Как заточить резец
Статья поможет начинающим мастерам узнать, как заточить резец для работ по металлу. Следуя нашим советам, несложно научиться этой операции. Овладев таким навыком, удастся существенно сэкономить на инструментах — не придется заменять их новыми, когда лезвия затупились. Своевременная заточка резцов дает ряд преимуществ:
- токарный станок функционирует без лишних нагрузок;
- значительно продлевается срок службы инструментов;
- сохраняется производительность и качество обработки поверхностей;
- повышается безопасность работ (исключен срыв инструмента).
Токарный резец можно затачивать неоднократно.
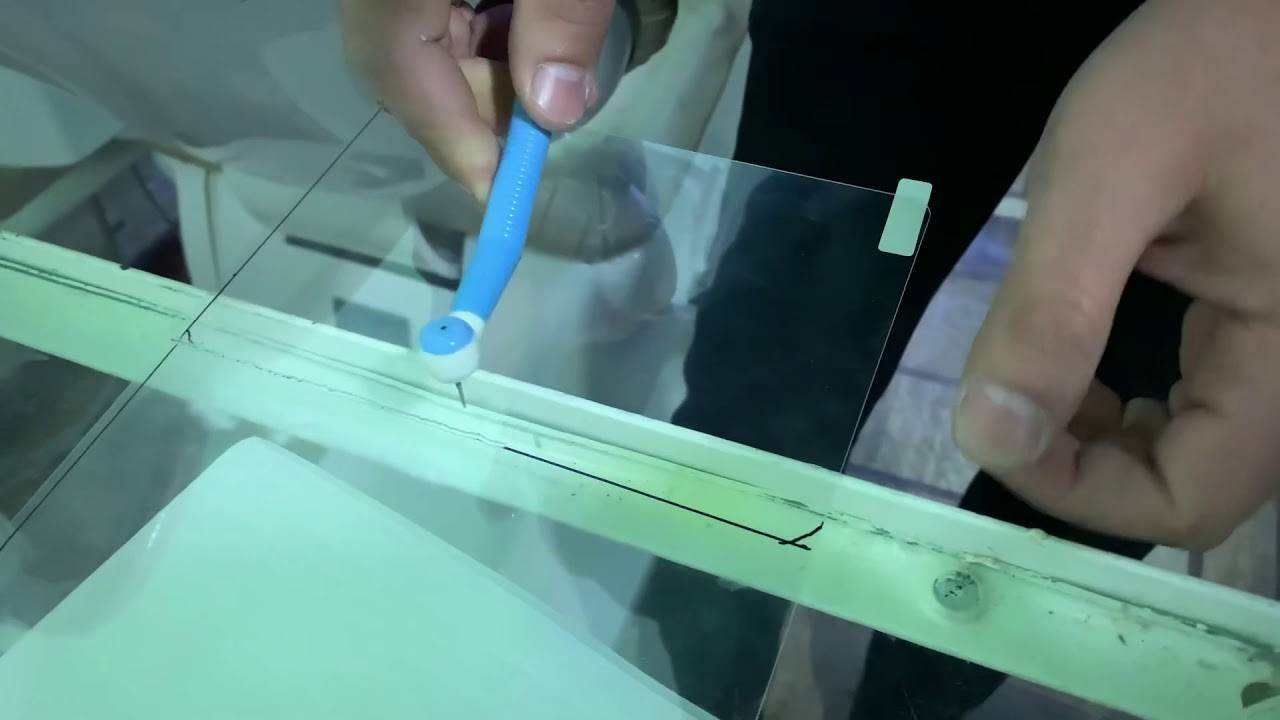
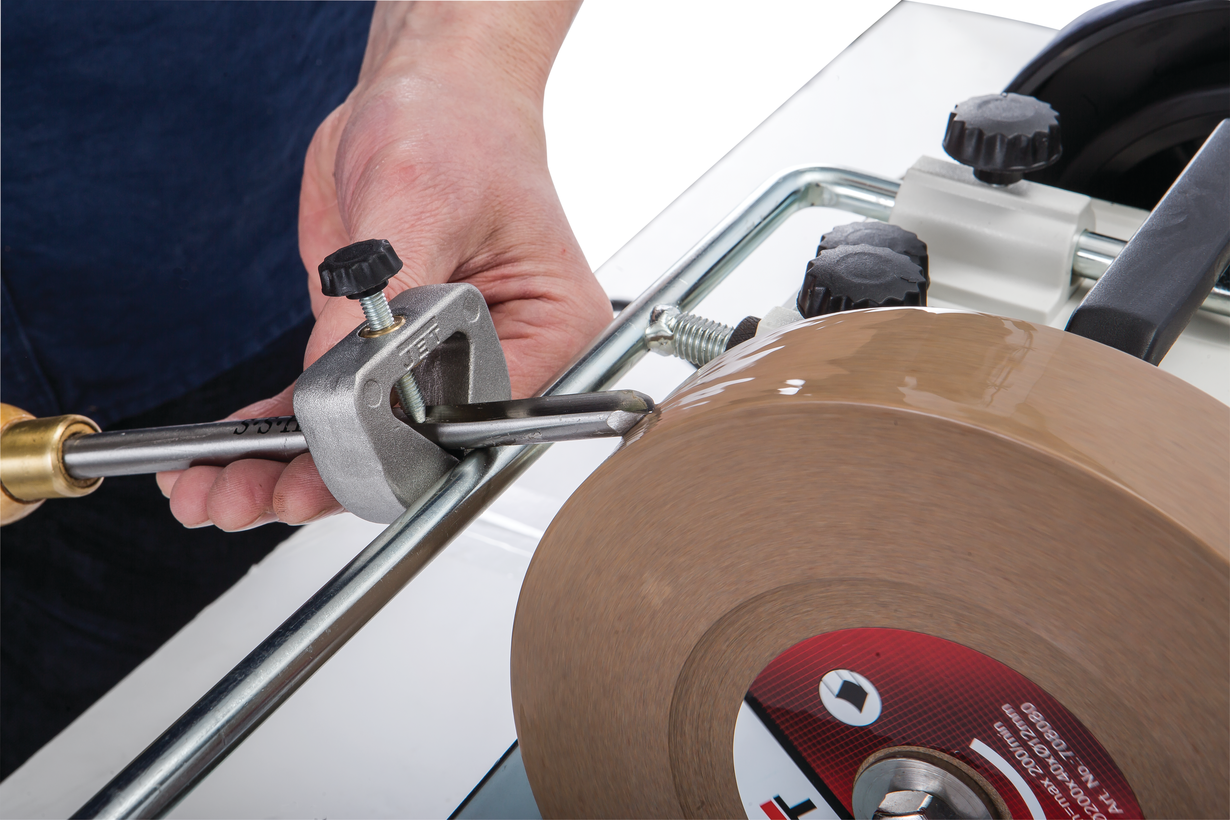
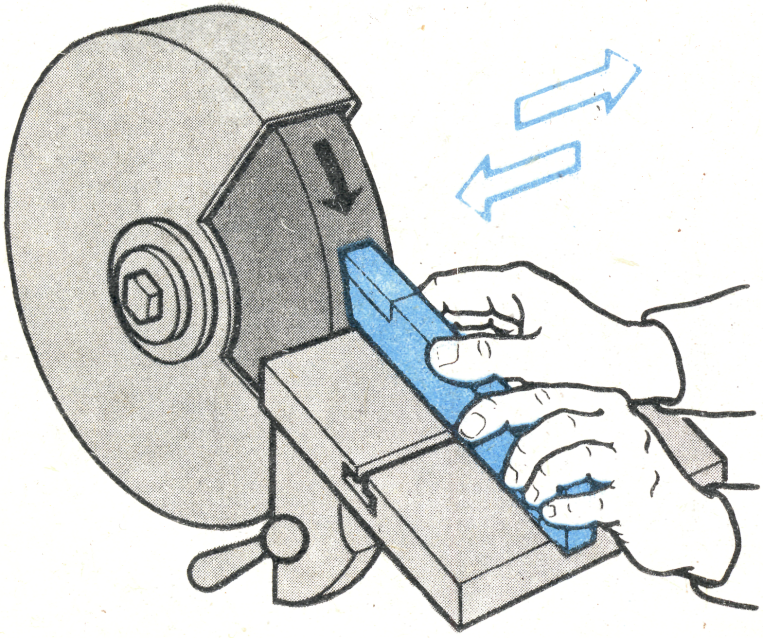
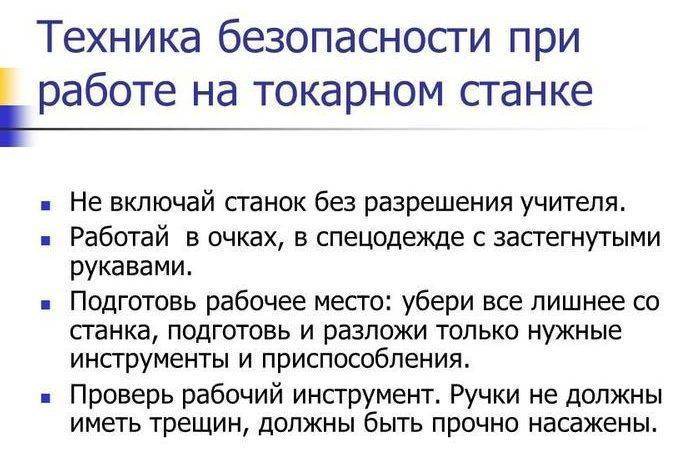
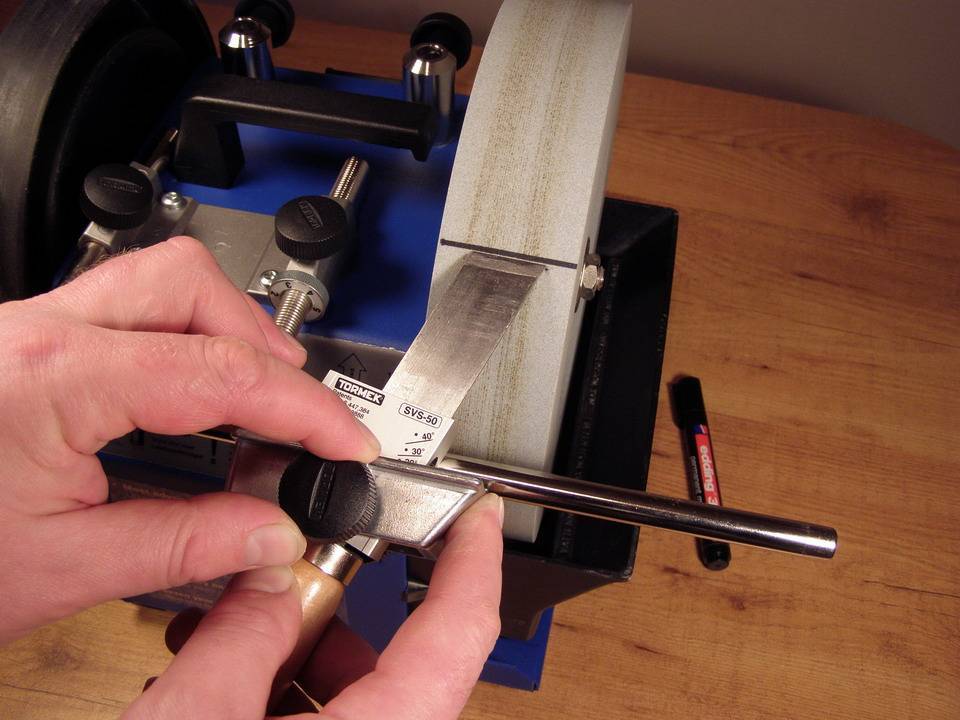
Фотография № 1: заточка резца по металлу на станке
Давайте подробно разбираться, как правильно затачивать резцы по металлу для токарных станков.
