Классификация шпинделей по типу, размеру и диаметру
Есть различные основания для классифицирования. Первая, она же, пожалуй, основная, – это то, для какого оборудования предназначен узел. Безусловно, для разных станков и электрооборудования необходимы различные приборы.
Второй принцип различения – это типоразмер. Аппараты бывают разных размеров, предназначены для промышленного использования и частного применения. В связи с этим и расходные детали нужны самые разные – покрупнее помельче. Если вы хотите заменить шпиндель на собственном станке, то обязательно при покупке необходимо указать номер своего оборудования, название и год выпуска (могут быть разные модификации).
Ну и последняя, но не по назначению, классификация – по виду. Валы могут быть:
- Коллекторные. Это устройство, включающее цанговый валец высокоскоростного типа. Основные сферы использования – фрезерные станки, а также операции по нанесению гравировки.
- Специализированные на высоких оборотах. Они позволяют достигать значительной скорости металлообработки, поэтому повышается производительность. Но так как хорошее качество может быть достигнуто только при большой точности, то применяются высокоскоростные модели в основном только на оборудовании с ЧПУ. Купить такие станки можно на сайте .
- Конструкция со встроенным охлаждением. Охлаждающая система может подавать через деталь или жидкость, или холодный воздух. Это повышает скорость резания и степень шероховатости поверхности, а трение становится меньше, поэтому и износ тоже приходит позже.
Есть и еще одна классификация – по производителю. Конечно, европейское изготовление более предпочтительно, чем китайское. В Европе часто используют фарфоровые подшипники, которые дают очень положительные качества работы.

Сверлильный станок нс 12 характеристики
Сверлильный станок НС-12, конструкция которого была разработана инженерами Специального конструкторского бюро №3 в Одессе, выпускался в 1950–1970-х гг. несколькими предприятиями СССР, рядом ремесленных и технических училищ. Наряду с моделью НС-12 производили и ряд ее модифицированных версий (НС-12А, НС-12Б, НС-12М), устройство и комплектация которых незначительно отличались от характеристик базового оборудования.

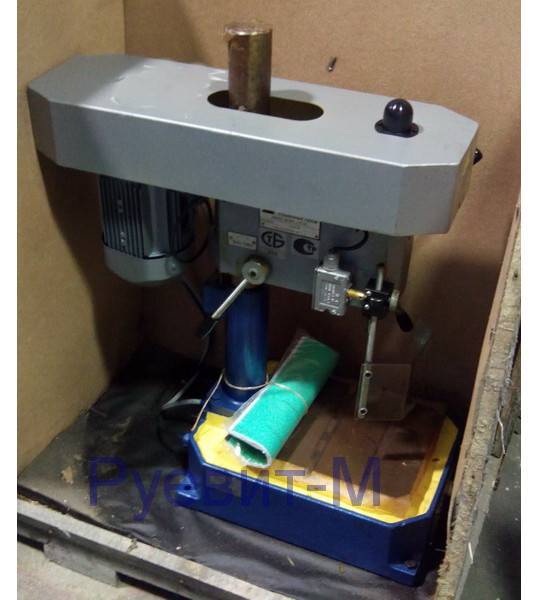
Внешний вид сверлильного станка НС-12
Назначение станка модели НС-12
Сверлильный станок модели НС-12 относится к категории настольного оборудования. Это говорит о том, что он пригоден для обработки деталей небольшого размера. Соответствующие габариты и невысокая производительность станка делают возможным его применение в ремонтных цехах производственных предприятий и небольших мастерских, специализированных классах технических и общеобразовательных учебных заведений. Нередко можно встретить такое устройство и в оснащении домашних мастерских.
Длительный срок эксплуатации, легкость использования, технического обслуживания и ремонта станка НС-12 обеспечиваются простотой его конструкции. При сверлении на таком станке глухих отверстий их глубина может регулироваться по плоской шкале или специальному упору.

Технические параметры сверлильного станка НС-12 различных модификаций
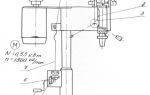
Использование в сверлильном станке многоступенчатой ременной передачи позволяет получать пять различных скоростей вращения шпиндельного узла
Что важно, ремень переставляется на шкив другого диаметра просто и быстро благодаря специальному механизму натяжения ремней
Технические возможности сверлильного станка модели НС-12 позволяют выполнять различные виды обработки заготовок из чугуна, стали, цветных металлов и неметаллических материалов:
- сверление и рассверливание отверстий;
- развертывание;
- зенкерование;
- нарезание внутренней резьбы.
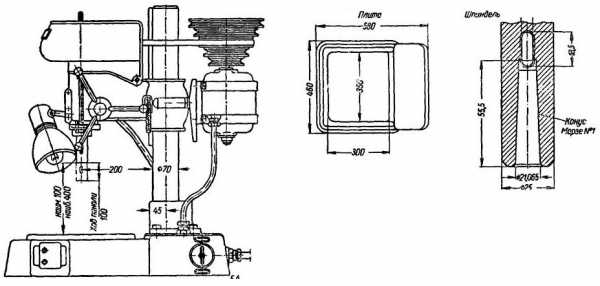
Габаритные размеры и посадочные места (нажмите для увеличения)
Элементы конструкции оборудования
Конструкция сверлильного станка НС-12 включает в себя следующие элементы:
- плиту-основание;
- колонну;
- хобот, на котором смонтирована шпиндельная группа оборудования;
- электроаппаратуру.
