Принцип работы токарно-карусельных станков
Сегодня все большее количество токарно-карусельных станков управляется программно. Это позволяет исключить человеческий фактор на влияние качества конечного продукта, а также увеличивает точность и скорость обработки деталей. Станки с ручным управлением применяются, в основном, для совершения простых токарных операций или черновой обработки заготовок.
На столе в держателях планшайбы закрепляется заготовка. Запускается механизм вращения на пониженной скорости для проверки правильности центровки заготовки. Подводится шпиндельная головка, которая перемещается по траверсе. Включается подача смазывающе-охлаждающей жидкости. Резец приводится в рабочее положение. Начинается процесс точения (рис. 4). В зависимости от технических условий выбирается скорость подачи резца и вращения заготовки в планшайбе.

Рисунок 4. Процесс работы токарно-карусельного станка.
Рисунок 4. Процесс работы токарно-карусельного станка.
Если станок поддерживает сверление отверстий, расположенных равномерно по окружности заготовки на равноудаленном от оси расстоянии, задается диметр и шаг, через который будут просверливаться отверстия.
В случае создания фасонных поверхностей, в шпинделе закрепляется фасонный резец (рис. 5).
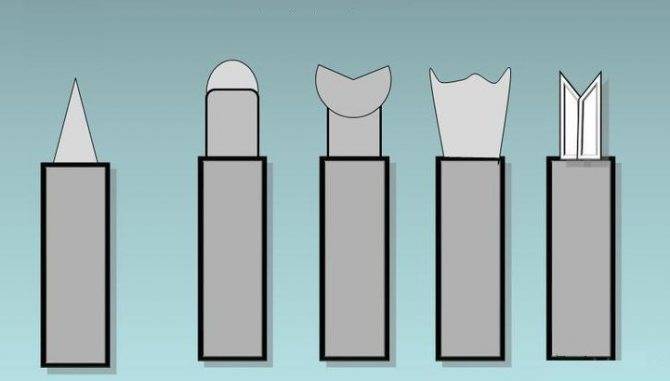
Рисунок 5. Фасонные резцы.
Рисунок 5. Фасонные резцы.
Здесь осуществляется четкий контроль над вертикальной подачей, так как в процессе заглубления фасонного резца увеличивается площадь контакта режущей поверхности с заготовкой. В этом случае для исключения перегрева и разрушения резца подача уменьшается.
Технические характеристики
Рассматривая технические характеристики также уделим внимание расшифровке названия станка 1512, которое было дано в соответствии с ранее введенными стандартами: первая цифра обозначает принадлежность токарной группе, вторая токарно-карусельной подгруппе, две последующие – максимальный размер устанавливаемых заготовок. Основные технические характеристики следующие:
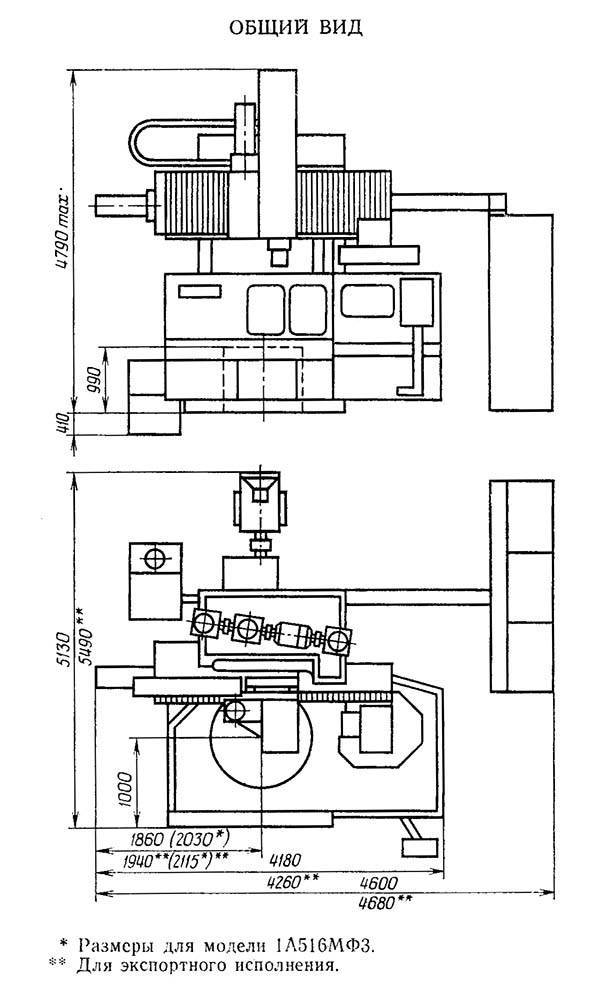
Максимальный показатель высоты расположения режущего инструмента над столом 1 000 мм
Ограничение по массе заготовки составляет 5 000 кг. Установленная планшайба может вращаться с частотой от 1 до 250 об/мин. При этом производитель внес в паспорт информацию о присутствии двух передач переключения скорости вращения. Регулировка бесступенчатая. Электрическая схема предусматривает установку главного электродвигателя, который имеет внушительную мощность 55 кВт. Эта информация определяет то, что токарно-карусельный металлообрабатывающий станок 1512 оказывает существенную нагрузку на сеть электропитания помещения. Траверса может перемещаться в вертикальном направлении на расстояние 660 мм
Максимальный показатель высоты расположения режущего инструмента над столом 1 000 мм. Ограничение по массе заготовки составляет 5 000 кг. Установленная планшайба может вращаться с частотой от 1 до 250 об/мин. При этом производитель внес в паспорт информацию о присутствии двух передач переключения скорости вращения. Регулировка бесступенчатая. Электрическая схема предусматривает установку главного электродвигателя, который имеет внушительную мощность 55 кВт. Эта информация определяет то, что токарно-карусельный металлообрабатывающий станок 1512 оказывает существенную нагрузку на сеть электропитания помещения. Траверса может перемещаться в вертикальном направлении на расстояние 660 мм
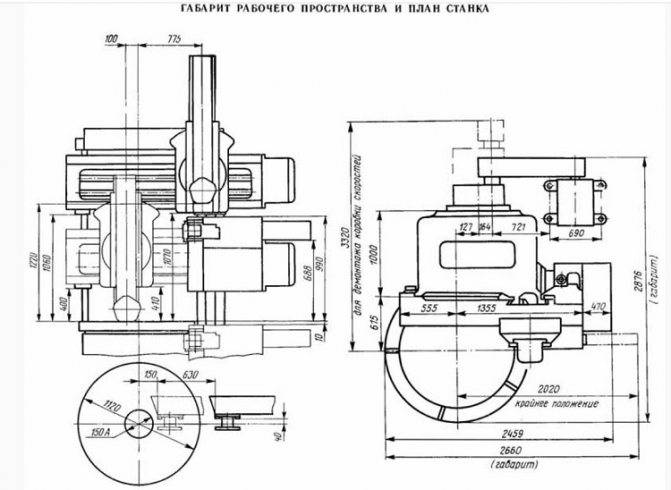
Ограничивает перемещение механические стопоры. Схема станка также определяет присутствие суппорта, который может перемещаться по горизонтали на 775 мм, по вертикали на 700 мм
При выборе режима резания следует уделить внимание тому, что максимально допустимое усилие на момент обработки составляет 35 кН. Присутствует механизм поворота ползуна на угол не более 45 градусов. У установленной револьверной головки есть 5 позиций
Она посажена на втулку цилиндрической формы
У установленной револьверной головки есть 5 позиций. Она посажена на втулку цилиндрической формы
Мастер проводит смену режущего инструмента путем нажатия соответствующей клавиши на пульте управления. Вращение передается от электрического двигателя через шестерни. Основной суппорт может перемещаться по вертикали на 1 000 мм, по горизонтали на 630 мм, показатель наибольшего усилия при резании составляет 25 кН. Установить положение этого элемента можно со скоростью 2 000 мм/мин. В паспорт также занесена информация о том, что у данного суппорта есть 18 подач.
