Зенкование и зенкерование — Сверление металла
Зенкование и зенкерование Категория:
Сверление металла
Зенкование и зенкерование
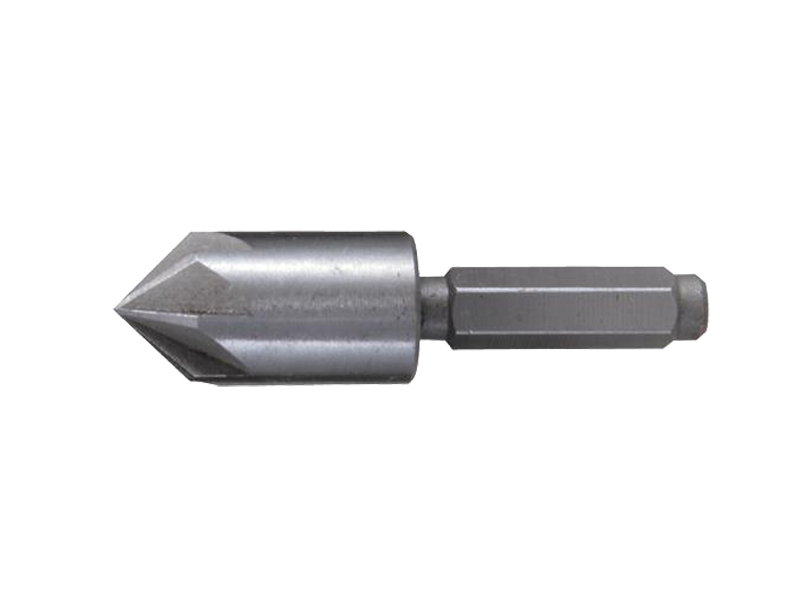
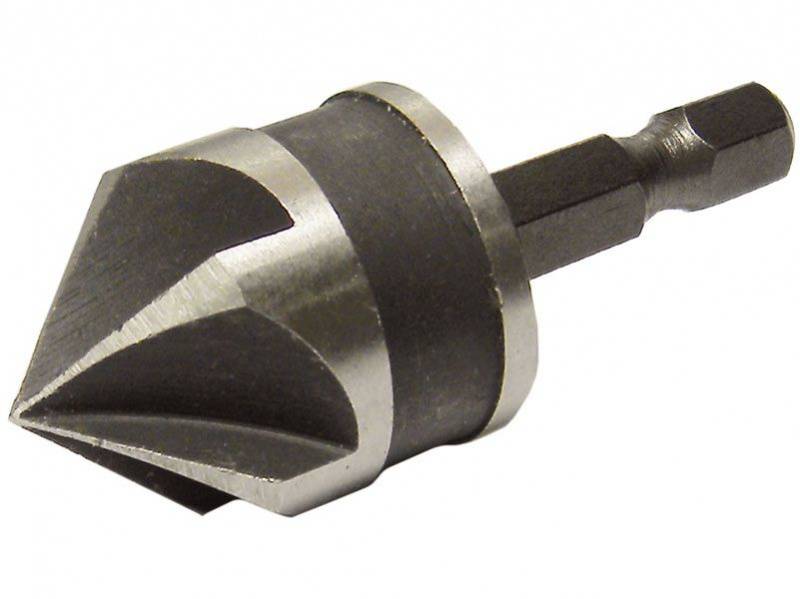
Зенкованием называется обработка выходной части отверстия, например снятие заусенцев с краев отверстия, расширение центровых отверстий, образование углублений под потайные головки винтов и заклепок. Инструмент, применяемый для этой цели, называется зенковкой. Зенковки по форме режущей части подразделяются на конические и цилиндрические, имеющие торцовые зубья и снабженные цапфой.
Конические зенковки предназначены для снятия заусенцев в выходной части отверстия, получения конического углубления в отверстии под опоры конических головок винтов и заклепок и для центрования отверстий. Наибольшее распространение получили конические зенковки с углом конуса при вершине 30, 60, 90 и 120°.
Цилиндрические зенковки с торцовыми зубьями1 применяются для расширения выходной части цилиндрических отверстий под головки винтов, под плоские шайбы, а также для подрезания торцов, плоскостей бобышек, для выборки уступов и углов. Число зубьев у этих зенковок от 4 до 8.
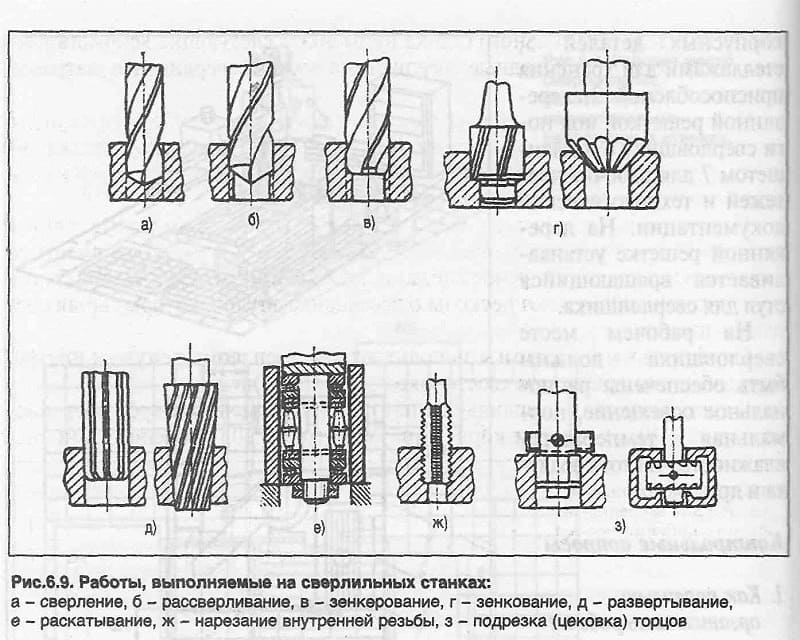
На рис. 190 показаны зенковки различных видов и примеры обработки ими отверстий.
