Лучшие абразивные и шлифовальные круги на липучке
Hanko DC341.150.15.0120 150 мм

Получил полиэфирную подложку высокой прочности и устойчивую к износу. Абразивом стал оксид алюминия, связующим веществом — минеральные смолы. Оснастка гарантирует хороший результат. Скорость резки значительно превосходит конкурентов на бумаге. Допускается установка на эксцентриковые шлифовальные машинки.
Hanko DC341.150.15.0120 150 мм
Достоинства:
- крепление Velcro липучкой;
- влагоустойчивость;
- пылеотталкивающее покрытие;
- эксплуатация длительное время;
- возможна отделка дерева, металла и ЛКМ;
- сделано в Корее.
class=’s-article__points-list’>
Недостатки:
class=’s-article__points-list’>
ЗУБР 3592-180-H11 180 мм

Набор Эксперт от отечественной компании Зубр используются для предварительного, промежуточного и финишного шлифования. С его помощью отделывают деревянные, металлические изделия, а также лакокрасочные, хромированные и никелированные плоскости. Главная особенность комплекта заключается в уникальной перчатке с анатомическим строением 10 насадками на липучке.
ЗУБР 3592-180-H11 180 мм
Достоинства:
- длительная эксплуатация;
- ортопедическая перчатка повышает качество обработки;
- возможна ручная полировка автомобиля в труднодоступных местах;
- полиуретановая насадка для сбора воды на плоскостях со сложным рельефом.
class=’s-article__points-list’>
Недостатки:
- диаметр 180 мм;
- шкурки диаметра 150 мм практически невозможно найти.
class=’s-article__points-list’>
Hammer 227-001 125 мм

Продукт от известной компании, не нуждающейся в представлении. Она себя зарекомендовала с положительной стороны, занимаясь выпуском оснастки на протяжении не одного десятка лет. За это время завоевала авторитет надежной фирмы с качественной продукцией высокого уровня.
Новая опорная тарелка продолжает устоявшиеся традиции. Она изготовлена из пластика высокой прочности. Крепление осуществляется стандартным хвостовиком М14. Модель дополнительно укомплектована переходника со штифтом для дрели.
Hammer 227-001 125 мм
Достоинства:
- удобный переходник на зажимной патрон;
- надежное крепление;
- быстрая установка;
- не люфтит.
class=’s-article__points-list’>
Недостатки:
class=’s-article__points-list’>
Проверенные производители шлифовальных кругов
Использование шлифовальных кругов предполагает, что в процессе на них приходится весьма серьезная нагрузка. Поэтому качеству изделий уделяется особое значение при выборе, ведь некачественные круги достаточно быстро трескаются и разрушаются.
Производители шлифовальных кругов представлены на рынке в большом количестве, но не все изделия отличаются высоким качеством.И все же найти достаточно надежный и прочный шлифкруг можно среди продукции как отечественных, так и зарубежных заводов.
Зарубежное производство: поставщики
Производство шлифовальных кругов за рубежом осуществляется во многих странах, однако Италия занимает среди них особое место. Изготовлением абразивных кругов занимаются такие компании как:
- Bavelloni, предлагающая алмазные и бакелитовые круги различных диаметров для резки стекла и других задач;
- Boterro, предлагающая круги как для грубого шлифования стекла (на металлической основе), так и для чистовой шлифовки на бакелитовой основе, а также алмазные и бакелитовые изделия для станков и прочую продукцию;
- ADI — признанный лидер в изготовлении кругов чашечной формы, предназначенных для обработки кромки стекла.
Эксплуатация шлифовальных кругов производства итальянских компаний, как правило, не вызывает нареканий, поскольку они отличаются крайне высоким качеством и относительно долгим сроком службы. Недостаток в их использовании только один — высокая цена.
Для тех, кто хочет сэкономить на покупке шлифовального круга, но не на его качестве, отличным решением станет приобретение кругов китайского производства, в частности, компаний:
- Zauber;
- Huater.
Эти круги практически также долго, как и итальянские, сохраняют свойства наждачной поверхности, но стоят при этом существенно дешевле.
