Конструкция и виды столярной струбцины
Теперь, поговорим о конструкции и видах струбцины, в зависимости от которых, возможно, и будет зависеть ваша покупка. Устройство данного инструмента элементарно – как правило, она состоит из 2-х частей. Это основная рама, и подвижная часть – элемент с зажимом. Перемещение этого зажима, позволяет столяру изменять расстояние между двумя губками струбцины, и устанавливать необходимое для себя значение. Также, в подвижной части струбцины имеется зажимное устройство. Оно может представлять собой винт или рычаг, который используется для фиксации той самой подвижной части. Кроме того, с помощью этой детали можно регулировать степень сжатия.

Теперь, о разновидностях рассматриваемой нами детали
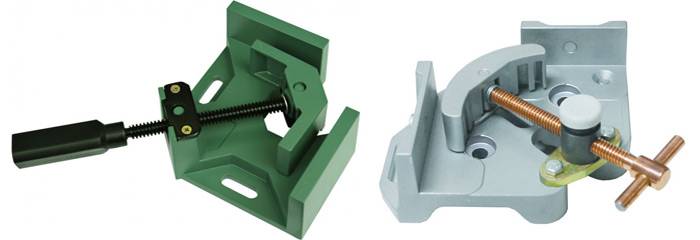
Прежде чем купить струбцины для столярных работ, вам необходимо обратить внимание на тип и устройство данного инструмента. Так, в зависимости от конструкции, различают «G » и «F »-образные струбцины, автоматические струбцины и зажимы
Различие между «G » и «F » заключаются в самой конструкции. Так, «G »-образная струбцина имеет форму английской буквы «G », в котором одна часть – основание инструмента образует форму буквы «C », вдоль которой устанавливается подвижный механизм, образовывая «G »-форму. Данные струбцины для столярных работ очень удобны во время работы с деревом, при фиксировании металлических поверхностей и других деталей. Особенность такой струбцины обусловлена тем, что с её помощью можно более крепко зафиксировать деталь, нежели, используя другие виды столярных струбцин. Более того, она также может использоваться при слесарных работах.

Внимание!
При покупке столярных струбцин будьте бдительны, так каких неподвижная часть, как правило, изготовлена из чугуна, который порой может быть не самого лучшего качества, может быть хрупким и так далее.
«F »-образные струбцины, имеют несколько иную форму и конструкцию. Она основывается на «скользящем» принципе. Так, данная струбцина имеет неподвижную часть с удлиненной пластиной, по которой перемещается зажимной механизм. Такой тип струбцины очень удобен тем, что имеет больший шаг зажима, а также больший зев зажима.
Остальные виды струбцин очень схожи по своей конструкции и идентичны по своему назначению. Они имеют автоматический привод фиксации, или же специальный зажимной механизм, который позволяет зафиксировать подвижную часть одной рукой.
Чтобы купить столярную струбцину, в целом, не требуется большого количества знаний или секретов покупки. Достаточно просто внимательно осмотреть инструмент, убедиться в том, что их прижимные поверхности плотно соприкасаются друг с другом, а также, что эти поверхности имеют гладкую и ровную структуру. Поворотные винты, резьбы и ручки должны быть качественными, не иметь никаких дефектов – сколов или трещин.
Для того чтобы избежать вмятин, которые могут оставаться на заготовках после работ, необходимо использовать специальные пластиковые или резиновые прокладки
Поэтому, при покупке обращайте внимание на то, чтобы они присутствовали в комплекте. Главное, чтобы прокладки были изготовлены из материала, который более мягкий, нежели зажимаемая деталь
И, конечно, во время покупки обращайте внимание на рабочий ход струбцин, который может составлять от 20 до 250 мм. Он выбирается в зависимости от того, как и где вы будете использовать дополнительный инструмент.
Струбцины являются незаменимым помощником каждого столяра. Сложно представить мастера, который способен обходиться в своей работе без этих приспособлений. Разновидностей струбцин и зажимов существует довольно много, при этом производители не перестают искать новые решения, чтобы сделать свой инструмент еще более удобным, функциональным и адаптированным к специфическим столярным задачам.
В нашем материале мы подробно поговорим об основных типах струбцин для дерева: расскажем из чего состоят и как работают различные модели зажимов, рассмотрим преимущества и недостатки каждой из них, дадим полезные советы, как выбрать струбцину для конкретных столярных задач.
Конструкция
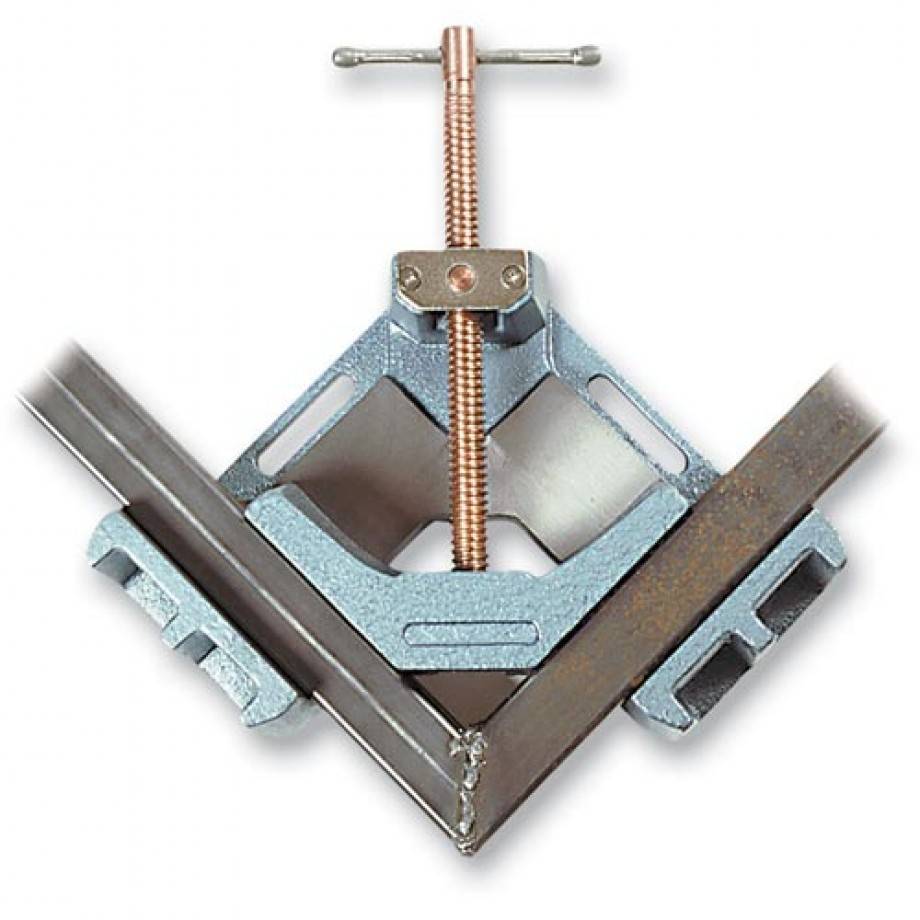
Существует огромное количество струбцин, которые отличаются друг от друга формой, размерами, стоящей перед ними задачей. К примеру, струбцина для работы с трубами предназначена для сварки последних под различными углами, к примеру, 90 градусов. Без применения зажимов соблюдение точного угла при работе будет затруднительным. Угловые струбцины производятся разного вида, исходя из ширины скрепляемых труб и угла, под которым эти трубы будут свариваться.
