам соединяются в единую прочную массу для образования шлифовального круга определенной формы посредством связующего вещества.
Связующие вещества делятся на неорганические и органические. К неорганическим относят керамическую, силикатную и магнезиальную связку, к органическим — бакелитовую и вулканитовую.
Керамическая связка представляет собой огнеупорную глину и полевой шпат. Смесь из связки и абразивного зерна прессуется или отливается. Литые круги более хрупки и пористы, чем прессованные. Различная твердость кругов достигается путем подбора состава связки, а различная пористость — режимами прессования.
Керамическая связка устойчива при высоких температурах, обладает большой химической стойкостью, а потому допускает при шлифовании применение различных охлаждающих и смазывающих жидкостей. На керамической связке изготовляют шлифовальные круги из электрокорунда нормального, электрокорунда белого, карбида кремния черного и зеленого.
Керамическая связка допускает скорость круга до 50 м/сек. Тонкие круги на керамической связке не могут воспринимать боковых нагрузок.
Силикатная связка состоит из жидкого стекла. Эта связка не дает прочного закрепления зерен в круге, так как жидкое стекло слабо сцепляется с абразивными зернами. Круги на силикатной связке применяются, когда обработка детали ведется без охлаждения и в то же время обрабатываемая поверхность детали не должна перегреваться. При нагреве связка легко освобождает затупившиеся зерна с поверхности круга, при этом вводятся в работу новые острые зерна.
Магнезиальная связка представляет собой каустический магнезит и хлористый магний (цемент Сореля). Применяется для изготовления кругов из наждака и естественного корунда.
Круги на магнезиальной связке неоднородны, быстро и неравномерно изнашиваются, т. е. имеют малую стойкость. Они очень чувствительны к сырости, под действием которой разрушаются, а также к повышенным температурам.
Бакелитовая связка состоит из бакелитовой смолы в виде порошка или бакелитового лака. Это наиболее распространенная из органических связок.
Круги на бакелитовой связке изготовляют из всех абразивных материалов. Они обладают высокой прочностью и упругостью, устойчивы при высоких температурах, но пористость их ниже, чем у кругов на керамической связке.
Круги на бакелитовой связке работают при скоростях 35—70 м/сек. Эта связка позволяет изготовлять круги для отрезных работ толщиной (высотой) до 0,18 мм.


При тяжелых работах, где температура резания достигает более 300°, связка быстро выгорает, а зерна выкрашиваются. Под действием щелочных жидкостей бакелитовая связка частично разрушается, а потому применение охлаждающих жидкостей с содержанием соды более 1,5% не рекомендуется.
Вулканитовая связка представляет в своей основе каучук. Для изготовления кругов абразивный материал смешивают с каучуком, а также серой и другими компонентами в малых количествах. В специальных формах под прессом производят вулканизацию абразивной смеси, при этом каучук становится твердым и эластичным. При температуре выше 150° каучук размягчается и начинает выгорать.
Вулканитовые круги прочны и эластичны, что позволяет использовать их для прорезных и отрезных работ. Они обладают хорошей полирующей способностью и допускают работу со щелочными охлаждающими жидкостями. При шлифовании высокоуглеродистых сталей во избежание прижогов и трещин применяют круги на бакелитовой и вулканитовой связках. Круги на вулканитовой связке более упруги, чем на бакелитовой, но их пористость меньше.
В настоящее время абразивные заводы освоили выпуск кругов с тканевыми прокладками. Абразивный порошок смешивается с бакелитовой смолой и помещается в пресс-форму между слоями ткани. При сжатии пресс-формы и нагреве получают монолитные абразивные круги, упрочненные прокладками. Такие круги обладают большой прочностью и позволяют работать со скоростью 70 м/сек.
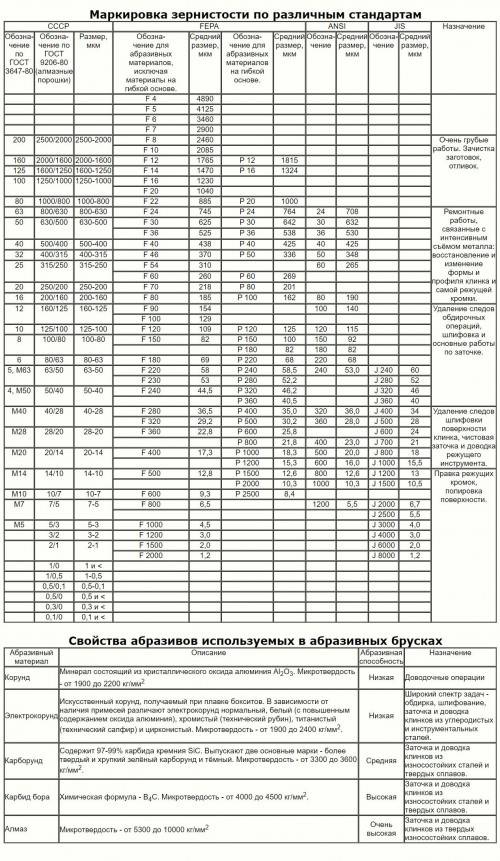
Маркировка шлифовальных кругов
Шлифовальные круги могут различаться по геометрической форме, виду абразивного материала, а также типу связки, зернистости круга, твердости и т.д. При выборе шлифкруга твердость и структура могут иметь большой вес, нежели вид абразива.
Согласно различными редакциями ГОСТов, маркировка кругов имеет различные параметры обозначений. Практически каждый производитель по-разному маркирует свои круги.
Так, полная маркировка разновидностей шлифовальных кругов содержит:
- тип круга;
- шлифовальный материал;
- размеры диска;
- степень твердости;
- размер зерна;
- структуру;
- связующее вещество;
- максимальную скорость вращения;
- класс точности;
- класс неуравновешенности.
