
Технические параметры
Диаметр отверстий, которые можно создавать при помощи инструмента, является главной характеристикой сверлильных станков. Паспорт рассматриваемого инструмента указывает, что с его помощью можно создавать отверстия диаметром до двенадцати миллиметров.
В зависимости от цели использования, мастер может переключать быстроту работы агрегата (он обладает пятью скоростями). Техническое описание указывает, что частота вращения колеблется от четырехсот пятидесяти до четырех тысяч пятисот оборотов в минуту, в зависимости от выбранной скорости.
Количество шпинделей – один. Расстояние от шпинделя до плиты регулируемое. В зависимости от конкретных условий расстояние может регулироваться от двадцати до четырехсот миллиметров. Рабочая плита имеет квадратную форму. Длина одной ее стороны составляет двадцать пять сантиметров.
Сверлильный станок 2СС1М: характеристики
Со сверлением и фрезерованием небольшой партии заготовок успешно справится настольно-сверлильный станок 2СС1М. Агрегат выполняет сверлильную операцию в стальной заготовке, фрезерование неметаллов и точение древесины.
Рассчитан агрегат на бытовое использование и работы в единичном производстве.
Станок комплектуется токарным трехкулачковым патроном и прихватом с крепежным комплектом.
Токарный трехкулачковый патрон
Как опция прилагается приспособление, позволяющее вести токарную обработку.
Основные технические характеристики станка
Характеристики агрегата вполне стандартные:
| № п/п | Наименование параметра | Значение |
| 1 | Максимальный диаметр сверления в стали, мм | 6 |
| 2 | Максимальный размер рассверливания, мм | 13 |
| 3 | Предельное расстояние от зеркала стола до торца шпинделя, мм | 250 |
| 4 | Разметка отдаленности от основания до торца шпинделя, мм | 370 |
| 5 | Величина поворота рабочего стола, град | 360 |
| 6 | Максимальный сдвиг пиноли, мм | 70 |
| 7 | Вылет шпинделя от стойки, мм | 150 |
| 8 | Размер стола, Длина × Ширина, мм | 200×200 |
| 9 | Размер основания, Длина × Ширина, мм | 200×200 |
| 10 | Конус в шпинделе | Морзе В16 |
| 11 | Максимальный диаметр деревянной заготовки для токарной обработки, мм | 70 |
| 12 | Число ступеней оборотов шпинделя | 3 |
| 13 | Частота вращения в соответствии с диаметром сверления, об/мин | |
| до 5 мм | 1,6 тыс. | |
| от 5 до 7,5 мм | 1 тыс. | |
| от 7,5 до 13 мм | 600 | |
| 14 | Габарит станка, Длина × Ширина × Высота, мм | 620×240×700 |
| 15 | Вес оборудования, кг | 52,5 |
Описание устройства
Сверлильный станок 2СС1М представляет собой вертикальную конструкцию для настольной установки с массивным основанием в виде плиты.

Устройство сверлильного станка
В опору плиты входит:
- Цилиндрическая стойка – на ней находится подвижный рабочий стол и траверса.
- Для фиксации стола предусмотрен механизм зажима с ручкой.
- Над рабочей зоной стола расположен пиноль, закрепленный в траверсе.
- Пиноль имеет возможность перемещения в вертикальной плоскости по реечной передаче. Пиноль опускается вращением рукоятки ручной подачи.
- В противоположной части траверсы станка 2СС1М установлен электродвигатель.
- Трехступенчатый шкив электродвигателя и пиноли соединяет ременная передача.
Подготовка станка к работе
Специалисту необходимо знать регламент по эксплуатации агрегата:
- За отверстия в основании станок закрепляется на верстаке или рабочем столе.
- В шпинделе с патроном зажимается сверло необходимого диаметра.
- Рукояткой пиноль отводится в крайнее верхнее положение.
- Обрабатываемая деталь устанавливается на столе и закрепляется прихватами или с помощью другой оснастки.
- Перемещением стола нужно установить зазор не менее 5 мм между верхней плоскостью детали и вершиной инструмента.
Перемещение инструмента при обработке контролируется по линейке лимба. Цена деления отсчетного устройства 1 мм, отметка соответствует величине перемещения инструмента на деталь. Перед началом обработки следует соединить нуль лимба с отметкой на станке, вращением лимба против часовой стрелки.
Принцип работы электрической схемы
Питание станка 2СС1М происходит от сети напряжением 220 В. Род тока – переменный, однофазный, а частота тока 50 Гц.
После подключения к сети при полной готовности к работе следует нажать пусковую кнопку на панели управления. После подачи электричества срабатывает толчковый контакт включения пусковой обмотки, запускается рабочая обмотка электромотора.
В момент выключения кнопки размыкаются клеммы на контакторе, пусковой контур электродвигателя отключается.
Останов оборудования осуществляет стоповая красная кнопка. Она также необходима в аварийной ситуации и при непринужденном останове двигателя. Кнопка предотвращает поломку привода станка и травматизм станочника.
В сверлильном станке 2СС1М установлен электродвигатель с номинальной мощностью 0,18 кВт.