Зенкерованием называется обработка готовых отверстий, полученных отливкой, штамповкой или сверлением, с целью придать им строго цилиндрическую форму, большую точность и лучшую чистоту поверхности. После зенкера отверстие получается 4 и 5-го классов точности.
Отверстия 2 и 3-го классов точности получают развертыванием. Следовательно, зенкерование может быть и промежуточной операцией между сверлением и развертыванием.
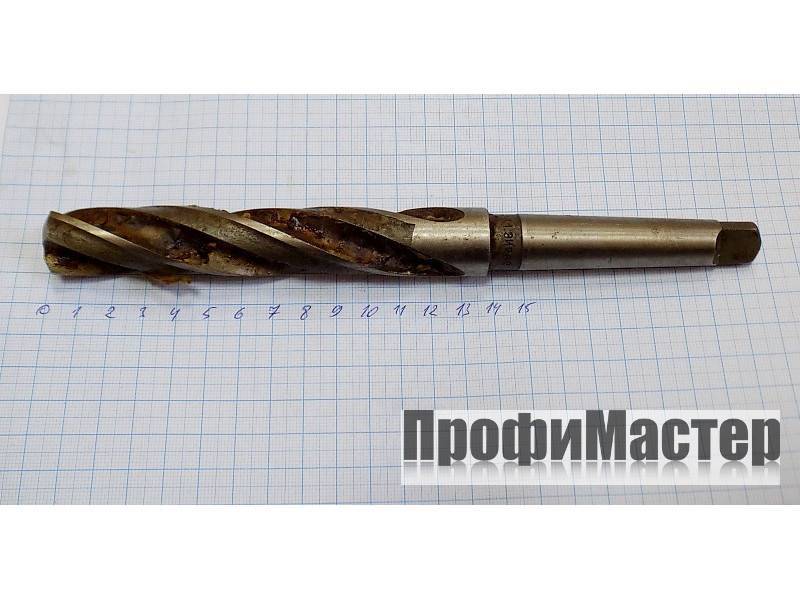
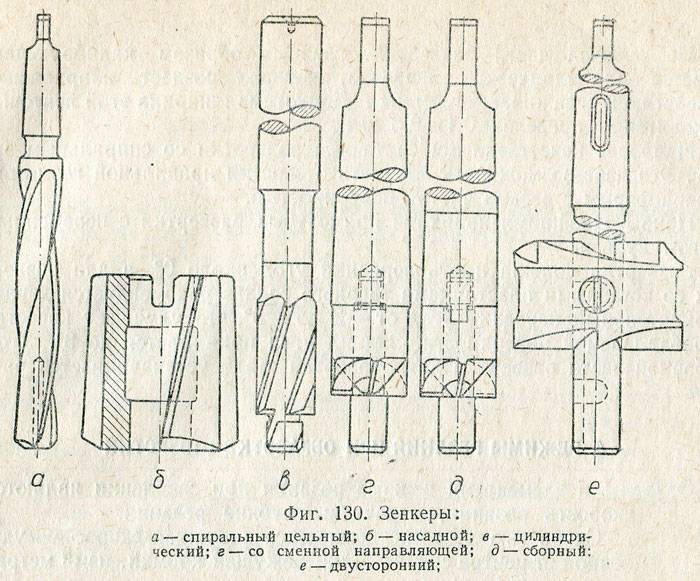
Зенкеры (рис. 191) разделяются на цельные и насадные, а по количеству зубьев (перьев) — на трехперые и четырехперые. Цельный зенкер имеет три или четыре режущие кромки, а насадной — четыре режущие кромки. Для обработки отверстий диаметром 12—35 мм применяют зенкеры цельной конструкции, а для обработки отверстий диаметром в пределах 24—100 мм — насадные зенкеры.
Зенкование и зенкерование, как и процесс сверления, происходит при двух совместных относительных движениях инструмента — вращательном и поступательном вдоль оси. Сверло, выбираемое для сверления отверстия под обработку зенкером, должно иметь диаметр, уменьшенный против диаметра окончательно обработанного отверстия на величину припуска. В табл. 12 приводятся диаметры зенкеров и рекомендуемые припуски (на сторону) под зенкерование.