Назначение и применение надфилей
Используют надфили для обработки разных деталей, доведения их до определённых размеров и форм. Область применения не ограничивается слесарно-столярными работами. Инструмент пользуется популярностью у гравёров и ювелиров.
Основная задача мини-напильника – тонкая опиловка, зачистка, проточка с проходом в труднодоступные места. Благодаря небольшим размерам возможна обработка сложных и мелких деталей.
Различают свыше 11 видов надфилей. Отличаются они формой сечения, длиной и количеством главных надсечек.
| Название вида | Где применяется |
| Плоский/плоский остроносый | Обработка наружных и внутренних плоских поверхностей. |
| Трёхгранный | Предназначен для пазов, канавок, отверстий, острых углов, внешней поверхности детали. Закругленная часть используется для овальных деталей, рельефов. |
| Круглый | Проход по мелким отверстиям, вогнутым участкам, чистовая обработка. |
| Полукруглый | Имеется плоская и овальная рабочая поверхность. На них присутствуют насечки. Применяются в подходящих деталях и отдельных зонах. |
| Ромбический | Для прохода по зубчатым деталям. |
| Игольчатый | Отличается от других видов миниатюрными параметрами. Длина рабочей части не превышает 25-35 мм. Характерной чертой является квадратный хвостовик. |
| Квадратный | Доступны для обработки многоугольные отверстия, квадратные и прямоугольные участки. |
| Клиновидный | Имеет острый нос и форму клина. Используется для обработки касты, кропанов, пропилки всечки небольшого угла. |
