Технические характеристики токарно-карусельного станка 1541
| Наименование параметра | 1531м | 1541 |
| Основные параметры | ||
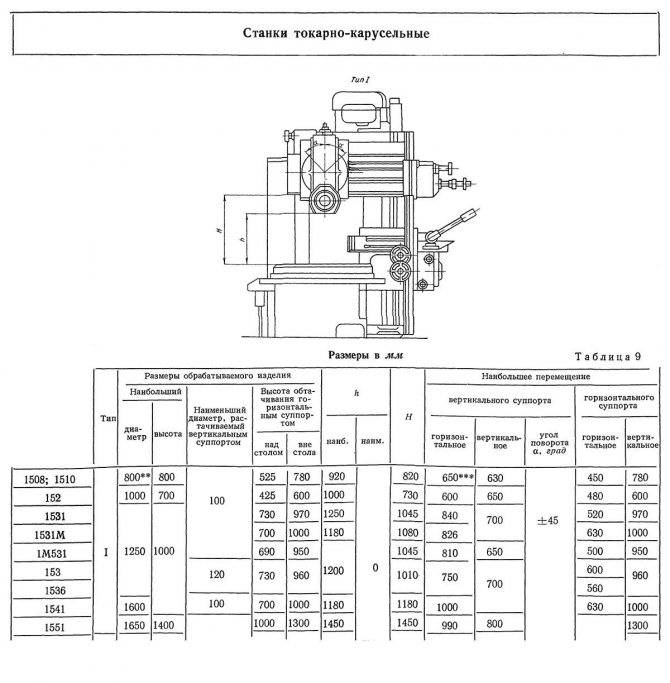
| Наибольший диаметр изделия, обрабатываемого вертикальным суппортами, мм | 1250 | 1600 |
| Наибольший диаметр изделия, обрабатываемого боковым суппортами, мм | 1120 | 1400 |
| Наибольшая высота обрабатываемого изделия, мм | 1000 | 1000 |
| Диаметр планшайбы, мм | 1120 | 1400 |
| Наибольшая масса устанавливаемого изделия при 6,3..160 оборотах планшайбы в минуту | 3200 | — |
| Наибольшая масса устанавливаемого изделия при 4..63 оборотах планшайбы в минуту | — | 5000 |
| Вертикальный суппорт | ||
| Наибольшее горизонтальное перемещение, мм | 825 | 1000 |
| Наибольшее вертикальное перемещение, мм | 700 | 700 |
| Цена деления лимба горизонтального и вертикального перемещения, мм | 0,05 | 0,05 |
| Горизонтальное и вертикальное перемещение за один оборот лимба, мм | 6 | 6 |
| Скорость быстрого горизонтального и вертикального перемещения (Скорость установочных перемещений), м/мин | 2,2 | 2,2 |
| Наибольший угол поворота ползуна суппорта, град | 45 | 45 |
| Цена деления лимба поворота ползуна суппорта, мин | 1 | 1 |
| Цена деления шкалы поворота ползуна суппорта, град | 1 | 1 |
| Диаметр отверстий револьверной головки суппорта, мм | 70А | 70А |
| Наибольшие размеры сечения державки резца (ширина х высота), мм | 25 х 40 | 25 х 40 |
| Количество позиций револьверной головки | 5 | 5 |
| Наличие выключающих упоров горизонтального и вертикального перемещения, мм | Есть | Есть |
| Горизонтальный суппорт (боковой) | ||
| Наибольшее горизонтальное перемещение, мм | 630 | 630 |
| Наибольшее вертикальное перемещение, мм | 970 | 970 |
| Цена деления лимба горизонтального и вертикального перемещения, мм | 0,05 | 0,05 |
| Горизонтальное и вертикальное перемещения за один оборот лимба, мм | 2,5 | 2,5 |
| Скорость быстрого горизонтального и вертикального перемещения (Скорость установочных перемещений), м/мин | 2,2 | 2,2 |
| Наличие выключающих упоров горизонтального и вертикального перемещения, мм | Есть | Есть |
| Наибольшие размеры державки резца, мм | 25 х 40 | 25 х 40 |
| Количество резцов одновременно устанавливаемых в резцедержатель бокового суппорта | 4 | 4 |
| Поперечина | ||
| Наибольшее перемещение, мм | 620 | 620 |
| Скорость установочных перемещений, м/мин | 4 | 4 |
| Выключающие упоры | Имеются | Имеются |
| Блокировка перемещения в процессе резания | Имеется | Имеется |
| Механика станка | ||
| Число скоростей планшайбы | 18 | 18 |
| Число оборотов планшайбы в минуту | 6,3..315 | 4..200 |
| Число подач суппортов | 18 | 18 |
| Вертикальные и горизонтальные подачи суппортов, мм/об | 0,04..16 | 0,04..16 |
| Наибольшее допускаемое усилие резания вертикальным суппортом, кгс | 2800 | 2800 |
| Наибольшее допускаемое усилие резания горизонтальным суппортом, кгс | 2240 | 2240 |
| Наибольшее допускаемое усилие резания двумя суппортами, кгс | 4500 | 4500 |
| Привод и электрооборудование станка | ||
| Количество электродвигателей на станке | 5 | 5 |
| Электродвигатель привода главного движения, кВт | ||
| Электродвигатель установочных перемещений вертикального суппорта, кВт | ||
| Электродвигатель установочных перемещений горизонтального суппорта, кВт | ||
| Электродвигатель перемещения поперечины, кВт | ||