Типы токарного оборудования
Токарно-револьверные станки предназначены для изделий, обрабатывать у которых необходимо несколько поверхностей, используя различные инструменты. Чтобы не выполнять установку и настройку каждого инструмента, на таких станках устанавливаются револьверные головки, в которых может быть предусмотрено два и более гнезда для размещения инструментов. Конечно, обслуживать такой токарный станок значительно сложнее, чем обычную модель, но это полностью компенсируется функциональностью этого агрегата. К примеру, популярными моделями подобных станков являются 1Е316П, 1Г340ПЦ, 1П371, 1А341.
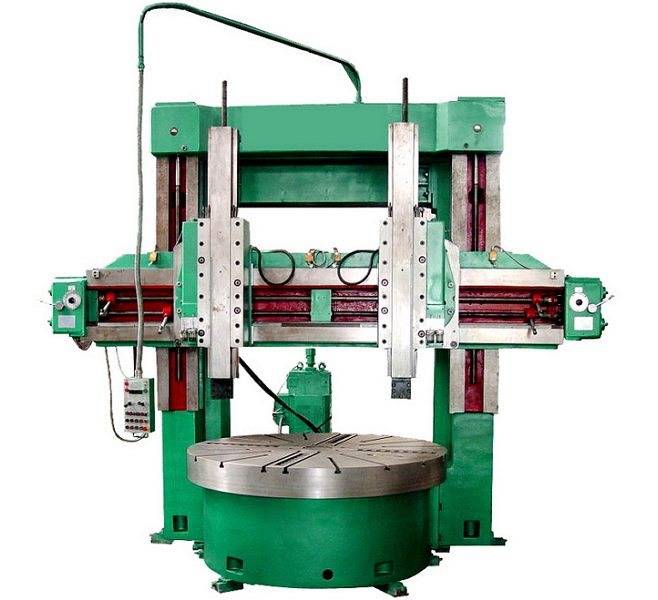
Карусельный станок — одна из разновидностей станков токарной группы
Карусельные станки токарной группы предназначены для выполнения обработки заготовок, характеризующихся небольшой длиной, значительной массой, большим внешним диаметром. К ним относятся габаритные зубчатые колеса, маховики и др. Функциональные возможности таких токарных станков (например, моделей 1512, 1541, 1550, 1Л532 и прочих) позволяют выполнять на них различные виды токарных работ: точение, растачивание, прорезывание канавок, обработку торцов и др. А если дооснастить такие токарные агрегаты дополнительными приспособлениями, то они станут еще более универсальными: с их помощью можно будет выполнять некоторые фрезерные операции, нарезать резьбу, осуществлять шлифовку и производить ряд других технологических действий.

Рабочие органы многошпиндельного станка
Многошпиндельные станки, относящиеся к токарной группе, необходимы для выполнения сложнейших технологических операций в условиях серийного производства. Заготовки, которые можно обрабатывать на таких станках, могут иметь форму труб, шестигранных, квадратных и круглых прутков, фасонного профиля и др. Отличается подобная техника высокой жесткостью своей конструкции и мощным приводом, что позволяет выполнять с ее помощью обработку с высокой производительностью.
Что важно, такая сложная и функциональная техника обслуживается точно так же, как и станок обычной модели. Перечень технологических операций, которые можно выполнять на подобном агрегате, достаточно обширен: растачивание, черновое и фасонное обтачивание, нарезание и накатывание резьбы и др
Наиболее популярными моделями подобного токарного оборудования являются станки 1П365 и 1Б140.

Токарно-винторезный станок 16К20
Распространенными моделями станков для токарной обработки, которые завоевали широкую популярность еще во времена СССР, являются токарно-винторезные устройства. Свою популярность такие станки, которые можно встретить не только практически на любом промышленном предприятии, но и в школьных мастерских, завоевали благодаря тому, что с их помощью можно эффективно выполнять большой перечень технологических операций.
Каждый такой станок, вне зависимости от модели, имеет типовую конструкцию, состоящую из однотипных узлов. Наряду со своей функциональностью, токарно-винторезные модели токарных станков отличаются высокой безопасностью, простотой в работе и обслуживании, что и дает возможность использовать их в качестве агрегатов для оснащения школьных мастерских еще со времен СССР. Наиболее известными и популярными моделями такого токарного оборудования являются станки 16К20, 16К50, 16Б16А и 16П16П.
На предприятиях, выпускающих свою продукцию крупными сериями и использующими в производстве заготовки из фасонных профилей и калиброванных прутков, активно применяются токарные автоматы. Такие станки, на которых преимущественно выполняют операции точения в продольном направлении, с одинаковым успехом справляются с обработкой заготовок из различных металлов: сверхтвердых сплавов, мягкой меди и др.