| Разновыпуклый | Подходит для прохода по внутренней стороне колец, деталей, имеющих форму кольца. |
| Пазовый | Применяют для зачистки и заточки труднодоступных участков заготовки. |
| Ножовочный | Осуществляет выборку канавки, узкого паза. |
| Рифель | Распознаётся по сильному изгибу рабочей части. Область применения – ювелирные мастерские. Изготавливается только из магнитно-твёрдого сплава, что помогает удалять после заточки крошки драгметаллов. |
Согласно единому стандарту для плоских надфилей 1513–77 определяются основные виды с учётом насечек:
- 1 и 2 – на каждый см длины рабочей части инструмента приходится от 28 до 56 насечек;
- 3; 4 и 5 – от 40 до 112 насечек.
Тип насечки указывается на рукоятке в виде маркировки. Чем крупнее насечки, тем выше порядковый номер.
Крупными насечками выполняется грубая обработка деталей. Мелкими надфилями (№1 и 2) вытачиваются рельефы, третий номер используется для финишной обтачки.
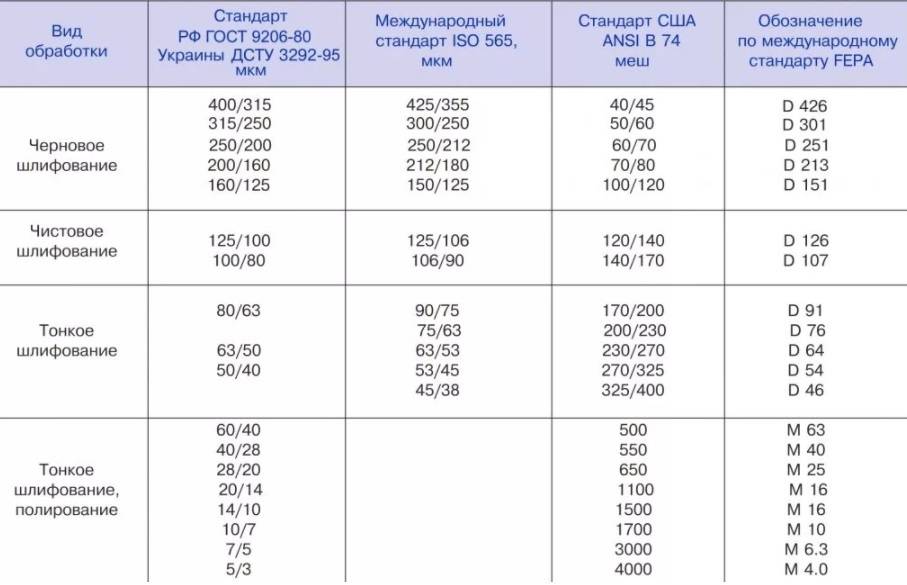
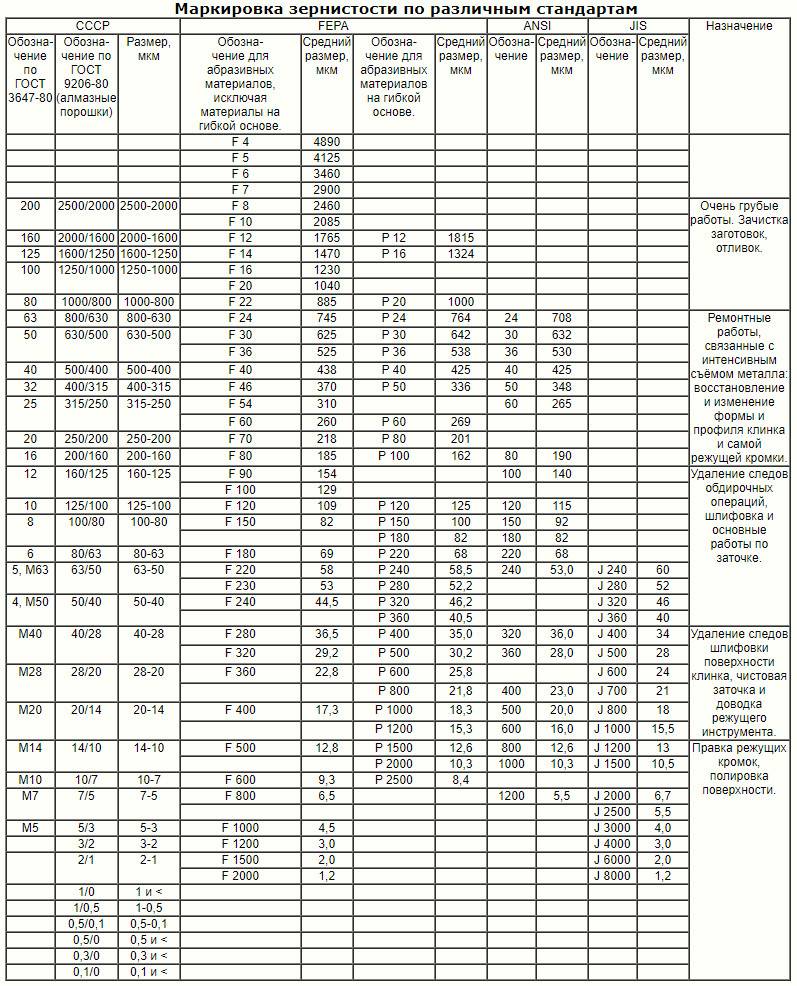
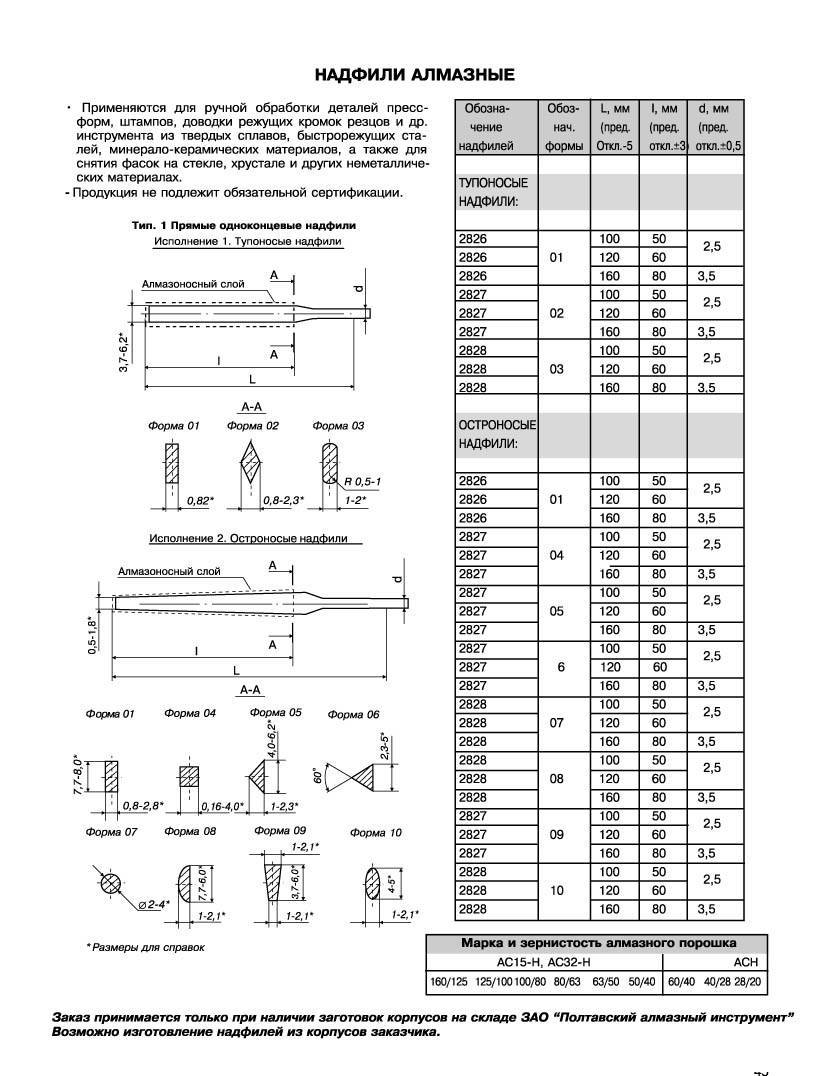
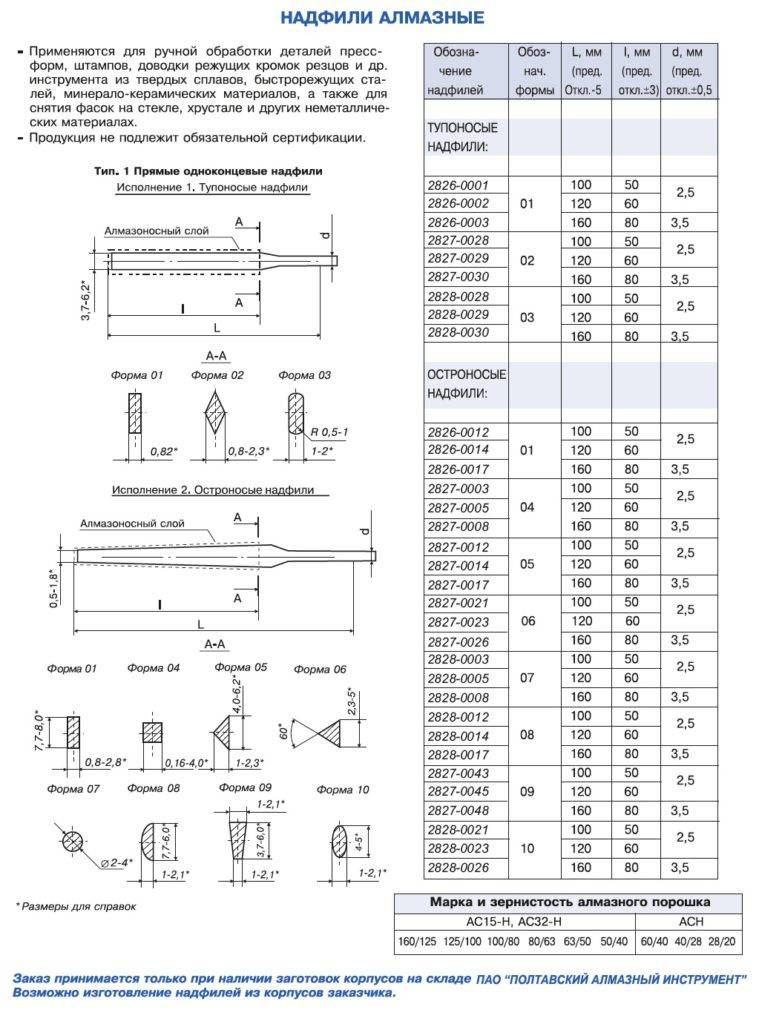
Надфили
Инструмент, имеющий алмазное напыление, выпускается с разной зернистостью рабочей поверхности. ГОСТ 23461–84 определяет их длину – 100-200 мм. Встречаются также экземпляры длиной 80 и 160 мм с рабочей поверхностью 50 и 80 мм. Для изготовления надфилей с алмазным напылением должны использоваться материалы, твёрдость которых выше, чем у стали.