| Электродвигатель насоса гидросистемы, кВт | ||
| Габарит и масса станка | ||
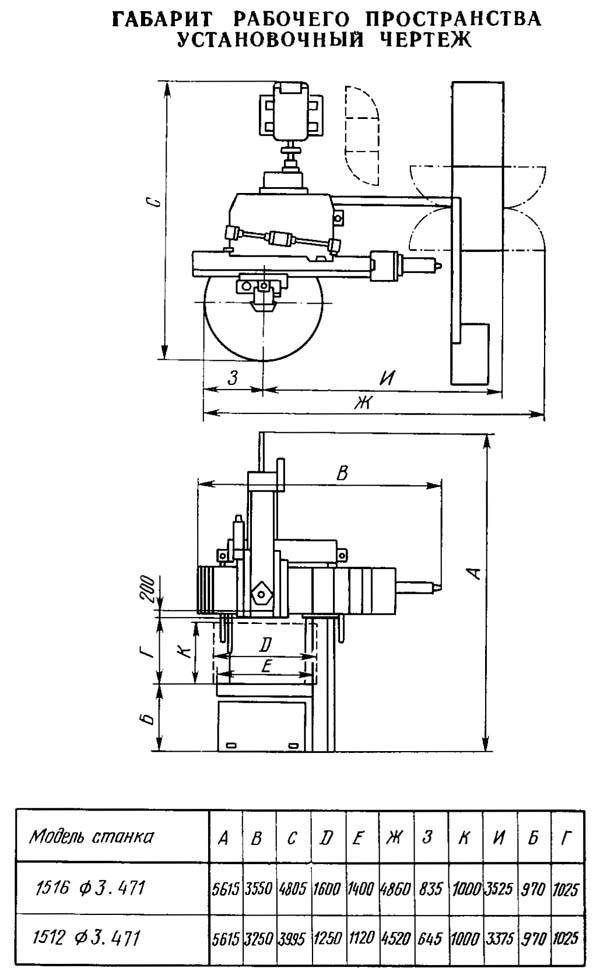
| Габарит станка (длнна х ширина х высота), мм | 3050 х 3117 х 4140 | 3380 х 3240 х 4140 |
| Масса станка, кг | 14150 | 17800 |
Особенности конструкции и требования к обслуживанию
Основные узлы и механизмы станка:
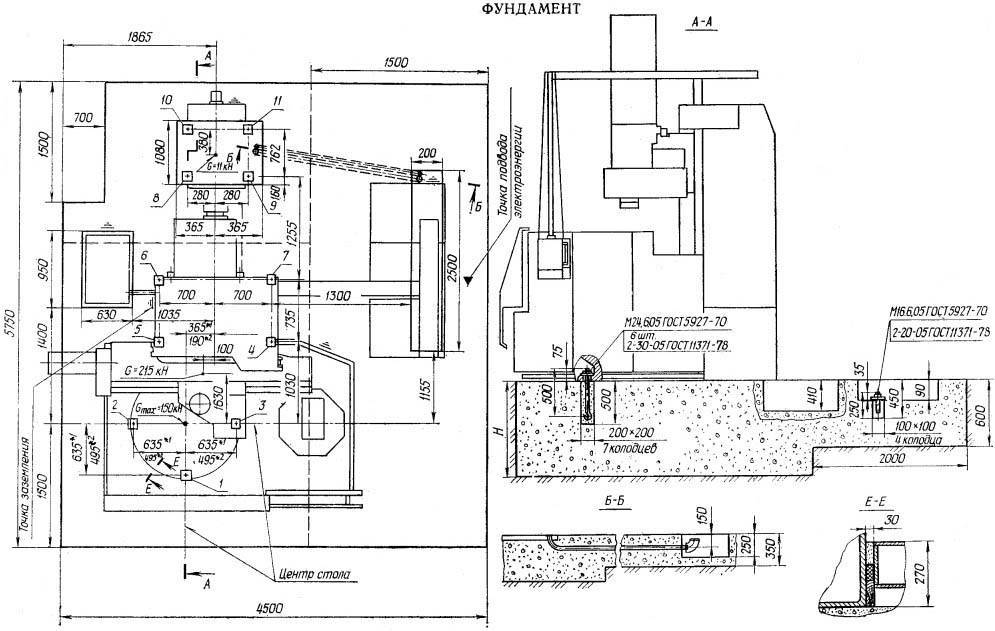
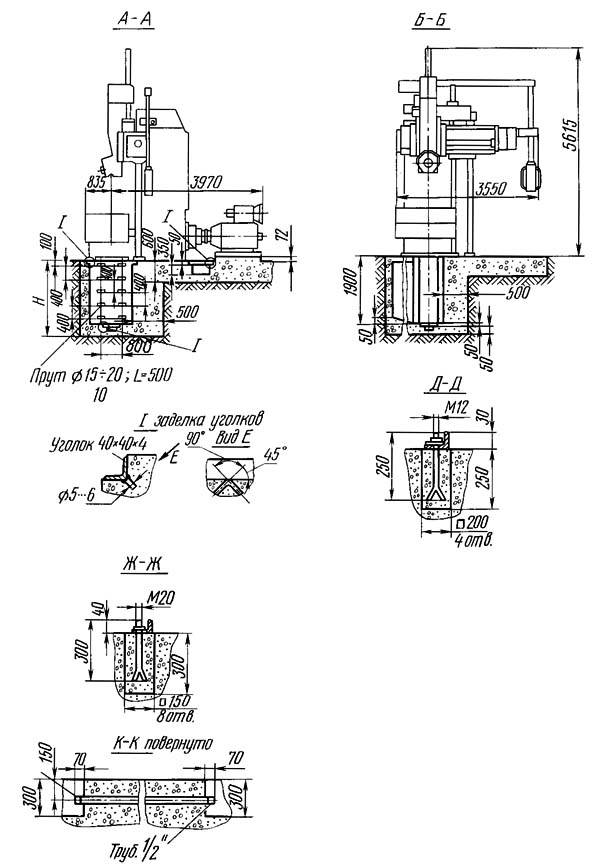
Станина – опорная часть, к которой крепятся все основные элементы, включая корпус
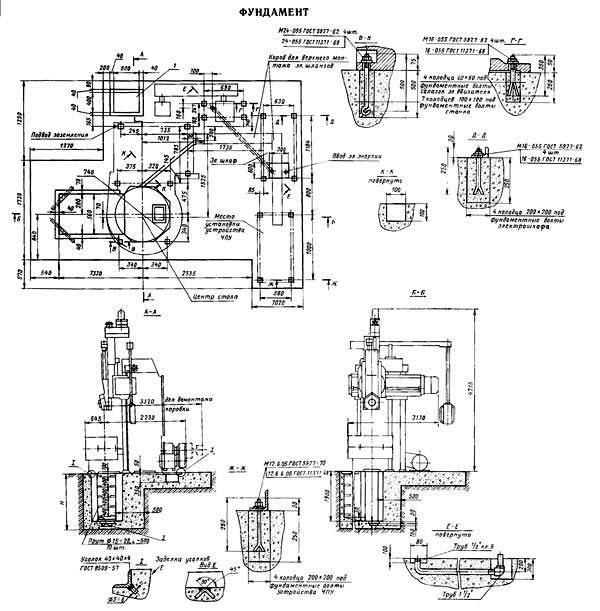
Важно надежно закрепить станок на фундаменте для исключения вибрации Кроме того, требуется усиленный слой бетона, принимая во внимание вес конструкции. Стол, обеспечивающий позиционирование будущей детали. Это грубая чугунная отливка, оборудованная множеством ребер жесткости Подобная конструкция оказывается способной пережить очень большие нагрузки
Это грубая чугунная отливка, оборудованная множеством ребер жесткости Подобная конструкция оказывается способной пережить очень большие нагрузки
Это грубая чугунная отливка, оборудованная множеством ребер жесткости Подобная конструкция оказывается способной пережить очень большие нагрузки
При необходимости восстанавливается его плоскость. Планшайба с встроенным механизмом зажима заготовки. От исправности модуля зависит безопасность работ и качество обработки, так как в процессе резания прилагается значительная нагрузка. В процессе работы планшайба вращается. При работе необходимо закрывать её защитным кожухом, предотвращающим разлетание стружки, разбрызгивание СОЖ и защищающим в случае раскалывания инструмента. При переналадке кожух отводится в сторону, не мешая доступу. Динамические параметры вращения задаются посредством коробки скоростей Стойки с поперечиной для вертикальной компоновки станочных частей. Они выполнены со значительным запасом прочности и способны выдержать аварийные ситуации. Траверса с двумя суппортами, перемещающаяся по стойкам и способная зафиксироваться в нужном положении. Один из суппортов является револьверным – он состоит из каретки и ползуна с револьверной головкой, в которой размещается режущий инструмент. Второй определяется расточным, и у него на ползуне находится резцедержатель. Так же имеется боковой суппорт для наружной обработки. Повороты ползунов расширяют технологические возможности имеющегося инструмента. Пульт управления, выведенный на штанге к рабочему месту оператора. Это позволяет управлять машиной, контролируя происходящие процессы резания. Все кнопки оказываются под рукой, и при необходимости всегда можно быстро скорректировать или остановить обработку. Коробка подач с приводом. Станция смазки. Процесс происходит централизовано, путем подачи инструментального масла в определенные места смазки. От рабочего требуется контролировать уровень смазочных материалов в системе и поддерживать его. Электрический шкаф. Питание осуществляется от промышленной электрической трехфазной сети. При монтаже необходимо обеспечить свободный доступ, как к электрошкафу, так и другим частям оборудования.
Полное описание приведено в сопроводительной документации. Там же указаны требования по эксплуатации, технике безопасности и регламентным работам. Своевременное обслуживание способно значительно продлить ремонт и избежать множества различных поломок. При выявленном износе, например, зубчатых колес, их лучше сразу заменить, чем ждать накопления погрешностей.