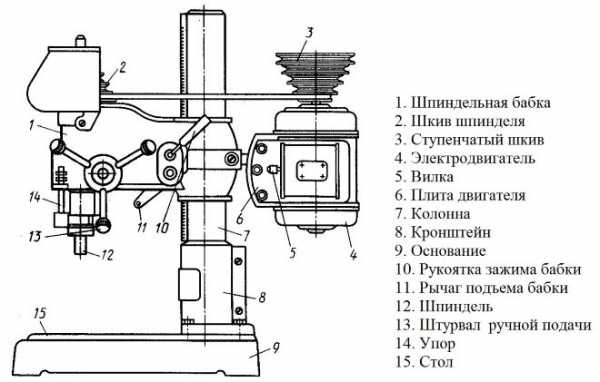
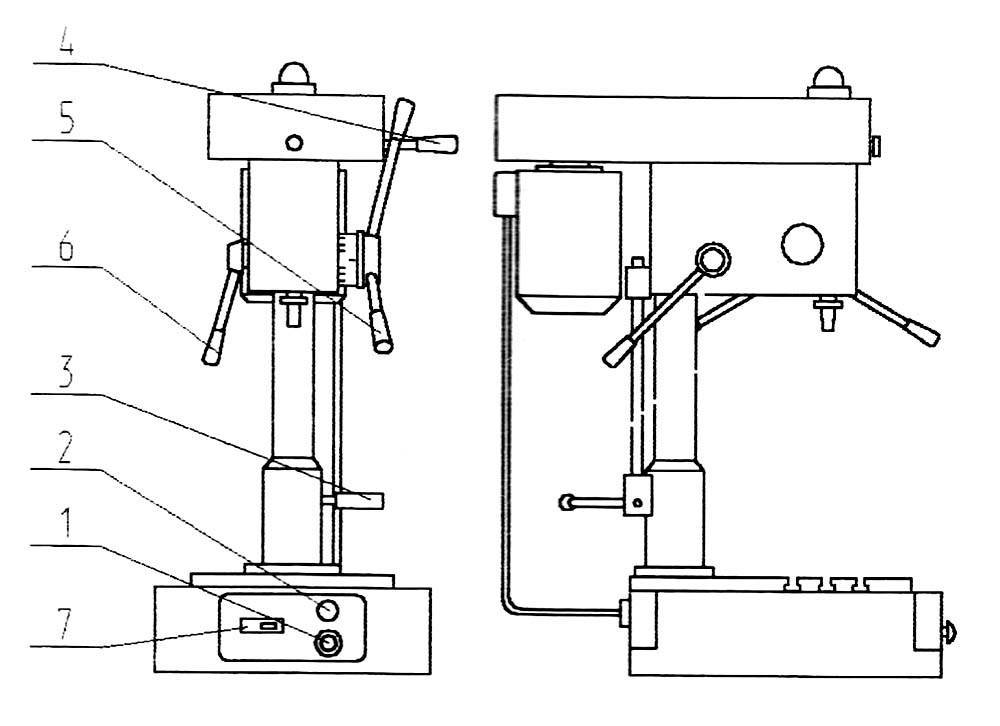
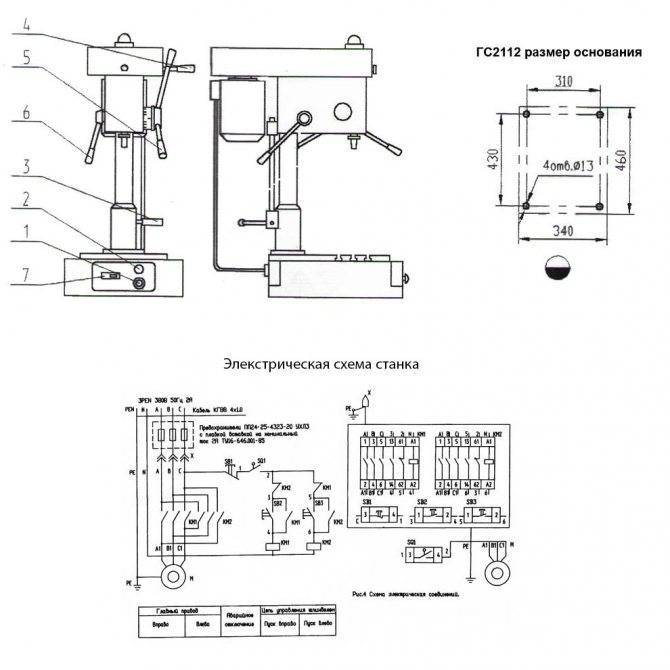
Расположение составных частей станка
Колонна, которая устанавливается на плиту-основание, крепится на ней при помощи специального башмака. По периметру плиты-основания располагается специальный желоб для сбора охлаждающий жидкости. Из желоба жидкость сливается через нижнее отверстие, которое закрывается резьбовой пробкой. В том случае, если охлаждающая жидкость подается из централизованной сети, в сливное отверстие вворачивается ниппель, к которому подсоединяется резиновый шланг.
Внутренняя часть массивной плиты-основания используется для размещения понижающего трансформатора и корпуса пакетного выключателя, который отвечает за освещение зоны обработки. На передней части плиты смонтирована кнопочная станция, при помощи которой включается главный электродвигатель станка.