Электродвигатель с мощностью 0,18 кВт
Частота вращения вала двигателя 1420 об/мин. Двигатель имеет II класс изделия с двойной изоляцией.
Рекомендации по обработке
Специалисты по работе с агрегатом советуют мастерам придерживаться нескольких правил:
- Выбор режимов обработки производится с учетом твердости и типа материала. Заготовки высокой твердости обрабатываются на низких оборотах.
- Крупногабаритные детали устанавливают на полу или подставке. Траверсу разворачивают в нужное положение.
- Фрезерование пазов выполняется при закрепленной пиноли. Заготовка устанавливается вдоль упора и подается вручную.
На токарной операции в пиноль устанавливается гребенка вместо патрона. В отверстие рабочего стола закрепляется вращающийся центр. Между ними располагается обрабатываемая деталь. Обработка ведется резцами с установкой специального приспособления.
Описание конструкции и технические характеристики устройства
Данная модель имеет один шпиндель с вертикально перемещаемым сверлильным патроном, закрепленный на круглой стойке вместе с двигателем и шкивом ременной передачи. Подача рабочего инструмента осуществляется вручную, его точное перемещения отсчитывается с помощью фиксируемого на колонне лимба. Сверлильный станок ГС2112 имеет неповоротный стол с пазами-захватами, крепко удерживающими тиски или небольшую деталь. Его основание изготовлено из литого чугуна, риск смещения оборудования в ходе сверления отсутствует.
Принцип действия основан на передаче крутящего момента с надежного асинхронного двигателя с мощностью потребления не более 550 Вт и напряжением питающей сети в 380 В на рабочий вал сверлильного станка через ременную передачу. Последние перебрасываются при смене скорости шпинделя в один из пяти установленных пределов. Это упрощает процесс подбора оптимального режима работ, при необходимости сверления тонких отверстий в твердых сплавах выбирается низкое значение (450 или 800 об/мин), при обработке мягких цветных металлов – наоборот, максимальное (2400 или 4500).
Заявленные производителем технические параметры шпинделя и остальных узлов этого станка приведены в таблице:
Преимущества модели
Работа данного сверлильного станка оценивается пользователями положительно, в первую очередь он ценится качество материалов изготовления и непосредственно подгонки узлов и неприхотливость в облуживании. Для эффективной работы достаточно периодического осмотра поверхностей и смазки трущихся частей разными видами масел, И-30А лучше остальных подходит для гидравлики: винтовой пары и станины, узла регулировки высоты и перемещаемой гильзы шпинделя, антифрикционные разновидности – для подшипников, опор шкива и зубчатых элементов. К преимуществам модели также относят:
- Уверенность в надежности ГС2112 технические характеристики которого проверены временем.
- Возможность получения и обработки отверстий небольшого диаметра с контролем глубины сверления с помощью упоров и отчитывающего лимба.
- Регулировку скорости вращения шпинделя в широком диапазоне и фиксацию ее в одном из пяти режимов.
- Простоту схемы и конструкции. При незначительном ограничении технологических возможностей этот сверлильный станок без проблем ремонтируется, все выполняемые на нем операции интуитивно понятны пользователю.
- Безопасность оператора, обеспечиваемая блокировкой двигателя при открытом кожухе и дополнительным местным освещением. Время выжидания после выключения режима сверления у этой модели не превышает 5 с.
Информация об изготовителе, современные аналоги и модификации
Разработчиком и основным поставщиком является Гомельский ЗСУ, выпускающий станочное оборудование с 1961 г, на ГС2112 производитель дает заводскую гарантию не менее 12 месяцев. Дополнительные буквы в маркировке (помимо «К», обозначающей возможность выполнения резьбовых операций) указывают на комплектацию станка, а именно: «О» — на оснащение системой охлаждения инструмента, «Т» — поставки со специальной удобной тумбой весом не более 40 кг, «В» или «Н» — внутренним или наружным конусом шпинделя, соответственно с учетом требований ГОСТ 9953, «У» — устройством, позволяющим сверлить отверстия по жесткому упору.
Модификацию этого сверлильного оборудования в любом случае рекомендуется уточнить у поставщика, это же относится к базовому набору комплектующих. Его одношпильные аналоги (свыше 14 вариантов) в разное время производили Ейский (ЕНС12), Мукаческий (ШУНСС-12), Кировский (МП8-1655), Воронежский (ВС3-5016) и другие станкостроительные заводы, также имеющие хорошие показатели продаж.
Кинематическая схема настольно-сверлильного станка гс 2112
Сверлильный станок гс2112 имеет три кинематические цепи:
- Главное движение-вращение шпинделя;
- Вспомогательное движение — ручная подача шпинделя и перемещение шпиндельной бабки по колонне.
Главное движение — вращение шпинделя осуществляется от электродвигателя через клиноременную передачу.
Ручная подача осуществляется при помощи рукоятки штурвального устройства,вращательное движение через шестерню 3 передается на рейку 4 пиноли шпинделя.
Осевое перемещение шпиндельной бабки осуществляется при помощи вращения рукоятки 9, которая через поводки 5 и 6 передается винтовой паре 7 ,8.