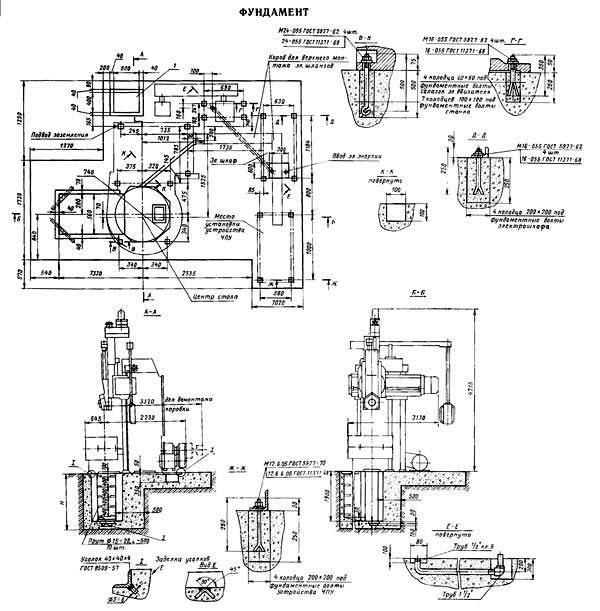
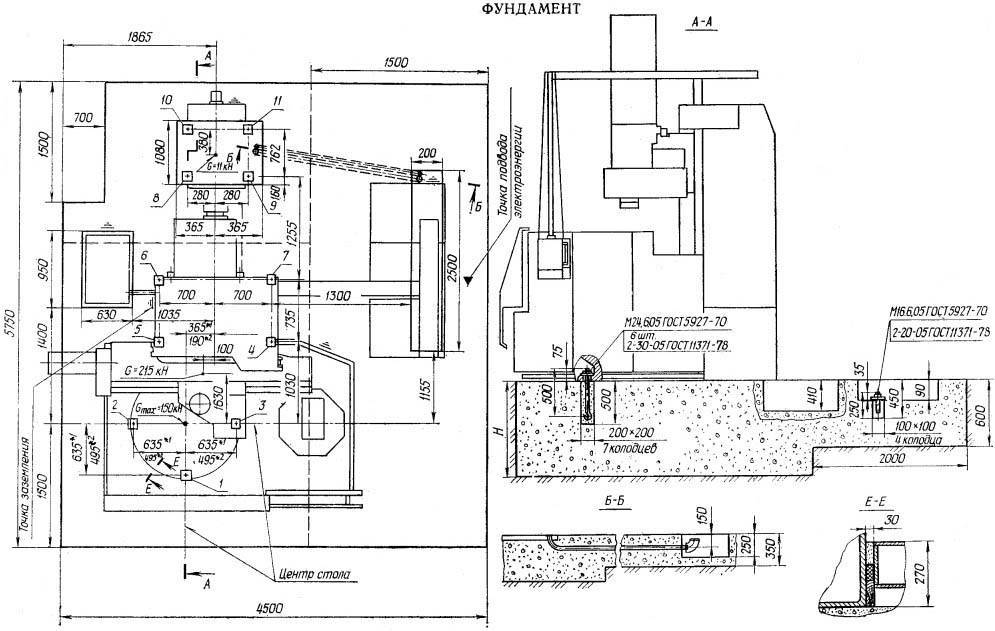
Выбирая данную модель стоит учесть, что ее вес составляет 14 800 кг. Этот момент определяет предъявление особых требований к основанию, на котором будет проводиться установка оборудования. Электросхема оборудования определяет его подключения к трехфазной сети с напряжением 380В.
Вертикальный суппортный узел
На нем установлена 5-позиционная револьверная головка для инструмента, обладающая двумя взаимно-перпендикулярными движениями: вертикальным и горизонтальным. Первое обеспечивают направляющие самого суппорта, а второе — направляющие поперечины (траверсы), имеющей, в свою очередь, установочное вертикальное движение вдоль стойки. Приводом перемещений служит коробка подач (КП), смонтированная на траверсе.
Вертикальное передвижение поперечины обеспечивается самостоятельным приводом со своим электродвигателем. Смена позиций головки производится с помощью червячного механизма от отдельного электропривода. Суппорт можно наклонять в обе стороны на угол до 45°. Это позволяет обрабатывать конические элементы.
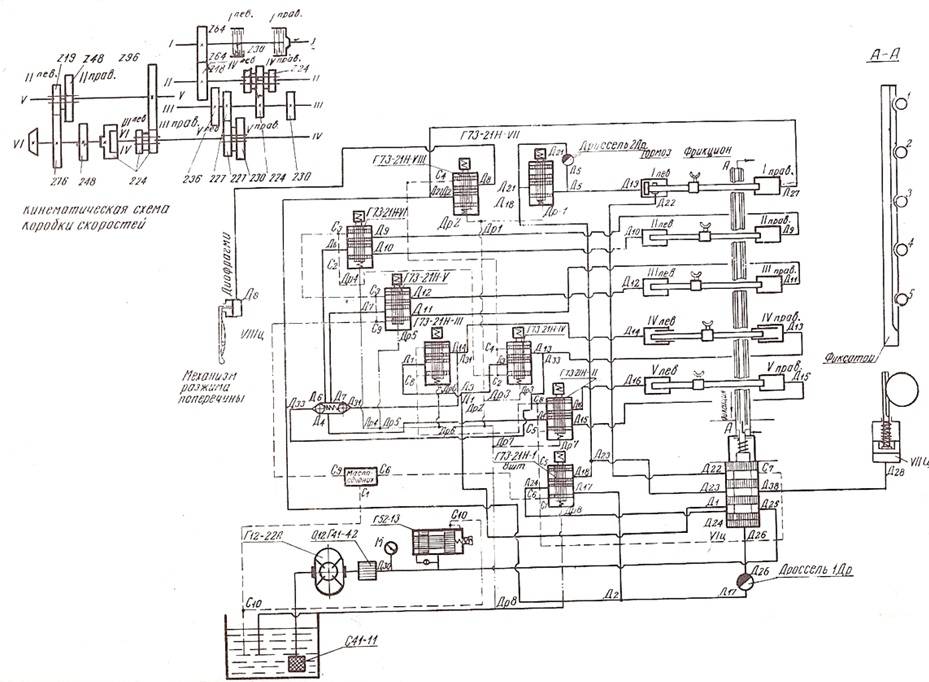
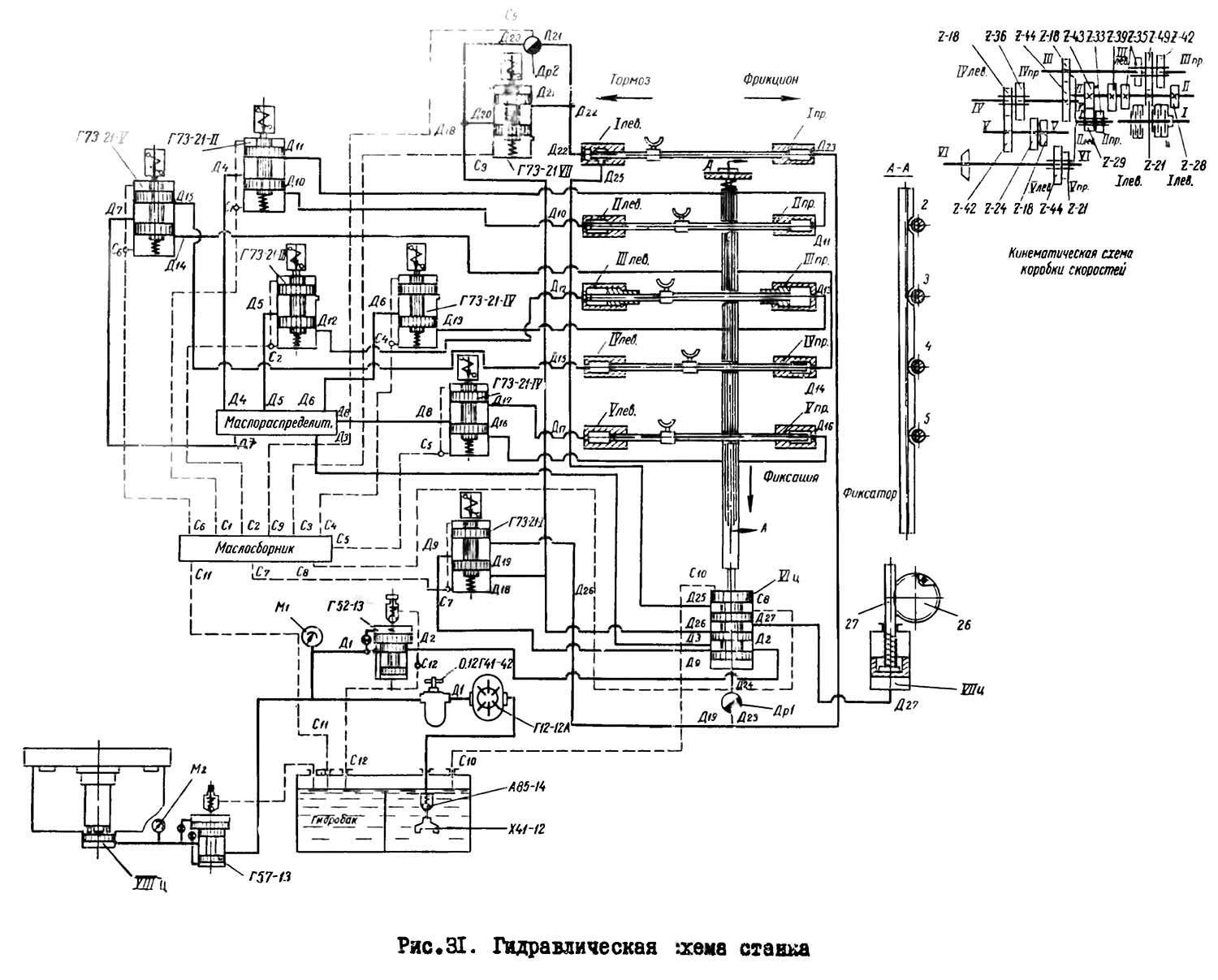
Описание гидравлической схемы карусельного станка модели 1541
Управление главным приводом станка. При установке рукоятки выбора частоты вращения планшайбы в положение, соответствующее требуемой частоте вращения, подготовляется цепь переключения электромагнитов распределителей 6, 7, 8, 9, 10. Насос 3 через фильтр 1 и обратный клапан 2 всасывает масло из гидробака и через пластинчатый фильтр 4 по линии 29 подает его к распределителю 26, который в это время выключен. Затем масло по линии 35 через игольчатый дроссель 24 попадает под поршень-фиксатор цилиндра 22 фиксации положения шестерен и поднимает поршень-фиксатор вверх, освобождая при этом штанги переключения шестерен коробки скоростей. Поднявшись вверх, поршень-фиксатор открывает доступ маслу к маслораспределителю и из него в соответствующие выбранной частоте вращения полости цилиндров переключения шестерен. Электромагниты распределителей 6, 1, 8, 9, 10 включены.
При нажатии кнопки «Пуск планшайбы» включается электромагнит распределителя 26 и масло попадает в цилиндр 13 включения фрикциона. Шток цилиндра начинает смещаться вправо до тех пор, пока не откроется сливное отверстие. Вилки фрикциона должны быть отрегулированы так, чтобы в этом положении фрикцион начал работать с проскальзыванием, вращая с «ползучей скоростью» шестерни коробки скоростей. Одновременно масло поступает в цилиндр 23 под поршень, который через рейку производит проворот шестерен коробки скоростей для облегчения переключения.
При переключении в пусковое положение распределителя 26 линия 35 включается на слив. Не удерживаемый больше давлением масла в верхнем положении поршень-фиксатор цилиндра 22 под действием пружины стремится опуститься вниз. Чтобы шестерни не встали «зуб на зуб», переключение производится при «ползучей скорости» фрикциона.