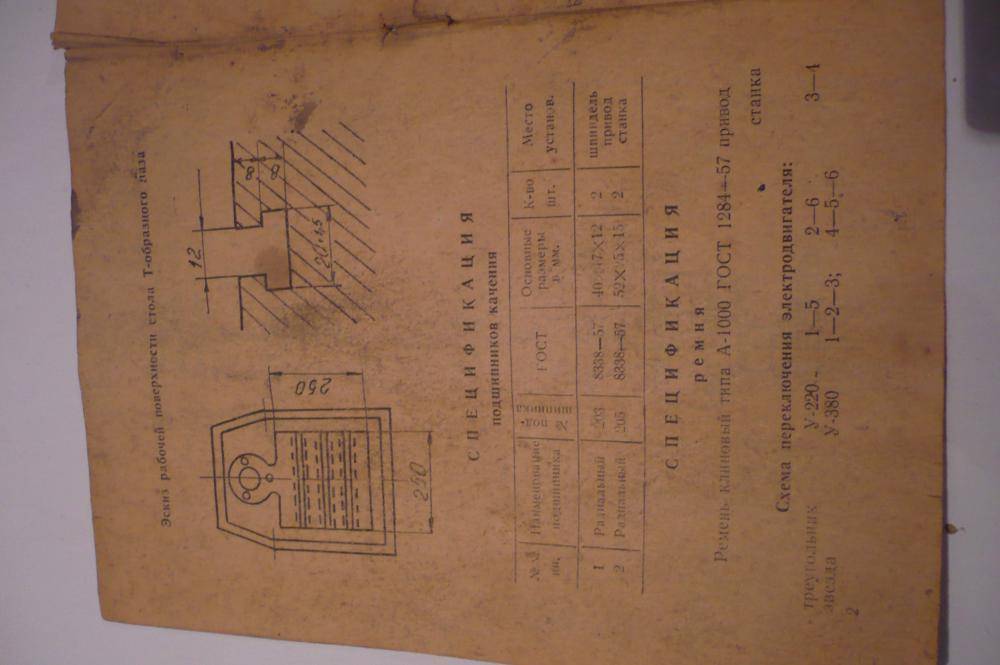
Рабочий стол и колонна для станка НС-12
Вертикальное перемещение хобота по колонне осуществляется за счет реечной передачи, состоящей из рейки, закрепленной на колонне, и шестерни, смонтированной в хоботе. Управляют таким перемещением при помощи рукоятки, жестко соединенной с шестерней. Среди органов управления сверлильным станком есть еще одна рукоятка, при помощи которой хобот фиксируют на требуемой высоте.
Шпиндельный узел смонтирован на хоботе, также здесь располагаются плита с закрепленным на ней электродвигателем и механизм для натяжения приводных ремней. Сам шпиндель устанавливается в гильзе (пиноли) станка, которая может перемещаться в вертикальном направлении.
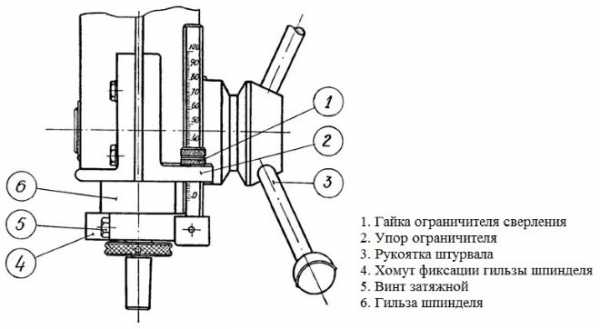
Управление перемещением гильзы, сообщающей шпинделю движение подачи, осуществляется посредством рукоятки, расположенной на боковой части хобота. Плавное и точное вращение шпинделя обеспечивается за счет его установки в опоры с прецизионными радиально-упорными подшипниками. Шкив шпиндельного узла сверлильного станка, представляющий собой пятиступенчатую конструкцию, также смонтирован на двух опорах с радиальными подшипниками.
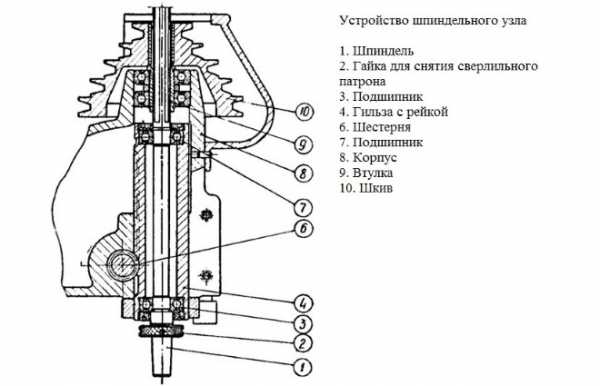
Схема устройства шпиндельного узла
Электродвигатель станка монтируется на специальной плите и может перемещаться по ее направляющим. Такая конструкция обеспечивает быстрое ослабление приводного ремня в тот момент, когда его необходимо перекинуть на другой шкив, а также его быстрое натяжение, когда необходимо приступить к обработке.