Формы надфилей и их применение
Формы надфилей отличаются друг от друга соответственно назначению. Мастера нередко используют целый набор мини-напильников в определенной последовательности.
Многоступенчатая обработка детали позволяет добиться оптимального состояния, подкорректировать все огрехи без особого труда.
По профилю инструмент подразделяется на следующие типы:
- трехгранные остроносые (треугольные). Имеют три равные грани, соответственно три рабочих ребра. Такая форма годится для обработки углов, расстановки угловых насечек, обточки мелких пазов внутри и снаружи;
- трехгранные тупоугольные. Напоминают треугольник с равными сторонами и тупым углом. Может иметь 1 или 3 грани разной текстуры. Применяется для обработки углов, средних и крупных отверстий;
- клиновидные. Обладают одним ребром и двумя рабочими гранями с острым концом. Подходят для обработки клапанов, мелких углов, кастов, пропиливания высечек;
- ромбические. Удобны для изделий с разными углами в форме. Рабочие поверхности складываются в ромб с острыми гранями. Кончик притуплен;
- полукруглые. Одна сторона плоская, другая — овальная. Насечки по всему инструменту. В сечении — сегмент. Универсальный вид, поскольку можно обработать и округлые и плоские поверхности. Неотъемлемый инструмент ювелира при изготовлении колец;
- плоские тупоносые. Прямоугольные, с четырьмя вытянутыми сторонами. По две широкие и узкие рабочие грани. Можно обрабатывать разнообразные пазы, ровные элементы;
- плоские остроносые. Прямоугольники с острым концом. Применение аналогично тупоносым, но больше возможностей для труднодоступных мест;
- квадратные. Имеют сечение в форме квадрата. Все поверхности рабочие. Используются для опиловки люфтов, насечек, пазов с прямыми углами;
- овальные. Служат для округлых деталей, создания плавных линий. В сечении выглядят как овал. Кончик часто заострен;
- круглые. Круглая рабочая часть, тупой или острый кончик. Насечки по всей окружности. Идеально подходят для корректировки рельефных, округлых поверхностей;
- пазовые. Очень похожи на плоский тип надфилей. Главное отличие — закругленные торцы. Нос может быть острым или тупым. Широко применяются для обработки отверстий разного формата;
- разновыпуклые. Похожи на двояковыпуклую линзу. Насечка на обеих рабочих сторонах, нос заострен. Отлично выравнивают форму кольцам изнутри;
- ножевидные. Выглядят аналогично бытовому кухонному ножу. Чаще всего служат для зачистки деталей от грязи, ржавчины, налета, тонкой заточки, подгонки;
- игольчатые. Отличительная особенность — короткая рабочая часть. Напилок без ручки имеет длину всего 25 — 55 мм. Хвостовик квадратного сечения, острый кончик. Используется ювелирами для шлифовки поверхностей. В остальных областях изредка применяется для труднодоступных мест. Также называется надфилем для золота;
- бархатные. Надфили такого типа служат для самой нежной обработки. За один взмах они снимают 0,05 мм без видимых следов. Такой эффект возможен благодаря 25 — 80 зубчикам на каждый сантиметр рабочей поверхности;
- рифели. Надфели специального назначения. Главным образом используют ювелиры. Форма изогнута наподобие серпа или крючка, сплав с магнитной добавкой. Ими обрабатываются звенья цепочек, золотые кольца. Магнитная составляющая позволяет стряхивать крошку металла, чтобы мусор не мешал крайне тонкой работе;
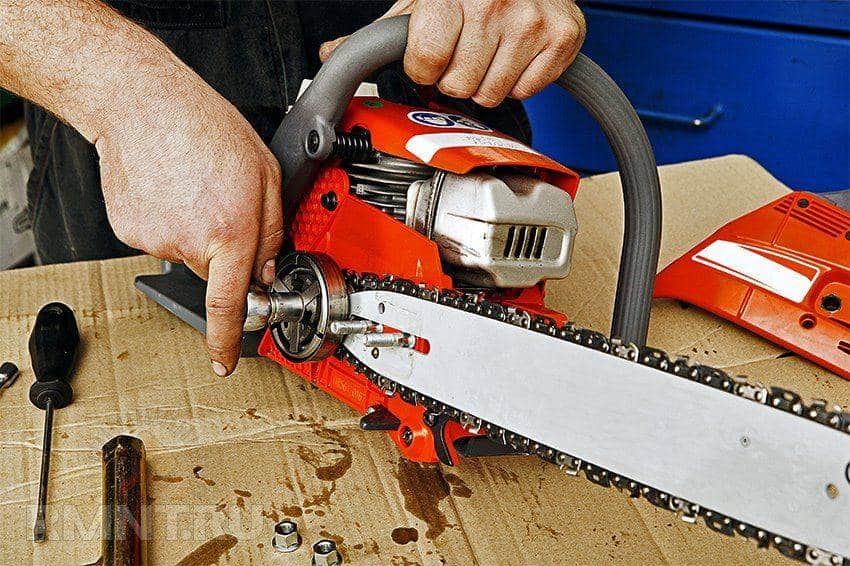
- надфили для заточки пильных цепей, например, бензопилы. Ручные варианты имеют направляющую плоскость и рабочий стержень с насечками. Форма и размер подбираются в соответствии с шагом цепи. Выдержать калибровку таким надфилем бывает достаточно сложно. Значительно упрощает работу с бензопилой электрический или пневматический вариант. Выглядят они наподобие ленточных шлифовальных машин. Движение осуществляется за счет ремня и двигателя, в комплектах несколько насадок. Такие приборы также активно применяются в автомобильной индустрии, обточке стекла и алюминия;
- двухконцевые. Ручка у таких инструментов находится по центру длины. Рабочие поверхности расположены как с правого, так и с левого края. Часто используется граверами, ювелирами для мелких деталей.