В зависимости от интенсивности использования определяются сроки диагностики, среднего и капитального ремонта.
Назначение и компоновка
Согласно отечественному классификатору обозначение 1512 расшифровывается следующим образом:
1 — группа оборудования (токарная);
5 — тип (карусельный);
12 — размерная характеристика (предельный диаметр обработки — 1250 мм).
Почему установка называется карусельной? Смысл термина заключается в том, что планшайба с зажимными элементами при вращении ее вокруг вертикальной оси напоминает известный аттракцион. Конкурентом карусельному станку выступает лоботокарный, имеющий традиционное горизонтальное расположение шпинделя. Оба предназначены для точения коротких деталей, однако рассматриваемая машина обладает рядом преимуществ:
- возможность более протяженной обработки (соотношение высоты к диаметру до 1);
- разгрузка шпинделя от изгибающих усилий;
- удобство загрузки заготовок;
- значительно лучшее их закрепление.
К недостаткам следует отнести затрудненное удаление стружки и неудобство диаметральных измерений.
Технологические возможности
Назначение машин карусельного типа состоит в обработке сравнительно плоских деталей круглой конфигурации (диски, фланцы, крышки, маховики, колеса, шестерни и так далее). С использованием стандартного инструмента (резцы различных видов, резцовые головки, сверла, зенкеры, развертки) производят основные технологические операции:
- наружное точение цилиндрических и конических деталей;
- протачивание торцев и уступов;
- прорезание круговых канавок;
- растачивание сквозных и ступенчатых отверстий;
- обработка отверстий стержневым инструментом.
Используя специальные приспособления, становится возможным расширить круг выполняемых операций:
- обработка сферических и других нелинейных поверхностей;
- глубокое сверление;
- резьбонарезание;
- шлифование и суперфиниширование;
- прикатывание роликами и притирку.
Заготовку на планшайбе закрепляют с использованием переставных прихватов, кулачков, а детали небольшого диаметра — в дополнительном самоцентрирующемся патроне.
Основные цифры
В таблице 1 приведены наиболее важные сведения, характеризующие станочную систему. Полную информацию содержит руководство по эксплуатации оборудования (паспорт) издания Краснодарского станкостроительного завода.
Таблица 1. Технические данные модели 1512
| Тех. характеристики | Значение | |
| Наибольшие параметры устанавливаемой заготовки | Диаметр, мм | 1250 |
| Высота, мм | 1000 | |
| Масса, кг | 4000 | |
| Диаметр платформы, мм | 1120 | |
| Угловая скорость планшайбы, об/мин (18 скоростей) | 5 — 250 | |
| Величина подачи инструмента, мм/об (18 ступеней) | 0,03 — 12,5 | |
| Скорости установочных перемещений, мм/мин (18 значений) | 5 — 1800 | |
| Наибольший угол наклона револьверного суппорта | ±45° | |
| Мощность главного движения, кВт | 30 | |
| Масса установки, т | 16,5 |
Капитальный ремонт и модернизация токарно-карусельных станков
Начало работы по производству оборудования начинается с изучения технического задания заказчика, если такое имеется, или в соответствии с существующим регламентом работ. В процессе производства устанавливаем современные материалы, детали и комплектующие.