2М112 станок сверлильный настольный. Назначение и область применения
Станок предназначен для сверления отверстий и нарезания резьбы в мелких деталях из чугуна, стали, цветных сплавов и неметаллических материалов в условиях промышленных предприятий, ремонтных мастерских и бытовых мастерских.
Основные технические характеристики сверлильного настольного станка 2м112
Изготовитель — Кировский станкостроительный завод.
- Максимальный диаметр сверления: Ø 12 мм
- Наибольшая глубина сверления: 100 мм
- Наибольшая высота обрабатываемой детали, установленной на рабочем столе: 400 мм
- Пределы чисел оборотов шпинделя в минуту — (5 ступеней) 450, 800, 1400, 2500, 4500 об/мин
- Конец шпинделя — В18 наружный укороченный конус Морзе 2 по ГОСТ 9953
- Стандартный сверлильный патрон — Патрон 16-В18 ГОСТ 8522-79, диапазон зажима 3..16 мм
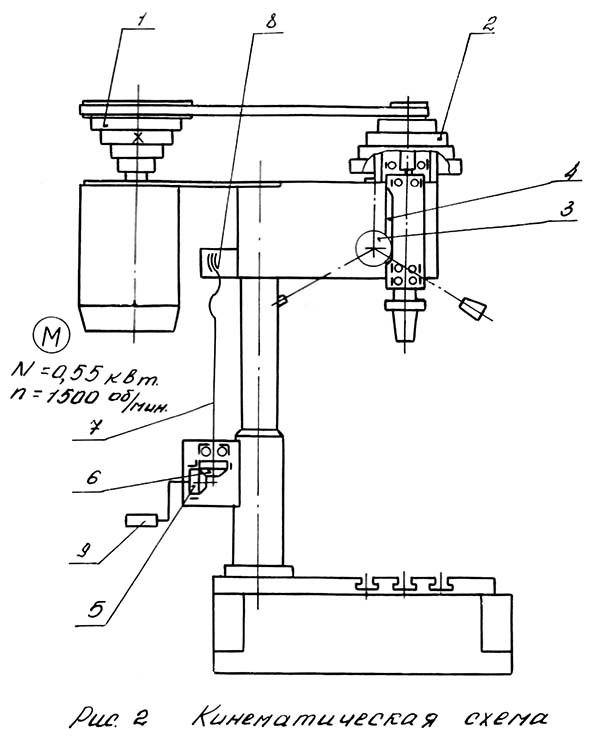
- Мощность электродвигателя: 0,55 кВт
- Масса станка: 120 кг
Шпиндель станка 2м112 получает пять скоростей вращения от пятиступенчатых шкивов привода, что обеспечивает свободный выбор скоростей резания в диапазоне от 450 до 4500 об/мин.
Конец шпинделя — наружный укороченный конус морзе КМ2, обозначение В18 по ГОСТ 9953 (Конусы инструментальные укороченные) — конус укороченный: D = 17,780 мм, длина конуса 37,0 мм.
Укороченному конусу В18 соответствует сверлильный трехкулачковый патрон 16-го типоразмера по ГОСТ 8522 (Патроны сверлильные трехкулачковые) с диапазоном зажима от 3 до 16 мм.
Пример условного обозначения сверлильного 3-х кулачкового патрона, типоразмера 16, с присоединительным конусным отверстием В18:
Патрон 16-В18 ГОСТ 8522-79
Конус Морзе инструментальный укороченный
Конус инструментальный — Конус Морзе — одно из самых широко применяемых креплений инструмента. Был предложен Стивеном А. Морзе приблизительно в 1864 году.







Конус Морзе подразделяется на восемь размеров — от КМ0 до КМ7 (на английском: MT0-MT7, на немецком: MK0-MK7).
Стандарты на конус Морзе: ГОСТ 25557 (Конусы инструментальные. Основные размеры), ISO 296, DIN 228. Конусы, изготовленные по дюймовым и метрическим стандартам, взаимозаменяемы во всём, кроме резьбы хвостовика.
Для многих применений длина конуса Морзе оказалась избыточной. Поэтому был введён стандарт на девять типоразмеров укороченных конусов Морзе (B7, B10, B12, B16, B18, B22, B24, B32, B45), эти размеры получены удалением более толстой части конуса. Цифра в обозначении короткого конуса — диаметр толстой части конуса в мм.
- B7 — конус Морзе КМ0, D = 7,067 мм;
- B10 — конус Морзе КМ1, D = 10,094 мм. Патрон 4-В10 (0,5÷4 мм);
- B12 — конус Морзе КМ1, D = 12,065 мм. Патрон 6-В12 (0,5÷6 мм), Патрон 8-В12 (1÷8 мм);
- B16 — конус Морзе КМ2, D = 15,733 мм. Патрон 10-В16 (1÷10 мм), Патрон 13-В16 (1÷13 мм);
- B18 — конус Морзе КМ2, D = 17,780 мм. Патрон 16-В18 (3÷16 мм);
- B22 — конус Морзе КМ3, D = 21,793 мм. Патрон 20-В22 (5÷20 мм);
- B24 — конус Морзе КМ3, D = 23,825 мм;
- B32 — конус Морзе КМ4, D = 31,267 мм;
- B45 — конус Морзе КМ5, D = 44,399 мм.
Где D — диаметр конуса в основной плоскости.
Отсчет глубины сверления производится по плоской шкале или упору.