Опустившись, поршень-фиксатор цилиндра 22 фиксации положения шестерен перекрывает сливное отверстие линии 32, и пусковой фрикцион включается полностью. Одновременно перекрывается линия 34 и снимается давление с цилиндров 15, 16, 17, 18, 19, 20, 21, 25 переключения шестерен, а линия 35 включается на слив и пружина возвращает поршень цилиндра 23 в исходное положение.
При нажиме на рукоятку «Стоп планшайбы» выключается электромагнит распределителя 26 и его золотник перемещается пружиной в верхнее положение. Масло подается в цилиндр 14 тормоза и планшайба останавливается.
Дроссель 12 служит для регулировки времени включения рабочего фрикциона и тормоза. Мгновенное включение рабочего фрикциона или тормоза при переключении частоты вращения планшайбы может привести к аварии.
Дроссель 24 служит для регулировки времени опускания фиксатора. При быстром опускании фиксатор будет фиксировать тройной блок шестерен в среднем положении, не давая ему возможности переходить из одного крайнего положения в другое. В этом случае частота вращения планшайбы не будет соответствовать выбранной, а при торможении, когда фиксатор поднимается, переключение тройного блока будет продолжаться. Для предотвращения этого явления в системе предусмотрен блокировочный механизм с микровыключателем, исключающим возможность включения распределителя 26 при несоответствии положения тройного блока шестерен положению рукоятки выбора частот вращения.
Гидравлическая система станка предусматривает возможность резкого пуска и останова планшайбы при использовании двух наименьших частот вращения ее, что осуществляется при помощи распределителя 11. Этот распределитель включен при использовании всех частот вращения планшайбы, кроме указанных двух наименьших. При установке одной из двух наименьших частот вращения рукояткой выбора частот вращения и повторном включении кнопки «Пуск» планшайбы распределитель 11 выключается, и масло проходит как через дроссель 12, так и через проточки золотника распределителя 11, что обеспечивает быстрый подвод масла к цилиндру 13 включения рабочего фрикциона. При выключении планшайбы слив масла осуществляется также через распределитель 11, что обеспечивает резкий останов планшайбы.
Разжим поперечины осуществляется следующим образом: масло насосом 3 подается по линии 29 к распределителю 6, При нажатии одной из кнопок перемещения поперечины распределитель 6 включается, и масло по линии 31 поступает в цилиндр 5 зажима поперечины и производит разжим зажимных рычагов поперечины; затем конечным выключателем 5ВК включается мотор перемещения поперечины и начинается ее перемещение. По окончании перемещения двигатель выключается и одновременно с ним выключается распределитель в, прекращая доступ масла к цилиндру 5 и соединяя цилиндр 5 со сливной линией 30. Под действием пружины цилиндр возвращается в исходное положение.