По типу управления станки выпускаются в ручном исполнении, с УЦИ или ЧПУ, при этом заказчик сам вправе выбирать, электронику какого производителя требуется установить. Мы предлагаем отечественные или импортные привода, линейки и системы программного управления: Балт-Систем, Siemens, Fanuc и другие.
При комплектации оборудования системой числового программного управления, совершенствуется электрическая схема, монтируются высокоточные шарико винтовые пары, новые подшипники, а так же современные электрические и гидравлические компоненты.
Работа по механической части включает в себя полную переборку всех узлов и механизмов, с заменой изношенных деталей: шестерен, валов, муфт, втулок и т.д. Устанавливаются новые системы смазки, гидростанции, агрегаты охлаждения. Восстанавливаются защитные ограждения и по окончании сборки, производится финишная покраска под цвет заказчика.
Компания Стандарт предлагает карусельные станки после капитального ремонта и модернизации следующих марок:
| Ручное управление | С цифровой индикацией | С системой ЧПУ |
| 1510, 1512, 1516, 1525, 1532, 1Л532, 1531, 1541, 1М55, 1553, 1540 и другие | 1512Ф1, 1516Ф1, 1525Ф1 | 1512Ф3, 1516Ф3, 1525Ф3 |
Технические характеристики токарно-карусельного станка
Ключевым показателем станка является диаметр планшайбы – чем он больше, тем габаритнее деталь получится зажать. У 1516 параметры и технические характеристики следующие:
- максимальный диаметр изделия 1600мм, максимальная высота – 1000мм.
- допустимый вес заготовки в начальном состоянии 6,3 тонн.
- диаметр планшайбы – 1400мм.
- вес оборудования 20 тонн;
- мощность электродвигателя 30 кВт;
- частота вращения (основного движения) от 4 до 200 оборотов за минуту;
- класс точности Н по ГОСТ 8—77;
- интервал подач 0,03-12,5 мм/об;
- максимальное усилие резания 44 100 ньютонов;
- унификация с другими станками модельного ряда (что упрощает задачу при ремонте и перераспределении работ).
Наиболее близкое исполнение — модель 1512, но допустимые размеры заметно меньше. Ряд комплектующих взаимозаменяем, но в каждом случае желательно в этом убедиться отдельно.
С другими базовыми параметрами можно ознакомиться в ГОСТ 44-93 или в паспорте на оборудование.
Коробки подач задают суппортам по восемнадцать рабочих подач и скоростей установочных перемещений. Для этого происходит изменение по зацеплениям зубчатых колес и использование электромагнитных муфт.






Опционально устанавливаются система охлаждения, механизм самоцентрирования планшайбы, модули для нарезания резьбы и обточки криволинейных поверхностей.
Описание и назначение оборудования
Данный токарный станок подходит для среднесерийного производства цилиндрических изделий большого диаметра и сравнительно малой длины. Материалом их могут быть различные марки стали и другие виды сплавов. От структуры будущего изделия зависит выбор инструмента
Исполнение одностоечное, с планшайбой внизу и двумя суппортами сверху. Такая компоновка упрощает загрузку и выгрузку продукции и снижает нагрузку на все узлы, включая электродвигатель.
Суппорты отличаются исполнением — один из них вертикальный, другой – горизонтальный. Это позволяет максимально увеличить количество видов резания и охватить заготовку по внутренним и наружным поверхностям.
Допускаемые виды обработки:
- точение цилиндрических и конических поверхностей;
- растачивание отверстий;
- обтачивание плоских торцовых поверхностей;
- прорезание канавок;
- торцевание;
- нарезание резьб;
- фрезерование;
- шлифовка;
- сверление;
- создание криволинейных поверхностей специнструментом.
Часть из перечисленных операций требует дооснащения станка 1516.
ВАЖНО: при назначении способа обработки необходимо сначала убедиться в технической возможности
Электрическая схема блока питания станка 1516Ф1
Электрическая схема блока питания токарного карусельного станка 1516Ф1
Характеристика электрооборудования станка 1516Ф1
Электрооборудование станков состоит из электродвигателей, электрических органов управления, конечных выключателей для ограничения перемещении подвижных частей станка и аппаратуры управления.
На станках установлены пять трехфазных асинхронных электродвигателей с короткозамкнутым ротором:
- двигатель главного привода 1M1;
- двигатель привода маслонасоса 1M2;
- двигатель перемещения поперечины 1M3;
- двигатель установочных перемещений верхнего суппорта установочных перемещений бокового суппорта 4М1 и три однофазных асинхронных конденсаторных электродвигателя с короткозамкнутым ротором привода лубрикатора системы смазки;
- двигатель поперечины 1M4;
- двигатель верхнего суппорта 2М2 и 2М3
На станке приняты следующие величины напряжений
- 380В трехфазного переменного тока, частотой 50 Гц — питание силовых цепей;
- 110В однофазного переменного тока — питание катушек магнитных пускателей и однофазных электродвигателей;
- 36В однофазного переменного тока — питание схемы выбора направлений хода шагового искателя;
- 24В — питание постоянного тока ламп местного освещения;
- 24В — питание постоянного тока цепей управления и электромагнитных муфт;
- 90В — питание постоянного тока катушек шагового искателя.
Вся электроаппаратура управления станком размещена в нише станка. Управление станком осуществляется с подвесного пульта управления.
Электрооборудование станка выполняет следующие функции:
- Управление планшайбой:
- пуск в рабочем режиме;
- пуск в толчковом режиме;
- ступенчатое изменение скорости при вращающейся планшайбе;
- поддержание ступенчато-постоянной скорости резания при обтачивании торцовых поверхностей верхним суппортом (изменение скорости вращения планшайбы с помощью кулачковой рейки и конечного выключателя);
- останов планшайбы.
Управление суппортами:
- рабочие подачи (выбор подачи и включение);
- установочные перемещения (выбор скорости перемещения и включение).
Перемещение поперечины.
