Обработка готовыми смесями кислот
Препараты для травления сварных швов выпускают в виде паст, спреев, гелей, концентратов, содержащих в своем составе от 2 до 4 кислотных компонентов. Удобнее всего пользоваться густыми пастообразными смесями. Они укладываются более толстым слоем, лучше удерживаются на вертикальных поверхностях, их активность проявляется уже при +10оС. Самыми эффективными считают пасты SAROX TS-K 2000, Avesta BlueOne, Stain Clean (ESAB).
Травление выполняется в таком порядке:
- Удаление грязи, ржавчины, обезжиривание изделия любым моющим средством. Очищающий препарат наносят на 30 мин.
- Травление. Покрывают швы травильным гелем или пастой, захватывая по 20 см влево и вправо, спреи распыляют по всей поверхности изделия. Время воздействия составляет от 10 до 90 мин – это зависит от концентрации препарата, химического состава стали, толщины окалины, температуры окружающей среды.
- Пассивирование. Наносится вещество, создающее на поверхности нержавейки устойчивый слой оксида хрома. Время выдержки – 30-60 мин.
Суть методики
Холодное травление металла, как и любое другое действие, требует подготовительного процесса. В первую очередь такая подготовка в домашних условиях требует удаления с поверхностей загрязнения, особенно это касается масла. Дальше требуется защитить те участки металла, которые не должны подвергаться травлению. Для этого на узор наносят специальное покрытие, которое способно противостоять химическим веществам, применяемым в травлении.
На следующем этапе изделие или элемент погружают в емкость, где находится электролиз, создающий кислую среду. Помните, что чем дольше металл будет находиться в кислой среде, тем большая часть поверхности будет разъедена агрессивным составом. В некоторых случаях используется технология многослойного травления, когда процедура применяется в несколько раз.
Сегодня травильщики используют разные методы травления металла, рассмотрим их подробно.
- Метод электрохимического травления. Определенные виды металлов (например, нержавеющая сталь), которые обладают высокой стойкостью к воздействию кислоты. Поэтому для обработки таких металлов в домашних условиях применяется электрохимическое травление.
Чтобы провести травление электрохимическим способом понадобится: пластмассовая ванная наполненная электролитом, клеммы, провода, а также источник электричества, передающий постоянный ток. Также следует помнить, что процесс реакции происходит чрезвычайно бурно, и поэтому используем емкость с большим объемом. Само травление обычно занимает от нескольких минут до получаса. При этом мастеру нужно периодически проверять изделие, чтобы состав не разъел металл, больше чем это требуется. Схема подключения при травлении металла выглядит следующим образом, в раствор электролиза погружается медная пластина, по которой подается ток. Как показывает практика, метод эффективен.
- Методика химического травления . Процесс происходит в емкости где куда предварительно было залит активный состав. В качестве такого состава используется лимонная кислота, солевой раствор, уксусная кислота. Если раствор для травления металла приготовлен из соли, то его химическая эффективность будет, ниже чем у кислотных растворов.
Avesta Finishing Chemicals — обработка и травление нержавеющей стали
#1 Raden
https://www.avestawelding.ru, готова предложить вам следующие материалы:
Avesta Finishing Chemicals — линейка продуктов для очистки, травления и пассивации нержавеющей стали, а также обработки сварных швов после сварки.
Травильные средства содержат гидрофтористую кислоту, азотную кислоту и серную кислоту.
Травильные средства применяются для очистки поверхности от грязи, налета, следов сварки, делают поверхность чистой и светлой, а также гарантируют что шов после сварки не заржавеет.
Почему швы нержавеющей стали могут заржаветь? Во время сварки хром активно выгорает, таким образом, на поверхности металла повышается концентрация железа, что и приводит к ржавчине.
Как работает травильная паста? Содержащиеся в травильных пастах и спреях кислоты, «съедают» железо находящееся на поверхности шва, тем самым восстанавливая концентрацию хрома способную сопротивляться коррозии.