Угловые зажимы отличаются по следующим признакам:
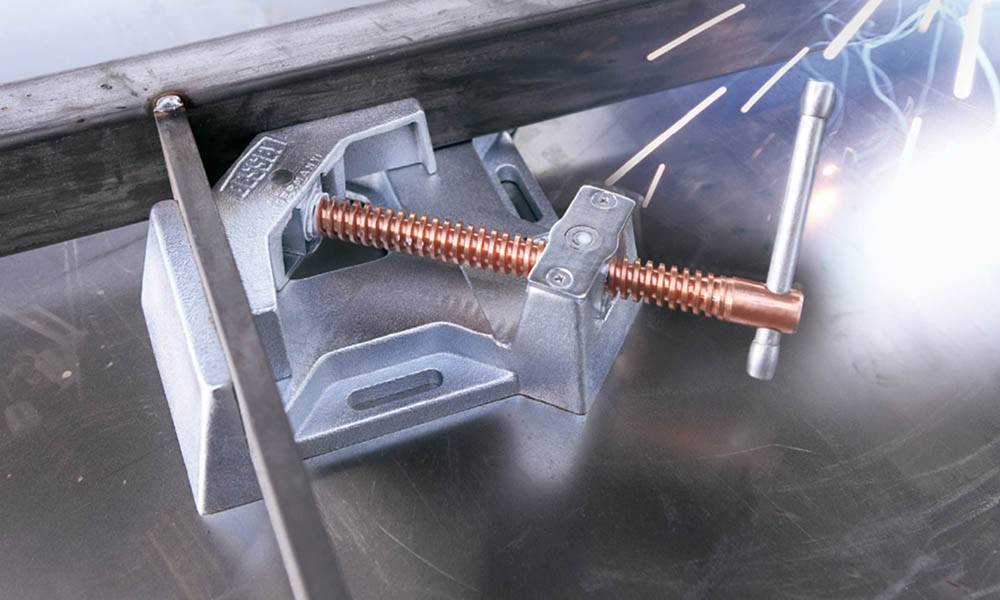
- толщина губок. Чем больше толщина прижимных губок, тем надежнее зажимаются трубы и сварочный шов не выгибается и не выламывается.
- материал изготовления прижимных винтов. Во время сварочных работ расплавленный металл может разбрасываться во все стороны, прижимные винты не исключение. При попадании расплавленного металла на резьбу винта может произойти спайка, что приведет резьбу в негодность. Чтобы этого избежать, делают омедненные винты. Медь не позволяет брызгам застывать на поверхности винта, тем самым сохраняя его работоспособность.
- рабочая поверхность. Струбцина может увеличить рабочую зону при работе электродом под определенным углом.
Угловые тиски для сварки труб состоят из подвижной и основной частей. Для регулирования степени сжатия подвижная часть оснащается винтом. С его помощью можно регулировать расстояние между прижимными губками и деталью. Подвижность конструкции обеспечивает работу с деталями различной формы и сечения.
При выборе струбцины следует обращать внимание на вид выполняемых работ. К примеру G — струбцины используются при работе со стальными деталями малой толщины
Для работы с деталями большой толщины следует применять F — струбцины.
Шаг 5: Завершаем сварку
После завершения сварки, проверяем правильность прямого угла разными угольниками. Иногда так случается, что угольник повело и его угол больше не прямой. Поэтому лучше перестраховаться и проверять прямой угол разными угольниками
Обратите внимание, на фото видно, что я срезал торчащие наружние уголки нижней перекладины. После сварки я просто отшлифовал всю поверхность лепестковым кругом
Как исправить неверный угол
Если угол не получился точно 90° или ее повело после падения с верстака, его можно исправить. Сначала нужно найти вмятины на металле. В любую вмятину можно просто поставить прихват сварочным аппаратом. Затем поместите в струбцину прямой кусок металла и проверьте угол угольником. Прихват заровняйте напильником, пока угол не выровняется до 90°.
Правила использования
Правила использования зависят от модели кондуктора. Для начала это простые правила работы с любым оборудованием. Работать с обыкновенным столом с манипулятором несложно. Конечно, для работы со сложными и автоматизированными кондукторами лучше всего просмотреть прилагаемую инструкцию. Ну а если у вас обычный кондуктор, то нужно работать следующим образом.
- В первую очередь стоит разместить части будущей конструкции в нужной вам форме.
- Затем нужно укрепить все части прочно с помощью тисков. Если кондуктор автоматизирован – вам будет легче, ну а если он механический, то вам придется приложить чуть больше усилий. В нынешнее время большинство цехов оснащены всевозможным оборудованием, которое используется на автоматизированной основе. Но нельзя исключить и работу мастеров, которые взаимодействуют с металлом вручную. Для них самый лучший способ облегчить ручную работу – это оборудовать свой кондуктор гидравлическими, электромагнитными, пневматическими или вакуумными зажимами. Тогда будет легче фиксировать металл.
- Теперь уже можно варить материал как удобно.
- После сварки металла его нужно охладить. Ну а если у вас сварка с азотным приводом охлаждения, вам будет значительно проще, и охлаждение пройдет быстрее. Если у вас обычный сварочный аппарат, то лучше всего подождать, чтобы металл сам остыл, так изделие остается более прочным. В некоторых случаях металл можно охладить водой, однако, это может привести к его непрочности и недолговечности.
- Последнее, что нужно сделать после охлаждения – ослабить фиксаторы, и работа готова.

Далеко не все горят желанием приобрести сварочно-сборочный кондуктор себе в гараж или для использования в бытовых условиях. Все-таки это производственный уровень работы.

В следующем видео представлен обзор сварочного кондуктора.
Конструкционные особенности углового зажима
В зависимости от угла соединения струбцины для сварки могут быть с постоянным градусом стыка, или с возможностью выставления различных углов
Аспекты, на которые необходимо обращать внимание, разрабатывая эскиз и выполняя чертежи:
для более надежной стыковки и фиксации деталей необходимо подбирать достаточную толщину прижимных губок
Это позволит избежать больших деформаций при сварке конструкции; следует обращать внимание на прижимные винты. Лучшим вариантом для струбцины будут гайки, и прижимные детали из меди или обмедненной стали с винтовой резьбой. Такое прижимное устройство прослужит дольше
При отсутствии винтовой резьбы, можно использовать метрическую, но с наиболее большим шагом; величину рабочей поверхности при стыковке и сварке деталей. Лучший вариант – это возможность сварки с 3 сторон узла, находящегося в зажатом положении
Такое прижимное устройство прослужит дольше. При отсутствии винтовой резьбы, можно использовать метрическую, но с наиболее большим шагом; величину рабочей поверхности при стыковке и сварке деталей. Лучший вариант – это возможность сварки с 3 сторон узла, находящегося в зажатом положении.