Описание работы электрооборудования
Электросхема предусматривает выполнение следующих операций
- пуск и останов электродвигателя главного привода и электродвигателя системы смазки;
- подъем и опускание поперечины.
Управление электродвигателей главного привода
Управление электродвигателем главного привода осуществляется с подвесного пульта управления кнопками 1Кн2 — «Пуск» и IKHI — «Стоп».
При нажатии кнопки 1Кн2 — «Пуск» включается пускатель 1К1 главного привода. Одновременно включается реле 1Р1 ограничения холостого хода электродвигателя главного привода, которое срабатывает с выдержкой времени. Если в течение этого времени не будет включена планшайба, то размыкающий контакт этого реле (цепь 4) отключит пускатель главного привода.
Отключение электродвигателя главного привода производится нажатием кнопки IKHI — «Стоп».
При включенной планшайбе кнопка IKHI блокируется замыкающим контактом шагового искателя ШИТ. Двигатель главного привода можно отключить только после отключения планшайбы, когда шаговый искатель находится в нулевом положении.
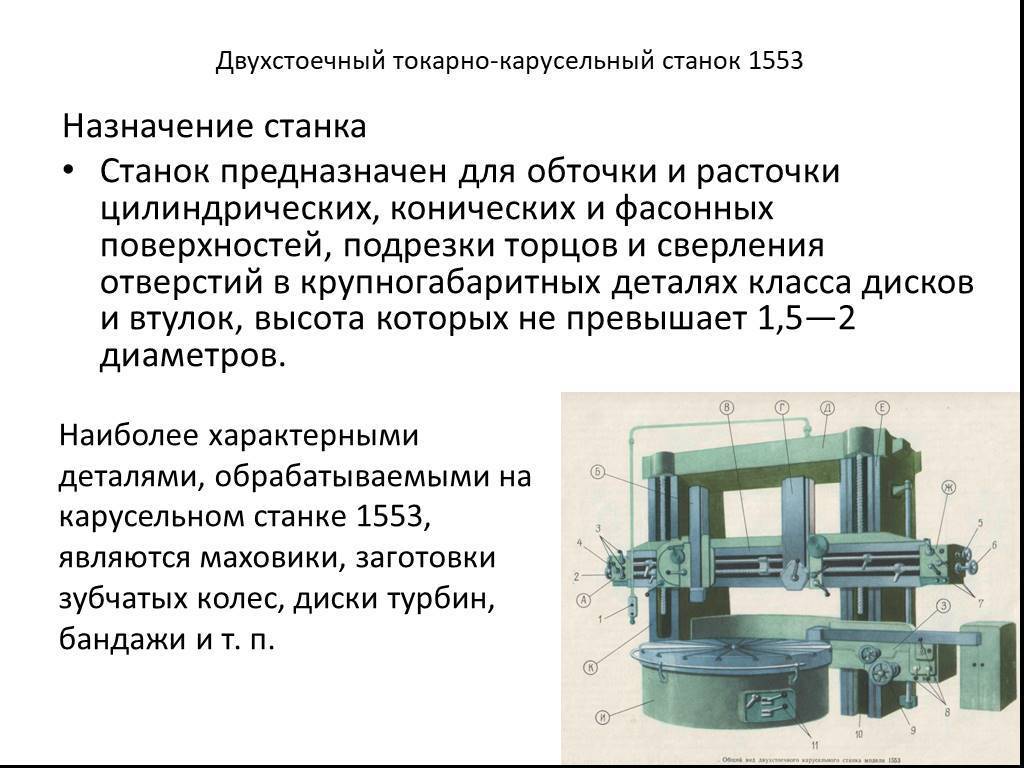
Станок токарно-карусельный одностоечный 1516. Назначение и область применения
Одностоечный токарно-карусельный станок модели 1516 является универсальным станком и предназначен для обработки разнообразных изделий из чёрных и цветных металлов в условиях мелкосерийного и серийного производства.
Модель 1516 является распространенной среди токарно-карусельных станков на территории бывшего СССР. Станок позволяет производить токарную обработку деталей диаметром до 1600 мм, высотой до 1 метра и массой до 6300 кг. Станок экспортировался во многие страны мира.
Конструкция станка 1516 унифицирована с конструкцией станка модели 1512 и отличается только размерами план-шайбы и мощностью электродвигателя.
На станке можно производить цилиндрическое и коническое обтачивание и растачивание, протачивание плоскостей, сверление, зенкерование и развертывание отверстий, а также получистовое и чистовое обтачивание плоских торцовых поверхностей.
Принцип работы и особенности конструкции станка
Станок имеет два суппорта:
- вертикальный с пятипозиционной револьверной головкой с автоматическим поворотом и фиксацией на каждой позиции
- горизонтальный (боковой) с четырехпозиционным резцедержателем
Технологические возможности станка значительно расширяются с помощью поставляемых по особому заказу самоцентрирующей планшайбы, приспособлений (для резьбонарезания, обработки конических поверхностей, обтачивания фасонных поверхностей тел вращения по копиру, обработки деталей по упорам) и устройства для обработки с охлаждением.
На станках можно производить следующие операции:
- обтачивание цилиндрических и конических поверхностей;
- растачивание цилиндрических и конических поверхностей;
- обтачивание плоских торцовых поверхностей вертикальным и боковым суппортами.
Кроме того, вертикальным суппортом можно производить обтачивание плоских торцовых поверхностей с поддержанием ступенчато-постоянной скорости резания на чистовых и получистовых режимах; сверление, зенкерование и развертывание; прорезание канавок и отрезку.
При применении специальных приспособлений и устройств, которые поставляются вместе со станками по особому заказу за отдельную плату, на станках можно производить:
- обработку деталей по заданным размерам (по упорам);
- нарезание резьб, обтачивание и растачивание конических поверхностей;
- обработку фасонных поверхностей тел вращения по копиру (электрокопировальное устройство);
- обработку деталей с охлаждением.
В обычном исполнении станки поставляются с вертикальным револьверным суппортом, имеющим механический поворот и зажим револьверной головки, и боковым суппортом.
Помимо этого, по особому заказу за отдельную плату может быть поставлен станок с самоцентрирующей планшайбой с ручным зажимом изделия.