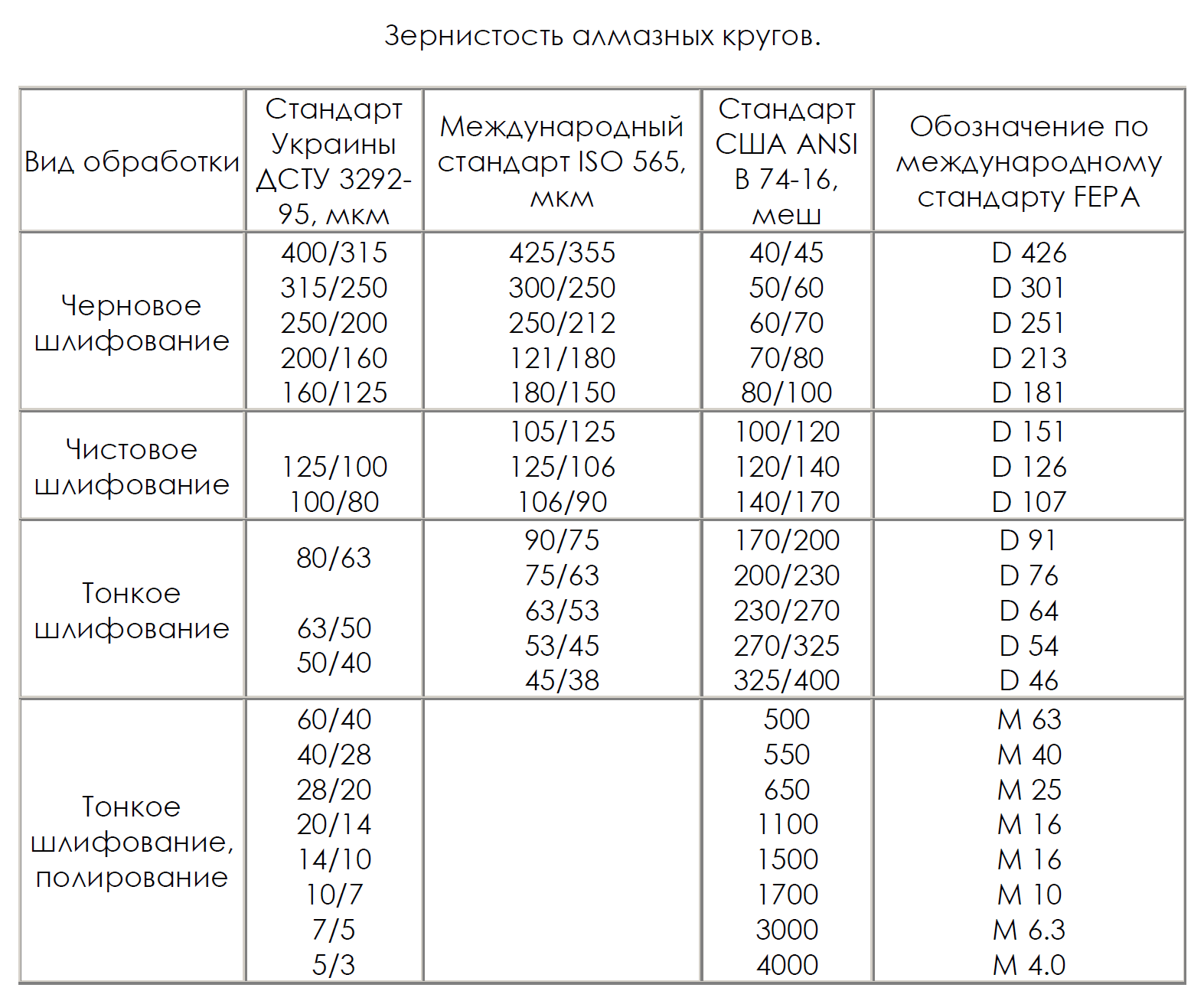
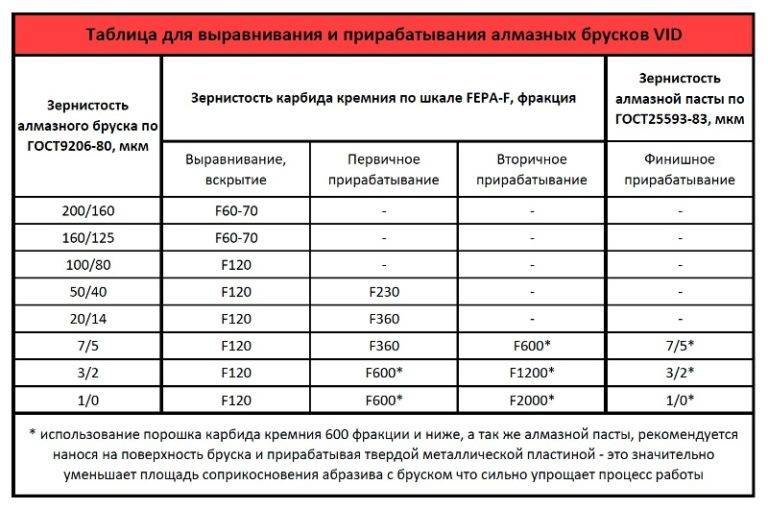
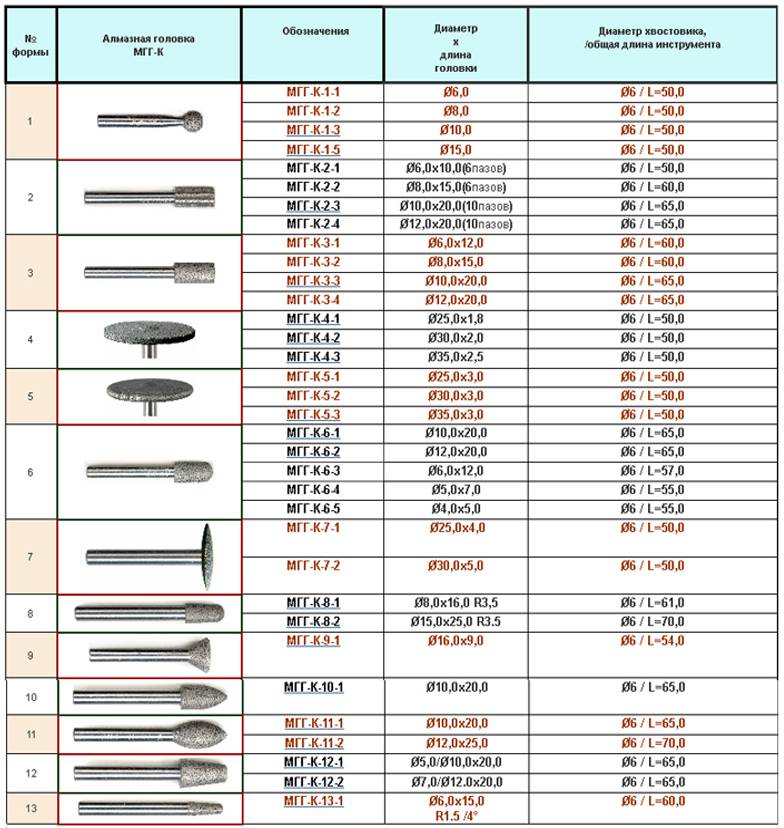
Виды алмазного инструмента для шлифования по ГОСТ
Разновидности конструкций и виды рабочих поверхностей шлифовальных алмазных дисков регламентируются ГОСТ 24747-90, который полностью соответствует требованиям нормативов Федерации европейских производителей абразивов (FEPA, Federation of European Producers of Abrasives). Указанный ГОСТ и стандарт ISO 6168-79, принятый на основе классификации FEPA, регламентируют и кодируют:
- Конструкцию и геометрические параметры корпусов алмазных кругов.
- Форму абразивного слоя.
- Расположение абразивного слоя на корпусе.
- Конструктивные особенности отдельных корпусов.
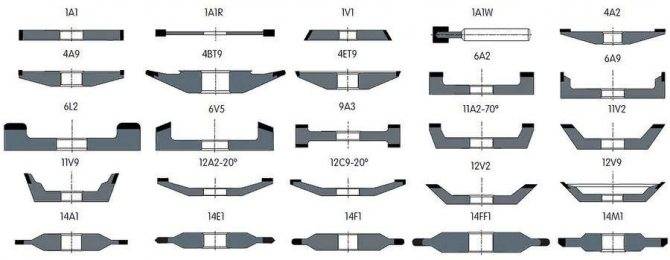
