Сферы применения
Двухкомпонентные литьевые полиуретаны практикуются для самых различных задач: от отливки шестерёнок до создания украшений.
Особенно значимыми областями использования этого материала являются следующие:
- холодильное техническое оснащение (хладо-, теплоизоляция торгового холодильного оборудования и холодильников бытового назначения, морозильных камер, складов и хранилищ продуктов);
- транспортное холодильное оборудование (хладо-, теплоизоляция автомобильных холодильных установок, изотермических ж/д вагонов);
- сооружение быстромонтируемых объектов гражданского и промышленного назначения (теплоизолирующие свойства и способность выдерживать нагрузку жёстких полиуретанов в структуре сэндвич-панелей);
- возведение и капремонт жилых сооружений, частных домов, особняков (утепление внешних стенок, изоляция элементов кровельной конструкции, проёмов окон, дверей и так далее);
- промышленное гражданское строительство (внешнее утепление и защита кровли от воздействия влаги жёстким полиуретаном способом напыления);
- трубопроводы (тепловая изоляция нефтепроводов, утепление труб низкотемпературной среды на химпредприятиях методом заливки под заблаговременно установленный кожух);
- теплосети городов, посёлков и так далее (тепловая изоляция посредством жёсткого полиуретана труб горячего водоснабжения при новом монтаже либо при капремонте с задействованием различных технологических способов: напыление и заливка);
- электрорадиотехника (придание ветроустойчивости разным электротехническим приборам, гидрозащита контактов при неплохих диэлектрических характеристиках жёстких конструкционных полиуретанов);
- автопромышленность (формованные элементы внутреннего оформления автомашины на базе термопластичных, полужёстких, эластичных, интегральных полиуретанов);
- мебельное производство (создание предметов мягкой мебели с применением поролона (эластичный ППУ), декоративных и корпусных компонентов из жёсткого ПУ, лаки, покрытия, клеевые составы и другое);
- текстильная промышленность (изготовление кожзаменителя, композитных тканей на пенополиуретановой основе и другое);
- авиационная промышленность и строительство вагонов (продукция из эластичного ППУ с высокой огнеустойчивостью, изготовленная методом формовки, шумо- и теплоизоляция на основе специализированных видов ПУ);
- машиностроительная промышленность (изделия из термопластических и специализированных марок пенополиуретанов).
Свойства 2-компонентных ПУ дают возможность использовать их для производства лаков, красок, клеев. Такие лакокрасочные изделия и клеевые составы стабильны к воздействиям атмосферы, крепко и продолжительное время держатся.
Также востребован жидкий эластичный 2-компонентный полиуретан для создания форм для отливок, к примеру, для литья из бетона, полиэфирных смол, воска, гипса и так далее.
Полиуретаны практикуются и в медицине – из них делают съёмные зубные протезы. К тому же из ПУ можно создавать всевозможную бижутерию.
В отдельных сферах произведённые из ПУ изделия по ряду характеристик имеют превосходство даже над сталью.
Вместе с тем простота создания этих изделий даёт возможность создавать как миниатюрные составные части весом не более грамма, так и громоздкие отливки по 500 килограммов и больше.
В общей сложности можно выделить 4 направления использования 2-компонентных ПУ смесей:
- крепкие и жёсткие изделия, где ПУ заменяет собой сталь и остальные сплавы;
- упругие изделия – здесь требуется высокая пластичность полимеров и их гибкость;
- изделия, стабильные к агрессии – высокая стабильность ПУ к агрессивным субстанциям либо к абразивным воздействиям;
- изделия, поглощающие механическую энергию посредством высокой вязкости.
Соображения по дизайну [ править ]
Проектирование ротационного формования править
Еще одно соображение касается углов уклона. Они необходимы для извлечения изделия из формы. На внешних стенах может работать угол наклона 1 ° (при условии отсутствия шероховатой поверхности или отверстий). На внутренних стенах, например внутри корпуса лодки, может потребоваться угол наклона 5 °. Это происходит из-за усадки и возможного коробления детали.