На станке одновременно могут быть смонтированы все приспособления, за исключением охлаждения, которое не может быть установлено одновременно с самоцентрирующей планшайбой.
В связи с тем, что установка приспособлений требует значительных изменений и доработок в станке, заказы на изготовление приспособлений к ранее поставленным станкам не могут быть выполнены. Приспособления поставляются только вместе со станком.






Значительная мощность электродвигателя главного привода, высокая жесткость базовых деталей и достаточная прочность всех элементов кинематической цепи в сочетании с широкими диапазонами регулирования чисел оборотов планшайбы и величин подач позволяют вести на станках высокопроизводительную работу на скоростных режимах резания.
Основные технические характеристики токарно-винторезного станка 1516
Разработчик — Краснодарский станкостроительный завод имени Седина. Изготовитель — Краснодарский станкостроительный завод имени Седина.
Основные параметры станка — в соответствии с ГОСТ 44-93. Станки токарно-карусельные. Основные параметры и размеры. Нормы точности и жесткости.
- Класс точности станков Н по ГОСТ 8—77.
- Наибольший диаметр обрабатываемой заготовки — Ø 1600 мм
- Наибольшая высота обрабатываемой заготовки — Ø 1000 мм
- Диаметр план-шайбы — Ø 1400 мм
- Наибольший вес обрабатываемой заготовки — 6300 мм
- Частота вращения план-шайбы — 4..200 об/мин, 18 ступеней
- Мощность электродвигателя — 30 кВт
- Вес станка полный — 20 т
Модификации станка токарно-карусельный одностоечный 1516
1516.000, 1516-1, 1516-2, 1516.300, 1516.400 — станок токарно-карусельный универсальный одностоечный1516Ф1, 1516ПФ1, 1516Ф1.041, 1516Ф1.300, 1516Ф1.323, 1516Ф1.400, 1516Ф1.423 — станок токарно-карусельный с УЦИ — устройством цифровой индикации
1516Ф2, 1516Ф3, 1516Ф3.271, 1516Ф3.471, 1516МФ4 — станок токарно-карусельный с УЧПУ — устройством числового программного управления
Схема кинематическая токарно-карусельного станка 1516Ф3
Кинематическая схема карусельного станка 1516ф3
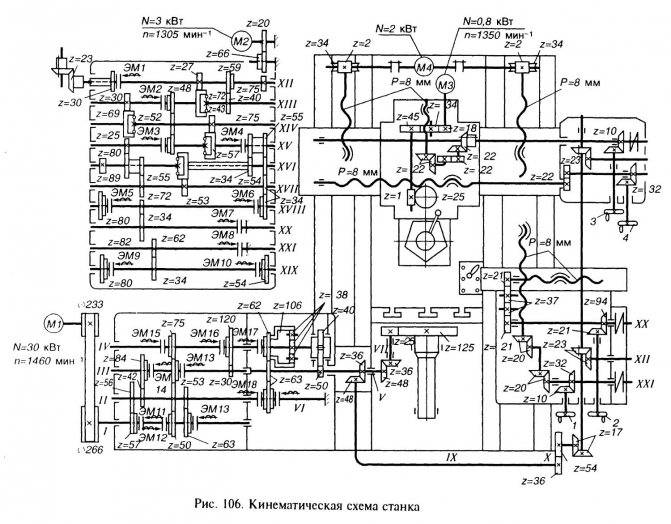
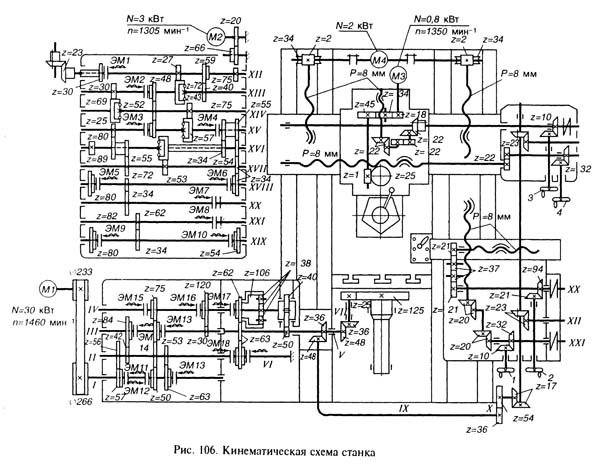
Главное движение — вращение планшайбы — осуществляется от электродвигателя M1 (рис. 106) через клиноременную передачу со шкивами Ф233 и Ф266, коробку скоростей, вал V, конические зубчатые колеса 48/36 и зубчатые колеса 25/125. Уравнение кинематического баланса имеет вид:
1460 х (230/266)ηiv(48/36) х (25/125) = n,
где iv — передаточное отношение коробки скоростей.
От вала V коробки скоростей через конические зубчатые колеса 36/48, вал IX, зубчатые колеса 36/54 вращение передается на вал X, конические зубчатые колеса 17/17, вал XI, конические зубчатые колеса 23/23 вращение передается на вал XII коробки подач, переключением электромагнитных муфт которой устанавливается необходимая подача. Уравнение кинематического баланса цепи подач имеет вид:
1об.пл. х (125/25) х (36/48) х (36/48) х (36/54) х (17/17) х (23/23)isic = S мм,
где is — передаточное отношение коробки подач;
ic — передаточное отношение цепи от коробки подач до соответствующего суппорта.
Горизонтальная подача револьверного суппорта осуществляется от выходного вала XX коробки подач через зубчатую передачу 22/22 и ходовой винт с шагом 8 мм, а для бокового суппорта через зубчатые передачи (21/37), (37/37), (37/21) и ходовой винт с шагом 8 мм. Вертикальная подача осуществляется от выходного вала XXI коробки подач для револьверного суппорта через зубчатые передачи (22/22)(22/22)(22/22) и ходовой винт с шагом 8 мм, а для бокового суппорта через зубчатые передачи (20/23)(20/20) и ходовой винт с шагом 8 мм.