Токарно-продольный автомат 1М10ДА
Как устроен резец?
Основу представляет металлический стержень, который условно можно подразделить на две части: рабочую головку и хвостовик. Режущая часть имеет форму треугольника с задними и передними вспомогательными поверхностями, по которым в процессе резки сходит стружка. Обработка выполняется главной режущей кромкой, которую мастера называют вершиной. Это место пересечения вспомогательной и главной кромок.
Что касается заточки, имеет значение состояние именно этой части. Вершина может быть закругленной или острой. Также инструмент имеет разные форматы. Обычно учитывается размер державки – в среднем от 8 до 25 мм. Для универсальных работ лучше приобретать набор резцов по дереву для токарного станка, в который входит более 10 экземпляров. В стандартном комплекте предусматриваются резцы с разной формой, что позволяет делать пазы, канавки, снимать фаску и выполнять фигурную обработку.
Разновидности станков для обработки дерева
Для обработки древесины допустимо использовать металлорежущий станок. Предварительно следует убрать масляные подтеки, чтобы к ним не прилипали опилки, закрыть все щели, отверстия, ведущие к мотору (если таковые имеются).
Техника безопасности
Приступать к выполнению работ можно только в защитной спецодежде.
- Нельзя подходить к инструменту с распущенными длинными волосами, висящими украшениями.
- Перед включением агрегата необходимо проверять заземление.
- Эксплуатация механизма возможна только после проверки состояния оборудования, тестирования холостого хода.
- Нужно надежно фиксировать заготовку для избежания ее срыва.
- Технология точения древесины на токарном станке не подразумевает силовых воздействий на деталь. Все движения должны быть плавными, осуществляться только на полном ходу вала.
- Нельзя передавать предметы через работающий станок.
- Нельзя прикасаться к работающим механизмам.
Заточка резцов своими руками
Качество получаемой поверхности и её конфигурация зависит от правильной заточки применяемого инструмента. Окончательную заточку (доводку) режущей кромки токарного резца необходимо производить не только для инструмента, изготовленного самостоятельно или бывшие в эксплуатации, но и нового. Операцию заточки необходимо производить в следующих случаях:
- после приобретения, если нет уверенности в качестве этого инструмента;
- в результате длительного использования;
- снижения качества получаемой поверхности и точности обрабатываемых деталей;
- после длительного хранения (особенно в неблагоприятных условиях).
При проведении этой операции необходимо не только добиться остроты режущей кромки, но выполнить все требования по её наклону и требуемым углам. Заточка резцов для токарного станка по дереву предполагает строгое соблюдение всей последовательности операции. Профессионалы советуют производить составление технологической карты перед проведением заточки. В ней необходимо указать все требуемые углы затачиваемого инструмента. Однако, опытные столяры советуют делать поправки на квалификацию работника. При недостаточном опыте следует уменьшить угол заточки до 30 градусов. При повышении квалификации можно довести величину угла до 45 градусов. Это позволит качественно обрабатывать твёрдые породы дерева. Острый угол заточки требует постоянной проверки и периодической доводки.Определить плоскость, от которой необходимо производить их отсчёт.


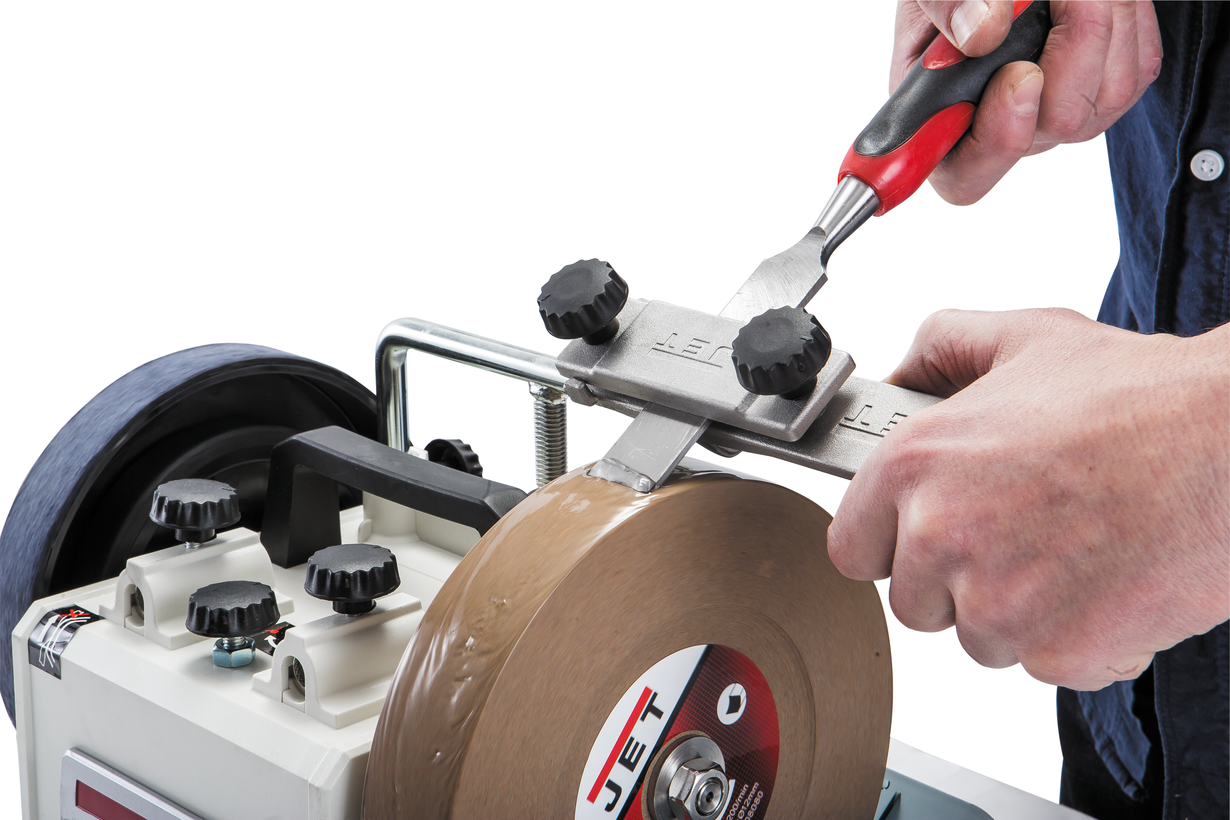






Для качественной подготовки режущей грани по дереву потребуется следующий инструмент:
- точильный станок с абразивным кругом, зерно которого находится в интервале от 25 до 40 с твёрдостью СМ-1;
- при отсутствии станка можно воспользоваться бытовой шлифовальной машинкой с использованием соответствующих обточных кругов;
- доводку после механической заточки следует произвести с помощью мелких напильников или надфилей (это поможет более точно обработать режущую кромку и получить её необходимую форму.