Рис. 1. Зенковки: а — для обработки отверстия под коническую головку винта, б — примеры работы коническими зенковками, в — зенковки для обработки отверстий под цилиндрические головки и шейки, г —отверстие, раззенкованное под цилиндрическую головку винта, д — отверстие, раззенкованное под шейку винта, е — соединение деталей винтом через раззенкованное отверстие
Рис. 2. Зенкеры: а — цельный, б — насадной, в — стержень для насадки головки зенкера
Рис. 3. Ручная (слева) и машинная развертки: Л — рабочая (заходная) часть развертки, Б — калибрующая часть, В — шейка, Г — хвостовик, Д — квадратная головка для захвата развертки воротком при развертывании вручную
Отличие зенкерования от смежных операций
Зенкерование сходно с развёртыванием отверстий, режущие кромки инструмента снимают лишний материал со стеноктия, уменьшают шероховатость и увеличивают диаметр. Это получистовая операция, что значит, за ней следует ещё один этап обработки. Развёртывание – финишная процедура. Во время зенкерования устраняются дефекты сверления, штамповки и литья. В процессе можно немного откорректировать привязку, добиться лучшей соосности для будущего соединения. Точность удаётся повысить до 5, а иногда даже до 4-го класса.
При установке режима резания нужно помнить, что толщина удаляемого металла при зенкеровании равна половине припуска для заданного диаметра отверстия. Если сравнивать со сверлением, то подачу можно сделать больше в 1,5-2 раза, а скорость оставить такой же. Конкретные параметры резания рассчитываются по формулам, приводимым в нормативной литературе.
Так как зенкер обладает большей в сравнении со сверлом жёсткостью, из-за повышенного числа острых выступов, возрастает точность направления движения, а также качество обработки, гладкость и чистота поверхности. Для сравнения сверление даёт шероховатость 20 мкм и квалитеты 11–12, зенкерование – шероховатость 2,5 мкм, квалитеты 9–11, а развёртывание – шероховатость 0,25-1,25 мкм и квалитеты 6–9. Квалитетом называют точность изготовления детали, с увеличением его значения допуски растут, а точность падает. Если технологическим процессом для обработки изделия требуется и зенкерование и развёртка, то они производятся за одну установку и выверку заготовки на станке.
При этом виде обработки создаются углубления для размещения крепежа заподлицо с поверхностью детали. Помимо снятия фасок, зенковку применяют для вырезания углублений конической формы. Ещё одним назначением будет зачистка и обработка выемок перед монтажом крепежа, это делается при помощи плоских или же торцевых зенковок, именуемых ещё цековками, что более грамотно.
Наибольшее распространение на рынке получили конические зенковки с рабочими углами в 90 и 120º, которыми создаются углубления, чтобы прятать шляпки болтов и винтов. В металлообрабатывающей промышленности находят своё применение и зенковки с плоским кончиком, служащие для зачистки выемок под крепежные элементы. Устанавливают зенковки в те же станки, что и другой инструмент для обработки отверстий для крепежа.
Зенкер по металлу
После проведения операции сверления очень часто появляется необходимость повысить качество обработки полученного отверстия. В зависимости от того, какое было сделано отверстие – сквозное или просверлена только часть детали применяется так называемое зенкерование или зенкование. Перевод с немецкого языка этих названий «проходить», «углублять» достаточно точно отражает проделываемую операцию. Зенкерование применяется для механической обработки подготовленных отверстий. Во время этой операции специальными инструментами зенкером или зенковкой производится дополнительное растачивание отверстий с целью повышения качества получаемой поверхности.
Внешне этот инструмент напоминает обыкновенное сверло. Поэтому иногда можно встретить такой термин – зенковочное сверло. Особенности зенкеров по металлу заключаются в наличии большего количества режущих поверхностей. Они выполняются в форме спиральных накладок, режущих кромок или режущих зубьев.
Рекомендуем: Как пользоваться штангенциркулем – научим каждого
Классификация зенкеров и зенковок
К основным назначениям зенкера относятся:
подготовка поверхности отверстий перед нарезанием резьбы; калибровка отверстий для последующего использования шпилек, болтов или других крепёжных изделий.
Конструкция зенкера по металлу
Операция зенкерования позволяет повысить качество поверхности отверстий до 11, в некоторых случаях до 9 квалитета. Такой уровень точности обработки соответствует шероховатости в 2,5 микрометров. В этом случае устраняются все дефекты, присущие предыдущим операциям: штамповке, литью, сверлению.
Все зенкеры и зенковки делают из быстрорежущей стали. Обычно для них используют легированную сталь (40Х) или углеродистую (Ст45). Чтобы добиться высокого уровня сглаживания и выравнивания (очищения) поверхности отверстия зенкеры имеют несколько режущих кромок.
Зенковка
Классифицируют зенкеры по следующим параметрам:
точности обработки; типу конструкции; форме и количеству режущих кромок; марке стали, из которой изготовлен инструмент.
По точности обработки все зенкеры подразделяются на две категории:
зенкер по металлу №1 (используется для подготовительной обработки отверстий перед операцией, так называемого развёртывания); зенкер по металлу №2 (применяется для конечной обработки, позволяет получить квалитет точности 11).
По типу конструкции они подразделяются:
цельные, с коническим хвостовиком; цельные насадные; цельные хвостовые; с пластинами из твёрдого сплава (тип 1); насадные с пластинами из твёрдого сплава (тип 2); сборные хвостовые с вставленными ножами; насадными сборными.
Зенкер насадной
Зенкер по металлу цельный насадной
По длине и диаметру зенкер представляет собой аналог спирального сверла. Его рабочая часть состоит из двух составляющих: режущей части и калибрующей. Длина первой части (режущей) зависит от необходимой глубины зенкерования. Вторая часть (калибрующая) представляет собой направляющие вдоль режущей кромки. Их ширина зависит от диаметра обрабатываемого отверстия, то есть от диаметра зенкера и колеблется в интервале от 0,8 до 2,5 миллиметра. Её высота у стандартного зенкера не превышает 0,9 миллиметра.