Ускоренные перемещения суппорта получают от отдельного электродвигателя М2. Подъем и опускание траверсы осуществляется при вращении двух ходовых винтов с шагом 8 мм. Поворот револьверного суппорта осуществляется от электродвигателя M3 через зубчатые колеса (18/34)(34/45) и червячную передачу 1/25. Перемещение револьверного суппорта вручную осуществляется при вращении маховичков 3 и 4, а бокового суппорта — маховичков 1 и 2.
Для повышения производительности и точности обработки применяют приспособления для установки заготовок на планшайбу станка без выверки (базовые планшайбы), приспособления для обработки конических и фасонных поверхностей, а также для закрепления и точной установки режущего инструмента.
Станок 1516ФЗ оснащен устройством ЧПУ типа Н55-22, осуществляющим автоматическое управление верхним (вертикальным) револьверным суппортом и приводом главного движения по заданной программе, вводимой с восьмидорожечной перфоленты. Управление исполнительными органами станка может осуществляться также в режиме предварительного набора (ручного ввода данных) с помощью переключателей и кнопок, расположенных на панели управления ЧПУ, и в режиме наладки (от подвесного пульта).
УЧПУ обеспечивает работу станка в следующих режимах:
- Полная программа
- Основная программа
- Ускоренная программа
- Поиск кадра
- Выход в заданную точку
- Кадр
- Наладка
- Исходное
Параметры УЧПУ:
- Система кодирования информации — ИСО — 7 бит
- Управление контурное по двум координатам, интерполяция линейная и круговая
- Наибольший радиус интерполяции 4999,99 мм
- Точность интерполяции 0,01 мм
- Дискретность отсчета перемещений по обеим координатам 0,01 мм
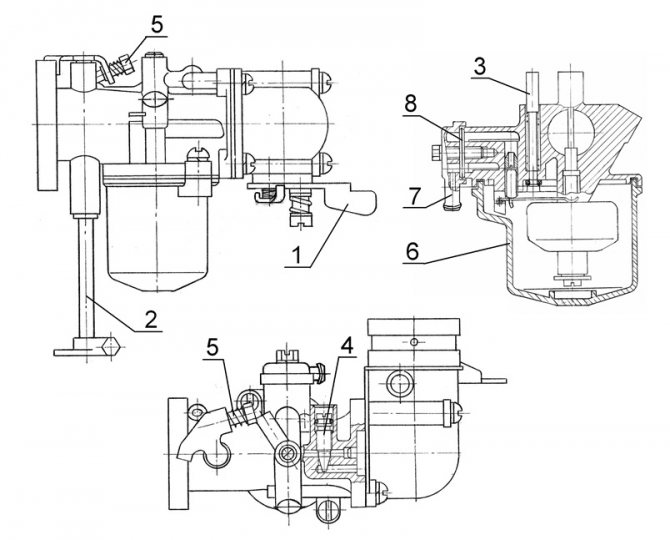
Конструкция и характеристика работы основных узлов токарно-карусельного станка 1531м
Конструкция и основные узлы токарно-карусельного станка 1531м
Станина станка
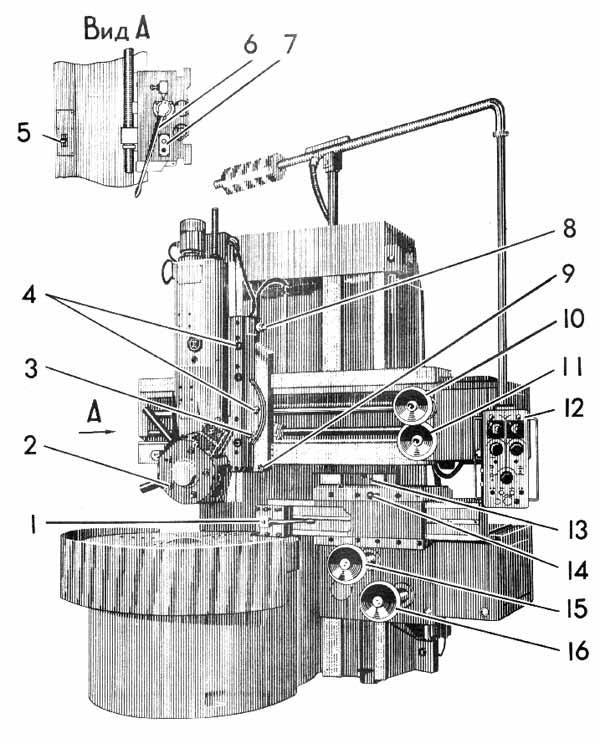
Станина станка состоит из жестко соединенных между собой основания 1 и стойки 8. Во внутренней части основания 1 расположены подшипники шпинделя планшайбы и ее кольцевые направляющие. Стойка 8 имеет вертикальные направляющие для перемещения поперечины 15 и каретки 4 бокового суппорта 12. Во внутренней полости стойки под дверцей 11 помещен шкаф с электрооборудованием станка.
Планшайба
Планшайба 2 с четырьмя закрепленными в ее Т-образных пазах кулачками предназначена для установки, крепления и вращения обрабатываемых изделий. Для зажима изделия каждый из кулачков перемещается отдельным винтом с квадратным хвостовиком.
Поперечина
Поперечина 15 служит для установки вертикального суппорта 16 на высоте, удобной для обработки изделий. Подъем или опускание поперечины производится механизмом, помещенным в коробке 7.
Вертикальный суппорт
Вертикальный суппорт 16 предназначен для перемещения установленных на нем инструментов, обрабатывающих внутренние и верхние поверхности изделий. Он состоит из каретки 17, поворотных салазок 18, ползуна 19 и револьверной головки 34.
Каретка 17 может двигаться по направляющим поперечины 15 для перемещения суппорта в горизонтальном направлении. Если горизонтальным перемещением каретки не пользуются, то для более жесткого положения она закрепляется на направляющих поперечины. Перемещение каретки вручную производится с помощью квадратного хвостовика 26.
Поворотные салазки 18 расположены на каретке 17 и имеют направляющие для движения ползуна 19. С помощью квадратного хвостовика 21 можно повернуть и установить салазки под углом, необходимым для обработки конических поверхностей заготовок.