Оригинальная конструкция натяжения ременной передачи позволяет быстро менять положение ремня на шкивах для получения нужной скорости резания.
Использование тумбы для установки станка дает возможность для сверления торцов длинных деталей, например валов. Диаметр вала — до сто двадцати миллиметров, длина — до тысячи миллиметров.
Сверлильный станок 2М112 позволяет выполнять следующие операции:
- сверление
- зенкерование
- развертывание
- рассверливание
- нарезание резьб
Сверлильный станок 2М112 может комплектоваться дополнительными принадлежностями, позволяющими расширить его возможности:
- Тиски — незаменимы при сложных видах обработки, например, небольших деталей или сверления под углом
- Крестовый стол — незаменим для точного координатного сверления или легкого фрезерования
- Револьверная головка
- Узел охлаждения — незаменим при длительном сверлении
Аналоги настольного сверлильного станка 2М112
ЕНС12 — Ø12 — Ейский станкостроительный завод ЕСЗ, г. Ейск
ОД71 — Ø12 — Оренбургский станкозавод, г. Оренбург
НС-12А — Ø12 — Вильнюсский станкостроительный завод «Жальгирис»
НС-12Б, НС-12-М — Ø12 — Барнаульский станкостроительный завод
ШУНСС-12 — Ø12 — Мукачевский станкостроительный завод, с. Кольчино
ГС2112 — Ø12 — Гомельский завод станочных узлов
ЗИМ1330.00.00.001 — Ø12 — Завод им.Масленникова, ЗИМ-Станкостроитель, г. Самара
МП8-1655 — Ø12 — СтанкоСтроительный завод им. Кирова, г. Минск
БС-01 — Ø12 — Беверс, г. Бердичев
ВС3-5016 — Ø12 — Воронежский станкозавод
Р175М — Ø12 — Чистопольский завод АвтоСпецОборудование, г. Чистополь
Р175, Р175М — Ø13 — АвтоСпецОборудование
ВИ 2-7 — Ø14 — Волгоградский инструментальный завод
MD-23 — Ø14 — Каунасский станкостроительный завод «Нерис»
Паспорт ГС2112 | Паспорта на станки
ОБЩИЕ СВЕДЕНИЯ
В руководстве даны техническое описание, а также основные сведения по пуску, эксплуатации и обслуживанию станка, предназначенного для обработки отверстий в мелких деталях.
На станке можно выполнять сверление, рассверливание, зенкерование, развертывание.
ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ДАННЫЕ И ХАРАКТЕРИСТИКА
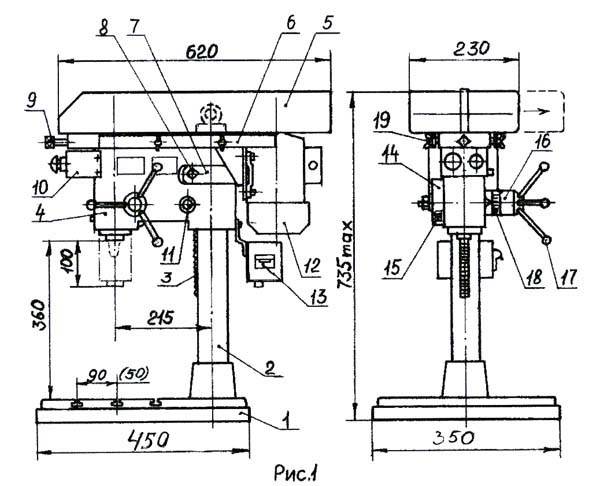
Наибольший условный диаметр сверления, мм
Вылет шпинделя (расстояние от оси шпинделя до образующей колонны),мм
Расстояние от нижнего торца шпинделя до рабочей поверхности плиты, мм наибольшее, не менее наименьшее, не белее Наибольший ход шпинделя, мм Наибольший ход шпиндельной бабки, мм Размер конуса шпинделя (Рис.1)
УКАЗАНИЕ МЕР БЕЗОПАСНОСТИ
При распаковке станка, его расконсервации, транспортировке . установке, подготовке к работе, эксплуатации и ремонте необходимо соблюдать соответствующие требования безопасности, установленные инструкциями на проведение каждого из видов работ.
Станок должен быть надежно заземлен, согласно п.7.5 настоящего руководства, электрическое сопротивление, измеренное между винтом заземления и любой металлической частью станка не должно превышать 0,1 Ом.
Перед обработкой детали необходимо надежно закрепить сверлильную головку на колонне рукояткой зажима, деталь на столе станка (в тисках) и инструмент на шпинделе станка.
Во время работы на станке не разрешается:
Работать при открытом кожухе ременной передачи.
Производить выбивку патрона при вращении шпинделя.
Производить остановку вращения выключенного шпинделя рукой.
Время остановки вращения шпинделя после его выключения не превышает 5 сек.
На кожухе, закрывающем ременную передачу установлен знак ” Осторожно! Прочие опасности ” и предупреждающая табличка
” При включенном станке не открывать “.
ГС545 радиально-сверлильный переносной станок. Назначение и область применения
Радиально-сверлильный переносной станок модели ГС545 предназначен для обработки отверстий в средних и крупных деталях в единичном, мелкосерийном и серийном производстве.