Токарно-карусельный одностоечный станок 1512 серии Ф1/Ф2/Ф3
Потребность в использовании токарного карусельного оборудования возникает при обработке средних и крупных заготовок со значительной массой, в этом случае мощностей обычных винторезных станков недостаточно. Типовой моделью из этой группы является станок с маркировкой 1512, в свое время выпускаемый Краснодарским СЗ им. Сечина в различных комплектациях и обладающий универсальными характеристиками. Расценки на данное оборудование зависят от состояния (от 400000 рублей и выше для б/у станков, нуждающихся в замене отдельных узлов, от 3 млн. – после капитального ремонта).
Функциональные возможности и модификации
Принцип действия данного станка основан на обработке вращающейся и закрепленной с помощью кулачков к планшайбе заготовки посредством перемещения горизонтального суппорта с 4-позиционным резцедержателем, контролирующим операции с наружными поверхностями, и вертикальным с автоматически поворачиваемой револьверной головкой, используемый при точении, сверлении и подрезке с внутренних сторон. Все рабочие углы агрегата закреплены на надежной и устойчивой станине из чугуна, пульт управления с целью обеспечения безопасности работы токаря размещен на специальном подвесе, расположенном вне зоны реза и сверления.
Станки модели 1512 успешно используются при высокоскоростной обработке черных металлов, цветных сплавов, закаленных сталей и других твердых материалов с диаметром заготовки до 1250 мм, высотой до 100 см и массой до 3200 или 5000 кг (в зависимости от комплектации). Устройство эксплуатируется в условиях серийного и штучного производства и нуждается в стационарной установке и собственном фундаменте из-за большого места. В базовом исполнении (вертикальном револьверном и обычном боковом суппортах) станок задействуется для цилиндрического и конического обтачивания и накатки, сверления, зенкерования, подготовки и расширения отверстий, подрезки и обработки плоских чистовых поверхностей и уступов, прорезания круговых канавок.
При расширении комплектации становится возможной:
- Обработка заготовок по заданным размерам с помощью дополнительных упоров.
- Накатка резьбы.
- Обтачивание и растачивание сферических, фасонных и нелинейных поверхностей, в том числе с помощью электрокопировальных устройств.
- Глубокое сверление.
- Выполнение шлифовальных и приторных работ, прокатка роликами.
- Обработки заготовок с охлаждением.
При необходимости модель 1512 дополнительно оснащается самоцентрирующейся планшайбой, обеспечивающей ручной зажим детали, но при выборе такого исполнения становится невозможным подключение СОЖ. В остальных случаях комплектация карусельного оборудования не ограничена, любые приспособления и упоры могут устанавливаться единовременно с системой охлаждения. К учитываемым особенностям доукпомлектации модели 1512 относят невозможность или сложности внесения дополнительных узлов после изготовления станка, заводы не принимают заказы на усовершенствование б/у оборудования.
В конечном итоге благодаря сочетанию высокой мощности главного привода, жесткости и прочности отдельных узлов, широкого диапазона регулировки скоростей подачи и частоты оборотов карусели делают возможным работу станка в любых режимах, включая скоростную, максимальная производительность наблюдается при подключении СОЖ и ЧПУ. Данный токарно-карусельный металлообрабатывающий станок задействуется в разных отраслях, но чаще всего его приобретают судо- и машиностроительные предприятия, заводы по выпуску среднесерийных и штучных деталей. При оценке целесообразности покупки этого оборудования учитывается потребность в собственном основании, подключении к трехфазной сети и обслуживании опытным токарем, в частных целях модель практически не используется.