Конструкция струбцины представляет собой основу с упорами. Упоры могут фиксироваться под определенным углом или с возможностью регулировки градуса стыковки.
Для фиксации на основу наваривается гайка с вкрученным в нее винтом. Такая конструкция позволяет закреплять заготовки различные по размерам. Стандартно для нормальных условий работы принят максимальный размер 400 мм. Для больших размеров необходимо будет применять стапеля.
Преимущества фабричной угловой струбцины
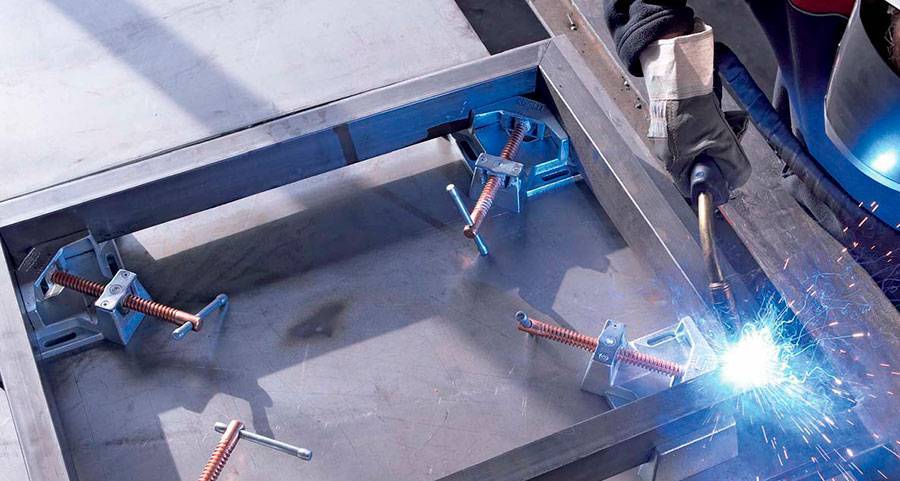
Задача угловых струбцин для сварки заключается в плотной и жесткой фиксации двух и более металлических заготовок под заданным углом (в основном – 90°) для дальнейшего сваривания или пайки. Фиксаторы облегчают сварочно-сборочные работы, уменьшают количество специалистов, необходимых для их выполнения
При этом очень важно, чтобы фиксатор был качественным
Обращайте внимание на зарекомендовавшие себя на рынке компании, занимающиеся выпуском различных сварочных приспособлений, включая угловые фиксаторы. Для изготовления всей продукции на таком производстве используется высококачественный металл
Кроме того, при создании оборудования и инструментов строго соблюдаются требования ГОСТ.
В процессе производства применяются передовые методики контроля качества продукции, благодаря чему гарантируется долговечность и безопасность фиксаторов, отсутствие дефектов.
Разумеется, вы можете самостоятельно изготовить угловой фиксатор для сварочных работ, воспользовавшись подручными материалами, однако при этом велика вероятность поломок и быстрого износа приспособления, погрешности в углах соединяемых деталей.
На производство оборудования, при помощи которого детали фиксируются под углом в 45°, 90°, 180°, а также быстрозажимных тисков, предприятиям требуется минимум 14 дней. Расчет стоимости заказа выполняется индивидуально.
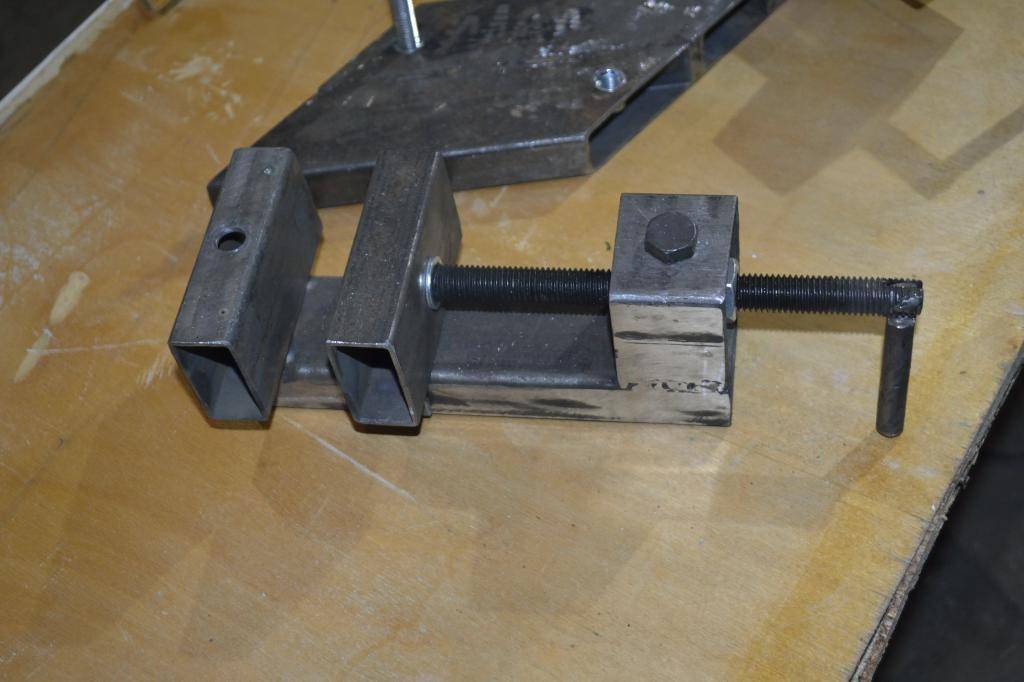
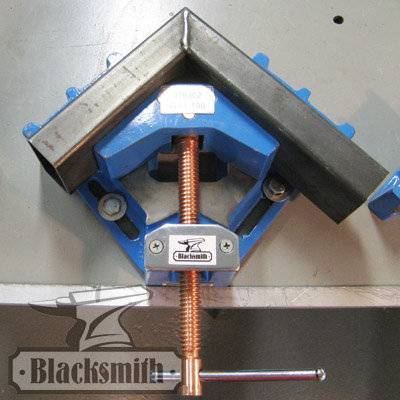
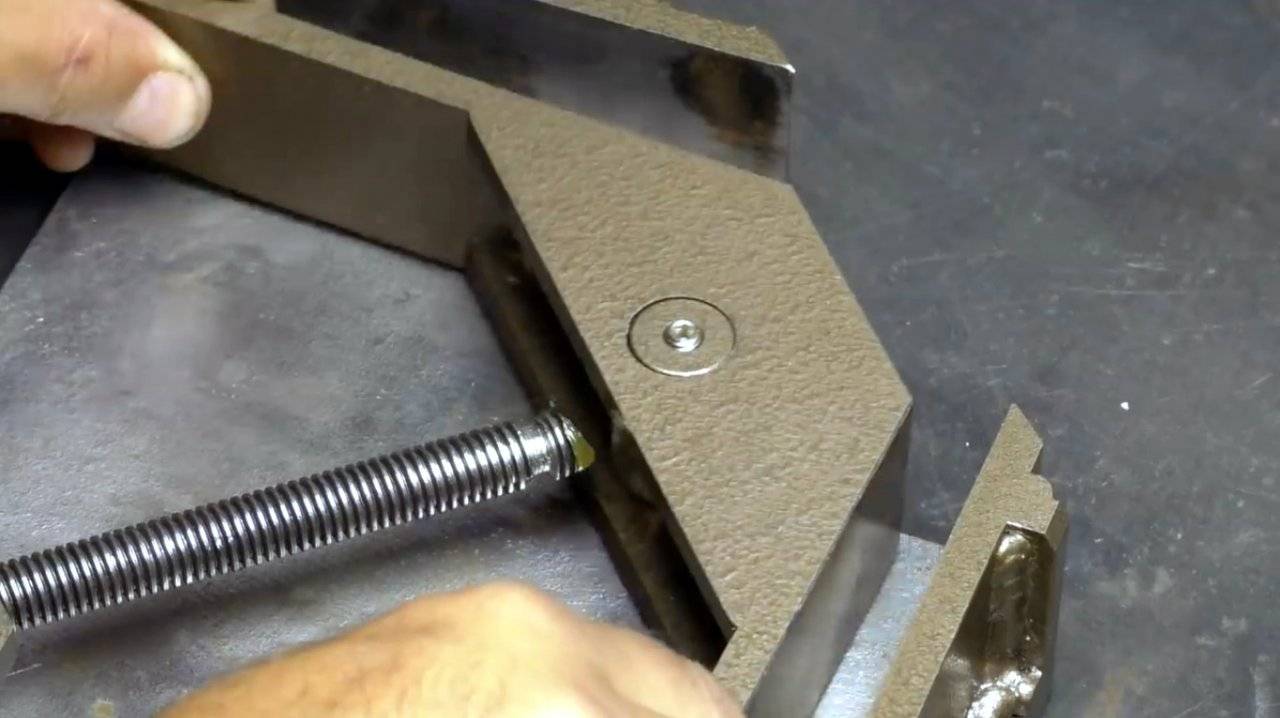
Шаг 6: Угловая струбцина в работе
Самодельную угловую струбцину можно использовать и снаружи, и изнутри. Именно для этого все сварные швы сделаны с нижней стороны. На фото показаны примеры использования, если бы я собирался сваривать эти трубы, я дополнительно закрепил бы их обычными струбцинами. На последней фотографии показан пример добавления вертикального элемента. Это также объясняет, почему зазор между плеч не должен быть слишком большим – иначе вертикальная труба проскочила бы в отверстие.
Будьте осторожны при наружной сварке труб – внутренний радиус изгиба уголка может помешать скреплению трубы струбциной. Обязательно проверьте этот момент, прежде чем приступать к свариванию труб.