Окончательную доводку целесообразно производить с использованием заточного бруска. По завершении операции заточки каждый резец должен быть тщательно протёрт сухой ветошью. Это позволит удалить остатки машинного масла, прилипшей стружки и грязи, предотвратив снижение качества обрабатываемой поверхности.
Типы и углы затачивания
Для того чтобы определить угол режущего инструмента или заточки стамески на станке применяют 2 плоскости:
- Главная – она накладывается на сторону опоры резца и находится в его нижней части;
- Поверхность нарезания – расположена относительно плоскости затачиваемой заготовки по касательной.
В рабочей поверхности заготовки имеется несколько видов углов:
- Угол заострения – находится между задней и передней основой.
- Главный задний угол – расположен между поверхностью нарезания и задней плоскостью.
- Главный передний – находится на пересечении перпендикуляра поверхности резания и передней стороной инструмента.
Измерение углов производится при помощи угломера настольного. Его располагают по центру, на месте, где соприкасается кромка и плоскость. Значение определяют с помощью специальной линейки.
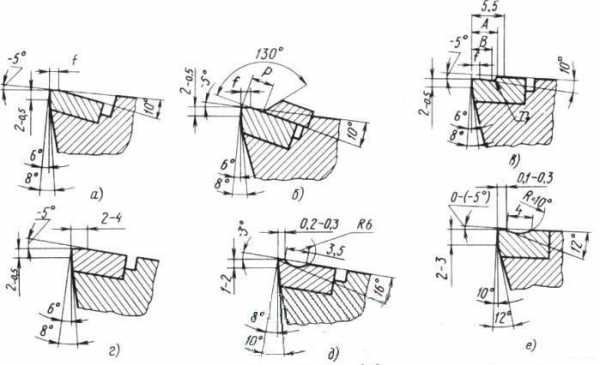 углы заточки
углы заточки
Особенности конструкции резца токарного по металлу
Конструкция элемента состоит из державки резца, благодаря которой фиксируется инструмент на станке, и рабочей головки, что непосредственно обрабатывает поверхность заготовки. Державка может иметь квадратное или прямоугольное поперечное сечение. Рабочая часть инструмента сформирована из нескольких смежных плоскостей и режущих кромок. Их угол затачивания зависит от характеристики обрабатываемого материала и вида обработки.
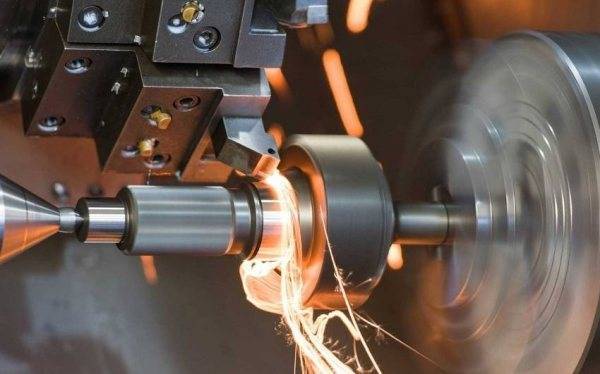
Для достижения заданных параметров детали происходит движение закрепленных в станке резца и заготовки относительно друг друга
Рабочая головка может быть цельной или с приварными или припаянными пластинами. Новинкой являются резцы по металлу для токарного станка со сменными пластинами. Первый вариант представлен цельным с державкой элементом. Такой инструмент может быть изготовлен из специальной высокоуглеродистой инструментальной или быстрорежущей стали. Но такие резцы используются крайне редко.
Преимущественно для металлообработки на токарном станке используются резцы с приварными или припаянными пластинами. Изготавливается инструмент из быстрорежущей стали или твердого сплава, в составе которого присутствуют металлы: титан, вольфрам и тантал. Он отличается высокой прочностью и ценовой политикой. Данный токарный инструмент может быть использован для обработки изделий из цветных металлов, чугуна, любой стали и неметаллических материалов.