В первую группу признаков по ГОСТ входит пятнадцать видов корпусов, пронумерованных от 1 до 15. Во вторую — двадцать шесть профилей абразивных слоев, обозначенных одной или двумя латинскими буквами. В третью — десять способов размещения абразива на поверхности корпуса, пронумерованных от 1 по 10.
В четвертую — четырнадцать конструктивных особенностей, каждой из которых присвоены одна или две латинские буквы. Таким образом, каждый вид алмазного диска представляет собой конструктивную совокупность нормированных элементов и имеет строго определенные геометрические параметры.
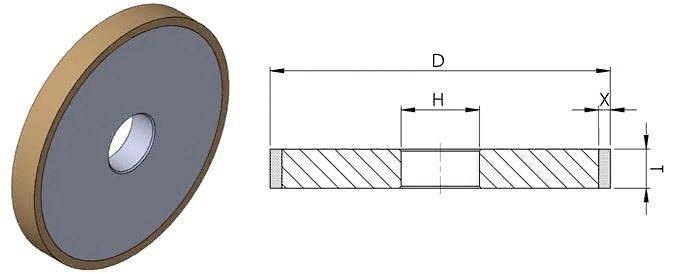
Их обозначения и размерные ряды также регламентированы соответствующими стандартами. К примеру, один самых распространенных алмазных кругов для плоского шлифования обозначается 1А1, что означает: (1) плоский круг без вытачек; (А) с линейным слоем абразива, (1) покрывающим всю высоту периферийной плоскости (см. фото выше).