Рассказываю как сделать какую-либо вещь с пошаговыми фото и видео инструкциями.
Изготовление струбцины своими руками
Своими руками можно создать:
- необходимую прочность приспособления;
- оборудование для фиксации металлических деталей;
- струбцины любых размеров и разновидностей.
Если работы предстоят несложные, то инструмент можно сделать из простых и дешевых материалов.
Струбцина угловая из фанеры
Чтобы изготовить инструмент необходимо:
- Подготовить куски фанеры толщиной в 1,5 см и размерами 10х10 см.
- Разделить квадраты на две части по диагонали.
- На расстоянии в 2 см от края наметить отверстия и просверлить диаметром 40 мм.
- Срезать сторону вдоль отверстий, чтобы излишки клея под фиксаторами можно было удобно убирать.
Инструмент из фанеры готов. На его долгую эксплуатацию рассчитывать не приходится, зато делается он из самых простых подручных материалов.
Изготовление и сборка своими руками угловой струбцины из дерева
следует правильно выбрать материал
Из выбранного материала нужно будет подготовить:
- две пластины шириной 15 см, длиной 20 см и толщиной 2 см;
- два бруска шириной 2 см и длиной 25 см;
- металлические болты;
- саморезы диаметром 5 мм (2 на 20 см длиной и 2 на 12 см).
После того как все подготовлено, своими руками можно приступать к сборке приспособления:
- На столе разместить две длинные рейки. При этом одна должна укладываться ребром вниз, а вторая – вверх.
- В рейках просверлить отверстия для соединения, применив для этого дрель. У обеих деталей они должны совпадать.
- Одну пластину прикрепить к нижнему бруску и параллельно ей закрепить вторую. Используется для этого проходящий через элементы саморез, который будет регулировать между ними степень зажима детали.
- На концах реек просверлить отверстия и прикрепить к ним пайки или пластинки. Угол между элементами должен составлять 90 градусов.
Изготовление и монтаж угловой деревянной струбцины завершен, теперь можно проверить ее в работе.
Угловая металлическая струбцина своими руками
бладает хорошей жесткостью фиксации
С помощью металлической струбцины можно:
- под различными углами фиксировать элементы конструкции;
- выполнять предварительный монтаж изделий;
- выравнивать детали конструкции относительно друг друга.
Кроме этого, угловые струбцины из металла широко применяются во время сварочных работ. Такие инструменты подразделяются на два вида:
- Двухкоординатные.
- Трехкоординатные.
С помощью приспособления можно зафиксировать два элемента металлоконструкции, после чего закрепить их сваркой. Даже самый простой вид такого оборудования сделает более комфортным проведение сварочных работ, обеспечит высокое качество швов, облегчит различные манипуляции с деталями конструкции и значительно сэкономит время.