Важно! При работе с пластинами из твердых сплавом следует придерживаться правил безопасности, поскольку изделия весьма хрупкие. Очень часто при обработке материала используются резцы токарные со сменными пластинами. В отличие от предыдущего варианта пластина крепится к головке механически с помощью специальных прижимов или винтов
Инструмент удобен в дальнейшей эксплуатации, если пластина изготовлена из минералокерамики, что существенно увеличивает стоимость резца со сменными пластинами
В отличие от предыдущего варианта пластина крепится к головке механически с помощью специальных прижимов или винтов. Инструмент удобен в дальнейшей эксплуатации, если пластина изготовлена из минералокерамики, что существенно увеличивает стоимость резца со сменными пластинами
Очень часто при обработке материала используются резцы токарные со сменными пластинами. В отличие от предыдущего варианта пластина крепится к головке механически с помощью специальных прижимов или винтов. Инструмент удобен в дальнейшей эксплуатации, если пластина изготовлена из минералокерамики, что существенно увеличивает стоимость резца со сменными пластинами.

Разновидность резцов токарных по металлу со сменными пластинами
Рабочая часть для резца станка токарного может быть изготовлена из твердого сплава (танталово-вольфрамо-титанновые, титановольфрамовые, вольфрамовые), быстрорежущей стали (повышенной или нормальной эффективности), углеродистой стали высокого качества. Резцы могут быть использованы для таких типов токарных станков, как строгальные, токарные, долбежные, револьверто-автоматные и специальные.
Читайте на Дача своими руками:
- Фрезерный станок по дереву: фото, видео, инструкция, своими руками
- Как выбрать фрезерный станок по дереву: фото особенности характеристки
Подробное изучение станка
Все токарные станки устроены аналогичным образом и по конструкции выстроены из одних и тех же узлов. Каждый узел в станке выполняет свою функцию и имеет свои особенности строения.
Станина
Это основа любого станка. Станина является литой частью оборудования и предотвращает излишнюю вибрацию, которая может привести к износу станка и неточности при обработке заготовке.

Фартук
Фартук преображает вращательное движение ходового винта в поступательное перемещение суппорта. Движение от ходового валика применяется при механическом перемещении поперечных салазок. Ходовой винт – необходим при нарезании резьбы, а ходовой валик – для всех прочих токарных работ.





Фартук содержит 4 кулачковые муфты, которые отвечают за прямой и обратный ход каретки и салазок. Также фартук имеет блокирующее устройство, которое препятствует одновременному включению продольной и поперечной передачи.
Суппорт
Суппорт предназначен для закрепления и перемещения режущего инструмента. Суппорт расположен на нижних салазках и само движение задается вращением винта.
Передняя бабка
Шпиндельная бабка – один из основных узлов любого токарного станка. От этой детали зависит точность расположения и движения заготовки. Передняя бабка состоит из: корпуса, шпинделя, подшипников, устройство для контроля движения шпинделя, кнопка для включения и выключения оборудования. Основанием для всех частей шпиндельной бабки является ее корпус. Форма корпуса может различаться в зависимости от модели станка.
Задняя бабка
Упорная бабка также крепится на станине и необходима для закрепления режущего инструмента. Также это опора правого конца заготовок. Опорную бабку подводят к болванке по направляющим станины и закрепляют неподвижно посредством болта и гайки.

Подручник или держатель резцов
Еще одна основная деталь для стандартного токарного станка по дереву. От него зависит удобство работы и безопасность всего процесса.
Принцип действия
Основой станка является станина. На ней расположена передняя бабка, а изнутри – электродвигатель. Движок вращает шпиндель с конусом Морзе, а с противоположной стороны оборудования крепится задняя (опорная) бабка.
Подручник, который может поворачиваться в любую сторону крепится как можно ближе к заготовке и направляет резец, поддерживая его. Станок может иметь ручную регулировку коробки передач или автоматическую. На наиболее современных моделях стоит вариатор, который позволяет регулировать быстроту хода.
Соблюдение правил безопасности при работе на токарном станке — обязательное условие
Не освоив правила безопасности работы на станке, не стоит и подходить к нему, иначе работник может здоровье потерять, а не получить удовольствие от классно изготовленной детали. Основные требования безопасности при проведении токарных работ по дереву изложены ниже:
Техника безопасности
- токарь должен быть одет в спецодежду, которая должна быть плотно застёгнута на все пуговицы;
- волосы должны быть убраны в головной убор;
- обязательно надевание защитных очков и опускание защитного экрана;
- ручки стамесок не должны иметь трещины;
- заготовка должна быть надёжно закреплена в патроне;
- заготовка не должна иметь повреждений;
- станок должен быть заземлен;
- все настроечные манипуляции (замер размера, пододвигание подручника к детали и т. д.) должны выполняться при выключенном станке.
Существуют и другие пункты требований по безопасности, которые могут быть изложены либо в производственной инструкции, либо в документации завода-изготовителя токарного станка.
Правила заточки резцов по металлу для токарного станка
Заточка токарных резцов — ответственная процедура. При её проведении нужно учитывать особенности оснастки, материал. Заточка рабочего инструмента проводится три этапа:
- Заднюю часть срезают под углом, который идентичен заднему углу удерживающего элемента приспособления.
- Далее работают с тыльной частью рабочей головки.
- Заключительный этап — доводка угла до нужного положения.
Выполнить заточку можно тремя способами:
- Используя круг с абразивным напылением.
- Покрывая затачиваемую поверхность химическими средствами.
- Используя специализированное оборудование.
Чтобы не испортить режущий элемент приспособления, сделать её более долговечной, нужно учитывать ряд правил:
- Не пытаться заточить кромку с помощью заточного бруска. Ручными инструментами крайне сложно сделать нужный угол. Нагревание, которое возникает во время трения, ухудшает характеристики рабочей головки оснастки.