Выбор типа шпинделя
Теперь представим конкретные разновидности, отметим их достоинства и характерные черты. Их следует учитывать при подборе детали.


Со встроенным электромотором (электрошпиндели)
Они:
- Способствуют развитию очень высоких скоростей. При стандартных 18 000 – 24 000 оборотов в минуту, некоторые модели могут поддерживать и рабочие 120 тысяч об/мин.
- Очень хорошо режут на больших скоростных режимах.
- Имеют ограничения в нагрузках – оно продиктовано использованием небольших шариковых подшипников.
- Не приспособлены для обратного хода. Отсутствие такой функции сильно затрудняет создание некоторых элементов, например, нарезку резьбы.
- В качестве фиксаторов наиболее часто применяются конусы или цанговые зажимы.
Механические с внешним приводом
Они:
- Имеют дело с намного меньшими скоростями. Стандартном можно считать от 300 до 8 000 оборотов в минуту. Это обусловлено тем, что довольно трудно привести в движение все подшипники, шестерни и прочие передающие движение элементы
- Жесткость и нагрузочная способность больше. Почему? потому что можно использовать не только шарикоподшипники, но и более устойчивые – роликовые. Так что такое оборудование может быть использовано даже для силовой фрезеровки титана или других прочных металлов.
- Есть обратная связь – при условии установки мотора с энкодером.
- Применяются инструментальные конусы вместо цанг – последние не отвечают требованиям по жесткости фиксации.
Это интересно: Гидравлический цилиндр – устройство, принцип работы, расчет усилия
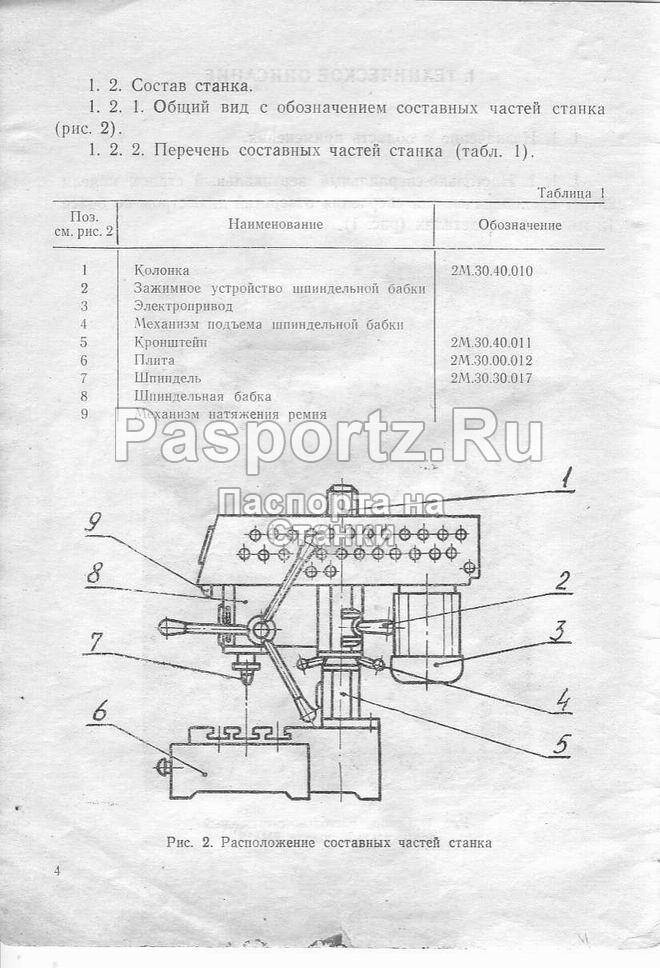
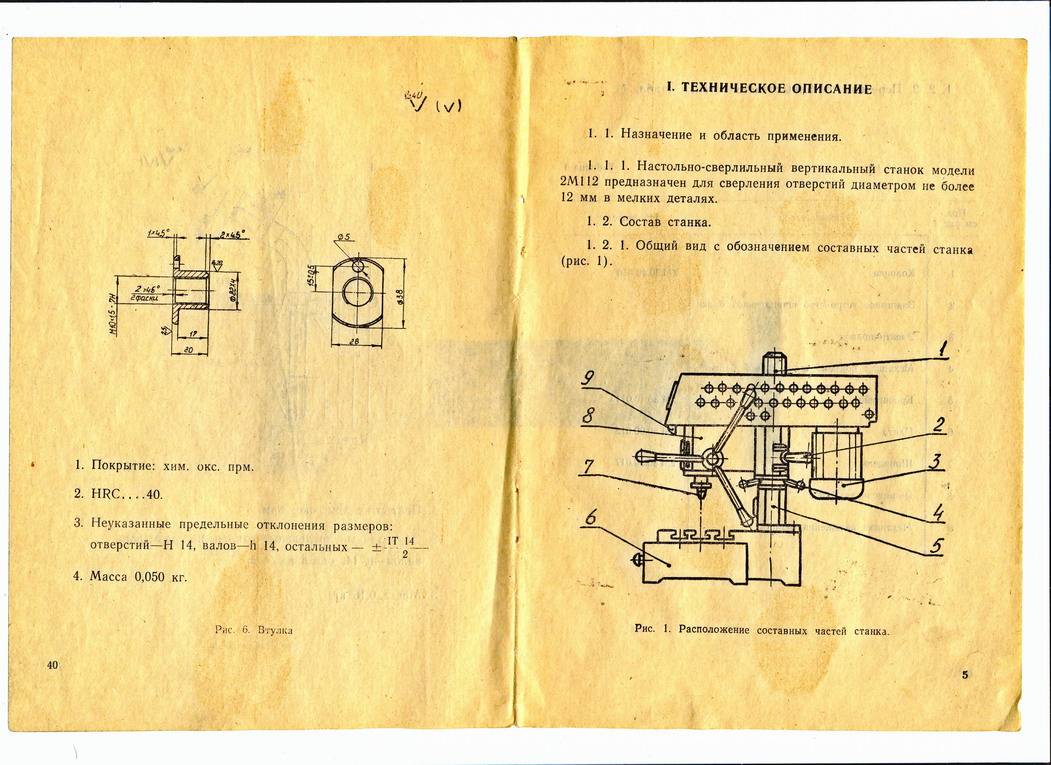
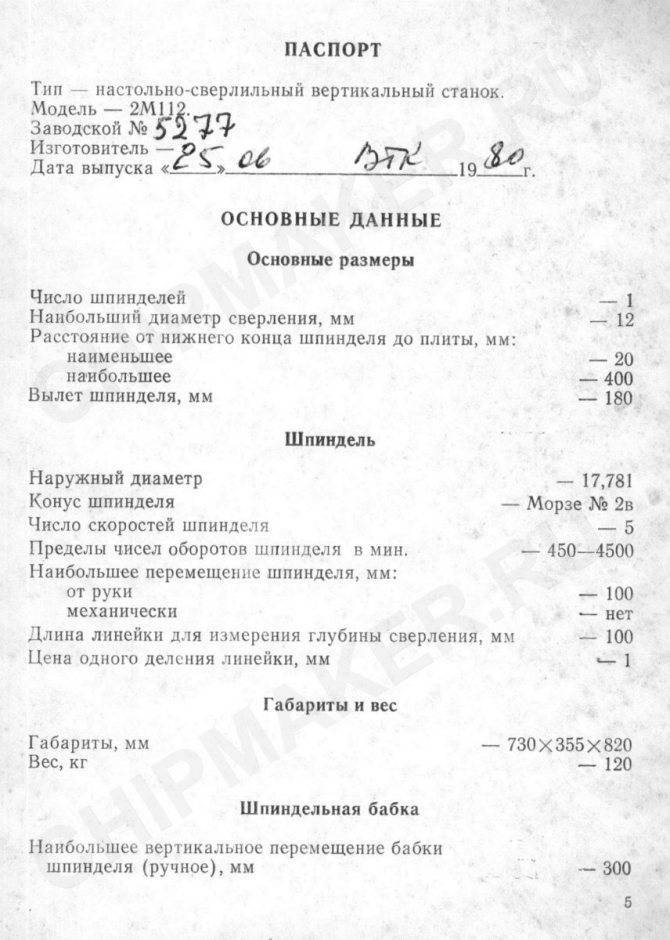
2М112 станок сверлильный настольный. Назначение и область применения
Станок предназначен для сверления отверстий и нарезания резьбы в мелких деталях из чугуна, стали, цветных сплавов и неметаллических материалов в условиях промышленных предприятий, ремонтных мастерских и бытовых мастерских.
Основные технические характеристики сверлильного настольного станка 2м112
Изготовитель — Кировский станкостроительный завод.