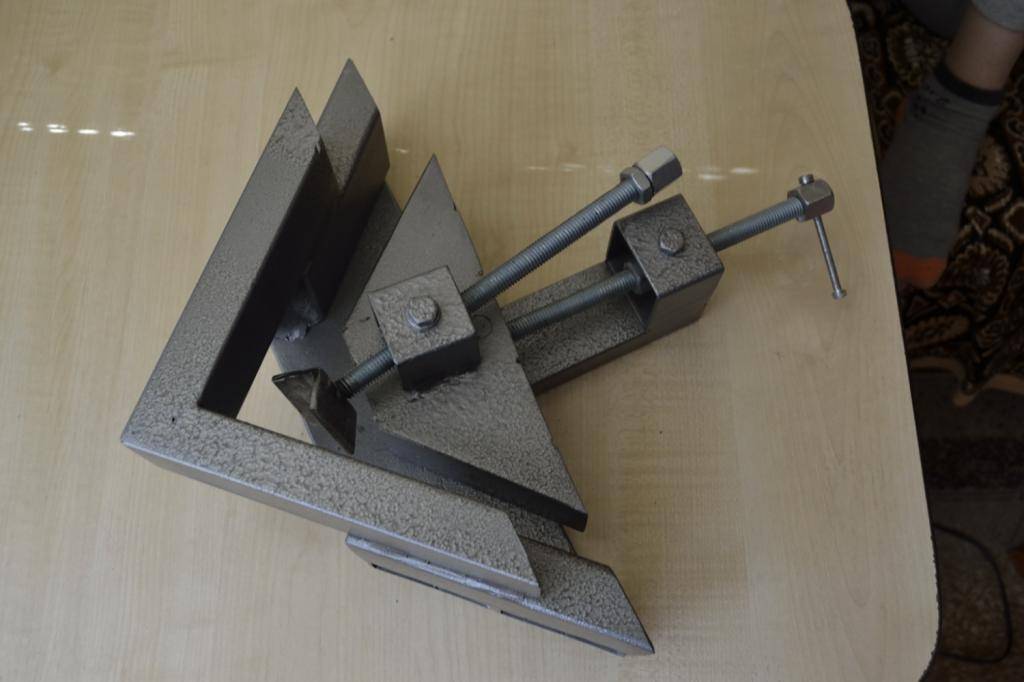
Своими руками изготовить угловую струбцину из металла достаточно просто. Для этого потребуется подготовить:
- стальной лист толщиной в 10 мм;
- гайки – 3 шт;
- стальной лист с наружной резьбой по размеру гаек;
- шайбы большого диаметра.
Технология изготовления:
- Из листа вырезать две заготовки длиной по 50 см, шириной по 4 см.
- К основной части детали в виде буквы «Г» приварить вспомогательную часть.
- Опорный элемент плашмя приварить на короткий край.
- Сварить вместе три гайки, расположив их ребром к подвижной части. При этом вкручиваемый стержень должен проходить параллельно основанию приспособления.
- Все части приварить по внешнему краю, вставив между ними полоску инструмента.
- Присоединяя конструкции подвижную планку, произвести сварку по внутреннему краю.
- К краю стержня из металла приварить большие шайбы.
Работы по изготовлению угловой металлической струбцины закончены. При проведении столярных, слесарных или сварочных работ с ее помощью можно надежно зафиксировать конструкцию. Такой инструмент способен заменить одного помощника и ускорить время проведения работ. А его подвижные элементы позволят соединить детали под необходимым наклоном и углом.
Изучив типы и варианты создания угловых струбцин, изготовить и собрать инструмент своими руками не составит большого труда. При этом вид конструкции следует выбирать в зависимости от требуемой прочности фиксации. Такое приспособление будет полезно и в домашнем хозяйстве, и в профессиональной деятельности.
Как варить шов
При сварке в нижнем положении никаких сложностей не возникает даже у начинающего сварщика. А вот все остальные положения требуют знания технологии. Для каждого положения есть свои рекомендации. Техника выполнения сварных швов каждого типа рассмотрена ниже.
Сварка вертикальных швов
Во время сваривания деталей, находящихся в вертикальном положении, расплавленный металл под действием силы тяжести сползает вниз. Чтобы капли не отрывались, используют более короткую дугу (кончик электрода находится ближе к сварной ванне). Некоторые мастера, если позволяют электроды (не залипают), вообще их опирают на деталь.
Подготовка металла (разделка кромок) проводится в соответствии с типом соединения и толщиной свариваемых деталей. Затем их фиксируют в заданном положении, соединяют с шагом в несколько сантиметров короткими поперечными швами — «прихватками». Эти швы не дают деталям смещаться.
Вертикальный шов можно варить сверху-вниз или снизу-вверх. Удобнее работать снизу-вверх: так дуга толкает сварную ванну вверх, препятствуя ее опусканию вниз. Так проще сделать качественный шов.
Как варить вертикальный шов снизу-вверх: положение электрода и возможные движения
В этом видео показано, как правильно варить вертикальный шов электросваркой с движением электрода снизу-вверх без отрыва. Продемонстрирована также техника короткого валика. В этом случае движения электрода происходят только вверх-вниз, без горизонтального смещения, шов получается почти плоским.








Выполнять соединение деталей в вертикальном положении можно с отрывом дуги. Для начинающих сварщиков это может быть более удобным: за время отрыва металл успевает остыть. При таком способе можно даже опирать электрод на полочку сварного кратера. Так проще. Схема движений практически такая же, как без отрыва: из стороны в сторону, петельками или «коротким валиком» — вверх-вниз.
Как варить вертикальный шов с отрывом смотрите в следующем видео. В этом же видеоуроке показывается влияние силы тока на форму шва. В общем случае ток должен быть на 5-10 А меньше рекомендованного для данного типа электрода и толщины металла. Но, как показано в видео, это не всегда справедливо и определяется экспериментально.
Иногда варят вертикальный шов сверху-вниз. В этом случае при розжиге дуги держите электрод перпендикулярно к свариваемым поверхностям. После розжига в таком положении прогрейте металл, потом опустите электрод и варите уже в таком положении. Сварка вертикального шва сверху-вниз не очень удобна, требует хорошего контроля сварной ванны, но и таким способом можно добиться неплохих результатов.
Как варить вертикальный шов электросваркой сверху-вниз: положение электрода и движения его кончика
Как варить горизонтальный шов
Горизонтальный шов на вертикальной плоскости можно вести как справа-налево, так и слева-направо. Разницы нет никакой, кому как удобнее, тот так варит. Как при сваривании вертикального шва, ванна будет стремиться вниз. Потому угол наклона электрода достаточно большой. Его подбирают в зависимости от скорости движения и параметров тока. Главное, чтобы ванна оставалась на месте.
Сварка горизонтальных швов: положение электрода и движения
Если металл стекает вниз, увеличивайте скорость движения, меньше прогревая металл. Еще один способ — делать отрывы дуги. За эти короткие промежутки металл немного остывает и не стекает. Также можно немного снизить силу тока. Только все эти меры применяйте поэтапно, а не все сразу.
В видео ниже показано, как правильно сваривать металл в горизонтальном положении. Вторая часть ролика о вертикальных швах.
https://youtube.com/watch?v=eNo05v10ToM
Потолочный шов
Этот вид сварного соединения — самый сложный. Требует высокого мастерства и хорошего контроля сварной ванны. Для выполнения этого шва электрод держат под прямым углом к потолку. Дуга короткая, скорость движения — постоянная. Выполняют в основном круговые движения, расширяющие шов.