Роль связок
Помимо самого режущего вещества имеет значение также способ, при помощи которого оно образует абразивную массу. ГОСТ допускает применять в качестве связок бакелит или керамику. Бакелитовый вариант хорош своей более высокой плотностью, поэтому круг отличается повышенной массой, пригоден для работ по металлу, но с ограниченной окружной скоростью вращения (особенно, если используется ручная шлифовальная машина). Применение керамики делает шлифовальный круг более лёгким, соответственно возрастает допустимая скорость его вращения на станке. Однако абразивная стойкость, а также твёрдость круга с керамикой снижаются. Связкой определяется также способ крепления с основой корпуса. Например, плёночное крепление пригодно для керамических связок, но не годится для бакелитовых. Особый вид связки представляет фибра. Такая основа используется при так называемом «холодном» шлифовании металла на станке или машинке, когда производится зачистка поверхности из нержавеющей стали или зоны сварного шва. При этом обрабатываемый материал практически не нагревается, поскольку глубина шлифовальной зоны – незначительная (процесс фактически ближе к полированию). Маркировка производится в соответствии с нормами ГОСТ Р 51967.
Ограниченно используются и остальные виды связок – из различных эпоксидных композиций, магнезита, фарфора.
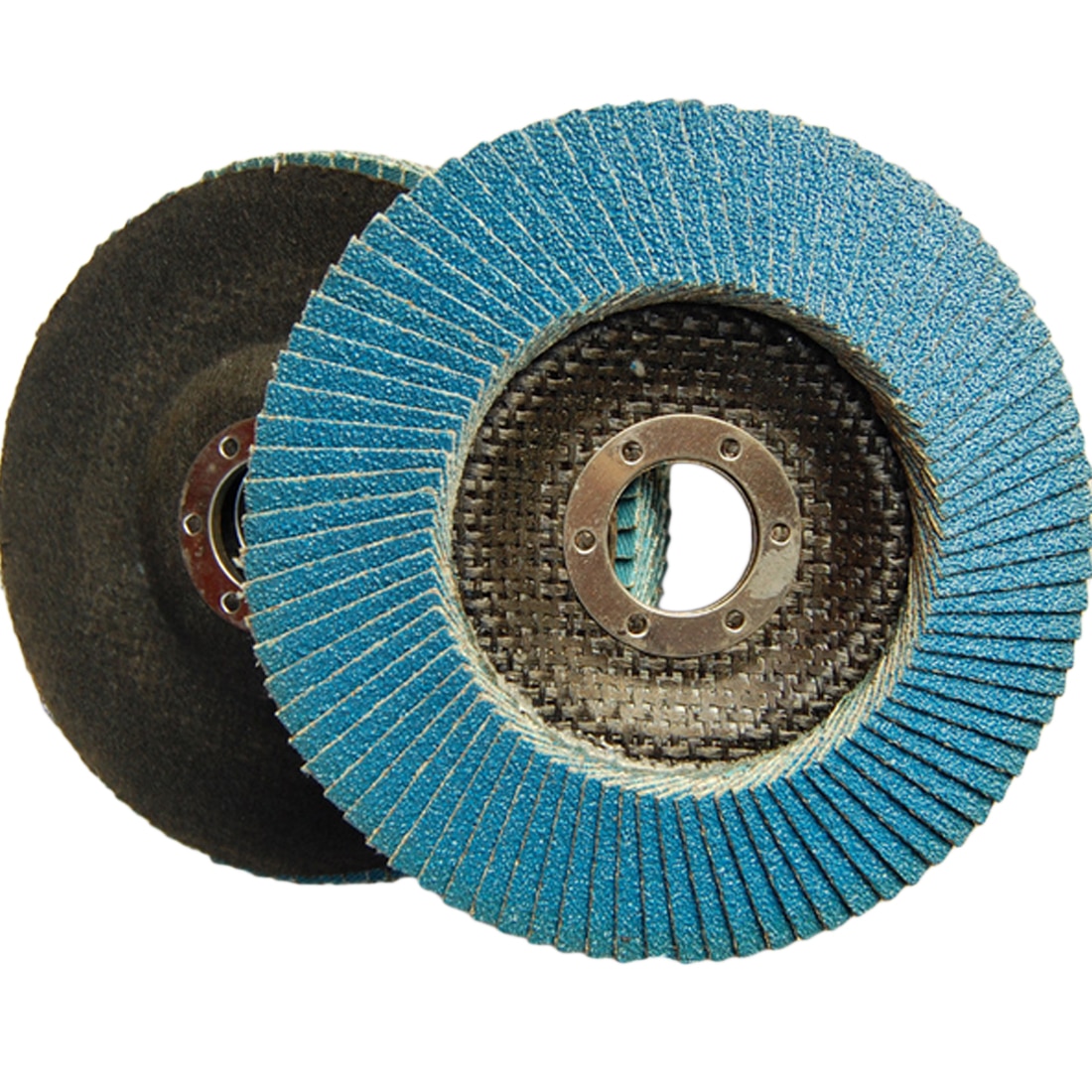
Круг шлифовальный лепестковый
Такого рода абразивные круги имеют несколько необычную структуру. Они состоят из веерных лепестков, которые изготовлены из абразива. Такой инструмент получил очень широкое распространение из-за своих отменных эксплуатационных характеристик. Высокая эластичность, приспособленность к обрабатываемому материалу и многие другие достоинства делают лепестковые круги практически незаменимыми. Раньше такие круги использовались только на станках и прямых шлифовальных машинах, но совсем недавно появились круги под УШМ. Правда, выбор пока небольшой и ограничивается инструментом 115 и 125 мм. Но этого уже достаточно для выполнения большого количества работ. Лепестковый круг выглядит выгодно на фоне двух вышеописанных вариантов, так как в процессе шлифовки не получаются вторичные заусеницы. Можно говорить о том, что очень распространены такого рода шлифовальные круги. Маркировка их цветовая, как и в предыдущих случаях. Часто такой инструмент используют для обработки труб и фасонных изделий из металла и дерева.