Материалы изготовления
Изготавливают нагреватели графитовые из углеродных конструкционных (КУМ) или из углерод-углеродных композиционных материалов (УУКМ). В частности, для этого используют:
- мелкозернистый высокопрочный графит марки АРВ-1;
- алюмокарбидкремниевый графит марки ГАКК 55/40 повышенной теплопроводности;
- мелкозернистый однородный графит марки МГ малой пористости и высокой теплопроводности;
- малозольный крупнозернистый графит общего назначения марки ЭГ;
- УУКМ марки Углекон с высокой механической прочностью, устойчивостью к истиранию.
Высокоомный нагревательный элемент подключают к медным токовводам с охлаждением через графитовые низкоомные проставки. Этим сводят к минимуму вероятность перегрева контактов и повышают теплоотдачу графитового нагревателя.
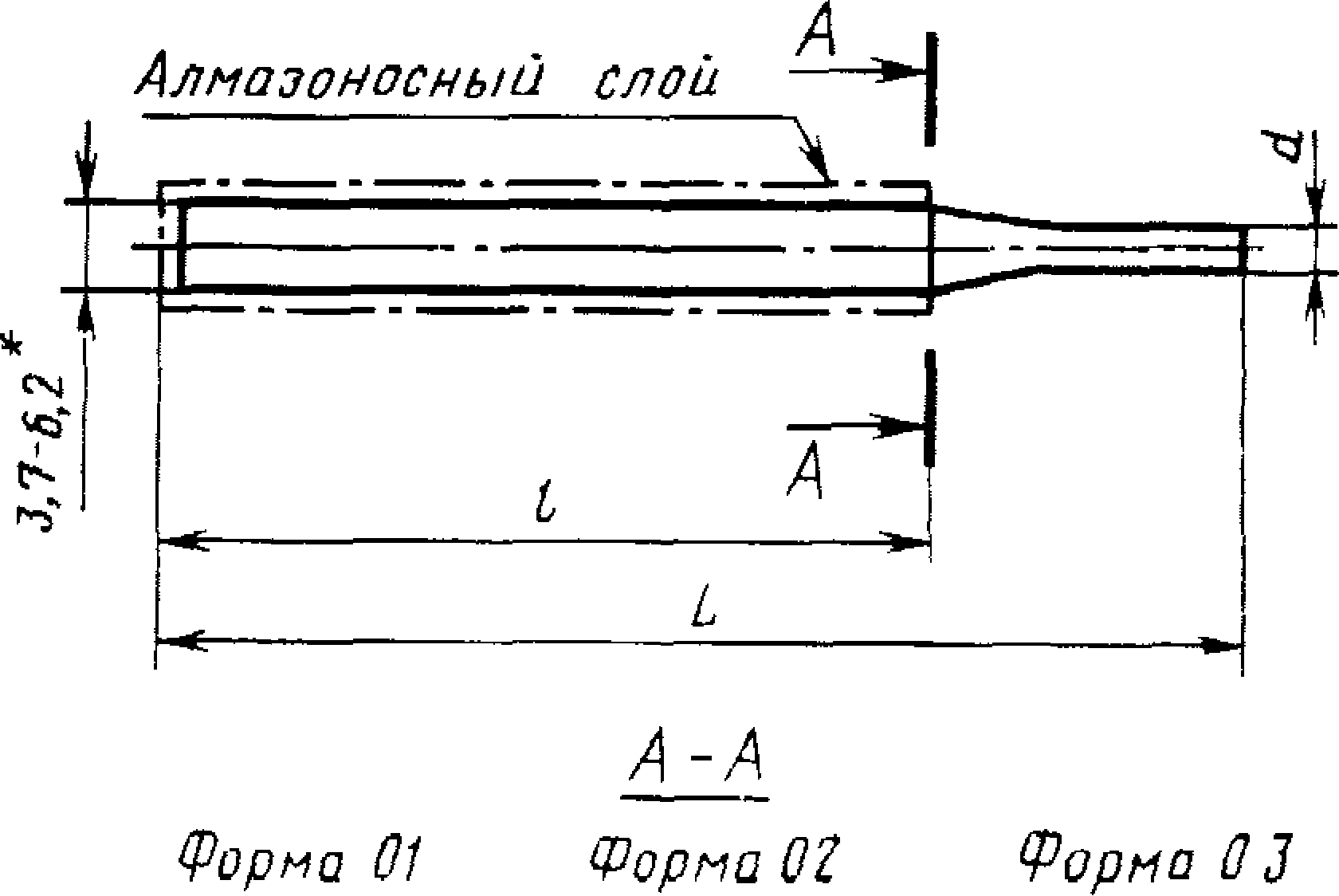
Надфиль плоский, трехгранный, круглый и другие
Надфиль – это, по сути, напильник небольшого размера. Сам же напильник слесари называют пилой, ввиду того, что насечка имеет вид зубьев, только вот они не перерезают тело материала, а скобят, т.е. счищают верхний слой его поверхности. Выходит, надфиль – миниатюрная пила. Предназначение мини-пилы – обработка металлов. Поэтому материал, из которого изготавливают надфили, обязан быть тверже, чем простая сталь. По ГОСТу 1435 и 5950 положено использовать углеродистые стали следующих марок: У12, У12А, У13, У13А или 13Х. Твердость при испытаниях должна составлять не ниже 55-58 единиц по шкале HRC.
По форме сечения стержня выпускают следующие виды надфилей:
- плоский тупоносый надфиль;
- плоский остроносый; квадратный;
- трехгранный;
- трехгранный односторонний;
- круглый;
- полукруглый;
- ромбический;
- ножовочный (имеет форму равнобедренного треугольника с очень маленьким основанием);
- овальный (бывает двух типов: эллипсный и в виде прямоугольника с закругленными краями);
- пазовый.