Выпускаемые ранее модификации данного оборудования имеют маркировку:
- 1512 (универсальный одностоечный),
- 1512Ф1 (то же, с устройством цифровой унификации),
- 1512Ф2 и Ф3 (с ЧПУ).
Цифры 1512 в маркировке, означают что данное оборудование относится к токарным станкам карусельного типа с максимальным ᴓ обрабатываемой заготовки в 1250 мм. Остальные рабочие характеристики соответствуют требованиям ГОСТ 44-93 и указываются в техпаспорте оборудования. Ближайшими аналогами являются современные станки Краснодарского СЗ им. Сечина и итальянская модель IMT Intermato NTM 12.16, минимальная стоимость последних в новом состоянии составляет 10 млн. рублей.
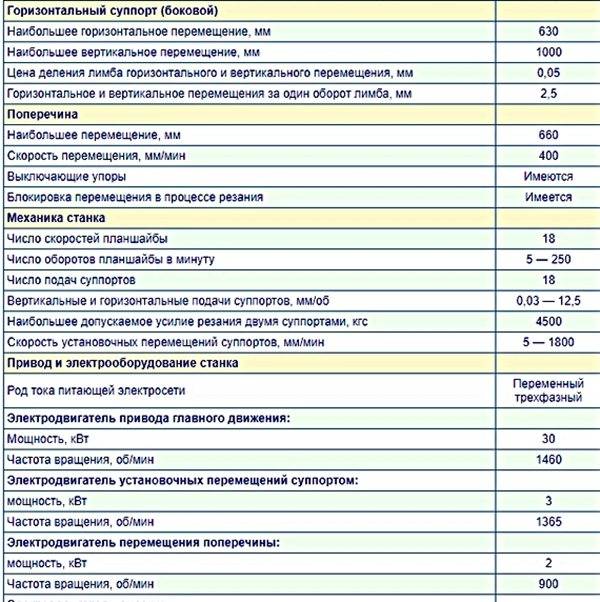
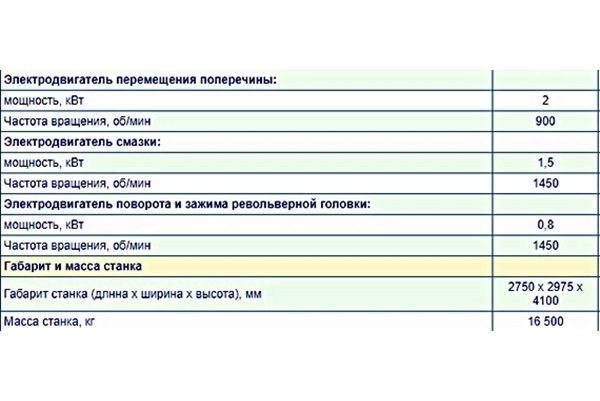
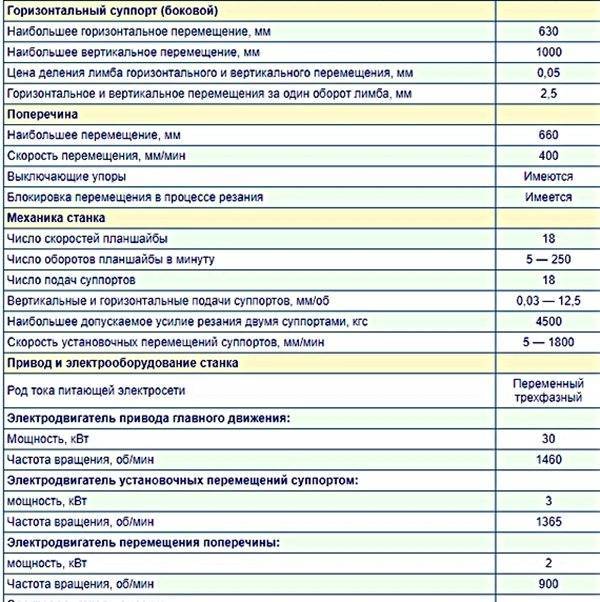
Технические характеристики
Рассматривая технические характеристики также уделим внимание расшифровке названия станка 1512, которое было дано в соответствии с ранее введенными стандартами: первая цифра обозначает принадлежность токарной группе, вторая токарно-карусельной подгруппе, две последующие – максимальный размер устанавливаемых заготовок. Основные технические характеристики следующие:. Максимальный показатель высоты расположения режущего инструмента над столом 1 000 мм
Ограничение по массе заготовки составляет 5 000 кг. Установленная планшайба может вращаться с частотой от 1 до 250 об/мин. При этом производитель внес в паспорт информацию о присутствии двух передач переключения скорости вращения. Регулировка бесступенчатая. Электрическая схема предусматривает установку главного электродвигателя, который имеет внушительную мощность 55 кВт. Эта информация определяет то, что токарно-карусельный металлообрабатывающий станок 1512 оказывает существенную нагрузку на сеть электропитания помещения. Траверса может перемещаться в вертикальном направлении на расстояние 660 мм
Максимальный показатель высоты расположения режущего инструмента над столом 1 000 мм. Ограничение по массе заготовки составляет 5 000 кг. Установленная планшайба может вращаться с частотой от 1 до 250 об/мин. При этом производитель внес в паспорт информацию о присутствии двух передач переключения скорости вращения. Регулировка бесступенчатая. Электрическая схема предусматривает установку главного электродвигателя, который имеет внушительную мощность 55 кВт. Эта информация определяет то, что токарно-карусельный металлообрабатывающий станок 1512 оказывает существенную нагрузку на сеть электропитания помещения. Траверса может перемещаться в вертикальном направлении на расстояние 660 мм
Ограничивает перемещение механические стопоры. Схема станка также определяет присутствие суппорта, который может перемещаться по горизонтали на 775 мм, по вертикали на 700 мм
При выборе режима резания следует уделить внимание тому, что максимально допустимое усилие на момент обработки составляет 35 кН. Присутствует механизм поворота ползуна на угол не более 45 градусов
У установленной револьверной головки есть 5 позиций. Она посажена на втулку цилиндрической формы