Что такое пассивация? Пассивация это образование пленки оксида хрома на поверхности нержавеющей стали. Пассивация может осуществляться на воздухе, и протекает около 1 суток. Недостатком такой пассивации является ее неравномерность, ввиду внешних факторов, чистота, движение воздуха, в результате чего можно получить пятнистую поверхность. Решением данной проблемы может служить пассивация средством Аvesta FinishOne, которая образует равномерную защитную пленку по всей поверхности за 30-60 минут, без образования пятнистости.
Технология обработки: Нанести очиститель на 20-30 минут, смыть водой. Нанести травильную пасту на швы или спрей по всей поверхности изделия, на 20-60 минут, смыть водой. Нанести пассиватор на 30-60 минут, смыть водой.
- Наверх
- Вставить ник
#2 Raden
Способы обработки и травления нержавеющей стали после сварки. Виды коррозии и причины образования.
Нередко можно наблюдать, как на качественной нержавеющей стали образуется ржавчина. Это происходит в случаях, когда нержавеющая сталь работает в агрессивных средах, при повышенных температуре или влажности. Трубопроводы, емкости, ванны покрываются ржавчиной при работе со слабыми кислотами, щелочами, молочной продукцией, с водой как водопроводной, так и прошедшей тонкую очистку. Но даже в идеальных условиях, когда на первый взгляд поверхности ничего не угрожает, атмосфера вносит свое разрушающее, окслительное действие на поверхность, всегда имея в своем составе кислород и водяной пар, зарождая очаги ржавчины в местах с поврежденной защитной пленкой оксида хрома. Чтобы понять, что происходит, необходимо еще раз проанализировать основные сведения о нержавеющей стали и процессе коррозии. Нержавеющая сталь — легированная сталь, устойчивая к коррозии в атмосфере и агрессивных средах. Сопротивление нержавеющей стали к коррозии напрямую зависит от содержания хрома: при его содержании 13 % и выше сплавы являются нержавеющими в обычных условиях и в слабоагрессивных средах, более 17 % — коррозионностойкими в более агрессивных окислительных и других средах, в частности, в азотной кислоте крепостью до 50 %. Наиболее популярными марками применяемыми в производстве оборудования, оснастки, сварных конструкций яляются: 12Х18Н9Т,04X18H10, 14Х17Н2, 20Х13, где цифра после буквы «Х» обозначает процентное содержание хрома, а после «Н» — никеля. Причина коррозионной стойкости нержавеющей стали объясняется, главным образом, тем, что на поверхности хромсодержащей детали, контактирующей с агрессивной средой, образуется тонкая плёнка нерастворимых окислов, при этом большое значение имеет состояние поверхности материала, отсутствие внутренних напряжений и кристаллических дефектов. Технологические этапы производства изделий из нержавеющей стали неизбежно предполагают создание внутренних напряжений, механическую обработку и сварку стали, что впоследствии сказывается на ее коррозионной стойкости, и вызывает необходимость ее травления. Есть несколько основных процессов, приводящих к коррозии нержавеющей стали: · Однородная коррозия; · Межкристаллитная коррозия; · Гальваническая или обычная коррозия, включающая изъязвление и коррозию в трещинах; · Коррозия в трещинах от механического воздействия; · Коррозию, вызванную микробиологическими факторами (МИК).