Конические зенкеры по металлу
Отдельным элементом обработки является зенкование. Их сходство в названии приводит к определённой путанице в понимании сущности этих совершенно различных операций. В процессе зенкерования обрабатывается поверхность подготовленного отверстия на всю его глубину. Зенковка по металлу предполагает обработку только верхней части отверстия. Таким образом, формируются углубления под потайные головки метизов (винтов, болтов, шпилек, заклёпок). Конструктивно зенковка отличается от зенкера формой рабочей части. Она имеет режущие зубья на торце вместе с направляющими цапфами. По форме самой режущей части зенковки изготавливаются трёх видов: конические, цилиндрические и торцовые (ещё их называют цековки).
Цилиндрический зенкер по металлу
Устройство цилиндрического зенкера
Виды зенкеров и зенковок:
Цилиндрические, с диаметром от 10 до 20 мм. Лезвия с напылением из износостойких материалов ГОСТ 12489-71. Неделимые конические от 10 до 40 мм. Из легированной стали. Целые в виде насадок с поперечником от 32 до 80 мм. Конические со специальными пластинами из твердого сплава железа. Конические с угловым коэффициентом конуса 60, 90, 120 градусов. Для нанесения фасок под крепёж. Округлённая зенковка (цилиндрическая)
Как зенкеровать металл правильно
Если мастер-любитель может взять для зенкерования сверло и дрель, то в условиях промышленности для этого могут использовать следующее станки:
- сверлильные;
- токарные;
- расточные;
- фрезерные;
- агрегатные.
Процесс зенкерования проходит в строгом соответствии с технологией, общие моменты в которой можно описать в виде следующих рекомендаций:
- В литых деталях с неравномерным запасом на последующую металлообработку необходимо расточить отверстие на глубину 5–10 мм для правильного направления движения режущего инструмента.
- Для операции зенкерования отверстий оставляется припуск 1–3 мм в зависимости от итогового диаметра.
- Зенкерование стальных изделий не обходится без охлаждения специальными масляными растворами. При работе с чугуном, а также цветметом оно не является обязательным.
- Оптимальный вариант зенкера и режим работы подбирают с учётом необходимого диаметра отверстия, точности обработки, её глубины, металла детали и опций производственного станка.
- Крепление режущего инструмента должно стыковаться с тем слотом, что есть на рабочей станции.
- В случае, когда предполагается чистовая обработка развёрткой, то при зенкеровании часть припуска, от 0,15 до 0,3 мм оставляют для дальнейшей работы.
- Для обработки изделий из закалённых и легированных сталей используют зенкеры с твердосплавными вставками диаметром 14-50 мм и 3-4 зубчиками.
- При обработке цветных металлов и сплавов железа с высоким содержанием углерода в дело идут перовые зенкеры.
- Инструментом из быстрорежущей стали обрабатывают изделия из обычной конструкционной стали. При отверстиях более 40 мм оснастку дополняют насадками с диаметром 32–80 мм.
Несоответствие процесса установленной технологии часто выступает причиной брака. При большом износе инструмента получившееся отверстие будет меньше, чем по проекту. Когда мастер завысил подачу, или на зубья зенкера налипли отходы, чистота обработки может не удовлетворять качеству. Другие дефекты: часть поверхности не обработана, полученный диаметр больше требуемого, являются следствием неправильного выбора зенкера или его неправильной установки.
Как зенкеры делятся по этому параметру?
– При обработке чугунных отверстий и высоколегированных сталей используется угол 0-5 градусов.
– При обработке материалов со средней степенью твердости используется угол 8-10 градусов.
– Для обработки легких видов стали используется угол 15-20 градусов.
Другими словами, если использовать зенкер, можно добиться многого. Например, существенно расширить диаметр изделия. К примеру, уровень вхождения становится более точным, поверхность отверстий, есть возможность создавать дополнительные отверстия под разного рода крепежные элементы. К ним относятся, к примеру, болты и др.
Назначение инструмента и разновидности
Зенкер по металлу – это высокоточный многогранный инструмент с заострением на конце. Применяется в технологических процессах при необходимости обеспечения точности в отверстиях, имеющих форму круга. Смысл заключается в увеличении качественной характеристики поверхности.
Этот производственный процесс именуется зенкерованием. Он идентичен обработке сверлением, так как применяемый инструмент с заданными параметрами вращается вокруг своей оси и продвигается в глубину заготовки, все это происходит одновременно.
Зенкер был изначально предназначен для металлообработки, применяемой в машиностроении для получения точности после штамповки, отливки, сверления или долбления. И на сегодняшний день зенкер используют в техпроцессах машиностроительной сферы.
► Его применяют в:
- Промежуточных операциях.
- Чистовых обработках.
► Технологический инструмент подразделяется на :
- для развертывания с обеспечением припуска или обработки разверткой – №1;
- 4 или 5 допуском (11 квалитетом) – № 2.
При расточке отверстия его диаметр увеличивается, и чистота обработки повышается.
► Технические характеристики процесса:
- Очистка обрабатываемой поверхности или сглаживание неровностей.
- Калибровка отверстий под крепежные элементы.
- Обработка торцов поверхностей.