Ползун 19 предназначен для перемещения в вертикальном направлении установленной на него револьверной головки 34. Если вертикальным перемещением ползуна не пользуются, то он закрепляется на направляющих салазок 18. Масса ползуна уравновешена грузом 20. Перемещение ползуна вручную производится с помощью квадратного хвостовика 24.
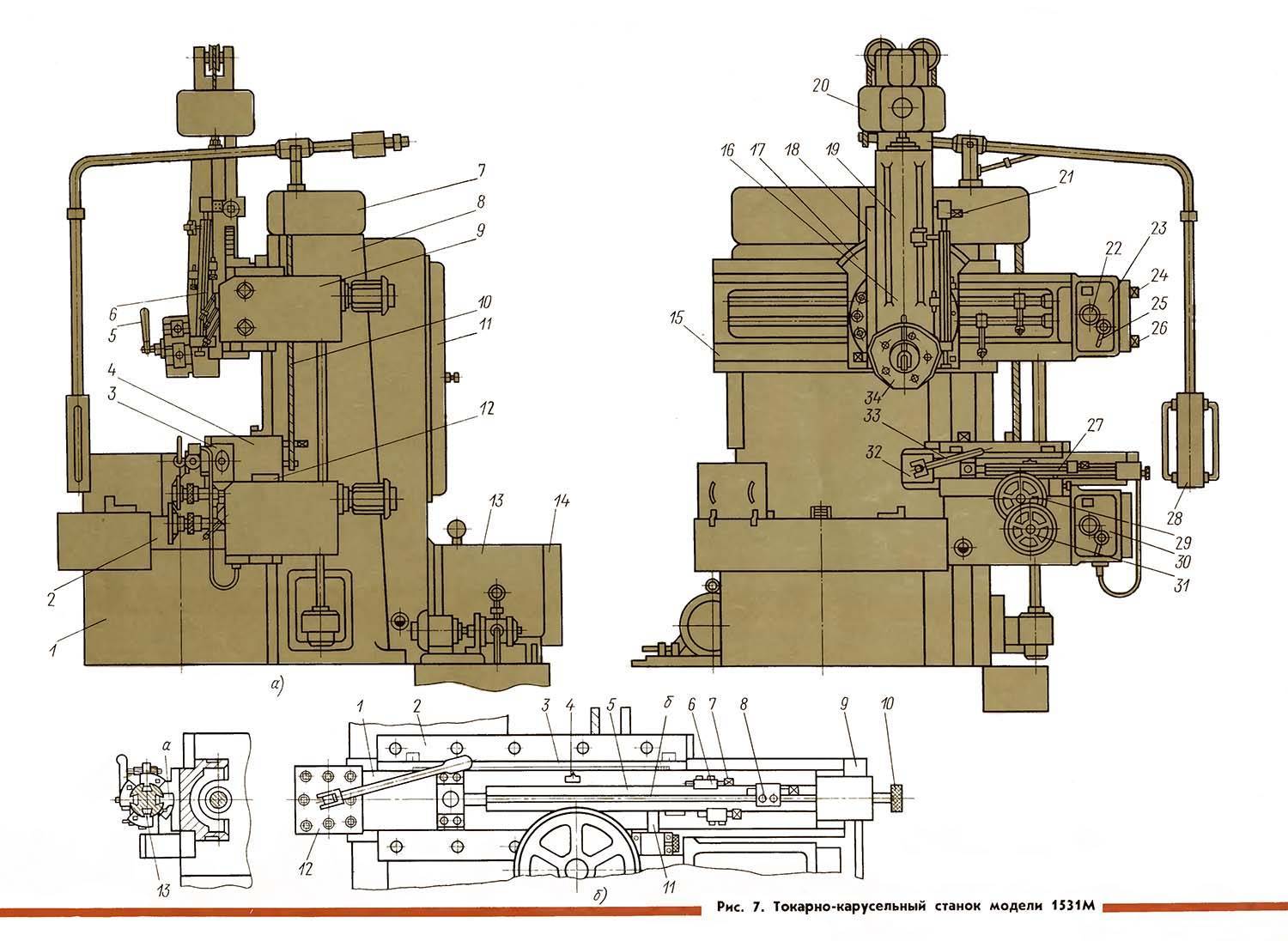




Револьверная головка 34 имеет пять гнезд, предназначенных для установки и крепления державок с инструментом. Отжим, поворот на 1/5 оборота и зажим револьверной головки на ползуне 19 производится рукояткой 5.
Револьверная головка
Револьверная головка 34 имеет пять гнезд, предназначенных для установки и крепления державок с инструментом. Отжим, поворот на 1/5 оборота и зажим револьверной головки на ползуне 19 производится рукояткой 5.
Боковой суппорт
Боковой суппорт 12 предназначен для перемещения в вертикальном или горизонтальном направлениях резцов, установленных в резцовую головку 32 для обработки боковых поверхностей изделий. Суппорт состоит из каретки 4, ползуна 3 и резцовой головки 32.
Каретка 4 может перемещаться от механизма подач или быстрых установочных движений по вертикальным направляющим стойки 8. Каретка уравновешена грузом, соединенным с ней тросом 10 и расположенным внутри стойки 8.
Точное перемещение каретки в вертикальном направлении производится вручную вращением маховика 31, имеющего лимб с ценой делений 0,05 мм.
Если вертикальным перемещением каретки не пользуются, то ее закрепляют на направляющих стойки 8.
Ползун 3 перемещается по горизонтальным направляющим каретки 4. Установка резца в заданное положение вручную производится перемещением ползуна 3 при вращении маховика 29 с лимбом с ценой делений 0,05 мм.
Если горизонтальным перемещением ползуна не пользуются, то он закрепляется на направляющих каретки.
Резцовая головка 32 имеет четыре паза для крепления резцов. Для установки следующего резца в рабочее положение головка поворачивается вручную, а ее зажим или отжим производится поворотом рукоятки 33.
Коробка подач
Станок 1531м имеет две одинаковые коробки подач 23 и 30 соответственно вертикального и бокового суппортов. На каждой из коробок помещены две рукоятки. Рукоятка с диском 22 предназначена для установки нужной величины подачи, а рукоятка 25 — для включения установленной подачи.