На сверлильном станке ГС545 можно выполнять: сверление, рассверливание, зенкерование, развертывание, нарезание резьбы и растачивание отверстий. Наиболее эффективно может быть использован при обработке отверстий, расположенных под углами в разных плоскостях крупногабаритных деталей, в инструментальных, ремонтных, экспериментальных, сборочных и производственных цехах.





Станок ГС545 состоит из следующих основных узлов: основания, колонны, корпуса, рукава, каретки, сверлильной головки, механизма зажима колонны, системы подачи охлаждающей жидкости и электрооборудования.
Оригинальная конструкция радиально-сверлильного переносного станка модели ГС545 обеспечивает широкие возможности и позволяет:
- поворачивать сверлильную головку и рукав вокруг своих осей на 360°
- производить обработку отверстий в любой пространственной ориентации
- вести обработку отверстий, расположенных ниже уровня «пола»
- производить обработку отверстий в ограниченном пространстве
- станок является “переносным”, для переноса имеется рым-болт. Выставка станка относительно обрабатываемой поверхности осуществляется при помощи приставных винтовых опор. При стационарной установке винтовые опоры снимаются. станок устанавливается на фундаменте и закрепляется болтами М16 (4 шт.).
Класс точности станка Н по ГОСТ 8—77, ГОСТ 8—82.
Шероховатость обработанных поверхностей в зависимости от выполняемых работ R = 80-20 мкм.
Комплект поставки
Входит в комплект и стоимость станка ГС545:
- 545.0000.000 – станок радиально сверлильный в сборе ГС 545
- 6100-0142 – втулка ГОСТ 13598
- 6100-0144 – втулка ГОСТ 13598
- 6100-0145 – втулка ГОСТ 13598
- 7851-0012 – клин ГОСТ 3025
- 7811-0024 – ключ ГОСТ 2839
- 2К52-1.90.00000 – рукоятка поворота
- 2К52-1.89.10.000 – ключ для электрошкафа
- 007.2000.001 – ключ для сливных пробок
Поставляется по требованию заказчика за отдельную плату:
- 2К52-1.0000.011 – стол коробчатый съемный с комплектом деталей крепления
- 7200-0215 – тиски ГОСТ 16518 с комплектом деталей крепления
- 6150-7003
- Патрон сверлильный – ТУ РБ 00223728.021
- 045.0730.000 – патрон резьбонарезной с комплектом предохранительных головок М5…М12
Радиально-сверлильные станки. Общие сведения.
Синонимы: radial drilling machine.
Перемещение по плоскости стола крупногабаритных и тяжелых деталей вызывает большие неудобства и потерю времени. Поэтому при обработке большого количества отверстий в таких деталях применяют радиально-сверлильные станки. При работе на них деталь остается неподвижной, а шпиндель со сверлом перемещается относительно детали и устанавливается в требуемое положение.
Сверлильные станки предназначены для сверления, зенкования, зенкерования, развертывания отверстий, для подрезания торцов изделий и нарезания резьб метчиками. Применяются они в основном в единичном и мелкосерийном производстве, а некоторые модификации этих станков — в условиях массового и крупносерийного производства.
Основными формообразующими движениями при сверлильных операциях являются:
- v – главное — вращательное движение
- s – движение подачи пиноли шпинделя станка
Кинематические цепи, осуществляющие эти движения, имеют самостоятельные органы настройки iv и is, посредством которых устанавливается необходимая скорость вращения инструмента и его подача.
К вспомогательным движениям относятся:
- поворот траверсы и закрепление ее на колонне
- вертикальное перемещение и закрепление траверсы на нужной высоте
- перемещение и закрепление шпиндельной головки на траверсе
- переключение скоростей и подач шпинделя
Основными узлами радиально-сверлильных станков являются:
- фундаментная плита
- колонна
- траверса (рукав)
- механизм перемещения и зажима рукава на колонне
- механизм перемещения и зажима шпиндельной головки на рукаве
- шпиндельная головка
Основными параметрами станка являются наибольший диаметр сверления отверстия по стали, вылет и максимальный ход шпинделя.
ГС545 Описание работы электросхемы сверлильного станка
Работу на станке следует начинать в следующем порядке:
- рукоятку включения шпинделя установите в нейтральное положение
- поворотом рычага вводного автоматического выключателя произведите включение
- нажмите на толкатель кнопки SB2 для приведения в готовность электрической цепи управления станка. При этой загорается сигнальная лампа HL “Станок готов к работе”. Помните, что станок включается только в нейтральном положении рукоятки включения вращения шпинделя
- поворотом рукоятки “Включение шпинделя” на себя или от себя включите электродвигатель Ml привода шпинделя
- перемещение рукава вверх или вниз осуществляется при нажатии на толчковую кнопку SB3 или SB4
Для аварийной остановки станка следует нажать на красный, грибовидный толкатель кнопки SB1 или отключить вводной автоматический выключатель C1F. При этом гаснет сигнальная лампа ML
При установке на станок электронасоса его включение производится тумблером SA, расположенным на пульте управления.
На станке установлен светильник местного освещения.
2М112 станок сверлильный настольный. Назначение и область применения
Станок предназначен для сверления отверстий и нарезания резьбы в мелких деталях из чугуна, стали, цветных сплавов и неметаллических материалов в условиях промышленных предприятий, ремонтных мастерских и бытовых мастерских.
Основные технические характеристики сверлильного настольного станка 2м112
Изготовитель — Кировский станкостроительный завод.