- Придания профиля или расширение на глубину, к примеру, под болтовые головки.
► Различают инструмент также по способам крепежа в станочном оборудовании:
- С конусом Морзе хвостовой или с метрическим конусом (так именуются конструктивные элементы крепления в технологическую оснастку).
- С конструктивным элементом-насадкой.
► По конструкторскому исполнению зенкера, согласно требований ТУ или ГОСТ подразделяются на:
- Цилиндрические. Изготовлены из износоустойчивых металлов, производятся диаметром от 10 до 20 мм.
- Зенкер конический цельный. Изготовление производится из быстрорежущих и легированных металлических материалов, покрытие износоустойчиво. Размеры в диаметре от 10 до 40 мм.
- Инструмент цельный насадной, диаметр в диапазоне от 32 до 80 мм.
- Зенкер конусный исходя из стандартных требований производится типов 1 или 2, и насадной. На таком инструменте имеются пластины из твердых сплавов.
- Соединенные сваркой.
- Оснащенные пластинами из твердых сплавов.
Зенкер можно сделать самостоятельно, если имеются необходимые заготовки, и применять такой инструмент в случаях, если не требуется особой точности при обработке.
Производство закладных изделий и их особенности
Производство закладных изделий является стратегическим направлением деятельности ООО «СК Атлант». Под нужды участка закладных изделий закуплено специальное оборудование и оснастка, позволяющие достичь наивысшую скорость изготовления по конкурентным ценам. Мощность производства участка закладных изделий составляет 30 тонн в месяц.
Качество работ
Наши сотрудники строго соблюдают жесткие требования, предъявляемые к сварочным работам при изготовлении закладных изделий. В этом легко убедиться, произведя распил закладной детали на ленточной пиле.
На фотографии слева показан спил реальной серийной детали, произведенной на нашем предприятии.
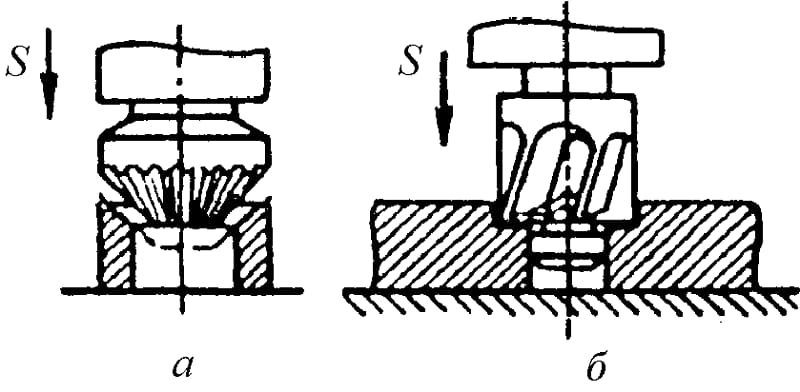
Показанное соединение выполнено Дуговой ручной сваркой валиковыми швами в раззенкованное отверстие (обозначение на чертеже ГОСТ 14098-91 Т12-Рз). Хорошо виден характерный зазор между арматурой и отверстием. Согласно ГОСТ 14098-91 Т12-Рз при проварке стержней до 12мм допускается не производить подварку шва.
Это самый распространенный способ корректного соединения пластины с анкерным стрежнем ввиду простоты метода.
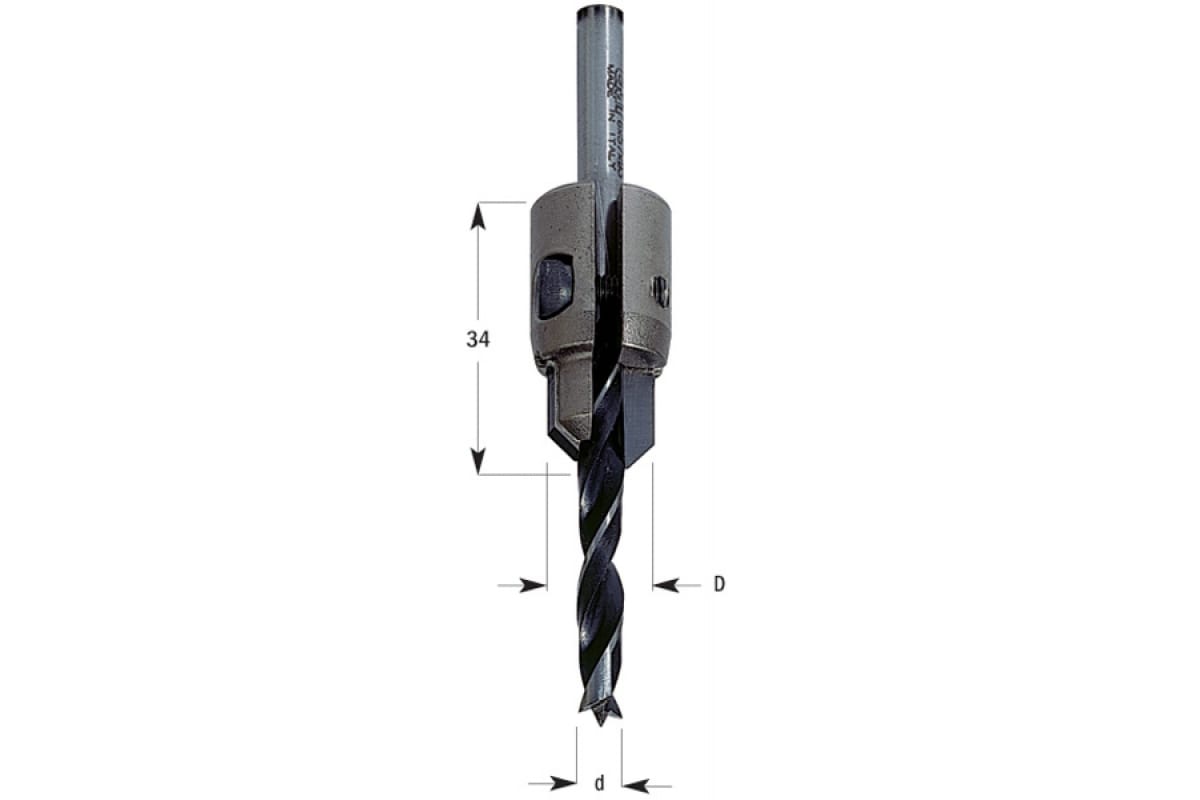
На фотографиях ниже показаны этапы получения правильного отверстия по ГОСТ 14098-91 для последующей приварки анкерного стержня швом Т12-Рз:
Предварительно сверлится отверстие диаметром, большим на 2мм чем диаметр арматуры.