Для чего применяют травление
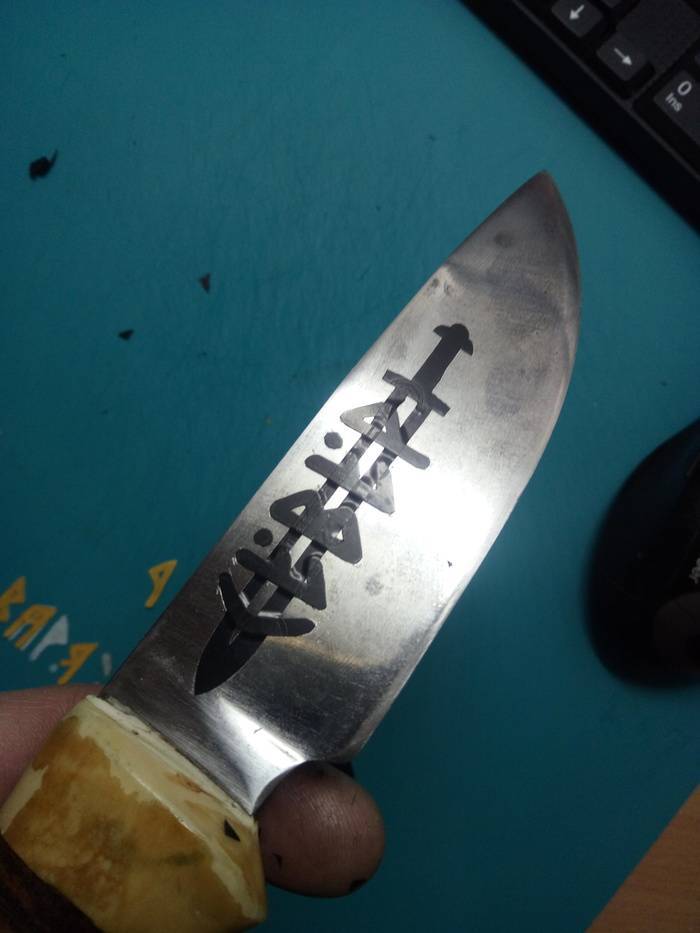
Травление как способ обработки металла позволяет мастеру выполнять технические действия. Однако, если говорить про травление в домашних условиях, то чаще всего его используют для создания орнаментов и декоративных узоров на клинках и других металлических изделиях.
Сегодня многие люди занимаются производством всевозможного холодного оружия и инструмента в домашних условиях. При этом, подобные авторские вещи украшаются орнаментом. Травление ножа, топора позволяет мастеру быстро создать своеобразное декоративное украшение лезвия.

Начиная работы, травильщик первым делом подготавливает эскиз будущего орнамента или рисунка. Сегодня это можно легко сделать с помощью специальных программ, которые позволяют создавать изображения. Если узор планируется нанести на обе стороны клинка, то тогда распечатывают два эскиза. После того как изображение подготовлено, оно переносится на лезвие с помощью ручки, а в дальнейшем процарапывается с помощью скрабера.
При этом еще до нанесения рисунка, металлическую поверхность нужно хорошо вычистить, освободить от ржавчины. Дальше железо в местах нанесения узора обрабатывается специальным составом и обезжиривается. Также следует позаботиться о торцах будущего ножа, защитив их от последствий воздействия соленого раствора или кислоты.
Травление можно производить двумя разными способами. Первый предполагает полное погружение металла в емкость с электролизом. Второй вариант это точечное нанесение кислотного состава на конкретные участки поверхности с помощью ватного тампона. В обычных условиях изделие погружается в раствор на десять, пятнадцать минут. Однако, этот параметр сильно зависит от типа выбранного электролиза.








После того как травление окончено, лезвие промывают водой и проверяют полученный результат. Если все получилось как надо, тогда остается произвести шлифовку ножа, удалив, таким образом, остатки коррозии, придав ему соответствующий вид.
Метод позволяет создавать по-настоящему замечательные и красивые изделия.
Какое оборудование необходимо для успешного травления в домашних условиях
Травление металла в домашних условиях это достаточно простая процедура, которая не требует от человека особых навыков. Но для того чтобы произвести успешное травление нужно подготовить некоторые предметы и оборудование.
- Емкость из стекла или пластика. Только такие материалы могут выдержать химическую реакцию, которая сопровождает процедуру , а также способны противостоять кислотной среде.
- Соль поваренная. Это вещество чаще всего используется для создания электролиза.
- Медная пластина. Они играет роль клеммы, которая распространяет ток внутри емкости.
- Источник энергии. В качестве него может использоваться зарядка для телефона.
- Провода для соединения клемм и зарядного устройства.