- Максимальный диаметр сверления: Ø 12 мм
- Наибольшая глубина сверления: 100 мм
- Наибольшая высота обрабатываемой детали, установленной на рабочем столе: 400 мм
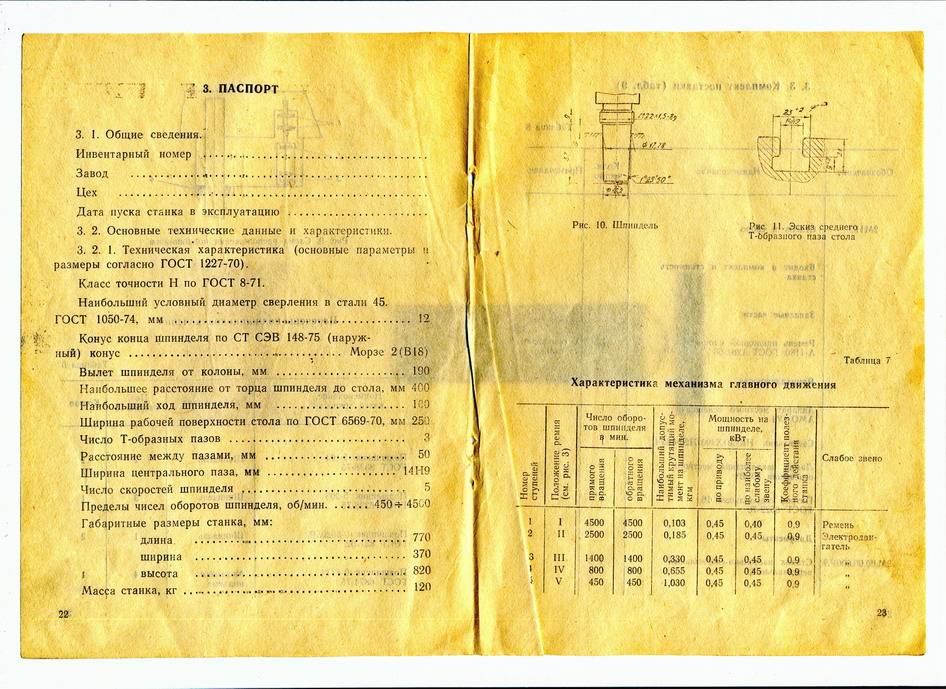
- Пределы чисел оборотов шпинделя в минуту — (5 ступеней) 450, 800, 1400, 2500, 4500 об/мин
- Конец шпинделя — В18 наружный укороченный конус Морзе 2 по ГОСТ 9953
- Стандартный сверлильный патрон — Патрон 16-В18 ГОСТ 8522-79, диапазон зажима 3..16 мм
- Мощность электродвигателя: 0,55 кВт
- Масса станка: 120 кг
Шпиндель станка 2м112 получает пять скоростей вращения от пятиступенчатых шкивов привода, что обеспечивает свободный выбор скоростей резания в диапазоне от 450 до 4500 об/мин.
Конец шпинделя — наружный укороченный конус морзе КМ2, обозначение В18 по ГОСТ 9953 (Конусы инструментальные укороченные) — конус укороченный: D = 17,780 мм, длина конуса 37,0 мм.
Укороченному конусу В18 соответствует сверлильный трехкулачковый патрон 16-го типоразмера по ГОСТ 8522 (Патроны сверлильные трехкулачковые) с диапазоном зажима от 3 до 16 мм.
Пример условного обозначения сверлильного 3-х кулачкового патрона, типоразмера 16, с присоединительным конусным отверстием В18:
Патрон 16-В18 ГОСТ 8522-79
Конус Морзе инструментальный укороченный
Конус инструментальный — Конус Морзе — одно из самых широко применяемых креплений инструмента. Был предложен Стивеном А. Морзе приблизительно в 1864 году.
Конус Морзе подразделяется на восемь размеров — от КМ0 до КМ7 (на английском: MT0-MT7, на немецком: MK0-MK7).
Стандарты на конус Морзе: ГОСТ 25557 (Конусы инструментальные. Основные размеры), ISO 296, DIN 228. Конусы, изготовленные по дюймовым и метрическим стандартам, взаимозаменяемы во всём, кроме резьбы хвостовика.
Для многих применений длина конуса Морзе оказалась избыточной. Поэтому был введён стандарт на девять типоразмеров укороченных конусов Морзе (B7, B10, B12, B16, B18, B22, B24, B32, B45), эти размеры получены удалением более толстой части конуса. Цифра в обозначении короткого конуса — диаметр толстой части конуса в мм.
- B7 — конус Морзе КМ0, D = 7,067 мм;
- B10 — конус Морзе КМ1, D = 10,094 мм. Патрон 4-В10 (0,5÷4 мм);
- B12 — конус Морзе КМ1, D = 12,065 мм. Патрон 6-В12 (0,5÷6 мм), Патрон 8-В12 (1÷8 мм);
- B16 — конус Морзе КМ2, D = 15,733 мм. Патрон 10-В16 (1÷10 мм), Патрон 13-В16 (1÷13 мм);
- B18 — конус Морзе КМ2, D = 17,780 мм. Патрон 16-В18 (3÷16 мм);
- B22 — конус Морзе КМ3, D = 21,793 мм. Патрон 20-В22 (5÷20 мм);
- B24 — конус Морзе КМ3, D = 23,825 мм;
- B32 — конус Морзе КМ4, D = 31,267 мм;
- B45 — конус Морзе КМ5, D = 44,399 мм.
Где D — диаметр конуса в основной плоскости.
Отсчет глубины сверления производится по плоской шкале или упору.
Оригинальная конструкция натяжения ременной передачи позволяет быстро менять положение ремня на шкивах для получения нужной скорости резания.
Использование тумбы для установки станка дает возможность для сверления торцов длинных деталей, например валов. Диаметр вала — до сто двадцати миллиметров, длина — до тысячи миллиметров.