Вполне естественно, что в процессе выполнения шлифовальных работ круг деформируется. Происходит это по целому ряду причин, о чем говорить не будем. В это же время имеет смысл отметить, что нередко используется правка. Это процесс восстановления геометрической формы круга и его эксплуатационных характеристик. В настоящее время применяют правку обтачиванием, обкатыванием, а также шлифованием.
Первый метод подразумевает использование специального правящего инструмента. Его кромка выступает в качестве резца. Это одно из лучших решений по причине простоты и эффективности. Но наряду с этим, сильному износу подвергается правящий инструмент, поэтому лучше, чтобы он был алмазным, в частности, это могут быть алмазные карандаши, зерна и т. п. Правка шлифовальных кругов обкатыванием подразумевает использование правящих дисков, которые вращаются, соприкасаясь с кругом. Этот метод хорош тем, что правящий круг практически не подвергается износу.










С какими материалами могут использоваться шлифовальные круги
Древесина. Перед эксплуатацией изделия из дерева обязательно покрываются лаком или краской, специальными антисептическими растворами для дополнительной защиты поверхности
Перед нанесением указанных составов важно провести обработку поверхности с помощью абразивного круга – так получится не только добиться нужной гладкости, но и повысить скорость впитывания финального раствора. В основном для обработки древесины используются круги на липучке на бумажной основе с абразивом из оксида алюминия или циркония.
Металл
Для обработки металлических заготовок можно использовать любые абразивные круги, специалисты советуют отдавать предпочтение изделиям на тканевой основе с абразивом из циркониевого электрокорунда. Если обработке нужно подвергнуть заготовки из мягкого металла, отдают предпочтение инструменту на пленочной основе с абразивными частичками карбида кремния. Учитывайте, что абразивные частицы сильно нагревают поверхность, это может спровоцировать изменение физических характеристик некоторых металлов. Так, сталь при нагреве становится хрупкой.
Камень. Шлифовальная машина при обработке поверхностей из камня в основном используется на пред финишном этапе, перед тем, как требуется нанести защитное или полимерное покрытие. Обработка позволяет краске или антисептику лучше впитаться в материал. В основном используются инструменты с алмазным абразивом – удается добиться максимальной гладкости поверхности, убрать все дефекты и заусеницы.
Стекло. В основном шлифовальный инструмент применяется в автомобильной сфере – после обработки с поверхности удается убрать различные дефекты (сколы, царапины, потертости и пр.). Чтобы не повредить стекло еще больше, для обработки применяются инструменты на тканевой или пленочной основе с абразивными частицами из карбида кремния.
Нержавеющая сталь. Для придания детали нужной гладкости используются абразивные круги нескольких видов. Изначально шлифовка проводится инструментом с зернистостью Р100-120, постепенно параметр увеличивается до достижения нужного эффекта. Лучше использовать липучки с абразивом из цирконата алюминия.

Маркировка – условные обозначения
Абразивные круги имеют специальную маркировку в виде надписей и/или цветных меток и содержит:
1. Тип круга
В теории должно быть цифровое обозначение:
1- прямой профиль,
41 – диски отрезные,
42 – диски с утопленным центром.
Но на практике это будет надпись на русском и/или английском языках: “cut-off wheel”-отрезной круг, grinding wheel – шлифовальный круг, лепестковый круг.