Еще одно соображение касается структурных опорных ребер. Хотя сплошные ребра могут быть желательными и достижимыми при литье под давлением и других процессах, полое ребро является лучшим решением для ротационного формования. Сплошное ребро может быть получено путем вставки готовой детали в форму, но это увеличивает стоимость.
Ротационное формование отлично подходит для изготовления полых деталей
Однако при этом необходимо соблюдать осторожность. Когда глубина выемки больше ширины, могут возникнуть проблемы с равномерным нагревом и охлаждением
Кроме того, между параллельными стенками должно быть оставлено достаточно места, чтобы поток расплава мог правильно перемещаться по форме. В противном случае может возникнуть перевязка. Желательный сценарий с параллельными стенками должен иметь зазор, по крайней мере, в три раза превышающий номинальную толщину стенки, причем оптимальной является пятикратная номинальная толщина стенки. Также следует учитывать острые углы для параллельных стен. При углах менее 45 ° могут возникать перемычки, перемычки и пустоты.
Существенные ограничения и соображения править
Еще одно соображение – это плавление материалов. Некоторые материалы, такие как нейлон , требуют большего радиуса, чем другие материалы. Решающим фактором может быть жесткость установленного материала. При использовании непрочного материала могут потребоваться дополнительные структурные меры и меры по укреплению.
Толщина стенки править
Одним из преимуществ ротационного формования является возможность экспериментировать, особенно с толщиной стенок. Стоимость полностью зависит от толщины стенок, при этом более толстые стенки дороже и требуют больше времени для производства. Хотя стена может иметь практически любую толщину, дизайнеры должны помнить, что чем толще стена, тем больше потребуется материала и времени, что увеличивает затраты. В некоторых случаях пластмассы могут разрушаться из-за продолжительных периодов воздействия высокой температуры. Различные материалы имеют разную теплопроводность , что означает, что они требуют разного времени в камере нагрева и камере охлаждения. В идеале деталь будет протестирована на использование минимальной толщины, необходимой для применения. Затем этот минимум будет установлен как номинальная толщина.
Для проектировщика, хотя возможна переменная толщина, требуется процесс, называемый остановкой вращения. Этот процесс ограничен тем, что только одна сторона формы может быть толще других. После того, как форма вращается и все поверхности в достаточной степени покрываются потоком расплава, вращение прекращается, и потоку расплава дают возможность скапливаться на дне полости формы.
Толщина стенки также важна для угловых радиусов. Большие внешние радиусы предпочтительнее малых. Также предпочтительны большие внутренние радиусы по сравнению с маленькими внутренними радиусами. Это обеспечивает более равномерный поток материала и более равномерную толщину стенок. Однако внешний угол обычно сильнее внутреннего.
Преимущества форм из полиуретана
К основным преимуществам полиуретановых моделей относятся:
- хорошая пластичность и точность;
- повышенная стойкость к стиранию;
- максимально приближенный вид соответствующих поверхностей;
- использование материалов передающих рельеф натуральной поверхности;
- внутренняя поверхность формы дает возможность получить разнообразную цветовую палитру продукта, а также создавать эффекты распыления и наложения цветов;
- благодаря четко определенной геометрии и небольшому весу, полученный декоративный камень обеспечивает точную реализацию дизайна помещения и безпроблемную установку;
- законченные элементы не нуждаются в каком-либо дополнительном декоре.
Благодаря таким каркасам, возможно создание камней из практически любого строительного материала.
Распространенное использование для литья под давлением
Литье под давлением обычно используется для изготовления больших объемов нестандартных пластиковых деталей. Большие термопластавтоматы могут формовать детали автомобилей. Оборудование меньшего размера может производить очень точные пластиковые детали для хирургических операций. Кроме того, существует множество типов пластических смол и добавок, которые можно использовать в процессе литья под давлением, что увеличивает его гибкость для дизайнеров и инженеров.