Сверлильный станок 2М112 позволяет выполнять следующие операции:
- сверление
- зенкерование
- развертывание
- рассверливание
- нарезание резьб
Сверлильный станок 2М112 может комплектоваться дополнительными принадлежностями, позволяющими расширить его возможности:
- Тиски — незаменимы при сложных видах обработки, например, небольших деталей или сверления под углом
- Крестовый стол — незаменим для точного координатного сверления или легкого фрезерования
- Револьверная головка
- Узел охлаждения — незаменим при длительном сверлении
Аналоги настольного сверлильного станка 2М112
ЕНС12 — Ø12 — Ейский станкостроительный завод ЕСЗ, г. Ейск
ОД71 — Ø12 — Оренбургский станкозавод, г. Оренбург
НС-12А — Ø12 — Вильнюсский станкостроительный завод «Жальгирис»
НС-12Б, НС-12-М — Ø12 — Барнаульский станкостроительный завод
ШУНСС-12 — Ø12 — Мукачевский станкостроительный завод, с. Кольчино
ГС2112 — Ø12 — Гомельский завод станочных узлов
ЗИМ1330.00.00.001 — Ø12 — Завод им.Масленникова, ЗИМ-Станкостроитель, г. Самара
МП8-1655 — Ø12 — СтанкоСтроительный завод им. Кирова, г. Минск
БС-01 — Ø12 — Беверс, г. Бердичев
ВС3-5016 — Ø12 — Воронежский станкозавод
Р175М — Ø12 — Чистопольский завод АвтоСпецОборудование, г. Чистополь
Р175, Р175М — Ø13 — АвтоСпецОборудование
ВИ 2-7 — Ø14 — Волгоградский инструментальный завод
MD-23 — Ø14 — Каунасский станкостроительный завод «Нерис»
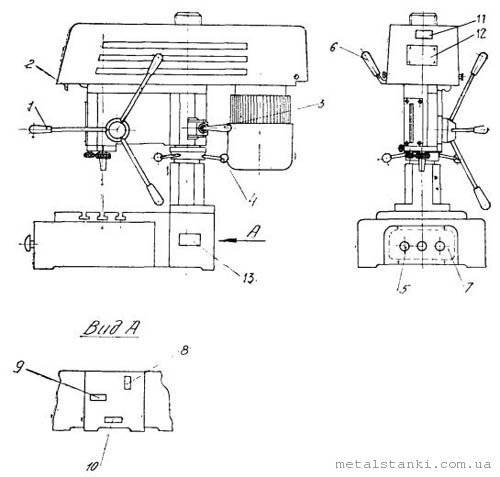
3 Описание узлов и кинематики станка
Колонка агрегата стоит на плите, которая выполнена в виде отливки со специальной емкостью, называемой корытом. Оно предназначено для сбора жидкости, используемой для охлаждения, а затем и для ее отвода. Крепление кронштейна и колонки сделано неподвижно, а сам кронштейн служит для соединения колонки и платика (верхнего) плиты.

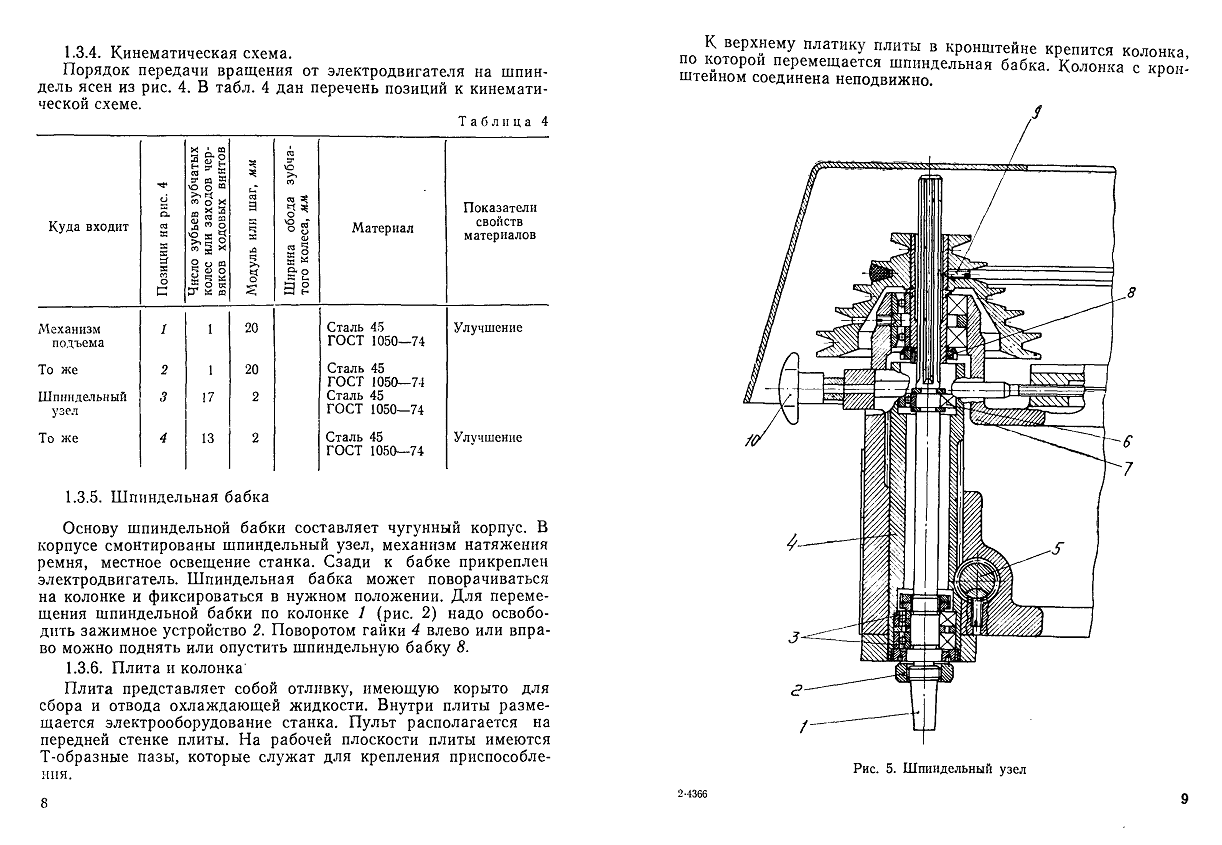

Электрическое оборудование настольно-сверлильного агрегата помещено в полость плиты, на лицевой части которой находится пульт управления. Добавим, что плита располагает пазами (Т-образными), требуемыми для надежного крепления описанных узлов.