2. Размеры круга
На сайте производителя(см. таблицу ниже) указано так:
D – наружный диаметр,
T – высота,
H – диаметр отверстия.
Однако на практике как правило будет следующий формат: наружний диаметр х толщина х внутренний диаметр.
Или даже как то так:
3. Материал для обработки которого предназначен диск
Обозначается надписью на круге («metal» или «steel» – для обработки металла, «concrete» – для работы с бетоном), цветной меткой (синий – сталь, зеленый – бетон).
Также иногда дополнительно наносится графическое изображение материала, которое избавляет нас от необходимости лишний раз вчитываться в надписи.
На круге показанном картинке выше надпись metal и изображение листового металла, металлической трубы, кровельного металлического листа и швеллера наглядно демонстрируют материал, который допустимо обрабатывать.
5. Зернистость. Размеры абразивных частиц
Данный параметр указывается на круге в условных единицах и обозначает фракцию абразива исходя из международных стандартов маркировки.
Также здесь возможны вариации от одной редакции ГОСТа к другой.
7. Тип связки
В качестве связующего компонента используется бакелит, керамика или синтетический каучук.
7.1. Керамическая связка
V (К – старое обозначение) . В случае с керамической основой инструменту присуще высокие огнеупорные, водостойкие и химические характеристики, качественно сберегающие рабочую кромку. Однако такой диск для болгарки чувствителен к механическим ударам и изгибающим нагрузкам. Круги с керамической связкой используются практически для всех типов шлифовки, кроме обдирки.
7.2. Бакелитовая связка
B (Б – старое обозначение). Рассматривая бакелитовую основу, хочется отметить, что такие круги для болгарки обладают более высокими показателями эластичности и упругости чем керамические аналоги. Недостатком такой связки является низкая стойкость к щелочным компонентам, входящим в жидкости для охлаждения.
Помимо этого круги на основе бакелита слабее керамических аналогов по сцеплению абразивного зерна а, следовательно, в основном могут применяться для плоского типа шлифовки. Диски для болгарок на бакелитовой связке применяются при ручных работах по грубой обдирке или на подвесных стеновых поверхностях.
При этом бакелитовые круги обладают полирующим эффектом. С целью резки стальных изделий используется мягкая связка и тонкий абразив. В свою очередь для цветных металлов целесообразно использовать твердую связку с грубым абразивом.
7.3. Вулканитовая связка
Это подвергнутый вулканизации синтетический каучук. Маркировка абразивного круга имеет букву (R). Старое обозначение – (В). Данный вариант экзотика и встречается крайне редко.
8. Мах. число оборотов при которых можно использовать диск
Диапазон варьируется в пределах от 6 600 до 13 300 оборотов в минуту. Важный параметр! Если им пренебречь, то круг во время работы может разлететься на отдельные фрагменты.
9. Класс точности
АА, А и Б. АА – высокая точность геометрических параметров А – Промежуточный вариант. Б- для менее ответственных операций.
11. Срок годности
Срок годности наносится производителем на металлическую часть посадочного отверстия с внешней стороны. Дата истечения – это дата изготовления плюс 3 года. Квартал указывается буквой V. Число указывает на месяц.
12. Пиктограммы безопасности
Догадываюсь, что до них никому нет дела, однако помимо банального “надевайте наушники” может быть нанесено что-нибудь действительно стоящее. Например – не использовать для торцевого шлифования.







Отрезной круг размером 125мм, толщиной 2мм, посадочным отверстием 22,23мм, изготовлен с использованием шлифовального зерна электрокорунда нормального, зернистость Р36. На бакелитовой связке с наличием упрочняющих элементов.
Нюансы применения
Насадку на дрель для полировки авто можно купить в любом магазине, где продаются товары для автомобилей. Однако выбирать данные приспособление следует внимательно.
Элементы кузова новых автомобилей делают по современным технологиям. На металл наносят антикоррозийный состав и краску, которые отличаются износоустойчивостью. Они будут служить примерно 15 лет. Однако такое покрытие лучше сохраняется, если за ним осуществлять правильный уход. Полирующее приспособление обеспечивает восстановление первоначального блеска и убирает с поверхности дефекты. Вкупе со специальным средством такое изделие будет стоить дешевле, чем услуги, оказываемые в мастерской.