Затем, осуществляется зенковка отверстия таким образом, чтобы толщина необработанного отверстия составила не более 2 мм. (см. ГОСТ 14098-91 Т12-Рз).
Все пространство, образованное между конической поверхностью пластины и выступающим анкерным стержнем должно быть заполнено валиковыми швами. Эти работы очень трудоемкие и их длительность напрямую зависит от толщины пластины, ведь чем толще пластина, тем больший объем конуса необходимо заварить.
Для этого соединения не требуется производить операции по сверлению и зенкованию отверстий.
Суть метода заключается в подаче большого тока через анкерный стержень. При этом, стержень и пластина в месте контакта разогреваются и оплавляются. В процессе сварки, анкерный стержень подается в стальной лист. В результате, анкерный стержень буквально вплавляется в тальную пластину, обеспечивая прекрасные прочностные характеристики соединения. Слой флюса, при этом, обеспечивает защиту от атмосферного воздуха, а также повышает прочность шва за счет легирующих компонентов.






Специальное переносное оборудование позволяет производить приварку стержней непосредственно на размеченный лист стали, что позволяет выполнить работы в очень сжатый срок. Показанные на фотографии стержни имеют диаметр 16 мм – это практический максимум, который возможно приварить этим методом на нашем оборудовании.
В случае большего диаметра, на помощь приходит вышеописанный метод с раззенковкой отверстия и проваркой валиковыми швами.
Для сварки методом автоматической дуговой сварки под флюсом критически важно постоянство технологической системы, под чем подразумевается стабильный одинаковый срез арматуры, качество поверхности листового металла. Для этого, мы используем механические арматурорубы, а также тщательную зачистку поверхности под сварку, ведь включения ржавчины или жировых отложений могут значительно сказаться на прочности соединения. Для этого, мы используем механические арматурорубы, а также тщательную зачистку поверхности под сварку, ведь включения ржавчины или жировых отложений могут значительно сказаться на прочности соединения
Для этого, мы используем механические арматурорубы, а также тщательную зачистку поверхности под сварку, ведь включения ржавчины или жировых отложений могут значительно сказаться на прочности соединения.
Памятка Заказчику
К сожалению, многие производители пренебрегают требованиями ГОСТ 14098-91 и осуществляют сварку в неверно раззенкованное отверстие, или вовсе без зенкования. Такие работы строго недопустимы.
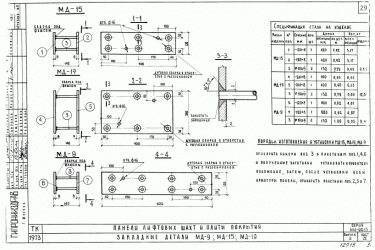
Это указывается, например, в текстовых требованиях серии 1.400-15. Аналогичные записи существуют и во всех других нормативных документах, связанных с производством закладных изделий.
Отклонения от требований чертежей и ГОСТов существенно снижает прочность детали, что может привести к плачевным последствиям.
При заказе закладных изделий требуйте у поставщиков строгого соблюдения параметров, указанных в ГОСТ 14098-91 и иных нормативных актах! Несоблюдение требований технической документации может привести к разрушению сварного шва и обрушению железобетонных конструкций!
Получить поддержку наших специалистов по качеству можно по телефону:
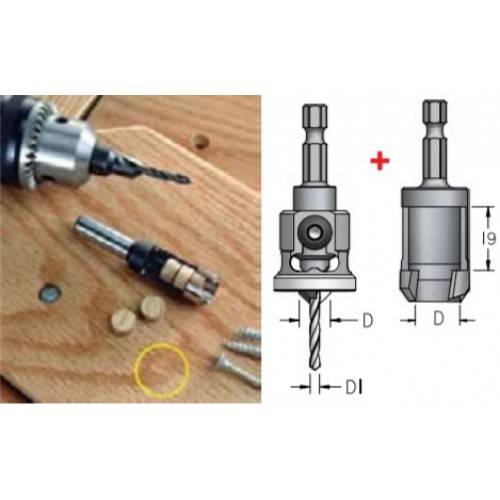
Набор зенкеров по дереву со сменными сверлами
Да, можно было бы пойти в хозтовары или съездить на строительный рынок, но как говорится, это не наш метод. Поэтому местом покупки стал eBay. Продавец был выбран совершенно случайно, методом «научного математического тыка» 🙂 Но несмотря на это, он оказался сговорчивым и оперативным. После обмена несколькими сообщениями мы договорились, что посылка будет отправлена с полноценным треком, так что если кого-то интересует то, как она добиралась из Китая в Беларусь, то узнать всю информацию об этом можно здесь. К сожалению, на данный момент этого там, где его покупал я нет, но, думаю, его без проблем можно найти по той же цене у других продавцов.