- Предпочтительнее выполнять заточку режущей кромки используя систему охлаждения.
- Прежде чем начинать заточку с помощью абразивного круга нужно его проверить. Он должен быть ровным, без сколов, трещин. Во время кручения диск не должен отклоняться в стороны. Это может вызвать поломку оборудования, порчу режущей кромки.
- Запрещено удерживать резец на весу. Для этого нужно применять специальный упор. Он устанавливается на расстоянии 5 мм от абразивного круга.
- Чтобы не возникало перегрева материала во время вращения круга, нельзя прижимать оснастку к абразиву. Усилия должны быть минимальны.
- При работе нужно использовать защитные очки, чтобы защитить глаза от попадания металлической стружки.
- Нельзя затачивать одноразовые модели, изготовленные в виде пластин.
- Лучший вариант во время выбора вида абразива, которым покрывается точильный круг — карборунд. Представляет собой абразивную крошку зелёного цвета. Этот материал подходит для заточки твердосплавных режущих пластин. Затачивать углеродистые стали нужно корундовыми кругами.
- Нельзя быстро охлаждать резец после заточки. Это приведёт к нарушению целостности металла.
- Периодически менять точильные камни.
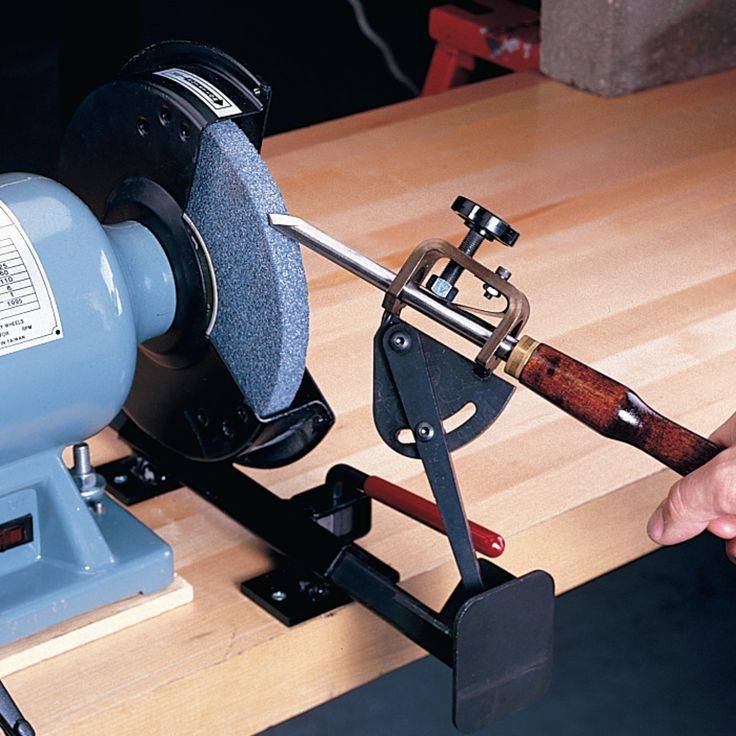
Нельзя забывать про доводку оснастки. Эта технологическая операция позволяет избавиться от сколов, микротрещин, неровностей на лезвии. Чтобы провести доводку, применяется специальное оборудование, на котором закрепляются круги с алмазным напылением. Резец зажимается в тисках, которые перемещаются к заточному кругу с помощью ручки. Используя маховик доводят режущую кромку до финишного состояния.
Токарные резцы с малым сечением державки (8х8, 10х10, 12х12, 16х16) разработаны специально для обработки деталей небольших размеров в различных мастерских, в автосервисах, на дому, для обучения в ПТУ и в школьных учреждениях на малогабаритных (настольных) станках Proma, Jet, Profi, Реабин, Quantum, Универсал-3М, МИНИТОК, КАЛИБР, Knuth, Энкор, Schaublin, Sturm, Triod и других.
Как заточить с помощью алмазного круга (диска, камня)?
Алмазный круг для заточки является распространенным устройством, если говорить о заточке с использованием специальных средств. В первую очередь он используется для резцов из твердых сплавов металла, например, свёрл.
Алмазный круг может быть исполнен в форме прямого диска, тарелки или чаши. Выбор круга должен зависеть от формы заготовки. Например, для работы с лезвиями подойдет диск, для дисковой пилы лучше использовать тарелку.

Диаметр круга может варьироваться в пределах от 125 до 300 мм. Подбирать нужно под свой наждак. От ширины алмазного слоя прямо пропорционально зависит диаметр детали, которая может на нем обрабатываться. Плюс чем толще этот слой, тем дольше прослужит круг. Благодаря мелкозернистой структуре алмазного круга, его можно использовать для доводки резцов.
Технология заточки
Процесс заточки определяет конструкция резца (количество поверхностей, ширина лезвия) и его износ. Процедуру возможно проводить по задней, по передней или по обеим поверхностям. Как правило, если износ небольшой, восстанавливают лишь геометрию задней поверхности.
СПРАВКА: Основная работа алмазного круга определяется параметрами углов передней и задней поверхностей резца. По этому его главные углы – это передний (γ) и задний (α). Если увеличить угол γ, то улучшается стружкоотвод, уменьшаются затраты мощности, снижается шероховатость, но при этом лезвие подвергается истончению. Это влияет на скорость отвода тепла и его прочность. Задний угол отвечает за снижение трения в процессе обработки резца на алмазном круге.