Как правильно выбрать типоразмер и вид инструмента
Выбор зависит от условий обработки, применяемого основного оборудования (станка либо ручной машины), а также от шлифуемого материала. Имеет значение также и производитель. Среди потребителей бытует жаргонное обозначение инструмента – «лужский» и «волжский» круги. В первом случае производителем является ОАО «Лужский абразивный завод», а во втором – ОАО «Волжский абразивный завод». Лужский завод выпускает продукцию по ГОСТ на основе карбида кремния, причём в качестве исходного сырья применяются импортные составляющие. Популярны также товары лужского завода на керамической и бакелитовой связках из белого электрокорунда. Круги лужского завода со стальным дном – новинка производителя – позволяет заметно увеличить стойкость при бесцентровом шлифовании. Продукция Лужского завода применяется как при круглом, так и при плоском шлифовании. Лужский круг пригоден и для станка, и для ручной машинки. Волжский завод изготавливает круги по ГОСТ из карбида кремния (используются отходы металлургического и огнеупорного производства). В продукции Волжского завода используются полуфабрикаты со строгим соответствием классификации европейских производителей абразивов FERA. Товары Волжского завода вошли в число сотни лучших отечественных товаров. 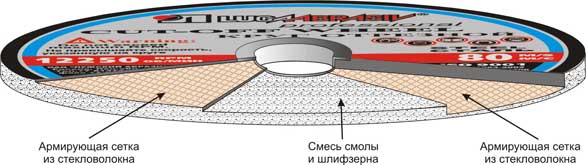 При выборе отечественного производителя – волжского или лужского – руководствуются следующими практическими рекомендациями:
При выборе отечественного производителя – волжского или лужского – руководствуются следующими практическими рекомендациями:
- товары Лужского завода показывают лучшую стойкость при шлифовке на машинках или станках изделий из чугуна, алюминия, медных сплавов, большинства неметаллов;
- товары Волжского завода более популярны в ситуациях, где, кроме собственно шлифовки, необходима ещё и правка. Продукция Волжского завода применяется и для работ по стали.
Купить оптимальный круг по ГОСТ одного типоразмера (волжский или лужский) – задача в большинстве ситуаций нереальная. Используя ручную машинку, необходим круг, выдерживающий максимальное число оборотов, а при работе на стационарной машине потребуется инструмент, который в состоянии выдерживать более высокие давления.
Выбор абразивного круга
Для правильного выбора абразивного инструмента необходимо хорошо знать возможности точильного станка – мощность, рабочие обороты, возможность их регулировки. Также, для различных видов обрабатываемой поверхности следует подбирать соответствующий тип наждака.
ВАЖНО! Нельзя использовать тот шлифовальный круг, который окажется «под рукой». Всегда проверяйте соответствие наждака обрабатываемому материалу.. Также необходимо знать, требуется ли для работы охлаждение и смазка рабочей поверхности шлифовального круга
При невыполнении требований производителя абразива, можно быстро вывести из строя сам наждачный круг и испортить обрабатываемую деталь. Важно правильно подобрать зернистость абразивного круга
Также необходимо знать, требуется ли для работы охлаждение и смазка рабочей поверхности шлифовального круга. При невыполнении требований производителя абразива, можно быстро вывести из строя сам наждачный круг и испортить обрабатываемую деталь
Важно правильно подобрать зернистость абразивного круга

Обработку поверхности следует начинать с крупного зерна, постепенно переходя к тонкой полировке мелкозернистым наждаком. Правильным подбором инструмента, можно добиться высокого качества обработки, даже не будучи профессионалом.
Обратите внимание
Изношенные круги не следует сразу отправлять в утиль, существуют специальные инструменты для правки и восстановления поверхности абразива.
- Для обработки металлов, не относящихся к твердосплавным, композитных материалов, а также для заточки домашнего режущего инструмента подойдут электрокорундовые круги. Для удобства выбора они бывают белого, оранжевого или синего цвета. Малая твердость абразива в сочетании с невысокой прочностью связки, позволяет работать с мягкими материалами, не опасаясь их перегрева и окаливания. Качество полировки и заточки высокое. Применяются для финишной обработки материалов. К недостаткам можно отнести быстрый износ и потерю формы поверхности при неравномерном использовании (появление канавок, скругление углов).
- Для первичной (черновой) обработки, снятия неровностей, обработки сварных швов и заточки инструмента из твердых сплавов применяются абразивные круги из карбида кремния. Они имеют выраженный зеленый цвет. Такие абразивы износоустойчивы, хорошо держат первоначальную форму. При работе с твердыми материалами на них не образуется выработка в виде канавок. Идеально подходят для заточки рабочих твердосплавных зубьев дисковых пил, свёрел, в том числе и победитовых насадок. Недостаток таких кругов – высокий нагрев при работе. В некоторых случаях приходится подавать в область работ охлаждающую эмульсию.