Формы для литья под давлением, которые обычно изготавливаются из стали или алюминия, имеют высокую стоимость. Однако стоимость одной детали очень экономична, если вам нужно несколько тысяч деталей в год.
При литье под давлением на оснастку обычно уходит 12–16 недель, а на производство еще до четырех недель.
Выдувное формование
Выдувное формование – это метод изготовления полых тонкостенных пластиковых деталей на заказ. Он в основном используется для изготовления изделий с однородной толщиной стенок и там, где важна форма. Процесс основан на том же принципе, что и выдувание стекла.
Выдувные машины нагревают пластик и впрыскивают воздух, надувая горячий пластик, как воздушный шар. Пластик выдувается в форму и по мере расширения прижимается к стенкам формы, принимая ее форму. После того, как пластиковый «баллон» заполнит форму, он охлаждается и затвердевает, и деталь выталкивается. Весь процесс занимает менее двух минут, поэтому в среднем за 12 часов в день можно произвести около 1440 изделий.
Распространенное применение выдувного формования
Процесс выдувного формования в большинстве случаев используется для изготовления бутылок, пластиковых бочек и топливных баков. Если вам нужно сто тысяч пластиковых бутылок, этот процесс для вас. Выдувное формование является быстрым и экономичным, поскольку сама форма стоит меньше, чем литье под давлением, но больше, чем ротационное формование иногда в 6-7 раз дороже, чем инструмент для роторного формования.





![Ротационное формованиесодержание а также история [ править ]](https://snabkz.ru/wp-content/uploads/d/c/9/dc9ca1188c3954fcd0891eddadb6b97a.jpeg)



Компрессионное формование
Нагретый пластик помещают на одну половину нагретой формы, а затем прессуют второй половинкой. Обычно пластик поставляется в листах, но может быть и другой формы. После того, как пластик получил нужную форму, форму и саму деталь охлаждают, обрезают и извлекают из формы.
Распространенное использование компрессионного формования
Лучшее применение компрессионного формования – замена металлических деталей пластиковыми. В основном данная технология используется для мелких деталей и продуктов в очень больших объемах. В автомобильной промышленности широко используется компрессионное формование, поскольку конечные продукты очень прочны и долговечны.
Первоначальная стоимость пресс-формы довольно велика и зависит, среди прочего, от нескольких факторов, включая количество полостей, размер и сложность деталей. Но стоимость каждой отдельной детали низка на больших объемах производства.
Экструзионное формование
Экструзионное формование аналогично литью под давлением, за исключением того, что получают длинную непрерывную форму. Еще одно отличие экструзионного формования заключается в том, что в этом процессе используется «штамп», а не «пресс-форма».
Экструдированные детали изготавливаются путем выдавливания горячего сырья через специальный штамп.
В то время как другие формы формования используют экструзию для получения пластиковых смол в пресс-форме, в этом процессе расплавленный пластик экструдируется непосредственно в пресс-форму.
Распространенное использование экструзионного формования
Детали из экструзии имеют фиксированный профиль поперечного сечения. Примеры экструдированных продуктов включают трубы из ПВХ, соломинки и шланги. Детали не обязательно должны быть круглыми, но они должны иметь одинаковую форму по длине детали.
Стоимость экструзионного формования относительно невысока по сравнению с другими процессами формования из-за простоты штампа и самих машин.
Однако природа процесса экструзионного формования ограничивает виды продуктов, которые могут быть изготовлены с помощью этой технологии.
Установка вставок
При окончательном использовании роторноформованные детали часто приходится фиксировать или дополнять другими узлами и оборудованием. Эту функцию обеспечивают вставки, отлитые из пластика.
При исследовании формы вставок необходимо учитывать прикладываемые механические напряжения. Эти ограничения в основном бывают двух порядков: вращение и разрыв.