Зенкер представляет собой многолезвенный, многозубый режущий инструмент, применяемый для доработки заранее выполненных круглых отверстий в деталях и заготовках из разных материалов. Обработка этим способом применяется для увеличения диаметра и получения более качественной поверхности отверстия методом резания. Такой процесс называется зенкерованием. Метод резания похож на процедуру сверления: наблюдается такое же вращение оснастки для зенкерования вокруг своей оси и одновременное поступательное движение инструмента вдоль оси.




На этом, пожалуй, все
Спасибо за внимание и потраченное время
Зенкер конический: конструкция и обработка материалов
Зенкер конический предназначен для обработки конусообразных отверстий незначительной глубины. Основной конструктивной особенностью является наличие прямых зубьев и плоской передней поверхности. Число режущих элементов у инструментов разного диаметра может колебаться в диапазоне от 6 до 12.
Зенкерование является механической операцией, выполняемой посредством токарного станка, на котором закрепляется зенкер. Обрабатываемая заготовка крепится в патроне станка, выверяется правильность ее положения в отношении отверстия. Ось задней бабки и ось шпинделя станка должны полностью совпадать. Это позволяет минимизировать вылет пиноли. В обрабатываемое отверстие наконечник инструмента подается вручную.
Для получения после зенкерования отверстия необходимого диаметра при сверлении делается припуск 1–3 мм. Конкретные параметры припуска определяются в зависимости от диаметра отверстия в обрабатываемой детали. Сложнее всего выполнять зенкерование литых и кованых деталей. Для облегчения направления движения инструмента и его правильной калибровки необходимо предварительно расточить отверстие на 5–10 мм.
Зенкерование может осуществляться также в режиме резания. В этом случае подача инструмента должна быть примерно в 1,5–2 раза выше, чем при рассверливании, скорость движения сохраняется прежней. Глубина резания зенкером составляет около половины припуска на диаметр. Зенковка отверстий инструментом из быстрорежущих сталей проводится с использованием охлаждающих эмульсий. Твердосплавные устройства дополнительного охлаждения не требуют.
Несмотря на высокую точность, которую обеспечивает зенкер при обработке отверстий, полностью избежать брака не получается. Наиболее распространенными дефектами обработки можно считать следующие:
Завышенный диаметр отверстия. Самой частой причиной появления этого дефекта является использование инструмента с неправильной заточкой. Заниженный диаметр отверстия. Может получиться, если инструмент был выбран неправильно или использовался сильно изношенный зенкер. Грубая чистота. Этот дефект может иметь в своей основе несколько причин. Чаще всего снижение чистоты вызвано плохой заточкой инструмента. Еще одной распространенной причиной можно считать высокую вязкость материала заготовки, в результате чего он налипает на ленточки инструмента. Дефект может быть вызван и ошибкой токаря, неправильно выбравшего подачу и скорость резания. Не полностью обработанное отверстие. Чаще всего неполная обработка и видимая чернота в отверстии связаны с неправильной фиксацией заготовки или недостаточным припуском под зенкерование, оставленным после сверления.
Зенкер. Назначение и виды инструмента
Зенкер – инструмент, предназначенный для получистовой обработки металла. Внешне представляет собой металлический вал с режущими поверхностями, напоминающий сверло. Он создан специально для металлообрабатывающей промышленности. Выпускается по ГОСТ 12489-71, ГОСТ 3231-71 или ТУ 2-035-923-83 в соответствии с разновидностью устройства.
По типу закрепления в патроне станка:
По особенностям конструкции:
цельные;
сборные;
сварные;
с твердосплавными пластинами и без них.
По геометрической форме:
По направлению ленточек и канавок:
- правого вращения;
- левого вращения.
Цельные хвостовые зенкеры наиболее похожи на свёрла, но отличаются наличием большего количества режущих кромок. В их поперечном сечении насчитывает от 3 до 6 таких острых зубчиков. Для изготовления применяется быстрорежущие инструментальные стали Р9, Р18, а также легированные пластины с повышенной твёрдостью и износоустойчивостью ВК4, ВК6, ВК8, Т15К6. Допустимая скорость резания у моделей с твердосплавными вставками выше, что увеличивает их КПД.









В их поперечнике строго 4 зубца. Сама насадка иногда комплектуется съёмными рабочими лезвиями из твёрдых сплавов. Фиксируются резаки клиньями, и могут заменяться по мере надобности.
Конический зенкер похож на бур, рабочая часть инструмента сужается к его концу. Применяется для обработки наклонных круговых поверхностей. Изготовляются из легированной стали и металлокерамики.