- Для финишной полировки, устранения заусенцев от работы с корундовыми и карбидо-кремниевыми наждаками, применяются абразивные круги на вулканитовой основе. Фактически, это не наждак – а полировальный диск, более жесткий, чем войлочный. Изготавливается из вулканизированного каучука с добавлением мелкозернистого абразива. Как правило – электрокорундового песка. Инструмент специфический, для изменения формы заготовки не пригоден. Но с его помощью можно идеально разгладить обрабатываемую поверхность. После обработки вулканитовым кругом, улучшить качество поверхности можно разве что с помощью войлока и пасты ГОИ.
Как выбрать шлифовальный круг, обзор маркировок — видео
Абразивы: карбидо-кремниевый тип связки, характеристики
Такой искусственный связующий компонент изготовляется в специальной печи. Процесс осуществляется за счет нагрева песка и кокса. В результате этого карбид восстанавливается и соединяется с углеродом. Последний процесс примечателен созданием карбида кремния, имеющего вид сросшихся кристаллов.

Последние называются карборундом. При этом стоит отметить, что карбид кремния отличается повышенной твердостью, но при этом он и хрупкий. Из-за последнего недостатка его не применяют для шлифования стали.
Однако карбид-кремния – незаменимое средство при обработке цементированных карбидов, чугуна, металла, в составе которого отсутствует железо. Также подходит для шлифовки керамики, кожи, резины.
В процессе использования не исключены отходы и куски, которые отлетают в разные стороны
Поэтому перед началом работ необходимо соблюдать все меры предосторожности и использовать средства индивидуальной защиты – шлемы, очки, перчатки. Так вы обезопасите себя от чрезвычайных происшествий
Классификация наждачных инструментов
Градация кругов по видам происходит двумя способами. Первый из них определяется двумя официальными документами: старым советским ГОСТом 2424—83 «Круги шлифовальные: технические условия» и современным «Круг шлифовальный: ГОСТ Р 52781— 007». Однако то, что содержится в них, большинству неподготовленных пользователей будет мало понятно.
Для этого существует вторая, народная спецификация шлифовального инструмента:
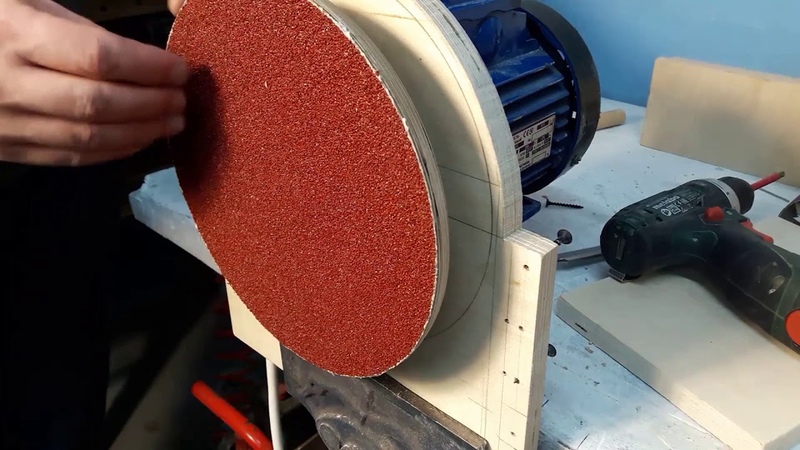
- Приспособления на липучке получили своё название из-за способности прицепляться к опорам устройств за счёт вставок из велкро ткани. Это универсальные круги, которыми пользуются за неимением специального оснащения. Маркируются различными цветами, которые обозначают содержащееся в них шлифовальное зерно. Самый распространённый — коричневый, подходит для работы с деревом и металлами. Синий — для обработки нержавейки, белый для лакированных и шпаклёванных поверхностей, чёрным можно обрабатывать минералы.
- Круги в виде веера обладают высокой эластичностью и хорошо адаптируются под любую поверхность, называются лепестковыми. Сфера применения — шлифование труб, изделий из дерева и фасонных деталей. Сварочные швы и заусенцы удаляют с помощью особо прочных абразивных кругов по металлу.