Обслуживание вставок может быть жестким или гибким. Будет предпочтительна гибкая сборка, которая во время охлаждения детали в пресс-форме будет частично предотвращать деформацию. Гибкая сборка осуществляется путем навинчивания пружины на удерживающий стержень вставки. Преимущество двоякое: вставка прижимается к стенке формы, и во время охлаждения деталь испытывает меньший удерживающий эффект, который часто является источником непредвиденной деформации.
В алюминиевых формах необходимо обеспечить проход формы стальной бочкой. Последовательная сборка и разборка будет иметь вредный абразивный эффект. Увеличиваясь за счет трения, фиксирующий канал может вызвать попадание воздуха, вредного для процесса. В случае вставок, которые необходимо держать подальше от стенки формы для полного включения, предусмотрена дополнительная гладкая вставка, которая будет удалена во время извлечения из формы или потеряна в материале.
Особенности литья под давлением различных термо- и реактопластов
Сведения, содержащиеся в этом разделе, не включают рекомендации по пуску и наладке процесса, требований к условиям эксплуатации ЛМ и литьевых форм, правил неукоснительного соблюдения параметров метода, назначенных компетентным специалистом, обладающим инженерным уровнем знаний. Таким образом, предлагаемые рекомендации действуют для установившегося режима работы оборудования и оснастки.
ПЭНП (полиэтилен низкой плотности)- перерабатывается легко, при охлаждении способен к кристаллизации с изменением твердости, чувствителен к равномерности распределения температуры в форме. Место входа охлаждающей воды в форму следует располагать рядом с литниковыми каналами, а ее отвода — как можно дальше. Заполнение формы быстрое, в связи с чем необходима ее эффективная вентиляция.
ПЭВП (полиэтилен высокой плотности) по сравнению с предыдущим полимером имеет большую степень кристалличности и менее текуч в расплаве, но позволяет получать изделия с меньшей толщиной стенки при более высокой жесткости.
ПП (полипропилен) кристалличность до 60%, температура переработки для некоторых марок до 2800 С, инжекционное давление до 140 МПа. Вязкость расплава в большей степени зависит от скорости сдвига, чем от температуры. С повышением давления ПТР растет, охлаждается в форме быстро. Процесс ведут при высоких температурах цилиндра и низком давлении литья.
ПС (полистирол) легко течет в расплаве, позволяет получать тонкостенные жесткие изделия, чувствителен к перегреву.
УПС (полистирол ударопрочный) отличается от ПС несколько меньшей текучестью и большей усадкой.
АБС-пластик (акрилонитрил-бутадион-стирольный) относится к конструктивным маркам, имеет большую вязкость в расплаве, труднее перерабатывается в тонкостенные изделия.
ПММА (полиметилметакрилат) имеет невысокую термостабильность, чувствителен к перегреву, требует подсушки и тщательного контроля температуры. При впрыске расплава в холодную форму возможно образование пузырей; переходы в форме должны быть плавными, а их число минимальным.
ПВХ (поливинилхлорид) перерабатывается без особых затруднений, но весьма чувствителен к соблюдению температурного режима и особенно перегреву. Вязкотекучее состояние нестабильно, может сопровождаться автокаталитической деструкцией с изменением цвета от слоновой кости до темно-вишневого. Длительность пластикации должна быть минимальной.
ПА (полиамид) кристаллические, гигроскопичные термопласты с высокой текучестью расплава. При расплавлении объем возрастает до 15%. Термостабильность невысокая, поэтому длительность пластикации ограничена. При нагреве в расплаве образуются пузырьки. Требует обязательной тщательной сушки. Желателен предварительный прогрев. Давление литья до 100 МПа. При литье наполненных ПА возможна ориентация частиц измельченного волокна. Желателен отжиг изделий.
ПК (поликарбонат) относятся к теплостойким полимерам, характерна высокая вязкость расплава, термически стабилен. Вязкость в основном зависит от температуры. Температура формы до 100 °С. Гигроскопичен, требует длительной сушки и предварительного подогрева, в том числе и в бункере ЛМ.