- Максимальный диаметр сверления: Ø 12 мм
- Наибольшая глубина сверления: 100 мм
- Наибольшая высота обрабатываемой детали, установленной на рабочем столе: 400 мм
- Пределы чисел оборотов шпинделя в минуту — (5 ступеней) 450, 800, 1400, 2500, 4500 об/мин
- Конец шпинделя — В18 наружный укороченный конус Морзе 2 по ГОСТ 9953
- Стандартный сверлильный патрон — Патрон 16-В18 ГОСТ 8522-79, диапазон зажима 3..16 мм
- Мощность электродвигателя: 0,55 кВт
- Масса станка: 120 кг
Шпиндель станка 2м112 получает пять скоростей вращения от пятиступенчатых шкивов привода, что обеспечивает свободный выбор скоростей резания в диапазоне от 450 до 4500 об/мин.
Конец шпинделя — наружный укороченный конус морзе КМ2, обозначение В18 по ГОСТ 9953 (Конусы инструментальные укороченные) — конус укороченный: D = 17,780 мм, длина конуса 37,0 мм.
Укороченному конусу В18 соответствует сверлильный трехкулачковый патрон 16-го типоразмера по ГОСТ 8522 (Патроны сверлильные трехкулачковые) с диапазоном зажима от 3 до 16 мм.
Пример условного обозначения сверлильного 3-х кулачкового патрона, типоразмера 16, с присоединительным конусным отверстием В18:
Патрон 16-В18 ГОСТ 8522-79
Конус Морзе инструментальный укороченный
Конус инструментальный — Конус Морзе — одно из самых широко применяемых креплений инструмента. Был предложен Стивеном А. Морзе приблизительно в 1864 году.
Конус Морзе подразделяется на восемь размеров — от КМ0 до КМ7 (на английском: MT0-MT7, на немецком: MK0-MK7).
Стандарты на конус Морзе: ГОСТ 25557 (Конусы инструментальные. Основные размеры), ISO 296, DIN 228. Конусы, изготовленные по дюймовым и метрическим стандартам, взаимозаменяемы во всём, кроме резьбы хвостовика.
Для многих применений длина конуса Морзе оказалась избыточной. Поэтому был введён стандарт на девять типоразмеров укороченных конусов Морзе (B7, B10, B12, B16, B18, B22, B24, B32, B45), эти размеры получены удалением более толстой части конуса. Цифра в обозначении короткого конуса — диаметр толстой части конуса в мм.
- B7 — конус Морзе КМ0, D = 7,067 мм;
- B10 — конус Морзе КМ1, D = 10,094 мм. Патрон 4-В10 (0,5÷4 мм);
- B12 — конус Морзе КМ1, D = 12,065 мм. Патрон 6-В12 (0,5÷6 мм), Патрон 8-В12 (1÷8 мм);
- B16 — конус Морзе КМ2, D = 15,733 мм. Патрон 10-В16 (1÷10 мм), Патрон 13-В16 (1÷13 мм);
- B18 — конус Морзе КМ2, D = 17,780 мм. Патрон 16-В18 (3÷16 мм);
- B22 — конус Морзе КМ3, D = 21,793 мм. Патрон 20-В22 (5÷20 мм);
- B24 — конус Морзе КМ3, D = 23,825 мм;
- B32 — конус Морзе КМ4, D = 31,267 мм;
- B45 — конус Морзе КМ5, D = 44,399 мм.
Где D — диаметр конуса в основной плоскости.
Отсчет глубины сверления производится по плоской шкале или упору.
Оригинальная конструкция натяжения ременной передачи позволяет быстро менять положение ремня на шкивах для получения нужной скорости резания.
Использование тумбы для установки станка дает возможность для сверления торцов длинных деталей, например валов. Диаметр вала — до сто двадцати миллиметров, длина — до тысячи миллиметров.