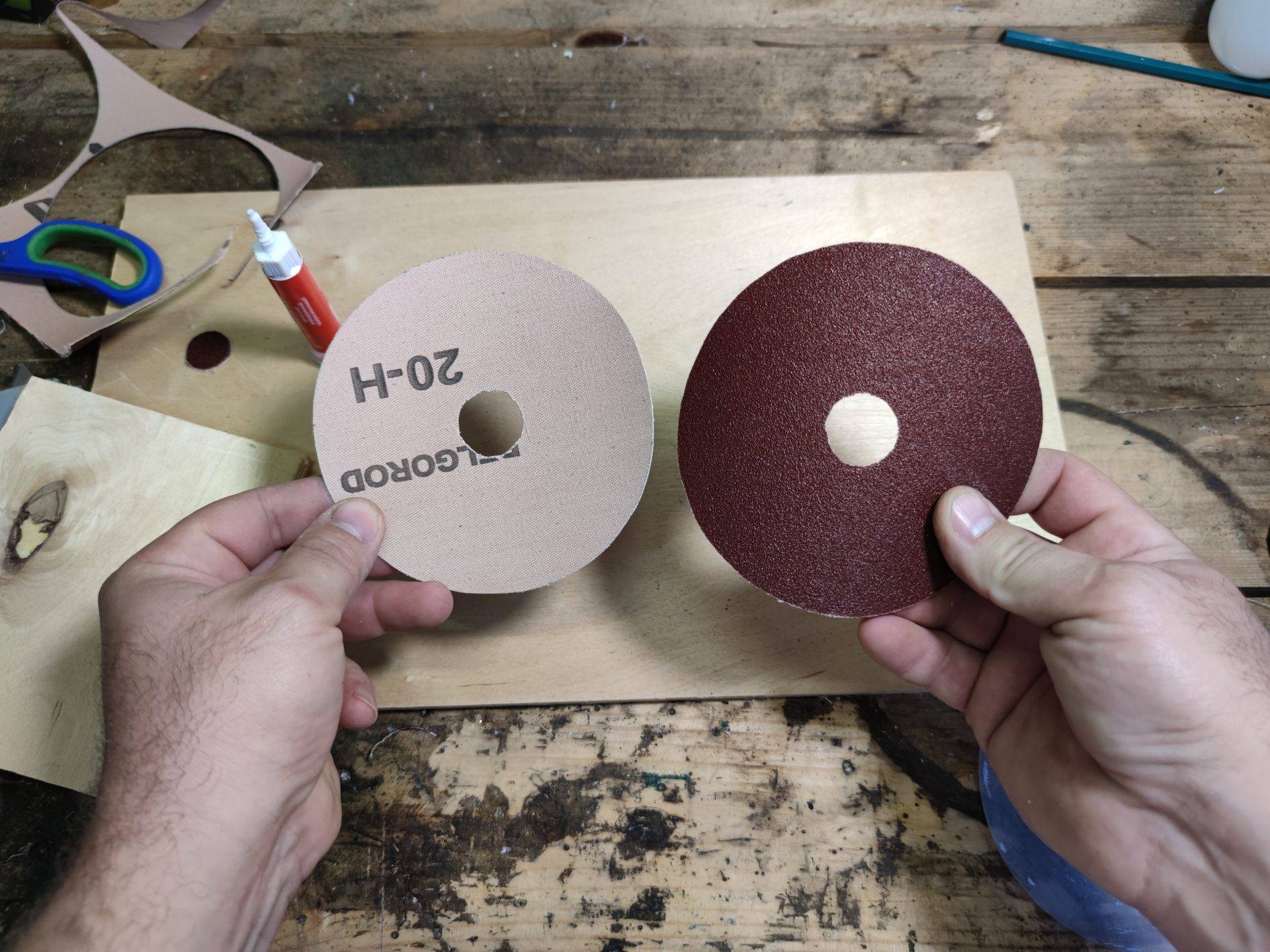
- Изделие, для производства которого применяется собранная в несколько слоёв вулканизированная бумага, называется фибровым шлифовальным кругом. Таким инструментом зачищают нержавейку, дерево, сталь.
- Алмазные круги применяются для чистовой шлифовки и не очень прочны.
Абразивные зерна
Наибольшее распространение для производства абразивных инструментов на гибкой основе получили такие типы абразивного зерна:
Оксид алюминия (электрокорунд)
Кристаллический оксид алюминия (Al2O3). Сырьем для производства оксида алюминия являются бокситовые глины, содержащие не менее 60% Al2O3. Свое второе название электрокорунд оксид алюминия получил из-за технологического процесса плавления в электродуговых печах с использованием энергии электрической дуги при температуре более 2000 С. Обычные металлургические печи не способны выделить угольный кокс. Эффект плавления может быть усилен магнитным полем в специализированных индукционных печах. При охлаждении расплава в его верхней части происходит кристаллизация с образованием вещества с содержанием оксида алюминия более 97%. В процессе дальнейшей очистки, дробления и просеивания получается абразивное зерно для производства абразивных инструментов. В зависимости от степени твердости и чистоты оксида алюминия от 94 до 99% получаются разновидности корунда . Электрокорунд особенно подходит для обработки металла и древесины, он составляющей для производства отрезных и шлифовальных кругов и других абразивных инструментов.