ПЭТФ (полиэтилентерефталат) , ПБТФ (полибутилентерефталат) и ПОМ (полиоксиметилен) относятся к полимерам с повышенной термостойкостью. Требуют тщательной сушки до содержания влаги менее 0,01%. Термостабильны. Вязкость расплавов средняя и низкая с увеличением температуры снижается. Тонкостенность изделий нередко достигается последующим раздувом (ПЭТ-бутылки).








Механические параметры и основные схемы
Резка металла: применяемые технологии
Рабочий должен учесть множество технологических параметров операции, поскольку при случайном отклонении от нормы могут значительно измениться технические параметры обработки, что приведет к нарушению точности процедуры.
Натяг
Один из главных параметров — это натяг. С технической точки зрения натяг — это разница между размерами исходного отверстия и инструмента-дорна (обычно этот показатель измеряют в миллиметрах, а в качестве объекта измерений используют диаметр трубы и диаметр дорна). Если натяг слишком большой (то есть дорн и отверстие сильно отличаются по размерам), то будет проблематично сделать гладкую твердую поверхность. Также при обработке нужно учесть некоторые особенности материала, из которого сделана труба — пластичность, твердость и так далее.
Сила
Помимо натяга большое значение имеет сила дорнования, а означает этот параметр интенсивность обработки отверстия
Обратите внимание, что различают два вида силы дорнования — радиальная и осевая. Под радиальной силой подразумевают степень воздействия дорна в перпендикулярном направлении. Этот показатель отражает степень расширения диаметра трубы при обработке
Этот показатель отражает степень расширения диаметра трубы при обработке.
Под осевой силой подразумевают воздействие инструмента вдоль своей оси. Чем выше этот показатель будет, тем легче дорн будет срезать различные шероховатости
Также обратите внимание, что при обработке нужно учитывать относительную деформацию. Этот показатель отражает степень увеличения наружной части детали

Выбор схемы
Также перед обработкой необходимо выбрать схему дорнования — методом растяжения, методом сжатия или комбинированным методом. Каждая технология имеет свои плюсы и минусы.
Самый популярный — комбинированный метод по схеме растяжения-сжатия. В чем причина его популярности? Он не создает избыточную осевую нагрузку, характерную для методов обычного растяжения или сжатия. Благодаря этому обработка осуществляется плавно, что позволяет избежать появления механических повреждений.
Однако нужно помнить, что схема комбинированного метода требует специальной техники, которая стоит достаточно дорого. Для дорнование трубы в домашних условиях, следует выбирать альтернативный метод.
Инжекционный метод
Название ведёт начало от латинского слова inject, что означает впрыснуть. При формовке пластическая масса впрыскивается в литейную форму и там застывает. Во время затвердевания для получения необходимой прочности литой продукции надо обязательно поддерживать определённое сжатие. Для обеспечения этого требования процесс должен проходить быстро, чтобы успели заполниться все уголки полости до начала застывания смеси. Это обязательное условие достижения качественного формования. Таким способом получают детали с различной толщиной стенок и мелким рельефом поверхности.
При изготовлении крупногабаритных отливок с тонкими стенками вязкость расплава может препятствовать его нормальному растеканию с требуемым для обеспечения качества давлением. В этом случае рекомендуется применять подачу смеси в полость одновременно с нескольких точек – через разные литники. Иногда для этого могут быть задействованы несколько инъекционных установок.
Это увеличивает стоимость оборудования и оправдано в крупносерийном и массовом производстве. Например, изготовление пластиковых панелей салона в автомобилестроении.
Составляющие впрыскиваются в пресс-форму из так называемого материального цилиндра (ЛМ), усилие создаётся поршнем. Объём изначально рассчитывается так, чтобы расплав без остатка заполнил полость и литниковую систему.