Мастер проводит смену режущего инструмента путем нажатия соответствующей клавиши на пульте управления. Вращение передается от электрического двигателя через шестерни. Основной суппорт может перемещаться по вертикали на 1 000 мм, по горизонтали на 630 мм, показатель наибольшего усилия при резании составляет 25 кН. Установить положение этого элемента можно со скоростью 2 000 мм/мин. В паспорт также занесена информация о том, что у данного суппорта есть 18 подач.
Выбирая данную модель стоит учесть, что ее вес составляет 14 800 кг. Этот момент определяет предъявление особых требований к основанию, на котором будет проводиться установка оборудования. Электросхема оборудования определяет его подключения к трехфазной сети с напряжением 380В.
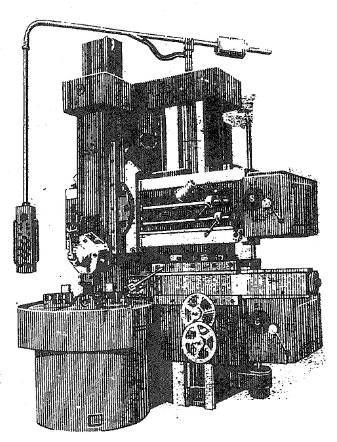
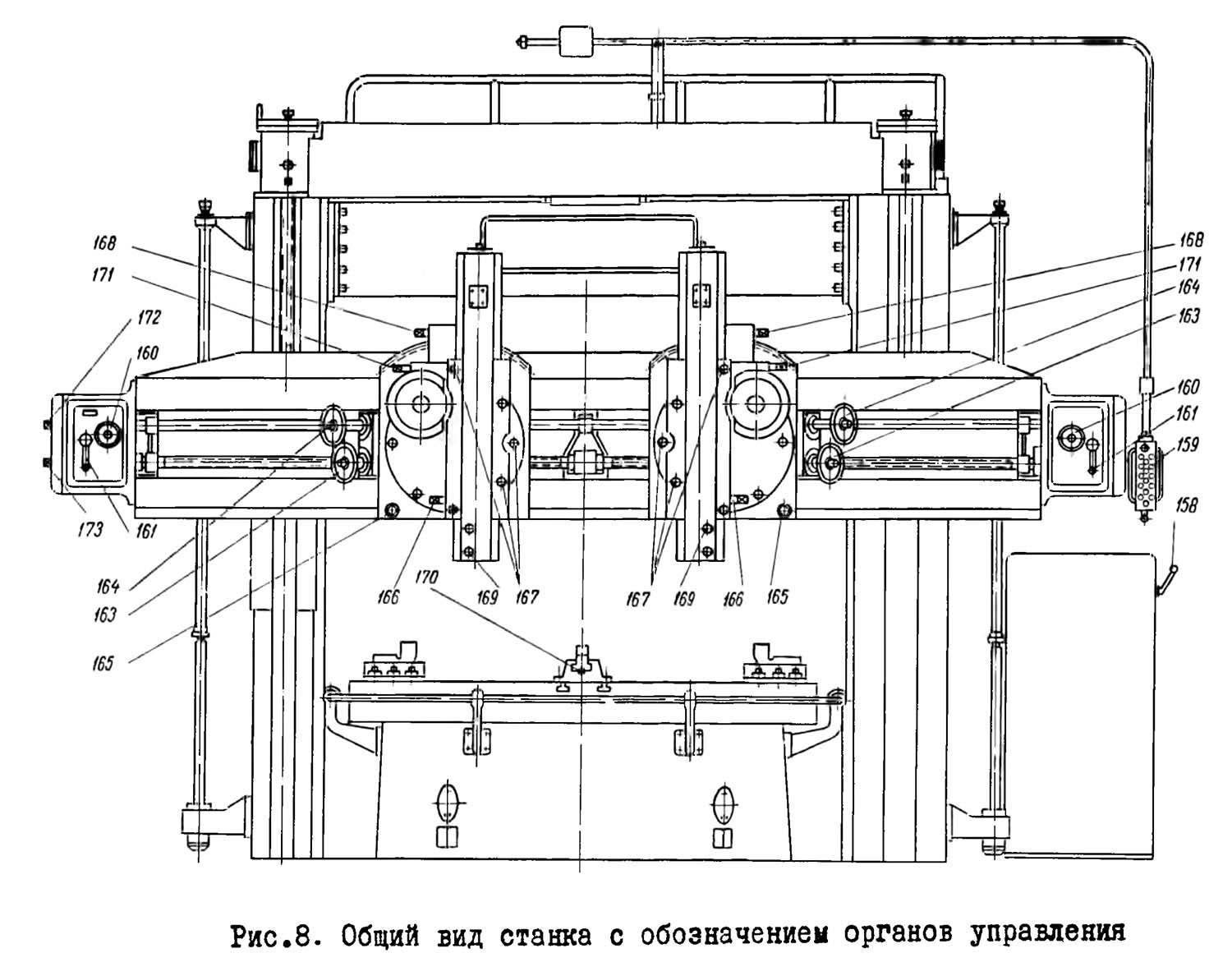
Компоновка станка
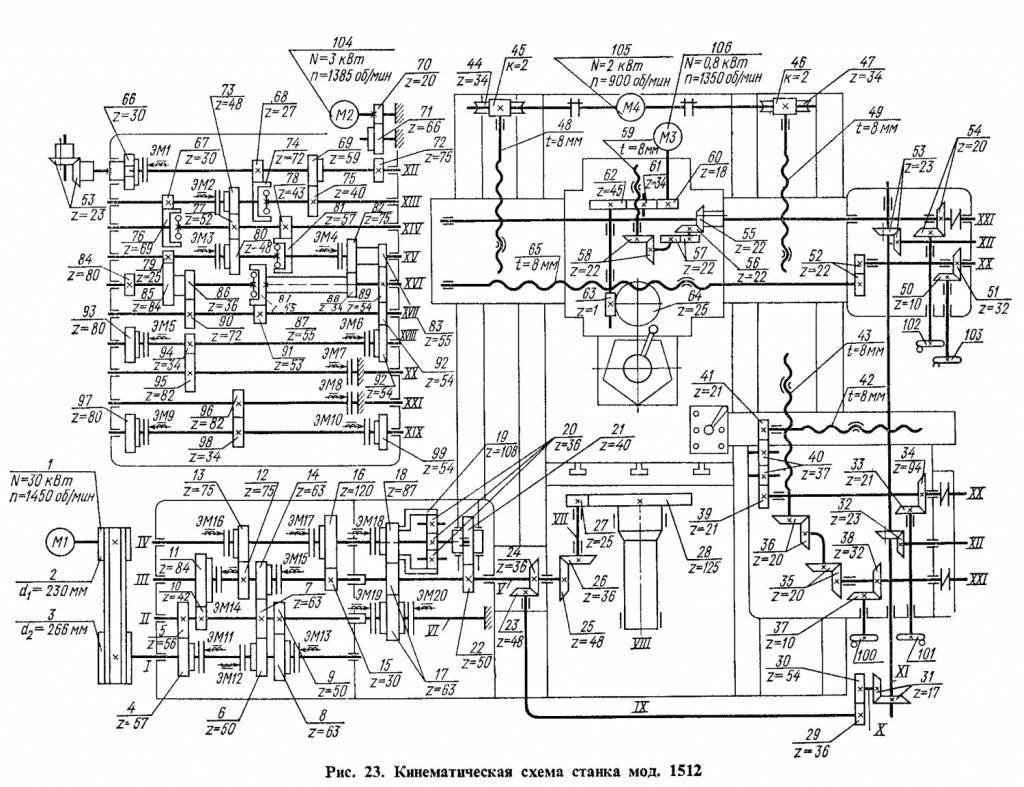
На рисунке 3 изображены основные узлы станка, которые входят в его компоновку.
Рис.3 Компоновка станка
Описание элементов: 1-стол, 2-защитное кольцо планшайбы, 3-суппорт вертикального движения, 4-пульт управления станком, 5-крепления для пульта, 6-поперечина, 7-направляющие для поперечины, 8-станина, 9-маховик ручного перемещения суппорта вертикального движения, 10-коробка подач суппорта вертикального движения, 11-коробка скоростей, 12-защитный кожух, 13-вал для передачи движения на подачу, 14-система смазки, 15-боковой суппорт, 16- коробка подач для бокового суппорта.
Большинство составных частей этого станка выполнены в виде самостоятельных изделий, что очень облегчает работы по сборке станка во время изготовления, а также уменьшает время ремонта и наладки.
Одним из важнейших элементов компоновки станка является стол. Данный узел включает в себя круговые направляющие, планшайбу, привод, помещенные в корпус. Для придания жесткости корпус стола выполнен из чугуна с развитой системой ребер. Для предотвращения попадания различных загрязняющих элементов (стружки, смазки, эмульсии, пыли) внутрь стола существуют кольцевые выступы, которые соединяются с кольцевыми канавками в верхней части корпуса. Планшайба получает вращающий момент от привода планшайбы, который в свою очередь связан с электродвигателем с помощью систем валов, шестерней и муфт, представляющих из себя коробку скоростей.
Назначение и область применения
Цифры в маркировке имеют следующую расшифровку, если опираться на отечественный классификатор:
- 1 – отнесение к определённой группе оборудования. В данном случае она токарная.
- 5 – тип машины. Она карусельная.
- 12 – характеристика, описывающая размеры. 1250 миллиметров – предельный размер детали для обработки.
У названия «карусельный» своя история. По сути, термин обозначает, как устроена установка. К главным частям относят планшайбу с элементами зажима. Вращение вокруг вертикальной оси делает устройство похожим на одноимённые аттракционы. Лоботокарный тип станков ближе всего по свойствам из конкурентов. Отличаются шпинделем с традиционным расположением по горизонтали. Паспорт это подтверждает.

Назначение обоих типов приспособлений – точение деталей с небольшой длиной. Но именно карусельная разновидность обладает широким набором преимуществ.
- Качественное закрепление составных компонентов и деталей.
- Удобная загрузка заготовок.
- Шпиндель не подвергается изгибающим усилиям.
- Обработка может быть более протяжённой по времени. 1 – параметр соотношения между высотой и диаметром.