Карбид кремния (SiC)
Получают путем синтеза природного кварцевого песка и нефтепродуктов. В электропечи при температуре более 2000 С происходит кристаллизация смеси результатом которого является образование карбида кремния. Зерна карбида кремния, благодаря твердой и кристаллической структуре с высокой режущей способностью подходят для обработки лака, краски, шпаклевки, стекла, керамики, камня, чугуна, титана, резины и различных полимеров. Зерно карбид кремния применяется для изготовления основы из которой производится шлифовальная лента на бумажной или тканевой основе, водостойкая шлифовальная бумага.








Циркониевый корунд
Получается в результате высокотемпературного (примерно 1900 С) расплавления смеси из окиси алюминия Al2O3и двуокиси циркония ZrO2в специальных наклоняющихся электродуговых печах, методом «на слив» с последующим интенсивным охлаждением расплава, что позволяет получить микрокристаллический материал с размерами первичных кристаллов до 50 мкм. с само затачивающимся эффектом, высокой плотностью и микротвердостью. Циркон корунд обладает высокой вязкостью и высоким коэффициентом шлифования, которые оптимально подходят для обработки нержавеющей стали. Циркон корунд применяется при изготовлении основы, из которой производят шлифовальную ленту, круги лепестковые торцевые, фибровые круги и другие абразивные инструменты.
Новые модифицированные виды абразивного зерна
В последнее время появляются новые модифицированные виды абразивного зерна, обладающие высокими режущими способностями и превосходной стойкостью за счет само затачивания. К таким видам абразивного зерна относится керамический электрокорунд (керамокорунд). К разновидностям абразивного зерна относятся структурированные абразивы Trizact– пирамидки из микрочастиц абразивного материала, которые по мере износа включают в работу новые абразивные частицы до полного износа.
Наполнители в составе шлифовальных кругов
Производство изделий для шлифовки, обладающих заданной пористостью, сопровождается вводом наполнителей в формовочную массу. Первый тип наполнителей включает в себя материалы, способные к растворению и возгонке с образованием пористой структуры при изготовлении кругов – опилки, древесная мука, поваренная соль, молотый уголь, пластмассы, нафталин. Второй тип наполнителей приводит к появлению пор в процессе шлифовальных работ за счет крошения в участках, сопредельных режущей поверхности – мрамор, гипс, известняк и кварц.
Поры необходимы для стабильной работы круга во время шлифовки
С учетом размеров и плотности распределения порообразующего наполнителя, он занимает важное место среди обязательных компонентов шлифовального круга, наряду с зерном и связкой
Подведем итоги
Когда подбирается необходимый круг для шлифовальных работ, то необходимо учитывать несколько обстоятельств. Во-первых, какой материал подлежит обработке. Этим обусловлен тип абразивного покрытия вашего круга.

К примеру, чтобы шлифовать материалы из стали или сплавов, вам необходим оксид алюминия либо циркониевый оксид алюминия. А круг из карбида кремния пригодится для шлифовки литейного чугуна, цветного металла или неметаллических материалов.

Мелкозернистый и мягкий круг требуется для обрабатывания твердых и одновременно деликатных основ. Твердая основа способна воспрепятствовать попаданию абразивных зерен и быстро их притуплять.

В связи с этим, соединение мелких зерен и мягкой связки дает возможность абразивным веществам сниматься сообразно с притуплением и высвобождать новые острые грани.

Кроме того, стоит учитывать то, сколько снимается материала. Достаточно крупный абразив способен забираться более глубоко и снимать больший слой, поэтому удаляет большее количество материала. Хотя для трудно понимаемых материалов лучше использовать круги с мелким абразивом, поскольку у него большее количество режущих слоев.
Если необходимо произвести быструю резку, то можно воспользоваться шлифовальным кругом со стекловидной связкой. Когда же вам нужно убрать небольшой слой материала и получить высокую точность, то применяется круг на смолянистой или резиновой связке, либо шеллак.