Сверлильный станок 2М112 позволяет выполнять следующие операции:
- сверление
- зенкерование
- развертывание
- рассверливание
- нарезание резьб
Сверлильный станок 2М112 может комплектоваться дополнительными принадлежностями, позволяющими расширить его возможности:
- Тиски — незаменимы при сложных видах обработки, например, небольших деталей или сверления под углом
- Крестовый стол — незаменим для точного координатного сверления или легкого фрезерования
- Револьверная головка
- Узел охлаждения — незаменим при длительном сверлении
Аналоги настольного сверлильного станка 2М112
ЕНС12 — Ø12 — Ейский станкостроительный завод ЕСЗ, г. Ейск
ОД71 — Ø12 — Оренбургский станкозавод, г. Оренбург
НС-12А — Ø12 — Вильнюсский станкостроительный завод «Жальгирис»
НС-12Б, НС-12-М — Ø12 — Барнаульский станкостроительный завод
ШУНСС-12 — Ø12 — Мукачевский станкостроительный завод, с. Кольчино
ГС2112 — Ø12 — Гомельский завод станочных узлов
ЗИМ1330.00.00.001 — Ø12 — Завод им.Масленникова, ЗИМ-Станкостроитель, г. Самара






МП8-1655 — Ø12 — СтанкоСтроительный завод им. Кирова, г. Минск
БС-01 — Ø12 — Беверс, г. Бердичев
ВС3-5016 — Ø12 — Воронежский станкозавод
Р175М — Ø12 — Чистопольский завод АвтоСпецОборудование, г. Чистополь
Р175, Р175М — Ø13 — АвтоСпецОборудование
ВИ 2-7 — Ø14 — Волгоградский инструментальный завод
MD-23 — Ø14 — Каунасский станкостроительный завод «Нерис»
Сверлильный станок ГС2112 технические характеристики
Основные технические характеристики:
- условный максимальный размер инструмента — 12 мм;
- удаление пиноли от колонны (размер между осями) — 190 мм;
- высота между столом и торца вала:
- мах — 450 мм;
- min -100 мм;
- расстояние опускания пиноли по зубчатой рейке — 100 мм;
- длина, на которую сдвигается шпиндельная головка по колонне — 250 мм;
- конус на шпиндельном вале для посадки патрона — В18 согласно ГОСТа 9953-82;
- размеры стола — 250х250 мм;
- Т-образный паз — 3 шт.;
- чистовой размер паза -14Н14 мм;
- численность скоростей на приводе главного движения — 5
- значения оборотов вращения на шпинделе — 450 об/мин; 800 об/мин; 1400 об/мин; 2500 об/мин; 4500 об/мин;
- Габариты:
- габариты станка, ШхДхВ — 420х780х982 мм;
- вес комплекта оборудования — 0,1 т;
- Параметры электрических элементов:
- питающая сеть, ток — трехфазный переменный;
- частота в сети — 50 Гц;
- напряжение в общей сети питания — 380 В;
- напряжение в управляющей цепи — 220 В;
- класс электрического оборудования — 1;
- мощность электродвигателя — 550 Вт;
- число оборотов вращения вала — 1500 об/мин.
Скачать паспорт (инструкцию по эксплуатации) станка ГС2112
Станок сверлильный настольный 2М112. Видеоролик.
Привет друзья. Сегодня у нас сверлильный станок 2м112, который был спасён из металлоприёмки в виду его достойного состояния, а именно отсутствие люфта в шпинделе. Займемся его восстановлением. Начнем с механизма ручной подачи шпинделя. Он крепится к валу-шестерне с помощью фиксирующего болта. Открутив болт, снимаем рукоятку. Да! Это ж каким нужно быть варварам, чтобы так издеваться над станком. Сами ручки, которые должны вкручиваться в корпус, наглухо приварены. Да и не ручки это, а огрызки такого-то прутка. Варвары. Зажимаем в тиски и срезаем нахер всё это дело болгаркой. Будем делать нормальные ручки, ибо на исправном станке приятно работать, это факт. После того как отрезали, удаляем остатки сварки лепестковым кругом зернистостью 60. Также можно применить зачистной круг, но поверхность после обработки будет грубее. Зачищать нужно до тех пор, пока на месте сварки не появится полная окружность. Это нужно для того, чтоб ничего не держало оставшийся кусочек. Если по краям останется сварка, то выкрутить его будет то ещё занятие.
Накернил углубление в центре и прошёл сверлом 4 мм, потом попробовал 8 мм, и здесь мне на глаза попалось левое сверло диаметром 5 мм. Часто бывает, что при сверлении этими сверлом его закусывает и обломившийся кусочек сам выкручивается. Мне повезло, и таким методом я выкрутил все три заломыша. Далее, подправим деталь всё тем же лепестковым кругом, убирая сопли от сварки и выравнивая поверхность. Осталось изготовить ручки. Для них, как нельзя кстати, подошли штоки от амортизаторов. Они диаметром 11 мм, а резьба нужна М10. Зажимаем пруток в патрон токарного и протачиваем конец заготовки до диаметра 10 мм, длина проточки около 15 мм. Мне напечатали на 3D принтере шарики. У них есть центральное отверстие под резьбу М8.
Хватаем метчик и нарезаем внутреннюю резьбу. Здесь важно не переусердствовать, а то можно выдавить верхнюю часть шарика
Резьба нарезается от руки, ничего никуда зажимать не нужно. С другой стороны протачиваем заготовку до диаметра 8 мм и длиной примерно 10-12 мм. Как же это круто выточить то, что тебе нужно. Не надо часами искать в ящиках нужную тебе хреновину и допиливать её болгаркой и напильником. Красота. Обязательно в начале делаем фаску для лучшего захода лерки. Как-то так это выглядит. Теперь нарезаем резьбу не забывая капнуть масла. Режем по пол оборота вперёд и немножко назад, этим самым обламывает стружку. Когда резьба нарезана на неё без проблем накручивается шарик. Такую процедуру нужно повторить для двух оставшихся прутков. В итоге имеем вот такую рукоятку. Жаль что один шток оказался потёртым и это немного портит вид, ну подвернется подходящий, переделать не долго.
Ещё одна проблема после криворуких мастеров — это гайка перемещение шпиндельной бабки по колонне. Здесь рукоятки так же тупо приварены к гайке. Блин, ну как так то, а! В этом узле стоит упорный подшипник для предотвращения трения между гайкой и бабкой. Закрывает его металлическая крышка, которую так же умудрились прожечь сваркой. Хорошо что хоть одна ручка не приварена, есть шанс её выкрутить. Перемещаемся в тиски и срезаем все выступающие части, стараясь не задеть защитную крышку. Все эти процедуры занимают дичайшие количество времени и сил.