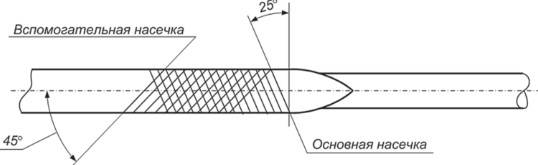
Тупоносые инструменты по всей своей длине имеют одинаковый размер сечения, в остроносых – сечение стержня постепенно уменьшается к краю инструмента, ввиду этого и насечка на расстоянии до 3-х мм от края не контролируется изготовителем. Сама насечка также выполняется по стандартам. Во-первых, на основные рабочие части надфиля наносится только двойная насечка: основная и вспомогательная. За исключением круглых и овальных форм, которые могут использовать одинарную или спиральную одинарную.
Во-вторых, количество насечек на 10 миллиметров длины инструмента определяет его номер. Производители почти всегда указывают лишь номер инструмента: 00, 0, 1, 2, 3, 4, 5, 6, 7, 8
Важно понимать – чем больше номер, тем большее количество насечек на изделии, а значит – мельче зубья и более гладкую поверхность можно получить при обработке. Инструмент с крупными зубьями необходим при работе с большими поверхностями или там, где надо снять большой слой металла, например, трехгранным маленьким напильником с крупной насечкой удобно затачивать зубья пил по дереву. Средняя насечка больше подойдет для работы с мягкими металлами: латунью, алюминием, бронзой
Такими надфилями можно шлифовать поверхности водопроводных муфт для лучшей стыковки, или убирать зазубрины, не боясь ненароком «слизать» часть изделия. Самые мелкие зубья – для филигранной работы, такими инструментами можно снять небольшой слой материала при подгонке деталей машин и аппаратов – увеличить размер паза для клина на валу электродвигателя, подчистить подгоревшие контакты бытовых токоприемников: розеток, автоматов защиты и т.п



Средняя насечка больше подойдет для работы с мягкими металлами: латунью, алюминием, бронзой. Такими надфилями можно шлифовать поверхности водопроводных муфт для лучшей стыковки, или убирать зазубрины, не боясь ненароком «слизать» часть изделия. Самые мелкие зубья – для филигранной работы, такими инструментами можно снять небольшой слой материала при подгонке деталей машин и аппаратов – увеличить размер паза для клина на валу электродвигателя, подчистить подгоревшие контакты бытовых токоприемников: розеток, автоматов защиты и т.п.
Длина рабочей части маленького напильника всегда в два раза меньше его общей длины. И бывает только трех типоразмеров: 50, 60 и 80. Тут начинается самое интересное, номер насечки надфиля зависит от его типоразмера:
- инструменты с рабочей частью в 50 мм могут быть только с насечками: 1, 2, 4, 6, 8;
- инструменты с рабочей частью в 60 мм могут быть только с насечками: 0, 1, 3, 5, 7;
- инструменты с рабочей частью в 80 мм могут быть только с насечками: 00, 0, 2, 4, 6.
Почему сделано именно так, сказать сложно, но не мы с вами создаем ГОСТы, мы лишь хотим разобраться, какой набор надфилей по типоразмерам существует. Есть особая разновидность насечки – когда она расположена вдоль тела инструмента, а не поперек, как обычно. При этом сечение полотна – круглое, таким надфилем домохозяйки затачивают кухонные инструменты, носит он специфическое название – мусат. Процесс заточки происходит более бережливо для затачиваемых изделий, а также значительно быстрее, чем на наждаке.
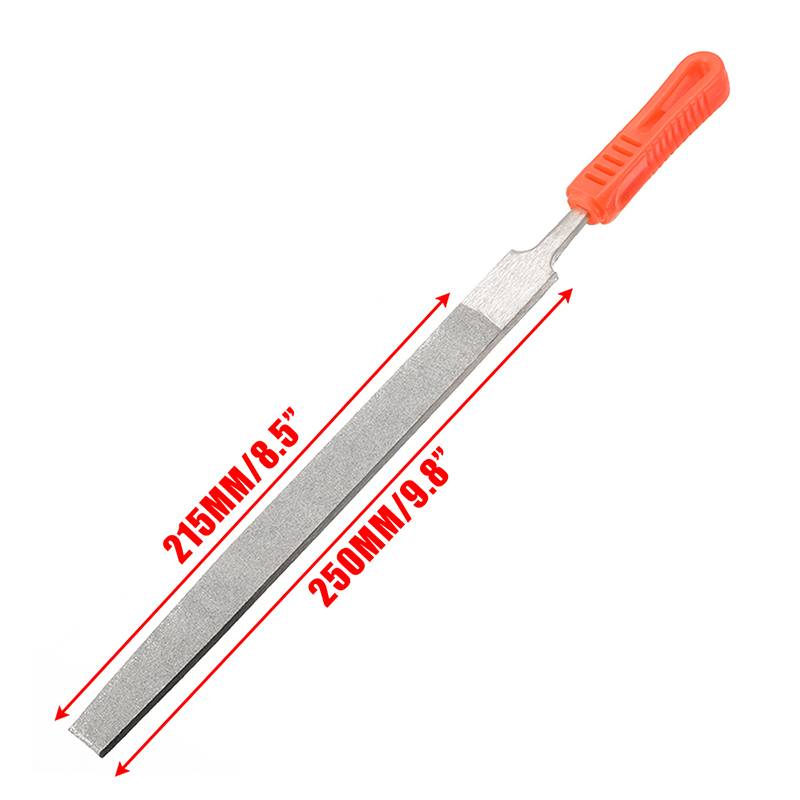
Фото набора надфилей алмазных, rinscom.com
Фото набора надфилей, herraquim.com
Фото надфилей, fine-tools.com
Фото надфилей алмазных, rinscom.com
Фото надфиля плоского, fine-tools.com