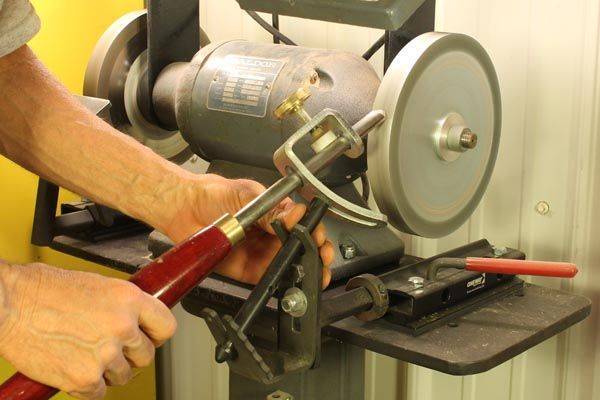

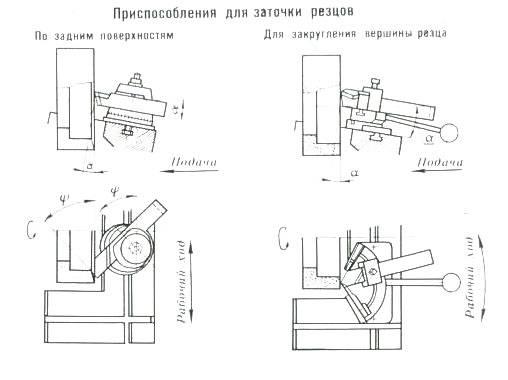



Общая последовательность затачивания выглядит следующим образом:
- Сначала производят заточку задней поверхности. Инструмент кладут на подручник опорной поверхностью так, чтобы его режущая кромка получила горизонтальное расположение. Столик же располагают в вертикальной плоскости по заданному углу α. Периферия круга осуществляет заточку. При этом круг должен вращаться по направлению на инструмент.
- Затем (при необходимости) затачивается передняя поверхность. Процедура выполняется торцом алмазного круга. Для этого инструмент кладут на подручник боковой плоскостью.
- Потом затачивается радиус закругления.
- Далее, производится измерение углов по шаблонам. Для измерений может использоваться стандартный угломер, линейка и нониус.
- При завершении обработки алмазным кругом может потребоваться шлифовка (доводка осуществляется самим алмазным кругом).

СПРАВКА: Шаблоны можно купить или сделать специальные трафареты из металла самостоятельно.
Техника безопасности
Важным моментом при работе с таким оборудованием, как алмазный круг, является соблюдение техники безопасности:
- Первым делом мастер должен обеспечить себя минимальным комплектом экипировки – защитные очки (экран) и защитный кожух.
- Во избежание попадания спиленных частиц металла в дыхательные пути следует заранее позаботиться о вентиляции рабочего пространства.
- Заранее следует убедиться в исправности всех механизмов и оборудования, в том числе, проверить крепление кругов. Угол раскрытия кожуха круга не должен быть больше 90°, а по отношению к горизонтальной линии угол раскрытия не может быть больше 65°.
- Инструмент нельзя держать на весу. В качестве опоры для резца следует использовать подручник. Последний должен быть зафиксирован как можно ближе к кругу (расстояние не более 3 мм между кругом и подручником).
- В случаях, когда шлифовальное оборудование издает биение или потрескивание, работу нужно немедленно прекратить.
- Необходимо контролировать силу прижимания резца к шлифовальному кругу. Чрезмерное нажатие может повлечь порчу как резца, так и алмазного круга.
- Круг должен вращаться в таком направлении, чтобы когда резец прижимается к нему, искры летели вниз.
Алмазные абразивы для заточки
При заточке резцов с твердосплавной режущей кромкой должны использоваться алмазные круги для заточки резцов токарных. Твердосплавные коронки применяются в скоростных высокопроизводительных станках. Мелкая алмазная крошка из которой состоят круги для заточки резцов может обрабатывать такие твердые сплавы как победит и синтетические как эльбор, также резцы из обычной инструментальной стали можно обрабатывать на алмазных кругах. По форме обрабатывающего материала различают круги, диски и чашки.
Алмазная чашка используется для заточки, шлифовки и других видов обработки слесарного инструмента:
- Дисковых пил;
- Фрез;
- Резцов;
- Сверл.
Использование алмазных чашек позволяет сократить время технологической операции по сравнению с обработкой с использованием другого абразивного материала, например, корунда. Любая чашка имеет маркировку, соответствующую ее размерам, материалу абразива, твердости и рабочей скорости вращения. Например, чашка с обозначением 12A2-45 /150*20*3*32 может использоваться для заточки токарных резцов с твердосплавной режущей частью. Алмазный диск в основном используется в углошлифовальных машинах для резки различных материалов: стекла, керамики, бетона, мрамора и др. Для затачивания токарных резцов он обычно не используется. В маркировке алмазного круга, чаши или диска присутствует литера «А», эльборовые круги обозначаются через литеру «Л».
Реставрация рукоятки
Износу подвержена также и рукоятка. Именно поэтому часто работы предусматривают их восстановление. Среди особенностей отметим следующее:
- Прочность крепления может быть восстановлена за счет применения клеящего состава.
- Часто этот элемент изготавливается их дерева, поэтому с обработкой не возникает трудностей. А вот пластиковую рукоятку практически не восстановить.
Приведенная выше информация указывает на то, что многие работы можно провести самостоятельно. За счет этого можно исключить вероятность задерживания процедуры обработки дерева стамеской. Самодельные приспособления, как правило, практически ничем не уступают специальным, за исключением скорости снятия металла с режущей кромки.