Требования к сварке металлических конструкций
Цель созданных нормативов – обеспечение безопасности и качественного монтажа конструкций из металлов и сплавов. На них следует ориентироваться и при сборке бытовых изделий на даче, в гараже, подсобных хозяйствах. Важные моменты:
- обеспечение защиты сварщика от поражения электрическим током, для чего необходимо защитить его от дождя, облучения ультрафиолетовым и инфракрасным излучением, коротких замыканий при подключении оборудования;
- правильная подготовка и сборка конструкций – требуется для создания прочных соединений с заданными характеристиками;
- подготовка сварочных материалов и деталей – прокалка электродов, грамотное их хранение, зачистка поверхностей от грязи и ржавчины.
Ошибки, допущенные при сборке и обваривании деталей, могут привести к разрушению металлоконструкций, что представляет опасность для людей, работающих в непосредственной вблизи с ними.
Струбцина угловая из дерева
Для изготовления угловой струбцины из дерева не потребуется значительных усилий, особенно если есть хотя бы минимальные навыки обработки такого материала. Стоит отметить, что древесина для этого должна быть правильно подобрана. Для этих целей оптимальней использовать бруски из дуба, ясеня, березы, граба или бука. Необходимо тщательно осмотреть материал, чтобы на нем отсутствовали трещины и повреждения, вызванные насекомыми. Процент влажности не должен превышать 12%.
В первую очередь необходимо предусмотреть наличие двух деревянных пластинок, длиной по 200 мм, шириной — 150 мм и толщиной — 20 мм. Другие два бруска должны быть длиной около 250 мм, и 20 мм в ширину и толщину. Приобрести их можно в готовом виде или же использовать лобзик для их вырезания.
Кроме самого материала следует также подготовить инструмент. Необходимо выполнить подбор металлических гаек и болтов (саморезов). Саморезы должны быть подобраны в количестве четырех штук. Два должны быть длиной около 200 мм, остальные по 110-120 мм длиной и 5 мм в диаметре. Значение размеров может быть и своим, однако согласно представленным цифрам проще выполнить качественную сборку. При этом два из них длиной примерно 20 см, а другие два около 11-12 см, диаметром 5 мм. Размеры можно брать и свои, но представленные цифры являются оптимальными для максимально качественной сборки.
После того, как все было подготовлено, можно приступать к процессу сборки элементов приспособления в единое целое. Для начала нужно положить на ровную поверхность две длинных рейки – одна ребром к верху, а другая наоборот. Затем используя дрель следует выполнить несколько отверстий, благодаря которым будет осуществляться скрепление удерживающих элементов.
Берем пластины. Одну из них следует закрепить максимально прочно на нижнюю рейку, таким образом чтобы расположение отверстий на рейках совпадало с будущим отверстием в пластинах при креплении регулирующих саморезов. Далее параллельно на первую пластину крепим вторую посредством проходящего через них болта. Именно благодаря нему будет осуществляться регулировка степени зажима.
Выполнив эти действия угловую струбцину с деревянным механизмом можно считать готовой. Если работу провести в соответствии с технологией, то получим такое же изделие как на рисунке ниже. Как изображено на схеме, винт который расположен между поверхностями пластин, позволяет выполнять регулировку зажимной силы, удерживая деревянный брусок на подобии тисков.
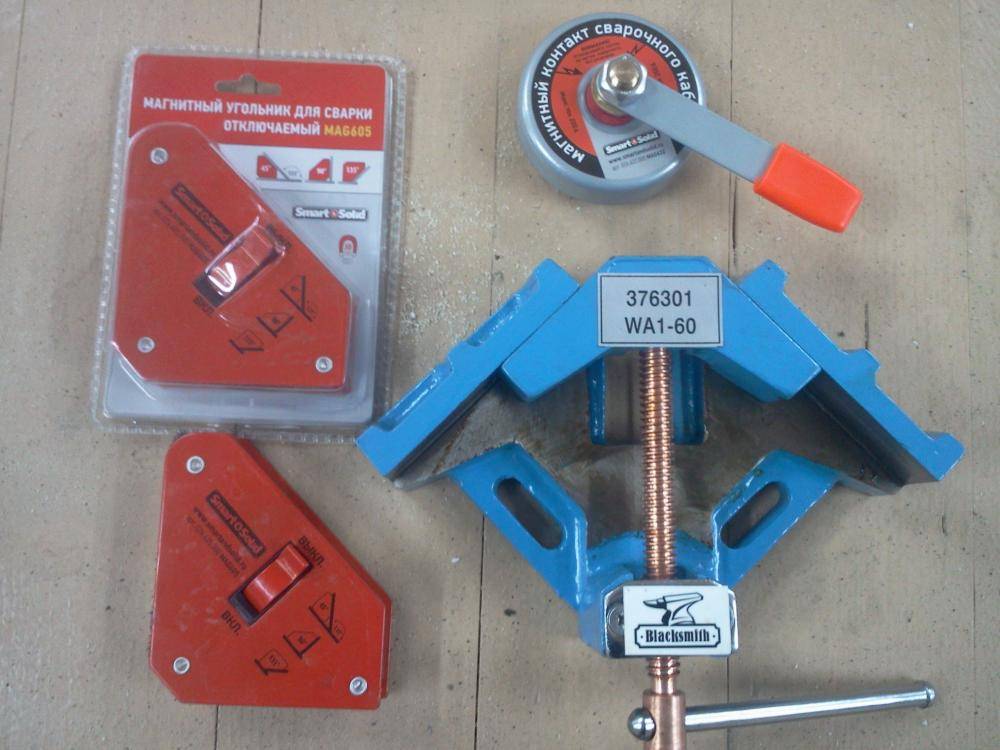
Применение магнитов
 При сварке в домашних условиях удобно пользоваться магнитными фиксаторами. Они бывают электромагнитными и на основе постоянных магнитов. Электромагниты применяются больше на производстве. Для бытовых нужд и мелких производств удобны фиксаторы на постоянных магнитах. Они компактны, могут устанавливаться где угодно, некоторые имеют переменный угол фиксации.
При сварке в домашних условиях удобно пользоваться магнитными фиксаторами. Они бывают электромагнитными и на основе постоянных магнитов. Электромагниты применяются больше на производстве. Для бытовых нужд и мелких производств удобны фиксаторы на постоянных магнитах. Они компактны, могут устанавливаться где угодно, некоторые имеют переменный угол фиксации.
Наиболее простыми по конструкции и распространенными являются магнитные угольники. Достаточно приложить угольник к свариваемой детали одной плоскостью, и соответственно расположить вторую деталь, чтобы получить надежное закрепление под прямым углом.
Остается прихватить детали в нескольких местах. После этого полностью приваривают изделие. Без прихватки магнитные угольники не выдержат температурных деформаций при сварке.
Как пример, можно рассмотреть устройство MagTab. Приспособление имеет две основные плоскости с магнитами. Угол между плоскостями меняется, поэтому приспособление можно закрепить на цилиндрической, ровной поверхности или в любом углу.