Травление с помощью зарядного устройства от телефона, как показывает практика, позволяет эффективно обрабатывать даже поверхности, сделанные из стали высокой стойкости.
Related Posts via Categories
- Бесшовные трубы ГОСТ 8734-75 – сортамент и все характеристики и особенности
- Температура плавления и использования нержавеющей стали – что важнее?
- Плотность нержавеющей стали – отечественные марки и стандарт AISI
- Марки коррозионностойких сталей – Как улучшается прочность и свойства металла?
- Легированные конструкционные стали – специальные сплавы для особых случаев
- Состав нержавеющей стали – какие типы антикоррозийных сплавов существуют
- Нержавеющая сталь – проведем классификацию без избытка цифр
- Углеродистая сталь – свойства и сферы применения
- Низколегированные стали – востребованные современной промышленностью сплавы
- Термообработка нержавеющей стали – особенности сложного процесса!
Травление металла в домашних условиях
Решил поделиться с вами довольно простым способом травления металла в домашних условиях на примере клинка.Итак, нам понадобится:
- собственно, сама железяка (в моем случае, откованный клинок для ножа).
- Маркер или карандаш.
- лак для ногтей (можно порыться в сумочке жены или купить в супермаркете самый дешевый).
- растворитель.
- медный купорос (100-200 грамм).
- наждачная бумага (80, 400, 1200 грид).
Для начала берем клинок, хорошенько проходимся по нему наждачной бумагой и растворителем.
После этого, набросаем на него эскиз предполагаемого рисунка маркером.
Лаком для ногтей аккуратно закрашиваем свой эскиз.Если лак выступает за пределы эскиза – ничего страшного, все это можно легко протравить в дальнейших операциях.
Прошу обратить внимание: Лак образует плёнку, которая защищает металл от травления. Поверхность под лаком травиться не будет. Поверхность под лаком травиться не будет
Поверхность под лаком травиться не будет.
Кроме самого рисунка, стоит защитить торцы изделия, а в моем случае еще и РК клинка.
Даем лаку подсохнуть некоторое время, затем начинаем корректировать рисунок и исправлять косяки.Для корректировки можно использовать шило или обычную иголку. Убираем лишние ляпы и правим линии, чтобы они выглядели более плавными.
Теперь начинается химия процесса:Для травления нам нужен раствор медного купороса и соли.
Я использовал на литр воды 100гр. соли и столько же купороса.
Воду для раствора лучше брать горячую(только что скипевшую), чтобы сократить время реакции.
Опускаем наше изделие в раствор, ждем.Предположительное время травления 25-40 минут.Все зависит от того, какая глубина травления вас устроит.Чтобы ускорить реакцию можно увеличить концентрацию купороса.







Во время процесса на клинке образуется рыжий налет, который мешает дальнейшему протеканию реакции травления,поэтому периодически необходимо доставать клинок и промывать его под теплой струй воды. Никаких щеток и металлических губок, в противном случае, вы сорвете лак с изделия. Проверить, достаточно ли глубоко мы протравили можно на ощупь. Раствор сам по себе безвреден, как и налет, так что проверяйте смело. (Единственная опасность – можете испачкать руки)
Здесь, стоит отметить еще один момент: следите, чтобы ваша железка не протравилась слишком глубоко, иначе, раствор начнет съедать не только незащищенную поверхность, но и вгрызаться сбоку под лак, если только вам не нужен эффект искусственного старения.
Как только мы решили, что металл достаточно глубоко протравлен, достаем поделку из раствора, хорошо промываем под напором воды, протираем растворителем, шкурим и полируем наждачкой по возрастающей, начиная с 80 грид, заканчивая 1200 грид. Если под рукой есть бор-машинка, неплохо бы шлифануть ею неровности рисунка.
В конце можно пройтись войлоком, если считаете нужным.
Осталось только сделать рукоять и отполировать клинок до зеркала.К сожалению, изображения готового клинка с ножнами у меня нет, т.к. эти фотографии делались давно и для других целей, а для мастер-класса я решил использовать только сейчас.