Шпиндельная бабка (ШБ) изготовлена из чугунного корпуса, в котором размещается устройство натяжения ремней и шпиндельный механизм. Электрический двигатель соединен с бабкой в задней ее части. ШБ допускается поворачивать на колонке для выбора необходимого рабочего положения бабки. После этого ее фиксируют в этом положении. Для передвижения ШБ вниз либо вверх следует использовать подъемное устройство, поворачивая его вправо или влево
Обратите внимание – нужно обязательно отжать зажимное устройство, чтобы получить возможность передвигать бабку
Шпиндель располагается на шарикоподшипниках в гильзе, а непосредственно шпиндельный узел размещен в корпусе. Через шлицевое соединение шпиндель получает требуемое для работы вращение от шкива и втулки. Оператор подает шпиндель при помощи гильзы с рейкой и вала-шестерни, которые подсоединены к штурвалу. В конструкции шпиндельного механизма предусмотрено наличие специальной гайки. Она дает возможность осуществить с конуса шпинделя снятие сверлильного патрона.
Помогите с восстановлением 2Н112 — Сверлильные станки
В том что это 2М112 я до конца не уверен, но все-же. :rolleyes:
В общем, купил по объявлению в инете «рабочий» станок, но, на самом деле, все оказалось немного иначе. Впрочем, не я первый…
И без того побитый шильдик двигателя был вдобавок закрашен. Краску удалось стереть, и кое-как рассмотреть начальные символы модели — АМХ74, обороты — 1370, КПД да Δ/Y 220/380. Последнее я и так знал, т.к. уже успел перекоммутировать обмотки и подкинуть двиг к частотнику. Подключение показало пищащие подшипники. Можно, наверное, смазать, но я лучше поменяю. Мощность двигателя так и осталась для меня загадкой.
Возникла пара вопросов:
1. Зажим шпиндельной бабки (ШБ) имеет смысл варить? Мало того что чугунина (сварщика путевого нужно найти), так еще и варить по тонкому телу … Выдержит ли сварочный шов при затягивании?
2. Правильно ли я понимаю, что консоль, на которой закреплен двигатель, перекошена потому, что в зазоре между ластохвостами должны быть какие-то планки (клинья?), заполняющие его? Из какого материала из лучше изготовить?
3. Видел в соседних темах, что на таких станках установлен упорный подшипник между кольцом подъема и ШБ. Это предусмотрено конструкцией или самодел? Может кто подскажет номер подшипника…
Спасибо всем, кто не сочтет за труд помочь с ответами.
www.chipmaker.ru
2 Наладка и подготовка станка к эксплуатации
Процесс подготовки вертикально-сверлильного станка 2М112 к использованию состоит из следующих операций:
- Смазка узлов вращения.
- Подгонка рабочего стола по высоте и его фиксация.
- Установка сверла в шпиндель.
- Фиксация обрабатываемой детали на столе посредством прихватов либо прижимной планки.
- Проверка совпадения оси сверла и предварительно размеченной на заготовке точки сверления.
Устанавливать сверло необходимо в сверлильный патрон, другие типы инструмента (метчики, резцы) — в коническое отверстие на торцу шпинделя. Посадочное гнездо и сам инструмент перед монтажом нужно очистить от масла и загрязнений ветошью, после чего хвостовик сверла (или сверло вставленное в патрон) вводится коническое гнездо на шпинделе так, чтобы его лапка вошла в выбивное отверстие, фиксируется в шпинделе хвостовик с помощью сильного толчка.
Демонтаж инструмента выполняется посредством плоского клина, один из его концов необходимо ввести в выбивное отверстие и легко ударить по противоположной стороне клина. В результате клин выжмет хвостовик сверла из посадочного отверстия. Также допустимо изъятие инструмента посредством клина радиусного типа либо эксцентрикового ключа.

2М112 в рабочем состоянии
Способы фиксации деталей на рабочем столе станка крайне вариативны, они подбираются исходя из размеров и массы обрабатываемых заготовок. Мелкогабаритные конструкции удобнее всего закреплять на призматической прокладке либо с помощью тисков, смонтированных в Т-образные пазы стола. Если размеры заготовки не позволяют закрепить ее в тисках, фиксировать ее нужно с помощью прижимных планок прямо на поверхности стола. Учитывайте, что окончательную фиксацию детали нужно выполнять только после совмещения осей сверла и формируемого отверстия.