Из недостатков отмечают возможные сложности с удалением стружки. Диаметральные измерения так же для многих оказываются неудобными.
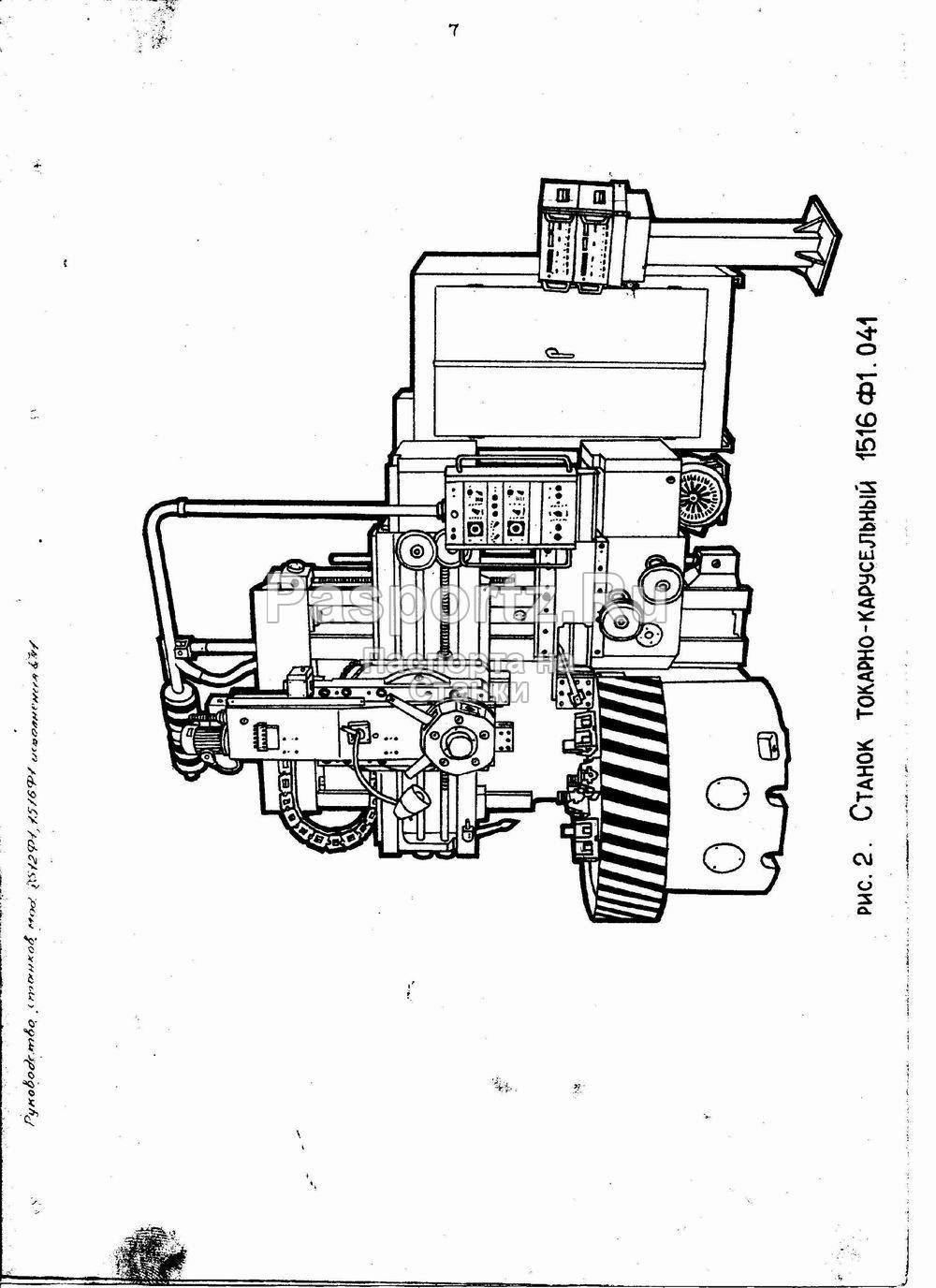
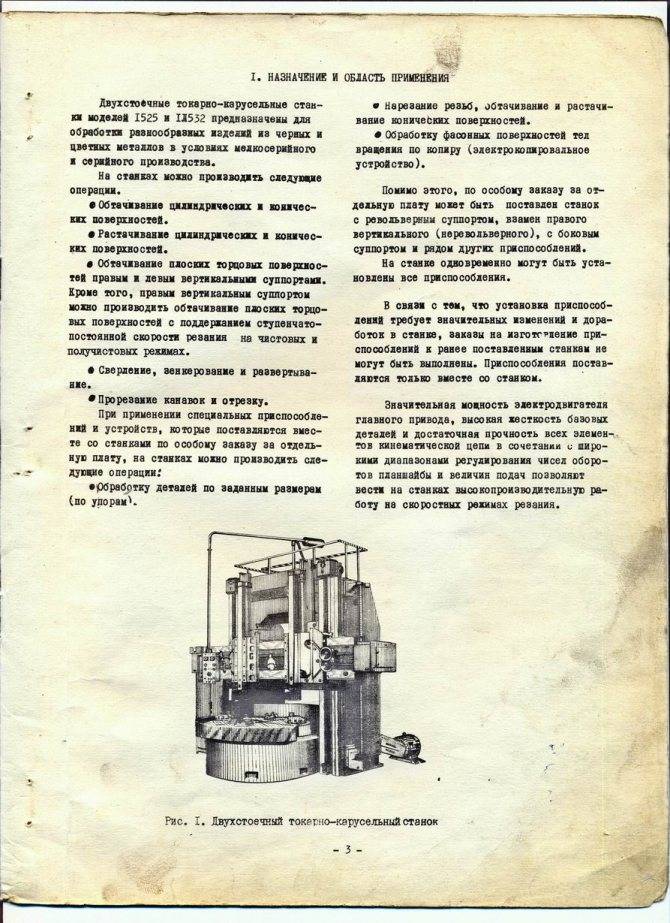
Станок токарно-карусельный одностоечный 1516. Назначение и область применения
Одностоечный токарно-карусельный станок модели 1516 является универсальным станком и предназначен для обработки разнообразных изделий из чёрных и цветных металлов в условиях мелкосерийного и серийного производства.
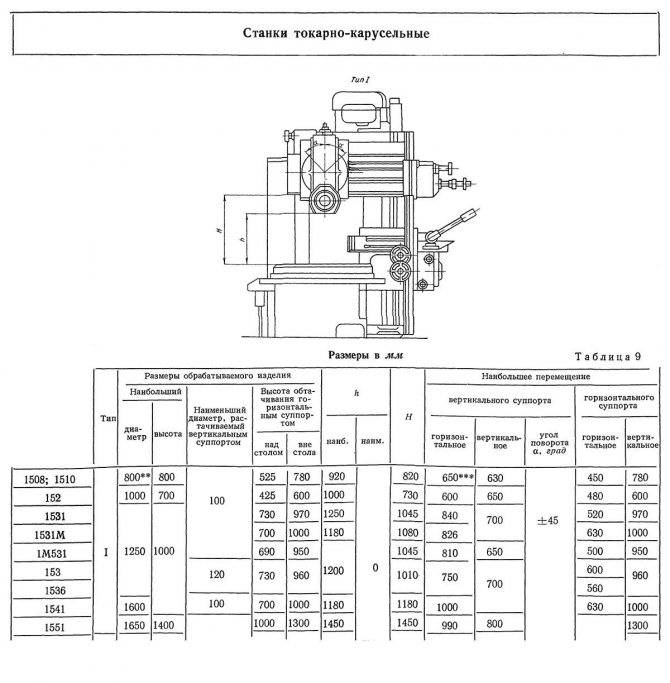
Модель 1516 является распространенной среди токарно-карусельных станков на территории бывшего СССР. Станок позволяет производить токарную обработку деталей диаметром до 1600 мм, высотой до 1 метра и массой до 6300 кг. Станок экспортировался во многие страны мира.
Конструкция станка 1516 унифицирована с конструкцией станка модели 1512 и отличается только размерами план-шайбы и мощностью электродвигателя.
На станке можно производить цилиндрическое и коническое обтачивание и растачивание, протачивание плоскостей, сверление, зенкерование и развертывание отверстий, а также получистовое и чистовое обтачивание плоских торцовых поверхностей.
Принцип работы и особенности конструкции станка
Станок имеет два суппорта:
- вертикальный с пятипозиционной револьверной головкой с автоматическим поворотом и фиксацией на каждой позиции
- горизонтальный (боковой) с четырехпозиционным резцедержателем
Технологические возможности станка значительно расширяются с помощью поставляемых по особому заказу самоцентрирующей планшайбы, приспособлений (для резьбонарезания, обработки конических поверхностей, обтачивания фасонных поверхностей тел вращения по копиру, обработки деталей по упорам) и устройства для обработки с охлаждением.
На станках можно производить следующие операции:
- обтачивание цилиндрических и конических поверхностей;
- растачивание цилиндрических и конических поверхностей;
- обтачивание плоских торцовых поверхностей вертикальным и боковым суппортами.
Кроме того, вертикальным суппортом можно производить обтачивание плоских торцовых поверхностей с поддержанием ступенчато-постоянной скорости резания на чистовых и получистовых режимах; сверление, зенкерование и развертывание; прорезание канавок и отрезку.
При применении специальных приспособлений и устройств, которые поставляются вместе со станками по особому заказу за отдельную плату, на станках можно производить:
- обработку деталей по заданным размерам (по упорам);
- нарезание резьб, обтачивание и растачивание конических поверхностей;
- обработку фасонных поверхностей тел вращения по копиру (электрокопировальное устройство);
- обработку деталей с охлаждением.
В обычном исполнении станки поставляются с вертикальным револьверным суппортом, имеющим механический поворот и зажим револьверной головки, и боковым суппортом.
Помимо этого, по особому заказу за отдельную плату может быть поставлен станок с самоцентрирующей планшайбой с ручным зажимом изделия.
На станке одновременно могут быть смонтированы все приспособления, за исключением охлаждения, которое не может быть установлено одновременно с самоцентрирующей планшайбой.
В связи с тем, что установка приспособлений требует значительных изменений и доработок в станке, заказы на изготовление приспособлений к ранее поставленным станкам не могут быть выполнены. Приспособления поставляются только вместе со станком.