Спасибо за внимание. Надеюсь, кому-нибудь оказался полезным
Художественное травление металла в домашних условиях
Методика, которую применяют в целях декорирования металлических изделий, может быть любой из представленных выше. Обычно это пользуется популярностью для нанесения узоров на холодном и огнестрельном оружии, на кухонной утвари, стальных частях автомобиля и любых других предметов из стали. Чаще всего в качестве трафаретов используют сцены охоты, абстракцию, силуэты животных. Иногда процесс протравливания совмещают с рядом других методов декорирования металлических поверхностей, например, с воронением. Тогда рисунок получает дополнительный желтоватый оттенок. Посмотрим видео про травление металла в домашних условиях:
Обычно в этих целях применяют:
- Лакокрасочные покрытия.
- Глянцевая бумага.
- Канцелярский скотч.
Для оклеенной поверхности берется горячая игла. Ей царапаются контуры изображения или гравировки. Таким образом материал прорезается. Берется пинцет, им аккуратно приподнимаются и удаляются участки скотча с тех фрагментов, где предполагается протравливание. А другие части остаются защищенными. Чтобы затем убрать клейкий слой, можно использовать обычный растворитель. Не забывайте об обязательном обезжиривании перед началом процесса.
Железа хлорид (хлорное железо)
FeCl3 – ангидрид,
FeCl3 × 6H2O — шестиводный хлорид железа
Внешний вид
Железо хлорное кристаллическое – черно-коричневые, либо темно-красные, либо фиолетовые в проходящем свете, зеленые в отраженном свете кристаллы или листочки с металлическим блеском. Железа хлорид сам по себе достаточно сильно гигроскопичен, связывает влагу из воздуха и образует 6-водный кристаллогидрат.
Спецификации
| Наименование показателя | ТУ 6-00-05763458-129-91 «Безводный» | ГОСТ 4147-7 «6-водный» | |
| Чистый (ч.) | Чистый для анализа (ч.д.а.) | ||
| Внешний вид (не регламентирован) | Кристаллический порошок фиолетового цвета с темно-зеленым оттенком | Мягкая кристаллическая масса или куски желто-бурого цвета | |
| Массовая доля хлорного железа, % | ≥ 95 | ≥ 60 | ≥ 60 |
| Массовая доля хлористого железа, % | ≤ 0,2 | ≤ 0,005 | ≤ 0,002 |
| Массовая доля нерастворимых в воде примесей, % | ≤ 4,4 | ≤ 0,005 | ≤ 0,01 |
| Массовая доля мышьяка, % | ≤ 0,001 | ≤ 0,0005 | ≤ 0,0005 |
| Нитраты, % | — | ≤ 0,03 | ≤ 0,010 |
| Сульфаты, % | — | ≤ 0,03 | ≤ 0,005 |
| Фосфаты, % | — | ≤ 0,25 | ≤ 0,003 |
| Медь, % | — | ≤ 0,05 | ≤ 0,003 |
| Цинк, % | — | ≤ 0,005 | ≤ 0,002 |
| Свинец, % | — | ≤ 0,05 | ≤ 0,02 |
| Калий, % | — | ≤ 0,10 | ≤ 0,06 |
| Натрий, % | — | ≤ 0,10 | ≤ 0,02 |
| Кальций, % | — | ≤ 0,03 | ≤ 0,03 |
| рН 5%-го водного р-ра | — | ≥ 1,6 | 1,5-2,5 |
Применение
- Водные растворы хлорида железа применяют главным образом в качестве коагулянта в установках очистки канализационных и промышленных сточных вод, а также при обработке активного ила.
- Хлорное железо превосходно устраняет запах путем связывания сероводорода.
- Благодаря специфическим свойствам, хлорное железо хорошо зарекомендовало себя как коагулянт для обработки сточных вод мясокомбинатов, птицефабрик, пищевых производств, например, применяется при удалении масла из стоков масложировых комбинатов.
- Применяется на металлургических и машиностроительных заводах.
- Хлорное железо используется при очистке сточных вод кожевенно-меховых предприятий от соединений хрома.