После того как сверло смонтировано а деталь закреплена необходимо осуществить настройку станка. Суть настройки заключается в установке передаточного ремня на требуемую шестерню шкива для получения нужной частоты оборотов шпинделя. Частота оборотов подбирается в соответствии с положениями технологической карты (в промышленных условиях) либо по справочникам, исходя из глубины и диаметра рассверливаемого отверстия и типа обрабатываемого материала.
По завершению подготовительных работ необходимо выполнить пробный пуск вертикально-сверлильного станка 2М112. Убедившись в правильности его настройки можно начинать процесс сверления.
Монтаж станка 2М112
Настольно-сверлильный вертикальный станок 2м112 устанавливается на деревянном или металлическом верстаке высотой 600…900 мм и крепится к нему болтами диаметром 12 мм. Точность работы станка зависит от правильности его установки.
После установки на верстак станок выверяется при помощи уровня, устанавливаемого на плите. Отклонение не должно превышать 0.04 мм. на 1000 мм. в обеих плоскостях. Светильник местного освещения станка с лампой 40 Вт должен монтироваться так, чтобы обеспечить расстояние лампы от рабочей зоны станка не более 30 см, при использовании лампы 60 Вт-расстояние не более 35 см.
Настольный сверлильный станок 2М112 подходит для мелкосерийного или единичного производства деталей, метизов, рабочих инструментов, строительных конструкций, декоративных изделий из металла, а также ремонта узлов, деталей и запасных частей для машин и механизмов.
Указания мер безопасности при работе на станке 2М112
1. Необходимо соблюдать все общие правила техники безопасности при работе на металлорежущих станках. Безопасность труда на станке модели 2М112 обеспечивается соответствием его требованиям ГОСТ 12.2.009-99, ГОСТ Р ЕН 12717-2006, ГОСТ РМЭК60204.1-99, а также следующим, конкретизированным для указанной модели требованиям.
2. Ременная передача привода главного движения снабжена сплошным откидным кожухом, предохраняющим от травмирования при работе. Работа с откинутым кожухом запрещается.
3. Наружные торны шкивов привода главного движения окрашиваются в желтый цвет.
4. На крышке кожуха привода главного движения предусмотрен предупреждающий знак опасности по ГОСТ 12.4.026.-76.
5. Станок оснащен устройством, предотвращающим самопроизвольное опускание шпинделя.
6. На плите, над вводом от сети установлен знак напряжения по ГОСТ 12.4.026-76.
7. Персонал, допущенный к работе и ремонту станка, должен быть соответствующим образом проинструктирован.


8. При подготовке станка к работе проверить: надежность закрепления патрона на конусе шпинделя, закрепления сверла.
9. Требуемое усилие рывка на рукоятках фиксации сверлильной головки и подмоторной плиты в моменты конца зажима или начала разжима не должно превышать 500 Н (50 кгс).
10. Персонал, обслуживающий электрооборудование станка, а также проводящий наладки и ремонт:
а) должен иметь допуск к обслуживанию электроустановок напряжением до 1000В не ниже III группы:
б) знать действующие правила технической эксплуатации и безопасности обслуживания электроустановок промышленных предприятий по ГОСТ 12.1.019-79 и ГОСТ 12.3.019-80:
в) знать принцип работы электрооборудования станка.
11. Для обеспечения безаварийной работы станка, напряжение питающей сети должно быть в пределах 0,9-1,1 от номинального, отклонение частоты от номинального значения ±0,5 Гц.
12. Станок должен иметь надежное заземление.
Качество заземления должно быть проверено внешним осмотром и измерением сопротивления между металлическими частями станка и зажимом для заземления. Сопротивление заземления не должно превышать 0,1 Ом.
13
Категорически запрещается производить ремонтные и наладочные работы при включенном питании!
Электропитание станка подводится через один ввод и подключается через переключатель О.
Внимание!
При отключенном переключателе остаются под опасным напряжением входные контакты переключателя и клемные зажимы.. 14
В станке имеется нулевая защита, исключающая самопроизвольное включение станка.
14. В станке имеется нулевая защита, исключающая самопроизвольное включение станка.
15. Для обеспечения безопасности контактные зажимы, предназначенные для присоединения кабеля от источника питания, защищены крышкой из изоляционного материала.
16. На станке установлена кнопка АВАРИЙНЫЙ СТОП красного цвета, отключающая электрооборудование станка независимо от режима работы.
Проверка действия кнопки АВАРИЙНЫЙ СТОП производится при первоначальном пуске станка.
Категорически запрещается работать на станке при неисправной электрической цепи отключения от кнопки АВАРИЙНЫЙ СТОП.
17. Освещенность рабочей поверхности в зоне обработки в системе комбинированного освещения (общее плюс местное) должна быть ее менее 1000 лк.
Освещенность от светильников общего освещения в зоне обработки должна составлять не менее 300 лк в горизонтальной плоскости.