Литьевой полиуретан
Изделия из литьевого полиуретана нашли широкое применение при производстве скребков, амортизаторов, штамповочных пластин, листов для футеровки емкостей (течек, желобов, бункеров), заготовок для изготовления несложных деталей, например прокладок. С помощью литья производятся манжеты, втулки и опоры. На железнодорожном транспорте применяются полиуретановые уплотнения для пневматических и гидравлических амортизаторов. Большинство деталей из литьевого полиуретан используются автомобилестроение – это элементы подвески, подшипники скольжения, самосмазывающиеся уплотнения.Полиуретан имеет такие показатели, как:
- работа в широком диапазоне рабочих температур;
- стойкость к налипанию;
- высокая абразивная стойкость;
- диэлектрические свойства;
- эластичность и ударостойкость;
- имеет хорошую механическую память;
- устойчивость к агрессивным средам (морская вода, щелочная и кислотная среда, маслобензостойкость).
Литьевой полиуретан изготавливается при помощи взаимодействия соединений, которые содержат изоцианатные группы с полифункциональными и бифункциональными гидроксилсодержащими производными. Изменение свойств полиуретана с вязкого до твердого состояния, предоставляет хорошую устойчивость к воздействию органических и минеральных масел, кислоты, окислителей, бензина. Для производства пластмассовых изделий, применяется литье полиуретана по технологии вакуумной формы.
Как работает машина для ощипа?
Вне зависимости от конструкции, принцип работы очистителей тушки основывается на общих принципах. Для устранения пера на устройстве выбирается оптимальная мощность, после чего агрегат запускается в работу. Далее в рабочую камеру загружают сырьё, которое разделяется на перья и тушку. В барабанных и дисковых машинах основное воздействие на птицу происходит при помощи так называемых рабочих (бильных) пальцев. Они представляют собой разнообразные цилиндрические включения из плотной резины, вмонтированные в поверхность барабана или диска.
Электродвигатель приводит рабочую камеру с пальцами во вращение, во время этого происходит воздействие на перо и кожу. При помощи центробежной силы лёгкий пух и перо оседают на стенках камеры. После очистки тушку извлекают, а перо убирают из рабочей камеры по выходному отверстию в дне либо вручную.






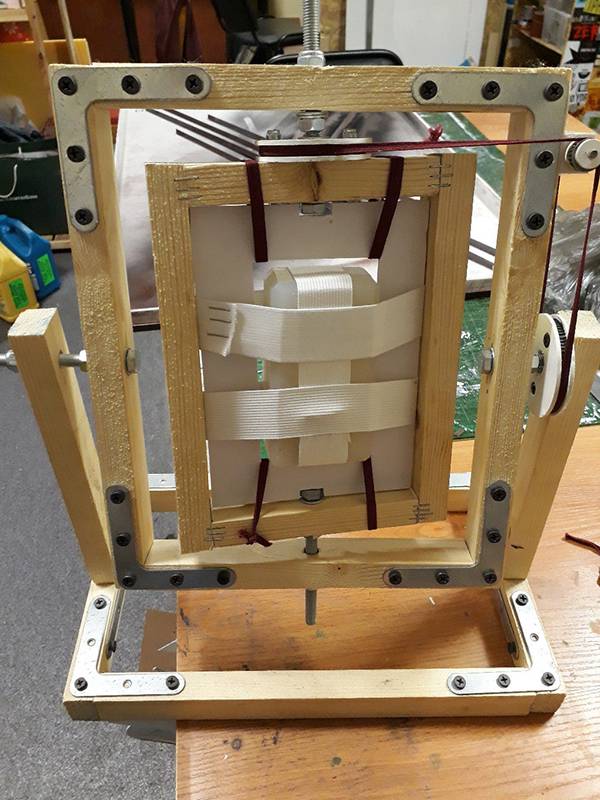
Принцип
Реализация методом ротационного формования включает четыре этапа:
1 / Загрузка пластика (в микронизированном виде) в форму:
Масса порошка m термопластичного полимера плотности ρ загружается в форму с внутренней поверхностью S. Перед каждым циклом рассчитывается количество порошка в соответствии с желаемой толщиной. Это определяется из следующего закона: m = ρ S e
Формовочные формы для центробежного формования состоят из двух съемных частей, в основном из листовой стали, магния или алюминия. Ротационные формы полые, тонкостенные, с хорошими термическими и механическими характеристиками, чтобы выдерживать производственные циклы. При ротационном формовании часто предпочитают алюминий (лучшая теплопроводность и более длительный срок службы). Существуют также специальные композитные формы для особых целей. Однако они дороже металлических форм.