Ленточки сверла-зенкера могут быть закручены в разных направлениях, соответственно выделяют профили правого и левого вращения. Зенкеры левого вращения применяются в токарных полуавтоматах, осуществляющих подачу материала с правой стороны.

Выбор разновидности зенкера напрямую обусловлен размером отверстия в заготовке и её материалом. При диаметре до 12 мм работают цельными зенкерами, начиная от 20 мм – зенкерами-насадками и инструментом со вставными легированными лезвиями. Когда требуется сделать более гладкие и крупные отверстия в станок устанавливаются комбинированные модели, где может быть до восьми острых зубчиков, при этом данные зенкеры опционально комбинируются со сверлами, развертками и другими сверлильно-режущими инструментами.
Основные правила обработки зенкерованием
Правильная обработка зенкерованием предполагает соблюдение определенного технологического процесса, который разрабатывается под конкретную деталь. Сам технологический процесс построен на принципах или правилах, которые учитывают абсолютно любые исходные условия: тип металла, диаметр отверстия, форму, конфигурацию, длину канала, конечную задачу зенкерования, тип инструмента. Основные правила обработки зенкером следующие:
- После литья, штамповки или процесса сверления припуск на сторону в отверстии под зенкерование должен составлять 0.5–3 миллиметра.
- Тип режущего элемента должен соответствовать типу отверстия. Они бывают сквозными, ступенчатыми или глухими.
- Скорость вращения при обработке резца, который изготовлен из стали быстрорежущей, не должна отличаться от скорости вращения обычного сверла по металлу.
- Скорость вращения резца, имеющего твердосплавные режущие кромки, может быть увеличена в два или три раза по сравнению со скоростью вращения обычного зенкера.
- Для высокой точности обработки отверстий, полученных литьем или штамповкой, имеющих глубокий канал, их предварительно проходят резцом на глубину половины рабочего тела зенкера и диаметром, равным диаметру режущей кромки.

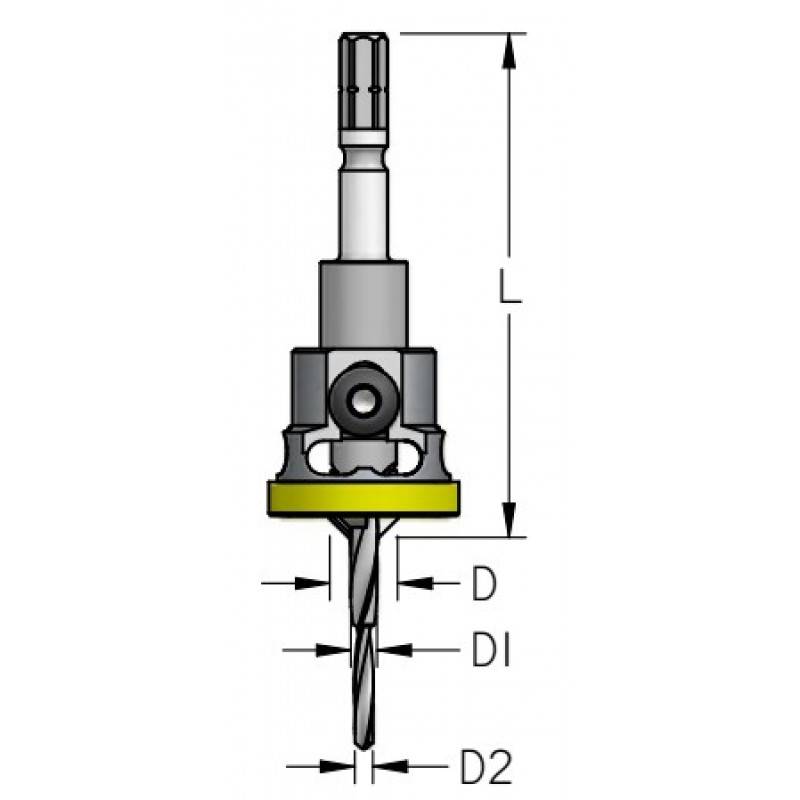
Устройство и характеристики
Рассматриваемый инструмент состоит из трех основных элементов:
Профессиональные модели оснащают регулируемым ограничителем глубины сверления.
Тип используемого материала зависит от предназначения приспособлений. Например, для изготовления сверла зенковки по металлу применяют специальную быстрорежущую сталь.
По конструкции зенковки делят на два типа:
- Цилиндрическая. Обычно имеет износоустойчивое покрытие. Количество режущих элементов – от 4 до 10, исходя из диаметра приспособления. Конструкция напоминает обычное сверло.
- Коническая. Угол наклона конуса зависит от назначения модели. Параметр варьируется в диапазоне от 60 до 120º. Количество режущих кромок – от 6 до 12. Показатель прямо связан с длиной инструмента.

Независимо от типа обработки при изготовлении зенковок в качестве основного материала используют специальные сорта стали:
- инструментальные;
- быстрорежущие;
- твердосплавные;
- легированные;
- углеродистые.
Для рассверливания металлических изделий обычно используют твердосплавные сорта стали. Они отличаются высокой устойчивостью к продолжительным нагрузкам. Для обработки менее прочных поверхностей, таких как дерево или цветной металл, применяют быстрорежущие зенковки.
При работе со сложными материалами при высоких нагрузках необходимо позаботиться о дополнительном охлаждении инструмента с помощью специальных эмульсионных составов.