- Водные растворы хлорного железа обладают мягкими травильными свойствами, поэтому их применяют в электронной промышленности и приборостроении для травления печатных плат, медной фольги и металлических деталей перед нанесением гальванических покрытий.
- Хлорное железо применяют в производстве строительных материалов в качестве добавки к портландцементу для ускорения процесса схватывания. Водоцементное отношение (В/ Ц) рекомендуется в пределах 0,4 – 0,5. Добавка хлорного железа позволяет повышать значение В/Ц. Добавка хлорного железа повышает прочность бетона. Раствор хлорида железа используется также как компонент сырьевого состава для изготовления силикатного кирпича; гидроизоляционная добавка в раствор при проведении строительных работ.
- Хлорное железо используется как катализатор в процессах органического синтеза, при получении термостойких смол и окисления нефтяных битумов, а также в хлорорганическом синтезе
- Железо хлорное — энергичный хлорирующий агент, поэтому он применяется для избирательного извлечения некоторых компонентов руд.
- С помощью хлорного железа осветляются природные воды в системах водоподготовки;
- Расход хлорного железа составляет 30 г на куб. метр сточных вод.
Преимущества
- высокая скоростью осаждения разнообразных примесей
- низкая стоимость
- при коагуляции образуются рыхлые хлопья большой поверхности с отличной сорбционной активностью, благодаря которой в структуру включаются взвешенные вещества (крупные микроорганизмы, клетки планктона, ил, остатки растений), коллоидные частицы, а также часть ионов загрязнений, ассоциированных на поверхности данных частиц.
Тара, транспортировка и хранение
Хлорид железа безводный фасуется и транспортируется в герметичных стальных бочках (барабанах), внутри которых дополнительно упаковывается в полиэтиленовый мешок, чтобы избежать контакта с воздухом и влагой (ангидрид хлорного железа очень гигроскопичен). Шестиводный железа хлорид упакован в полиэтиленовые канистры по 20 либо по 40 кг.
Особые свойства
Железа хлорид сам по себе достаточно сильно гигроскопичен, связывает влагу из воздуха и образует 6-водный кристаллогидрат. Нелетучее вещество, но в процессе взаимодействия с водой выделяет едкие пары. Работу необходимо проводить на свежем воздухе или в хорошо проветриваемой комнате. Попадание раствора на кожу и слизистые оболочки приводит к раздражению и может вызвать дерматиты. Негорючее, пожаро-, взрывобезопасное.
Состав электролита для обработки нержавеющей стали методом ЭПП
Положительные результаты полирования нержавеющих аустенитных сталей типа 12Х18Н10Т достигаются в растворе следующего состава:
- серная кислота,
- соляная кислота,
- азотная кислота,
- хлористый натрий,
- вода,
- краситель кислотный черный 3М.
Корректирование раствора состоит в периодическом добавлении воды и азотной кислоты. Обработку проводят в течение 3–10 минут при температуре 70–75оС. С увеличением содержания в растворе солей железа время обработки увеличивается до 15–20 минут. Качество поверхности при химическом полировании зависит от объемной плотности загрузки деталей в ванне. При слишком большой загрузке возникает неравномерность обработки поверхности, возможно ее травление и образование других дефектов вследствие затрудненного доступа раствора к поверхностям изделий.
Применение травления
Процесс травления широко применим на производстве во время очистки верхних слоев стали от сварных швов, окалин, окислов и ржавчин. Используется во время поиска внутренних дефектов путем снятия верхнего слоя заготовки либо для изучения структуры металла.
Эта процедура обеспечивает зачистку материала, благодаря чему увеличивается адгезия верхнего слоя. Это необходимо для успешного соединения металлической заготовки с другой поверхностью, после чего наносится покрасочный, эмалированный, гальванический слой или другое защитное покрытие.