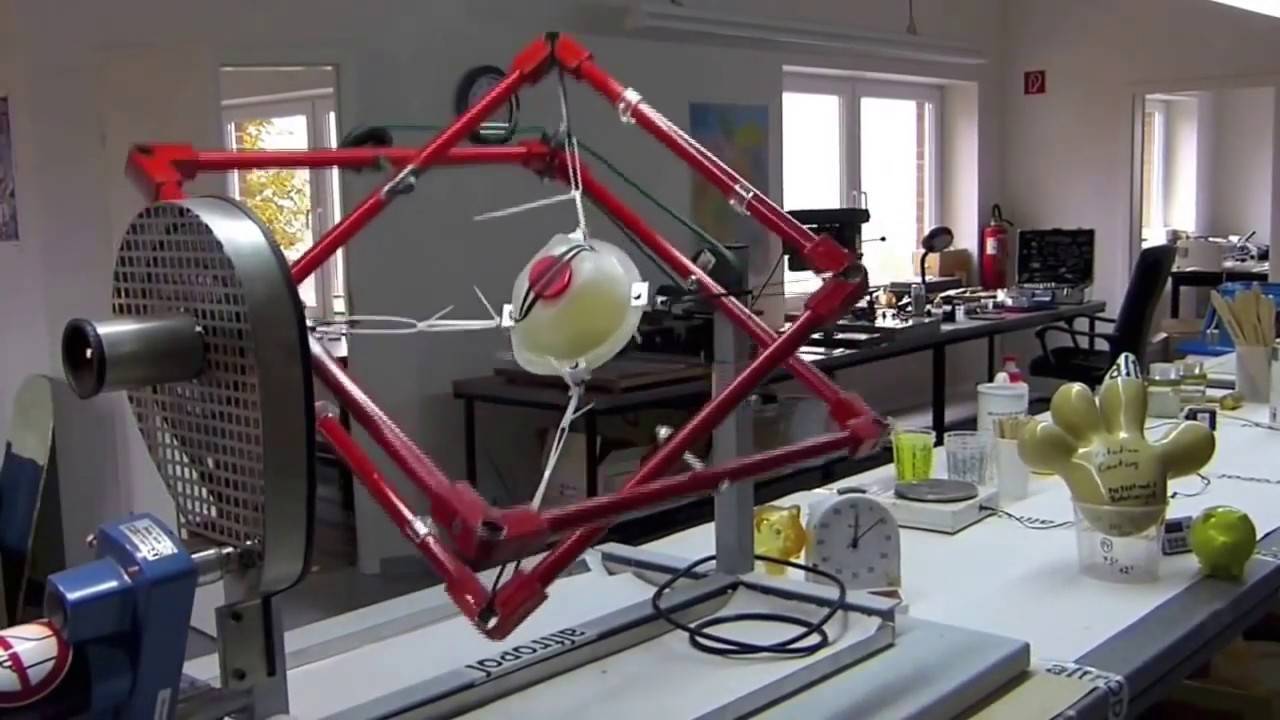
2 / Отопление
После загрузки и закрытия форма вращается по двум ортогональным осям во время фазы нагрева. Тепло обычно вырабатывается газовыми или масляными горелками (циркуляция горячего воздуха в духовке), но также может вырабатываться электрическим сопротивлением или микроволнами (реже). В более современной технике используется инфракрасный нагрев. Однако этот метод не получил широкого распространения, потому что в пресс-форме трудно обеспечить контроль температуры. Инфракрасные обогреватели становятся интересными, когда система прикрепляется к вращающейся форме.