Предусмотрено еще две плоскости, к которым крепят детали. Плоскости расположены под прямым углом и имеют возможность смещаться относительно основания. Это дает возможность устанавливать свариваемое изделие в том положение, которое необходимо.
Если есть в наличие мощные постоянные магниты, особенно из неодима, то можно самостоятельно сделать подобные устройства. При использовании магнитных фиксаторов нужно учитывать, что они теряют свою силу под воздействием высокой температуры, поэтому нужно избегать их перегрева.
Назначение угловой струбцины для сборки мебели, особенности инструмента
Владельцы квартир нередко самостоятельно изготавливают мебельные конструкции или собирают их. В этой работе им некому помочь, поэтому приходится, при выполнении отдельных операций одновременно удерживать детали и обрабатывать их. Те, кто когда-либо выполнял подобные операции, подтвердит, что это очень сложная процедура, ведь нужно потратить много времени и усилий, чтобы зафиксировать детали. Для решения таких сложных проблем и создана угловая струбцина для сборки мебели, которая упростит задачу, играя роль «третьей руки».
Что собой представляет
Инструмент используют для скрепления элементов мебельной конструкции. Он не требует колоссальных усилий. Чтобы временно зафиксировать элементы мебельных конструкций, используют струбцину для сборки мебели. Суть ее заключается не в форме, а в функциях, которые она выполняет. Струбцина является инструментом, фиксирующим детали мебели, расположенные перпендикулярно по отношению друг к другу.
Устройство, фиксирующее детали под определенным углом, называют угловой струбциной.
Изделие имеет самые различные варианты исполнения. Типичное устройство имеет простой и компактный зажим мебельный, фиксирующий детали под углом 90 градусов:
- корпус;
- винтовые прижимы;
- поджимные пятки.
Угловые устройства имеют разновидности по конструкции и бывают:
- объемными, фиксирующими 3 элемента, направленных в три разные стороны;
- угловыми, фиксирующими два элемента, расположенных под нужным углом;
- обычными, которые фиксируют 2 детали, деталь и поверхность верстака.
Схема
Назначение
Применяют угловые струбцины, чтобы:
- зафиксировать прямой угол, также существуют приборы для любых размеров углов;
- отпилить детали под нужным углом;
- при сборке мебели с целью выполнения стяжек;
- при сборке шкафчиков, выдвижных ящиков и прочих работ, где есть потребность в угловой фиксации;
- она ценна тем, что при ее использовании можно выполнять работу двумя руками: деталь зажимают в нужном месте, приставляют кондуктор, сверлят, затем закручивают;
- для изготовления конструкций из дерева, профильного металла, рам, мебели.
Инструмент применяют в работе сварщики, плотники, столяры, слесари.
Из каких материалов изготавливается
В промышленных условиях инструмент изготавливают из дюралюминия и сплавов из него. Для изготовления дома применяют различные материалы: железо, дюралюминий, дерево. Чаще всего это древесина твердых пород:
- береза;
- граб;
- бук;
- лиственница.
Данные сорта древесины хорошо восстанавливают форму, отличаются упругостью и прочностью. Они более твердые, чем детали, из которых изготавливается мебель. Поэтому это компенсируется использованием:
- набоек из дерева;
- кожи;
- войлока;
- светлой резины.
Рамы изготавливают из металлопроката, древесины. Для этого подходят профильные уголки или трубы, тщательно зачищенные, покрашенные, чтобы на изделии не оставалось царапин, следов ржавчины. Для исключения механических повреждений лучше наклеить на металлические конструкции планки из древесины.
Для оптимальной плавности регулировки при затяжке деревянных элементов, шпилька должна быть с резьбой трапециевидного или прямого профиля. Ручку можно сделать из дерева или, сделав отверстие в шпильке, вставить в нее пруток в виде рычажка. Такая струбцина будет прочной и послужит долго.






Деревянная
Металлическая
Правила использования
Струбцины облегчают процесс работы. Они используются для мебельных работ, требующих угловой фиксации. Устройство поддерживает заготовку. Правила ее использования предельно просты:
- угол устройства должен соответствовать 90 градусов;
- при повороте рукоятки придерживающие деталь пятки начинают сжиматься, фиксируя ее;
- вращение ее в обратную сторону разжимает пятки;
- устройство фиксирует детали, чтобы просверлить их вместе;
- для удобства выполнения отдельных работ тиски струбцины закрепляют к верстаку.
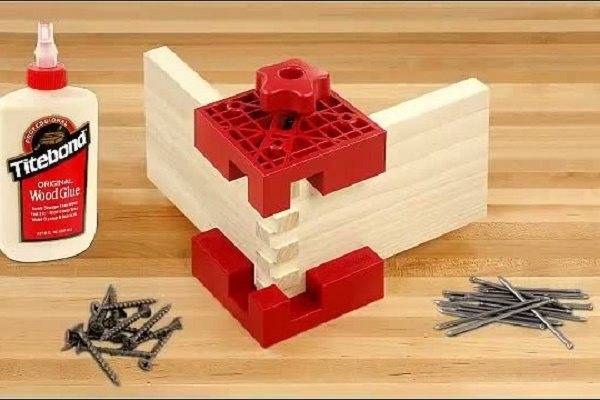
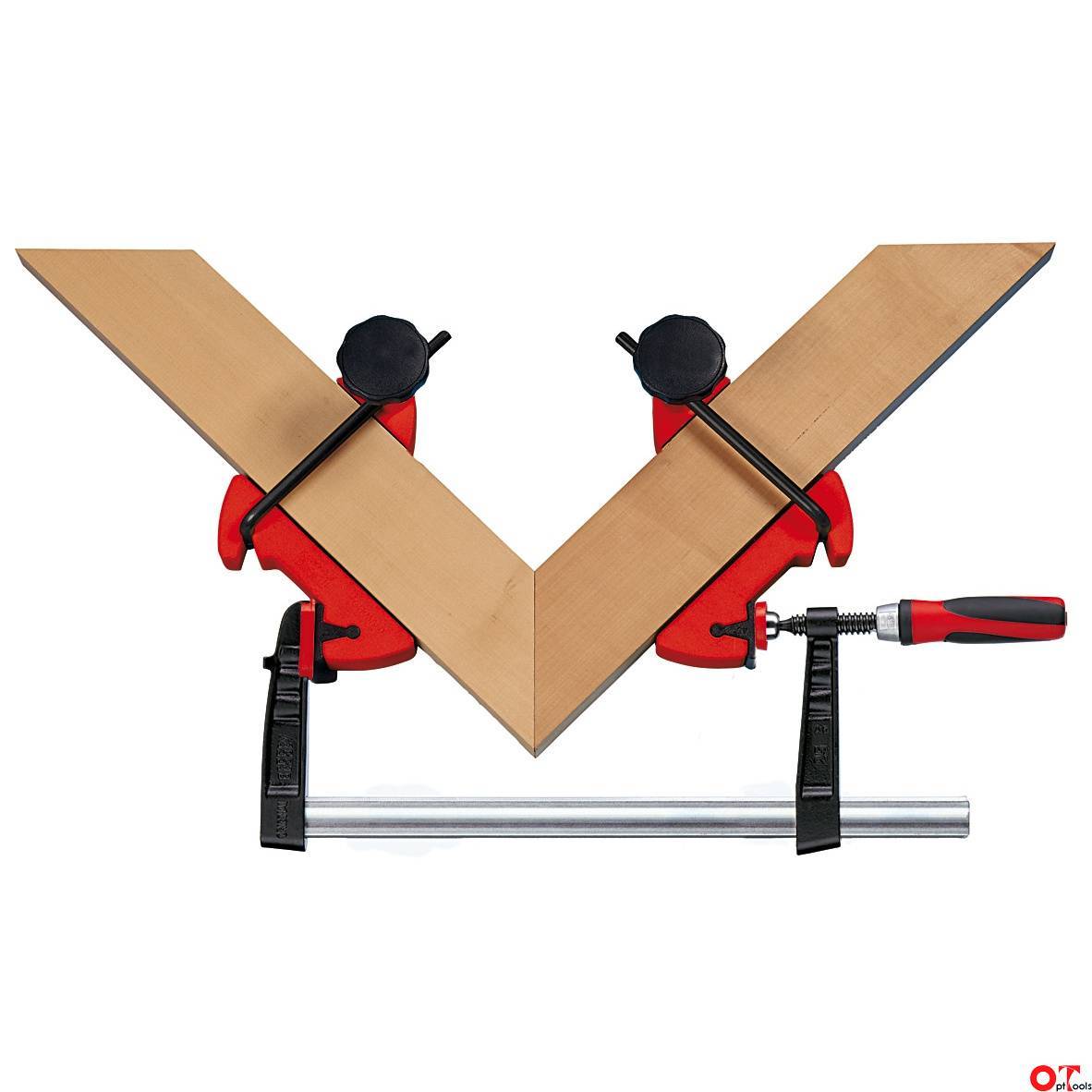
Струбцина для фиксации под прямым углом из поликарбоната.