Такой вид обработки обеспечивает не только быструю очистку заготовки, но и создаёт на верхнем слое металла заданный рисунок. С помощью травления можно вырезать канал любой толщины или оформить сложное изображение. Также возможна обработка крупных заготовок и проката. Можно легко регулировать глубину обработки до микронов, благодаря чему удастся обработать поверхность со сложными участками и мелкими пазами. Процедура применяется в проведении анализа, определяющего образование межкристаллической коррозии у нержавеющей стали.










Кроме этого данный процесс широко используется во время обработки углеродистых, низколегированных и высоколегированных сталей, цветных металлов и титана. Эта технология незаменима во время обработки мелких металлических деталей, шестеренок наручных часов. С помощью неё изготавливаются полупроводниковые микросхемы и печатные платы в электронике. Этот способ обработки обеспечивает образование токопроводящего канала на микросхемах. В авиастроении травление играет важную роль, так как с помощью этого процесса уменьшается толщина металлических листов, благодаря чему снижается вес самолёта. В нанесении рисунков и надписей данная операция также играет большую роль. Травление производит рельефное изображение, полученное путем разрушения металлической поверхности согласно определенным шаблонам. В быту операция способствует очистке трубопровода.
Шлифование и полировка (сатинирование)
Нержавеющая сталь благодаря целому перечню достоинств одинаково успешно применяется для изготовления изделий как практического, так и чисто декоративного назначения. Чтобы придать их поверхности привлекательный внешний вид, а также добиться достижения требуемого уровня шероховатости, их часто подвергают шлифованию и полировке, которые обозначаются одним общим термином – сатинирование. Такое название данные методы обработки получили из-за того, что после их выполнения поверхность нержавейки напоминает по своей текстуре ткань атлас или сатин.

Обработка сварочного шва на нержавейке начинается с выведения поверхности до мелких рисок посредством болгарки с лепестковым кругом
Кроме придания поверхности изделия из нержавеющей стали привлекательного внешнего вида, шлифование позволяет устранить поверхностные дефекты металла или сделать их практически незаметными. Как шлифование, так и полировка нержавеющей стали может выполняться вручную или при помощи специальных устройств, работающих на электрическом или пневматическом приводе. Из наиболее распространенных аппаратов, применяемых для шлифования, следует выделить:
- пневмонапильник ленточного типа;
- шлифовальную машинку барабанно-ленточного типа;
- другие устройства, предполагающие использование шлифовальных лент.
В домашних условиях шлифование чаще всего выполняется вручную, для чего могут потребоваться шлифовальные листы или инструменты, которые называются шлифками. В отличие от условий домашних мастерских, на производственных предприятиях шлифование нержавейки выполняется с использованием специального оборудования.

Шлифовку нержавейки начинают с зерна 180, затем 320 и 600, а заканчивают полировкой войлочным кругом
Когда для шлифования нержавеющей стали применяется ручной инструмент шлифок, такая обработка выполняется в следующей последовательности.
- Если детали из нержавейки были соединены при помощи сварки, то с их поверхности удаляют прижоги и сварной шов.
- Ту часть поверхности, которая первой будет подвергнута шлифованию, следует ограничить, используя для этого клейкую алюминиевую ленту (она наклеивается в два-три слоя).
- Область поверхности, которая не заклеена защитной лентой, обрабатывается при помощи возвратно-поступательных движений шлифка, при этом давление, оказываемое на инструмент, не должно быть слишком сильным.
- После достижения требуемого результата шлифовки алюминиевой лентой заклеивается уже обработанная часть, а обработке подвергается тот участок, который с ней граничит.
В тех случаях, когда использование шлифка является нецелесообразным, для обработки нержавейки используют шлифовальные листы. Чтобы правильно подобрать такой шлифовальный инструмент по его зернистости, используют пробные черновые детали.
Для шлифования и полировки нержавейки также могут использоваться токарные станки, на которые устанавливаются специальные круги. Выполнять такие отделочные операции с применением токарного станка можно как в производственных, так и в домашних условиях, если такое оборудование имеется в оснащении вашей домашней мастерской. Для эффективного выполнения этих технологических операций могут быть использованы даже простейшие модели токарных станков.