Значительная мощность электродвигателя главного привода, высокая жесткость базовых деталей и достаточная прочность всех элементов кинематической цепи в сочетании с широкими диапазонами регулирования чисел оборотов планшайбы и величин подач позволяют вести на станках высокопроизводительную работу на скоростных режимах резания.
Основные технические характеристики токарно-винторезного станка 1516
Разработчик – Краснодарский станкостроительный завод имени Седина.
Изготовитель – Краснодарский станкостроительный завод имени Седина.
Основные параметры станка – в соответствии с ГОСТ 44-93. Станки токарно-карусельные. Основные параметры и размеры. Нормы точности и жесткости.
Класс точности станков Н по ГОСТ 8—77.
Наибольший диаметр обрабатываемой заготовки – Ø 1600 мм Наибольшая высота обрабатываемой заготовки – Ø 1000 мм Диаметр план-шайбы – Ø 1400 мм Наибольший вес обрабатываемой заготовки – 6300 мм Частота вращения план-шайбы – 4..200 об/мин, 18 ступеней Мощность электродвигателя – 30 кВт Вес станка полный – 20 т
Модификации станка токарно-карусельный одностоечный 1516
1516.000, 1516-1, 1516-2, 1516.300, 1516.400 – станок токарно-карусельный универсальный одностоечный
1516Ф1, 1516ПФ1, 1516Ф1.041, 1516Ф1.300, 1516Ф1.323, 1516Ф1.400, 1516Ф1.423 – станок токарно-карусельный с УЦИ – устройством цифровой индикации
1516Ф2, 1516Ф3, 1516Ф3.271, 1516Ф3.471, 1516МФ4 – станок токарно-карусельный с УЧПУ – устройством числового программного управления
Как устроены токарно-карусельные станки?
Конструкция опирается на пустотелую стойку, отлитую из чугуна, в вертикальном положении. Все остальные компоненты соединяются с этой частью.
Устройства основных узлов
В рабочем столе не так много составных компонентов:
- Планшайба.
- Предыдущая деталь устанавливается в комплекте со шпинделем.
- Обязательное дополнение – опоры в корпусе из чугуна, с подшипниками.
- Приводное устройство.
Конструкция снабжается подшипниками с формой цилиндра, роликового типа. Они монтируются, чтобы центрировать платформу, контролировать радиальные усилия во время резания. В опорах индивидуально выбирают параметры радиального зазора. Для этого при помощи регулировочных гаек подтягивают внутренние кольца, у которых есть коническая поверхность.
Силы трения и вес заготовок создают дополнительную нагрузку, передающуюся кольцевой направляющей, отвечающей за скольжение. У этой детали имеется централизованная смазка. Цилиндрическая косозубая передача сообщает силу вращения планшайбе. Сама сила направляется со стороны ведущего вала. Последний привязывается к главному приводу, отвечающему за движение.

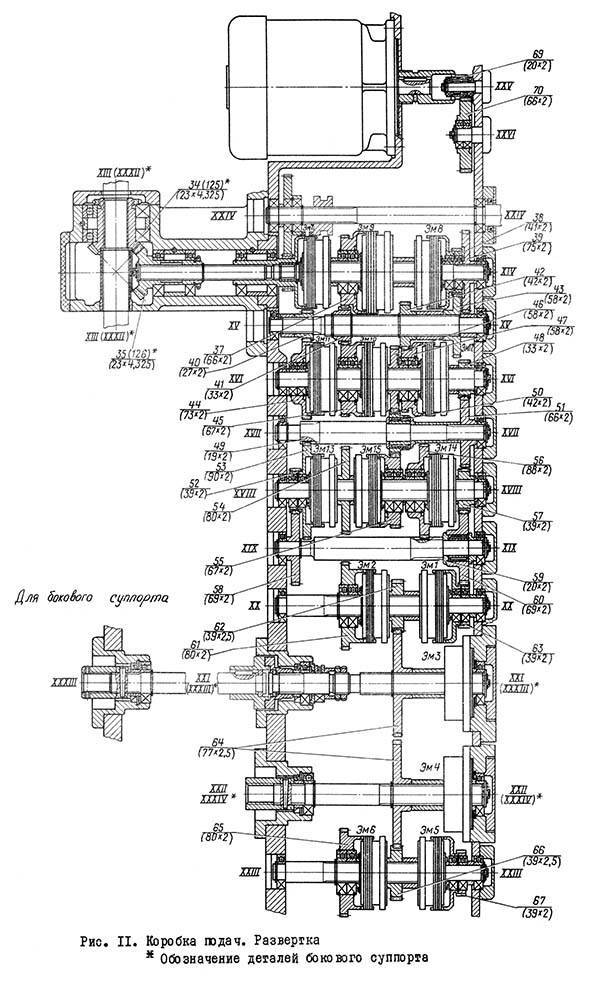
Коробка регулирования скорости
В народе такой узел ещё получил название «карусельного поросёнка». Выполняет функцию, связанную с передачей крутящего момента, начиная с приводного электродвигателя, и заканчивая шпинделем на рабочем столе.
Всего в механизме имеется до 6 валов. Они используют специальные зубчатые передачи, чтобы поток мощности перемещался от одного компонента к другому. Компоненты сохраняют постоянное зацепление друг с другом. Но шестерни свободно сидят на валах, жёсткое сцепление отсутствует. Вращение приобретает определённую частоту благодаря коммутации муфт в электромагнитной схеме. Всего в коробке имеется 10 функций, которые можно настроить. Всё происходит дистанционно.
Для заготовок и планшайб характерны значительные инерционные массы, которые повышают пусковой ток к моменту, когда запускается двигатель. Платформа разгоняется ступенчато, чтобы подобные риски уменьшались. Включение может проводиться за 2,3 или 4 этапа, всё зависит от заданных оборотов.
Для муфт допустимо переключение прямо во время работы. Потому при точении поверхностей скорость остаётся постоянной.
Платформа обладает ограниченной угловой скоростью в зависимости от параметров заготовки, которая в настоящее время подвергается обработке. Например, допустимо ставить не более 80 оборотов при массах от 3,2 тонн.
Вертикальный суппортный узел
Деталь снабжается револьверной головкой с 5 позициями. Она нужна для инструмента, движется в двух плоскостях:
- По вертикали.
- По горизонтали.
Первый вариант схемы обеспечивается направляющими, поддерживающими суппорт. Второй предполагает опору на траверсы, поперечины. Характерно движение самой детали по вертикали, вдоль стойки. Коробка передач монтируется на траверсе, она используется в качестве привода перемещений.
У вертикального перемещения свои особенности:
- Само движение происходит за счёт самостоятельного привода, имеющего собственный мотор.
- Червячный механизм позволяет сменить позиции при необходимости. Он идёт от отдельного электрического привода.
- Суппорт легко наклоняется до 45 градусов, в обе стороны.
- Благодаря такому устройству обработка конических деталей не представляет сложностей.
Боковой суппорт
Обладает следующими особенностями:
- Наличие 4-позиционного резцедержателя.
- Дублирование ортогональных движений вертикального суппортного устройства.
Сила движения передаётся за счёт коробки передач, закреплённой на торцевой части механизма. Зачем вообще требуется дублировать движения второго узла? Точность обработки возрастает при использовании подобных решений. Инструментальная система работает с уменьшенными упругими деформациями. У реализации есть несколько вариантов схем, выбирается индивидуально для каждой из ситуации. Центральные отверстия обрабатываются при помощи узла по вертикали.