Принципиально оригинальная струбцина для соединения заготовок различной толщины (заготовки могут быть толщиной от 6 мм до 25 мм, разница в толщине заготовок может быть до 6,3 мм) строго под прямым углом.
Пары оборотов 6-гранного ключика или рукоятки достаточно, чтоб намертво зажать заготовки, причём строго под прямым углом — после этого заготовки могут быть склеены, свинчены или сбиты.
Угловая струбцина является отличной альтернативной (или дополнением) корпусным струбцинам. Будучи небольшой по размеру (100 мм х 100 мм) может фиксировать большие заготовки, например, боковины шкафов или ящиков для снарядов.
Замечательным свойством этих корпусных угловых зажимов является то, что вам не нужно беспокоиться о перпендикулярности соединяемых заготовок при сборке, какими бы струбцинами, ремнями, да хоть верёвками или мешками с песком вы не пользовались для стягивания или прижима заготовок друг к другу — заготовки в любом случае останутся под прямым углом. Коме этого, для этих струбцин безразлично, какой ширины будут ваши заготовки — соединяете ли вы дощечки длиной 10 см или щиты длиною 2 метра — струбцины работают в углах соединения заготовок. Для соединения короба из 4-х сторон идеальным является комплект из 8 штук.
Принцип зажима этой струбцины прост, умён и надёжен. На базе струбцины фиксируется упор, затем относительно клиновидного скоса упора движется с клиновидным скосом упор, поджимающий заготовки к боковым выступам струбцины. Заготовки при этом могут располагаться Г-образно и Т-образно — прямой угол между ними гарантирован жёстко расположенными неподвижными боковыми выступами струбцины.
Зажим струбцины может осуществляться как с внутренней стороны собираемой конструкции, так и с наружной. Зажим заготовок может производиться 6-гранным ключом, в случае расположения струбцины внутри изготавливаемого изделия, либо рукояткой, при расположении струбцины снаружи изделия (и ключик, и рукоятка идут в комплекте):
Струбцина изготовлена из армированного поликарбоната — материала красивого и прочного (говорят, белая акула прокусить его не может):
Цена указана за 1 струбцину. При покупке нескольких штук струбцин из поликарбоната цена будет ниже:
- При покупке комплекта из 4-7 штук будет предоставлена скидка 5%.
- При покупке комплекта из 8-15 штук будет предоставлена скидка 10%.
- При покупке комплекта из 16 штук будет предоставлена скидка 20%.
Альтернативный вариант уголковой струбцины — угловая фрезерованная струбцина из авиационного алюминия — аналогичной конструкции, но выше по стоимости.
Аллюминиевые фрезерованные струбцины замечательны качеством своего изготовления — фрезерованные из авиационного алюминия, анодированные, прочные, негнущиеся, тяжёлые, солидные. Поликарбонатные угловые струбцины тоже хороши, для увеличения силы прижима заготовок поликарбонатные имеют насечки на базе струбцины для более надёжного фиксирования упора струбцины, относительно которого движется клин струбцины при зажиме заготовок. Поликарбонатные угловые струбцины есть на складе.
Угловая струбцина сделана в США.
Для работы со струбциной изнутри коробчатой конструкции используется 6-гранный ключик, который идёт в комплекте со струбциной, что видно на первом фото выше, но мы рекомендуем использовать длинный и удобный Т-образный мощный 6-гранный ключ:
Ключ можно приобрести дополнительно. Его размер 3/16″. Таким ключом значительно удобнее производить зажим заготовок, да и усилие фиксации им развивается значительное:
P.S. В подпольной мастерской нам удалось тайно сфотографировать применение именно таких струбцин — длина склеиваемых заготовок из фанеры — более одного метра и был риск их взаимного перекоса — угловые струбцины позволяют избежать этого — они надёжно удерживают заготовки под прямым углом:
Работа с данной струбциной наглядно продемонстрирована в сюжетах популярного Российского блогера Якова-столяра об изготовлении тумбы под станок:
Шаг 5: Завершаем сварку
После завершения сварки, проверяем правильность прямого угла разными угольниками. Иногда так случается, что угольник повело и его угол больше не прямой. Поэтому лучше перестраховаться и проверять прямой угол разными угольниками
Обратите внимание, на фото видно, что я срезал торчащие наружние уголки нижней перекладины. После сварки я просто отшлифовал всю поверхность лепестковым кругом
Как исправить неверный угол
Если угол не получился точно 90° или ее повело после падения с верстака, его можно исправить. Сначала нужно найти вмятины на металле. В любую вмятину можно просто поставить прихват сварочным аппаратом. Затем поместите в струбцину прямой кусок металла и проверьте угол угольником. Прихват заровняйте напильником, пока угол не выровняется до 90°.