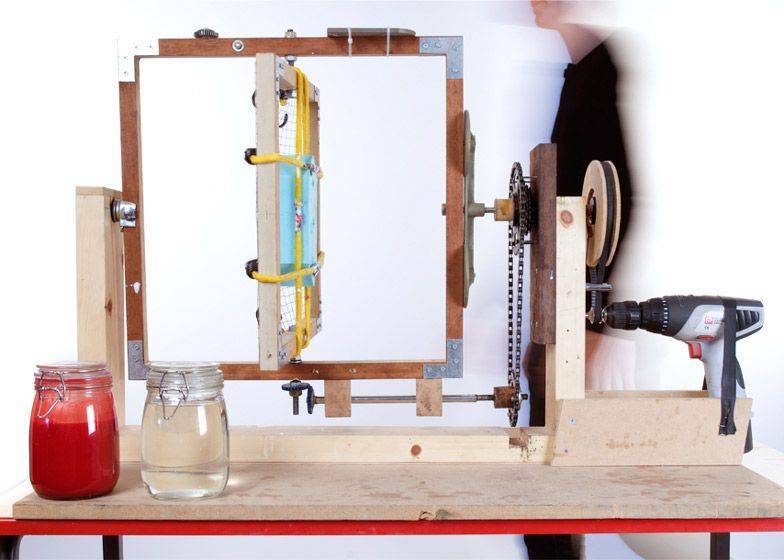
3 / Охлаждение
На этом этапе форма, все еще вращающаяся, выходит из печи для охлаждения. Вода, холодный воздух или их комбинация («распыление тумана») позволяют охлаждать форму и, следовательно, расплавленный материал. Также были рассмотрены другие источники охлаждения (водяная струя, испарение водой, азот).
4 / извлечение из формы
Деталь окончательно извлекается из формы, когда температура внутреннего воздуха достаточно низкая, то есть когда деталь хорошо затвердевает. Затем открываются соединения (между верхней и нижней частью формы) и извлекается часть, которая точно воспроизводит внутреннюю архитектуру формы. Для термопластов выгодно удалить еще горячую часть из формы, чтобы воспользоваться ее пластичностью (превышающей температуру стеклования Tg ).
Щелкните миниатюру, чтобы увеличить ее.
Вытяжка нержавеющей стали
Кроме штамповки, лазерной резки, других способов обработки повышенным спросом пользуется у потребителей вытяжка нержавеющей стали, суть которой состоит в превращении плоской заготовки в деталь полостной формы. Различают два вида вытяжки.
- Ротационная. Используется для производства изделий в виде полых тел вращения: конусов, колец, колпаков, посуды, космических и авиационных приборов, деталей для автомобилей, спутниковых антенн. Этот метод отличается от аналогичных способов своей экономичностью. Кроме того, он способствует упрочнению поверхности деталей, позволяет избежать концентрации поверхностных и внутренних слоев металла, не приводит к возникновению микротрещин. Для проведения ротационной вытяжки используют токарно-давильные станки. Она позволяет в сжатые сроки видоизменять технологические процессы и перенастраивать оборудование для выпуска новых видов продукции.
- Глубокая. В основе метода лежит свойство пластической деформации, которое сопровождается утончением стенок заготовки и смещением материала по высоте детали. В отличие от ротационной вытяжки технология данного способа не использует «торможения», материал детали свободно перемещается в инструментах. Для обработки методом глубокой вытяжки применяются специальные прессы. Данный способ используется для заготовок из нержавеющей стали с минимальным значением упрочнения. Полые детали, изготавливаемые этим способом находят применение в космической, авиационной, автомобильной промышленности, в быту, при проведении научных исследований: это стаканы, колбы, баки, корпуса, бытовая и лабораторная посуда.