
Маркировка отрезных дисков по металлу что означает и как расшифровать
Каждый отрезной диск на болгарку имеет соответствующую маркировку, по которой выясняется самая важная информация. Зная и умея расшифровывать маркировку отрезных кругов, не составит большого труда выбрать насадку. В маркировке присутствуют такие главные сведения:
Производитель — указывается в самом верху насадки
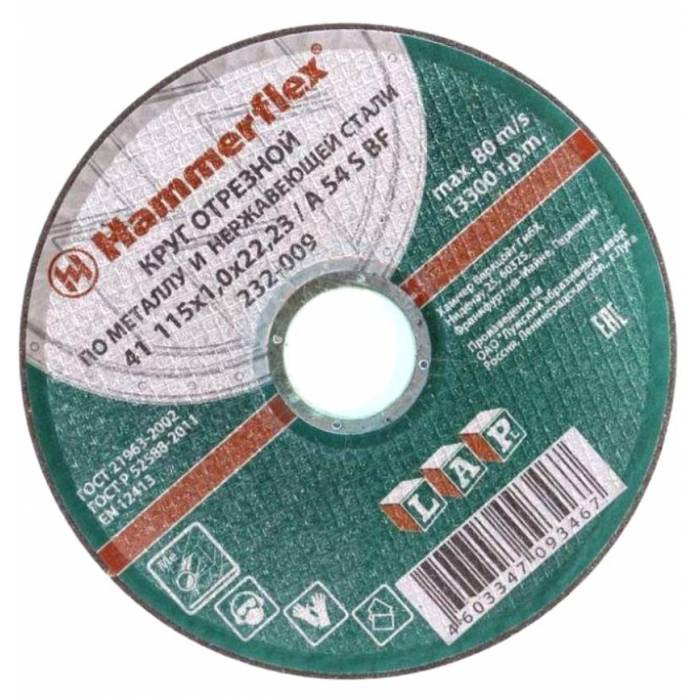
Под посадочным отверстием указываются три самых главных размера — наружный диаметр, толщина и размер посадочного кольца. Пример обозначения имеет следующий вид 180х1х22,23
Материал, для которого можно использовать насадку. На абразивных дисках указывается обозначение «metal». Есть также универсальные круги, предназначенные для резки черного и цветного металла. Если на диске указывается Steel, то им можно резать стали, Inox — нержавейку, Aluminium — для алюминия и меди, Castiron — литые стали и чугун
Типы насадок — этот показатель говорит о конструкции посадочного отверстия. Если стоит цифра 41, то это означает, что диск плоский, а если 42 — имеет смещение в одну сторону. Обычно цифра 42 присутствует на заточных дисках
Связочный материал — это вулканит, бакелит и керамика. На насадках отечественного производства тип армирующего слоя указывается двумя буками кириллицы (например, БУ — бакелит усиленный), а зарубежного латинскими BF
Тип материала, из которого изготовлен круг. Если стоит буква A — это электрокорунд, C —карбид кремния. Перед буквенным индексом стоит цифра, указывающая на размер фракции или зернистости материала
Твердость — указывается сразу после размера зерен, для чего применяются латинские буквы M и T
Максимальная скорость работы — зависит от типа армирующей связки. Для вулканита параметр предельной скорости составляет от 50 до 80 м/сек, а для бакелита от 80 до 100 м/сек. Скорость вращения влияет на быстроту выполнения работ
Срок годности — это один из главных параметров, который показывает, можно ли пользоваться насадкой или нет
Мало кто обращает внимание на срок годности, что в итоге становится причиной серьезных последствий в виде получения травм, увечий и даже смертельных исходов. Перед тем, как купить и поставить диск в шпиндель болгарки, следует проверить срок годности
Указывается он преимущественно на металлической части посадочного кольца. Указываемые значения в виде года и месяца — это крайний срок службы, по истечению которого эксплуатация расходного материала противопоказана
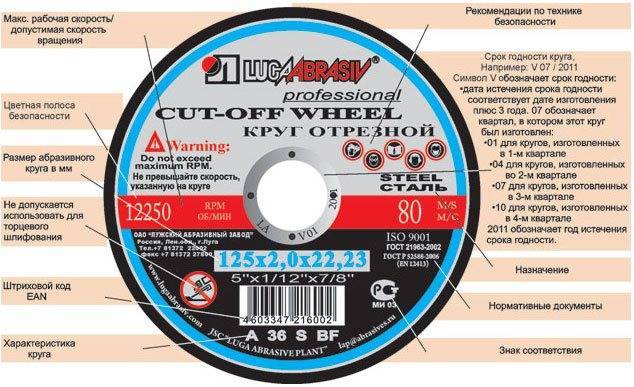
В зависимости от производителя, на лицевой части насадки указываются и прочие дополнительные сведения, как звуковой индекс, класс неуравновешенности, а также ГОСТ. Насадки не только изготавливают по соответствующим стандартам, но еще и подвергают их испытаниям. Как выглядит пример расшифровки отрезного диска, показано ниже.
Особенности дисков для резки алюминия
Из-за повышенной вязкости цветные металлы с трудом поддаются резке дисками, предназначенными для работы по сталям и чугуну. Это происходит из-за того, что в процессе работы стружка не отводится из зоны резания, а забивает (засаливает) пространство между абразивными зернами и наполнителем. Поэтому для резки чистого алюминия и его сплавов используют специальные диски с более мягкой и склонной к выкрашиванию связкой. При такой конфигурации компонентов режущая кромка лучше самозатачивается, хотя это и увеличивает скорость износа инструмента. Специальные диски для резки алюминия выпускает только ограниченное число производителей, остальные в типе материала обычно указывают более широкое назначение, например «для работы по цветным металлам». В целом резка алюминия болгаркой имеет смысл только при каких-то разовых работах. А для больших объемов алюминиевых заготовок гораздо лучше подходят отрезные и раскроечные станки со специальными пильными дисками по алюминию. На фото ниже: диск для работ по алюминию фирмы Metabo
Обратите внимание на маркировку класса твердости (О означает «среднетвердый») и сравните с маркировкой лужского диска
Как выбрать
Главным критерием выбора размера диска будет характер производимых работ. В домашнем хозяйстве это будут круги меньших диаметров, в производственной обстановке применяется инструмент большого (230 мм) диаметра.
Кроме габаритных характеристик следует тщательно проверить соответствие материала диска материалу обрабатываемой заготовки.
Другим определяющим фактором рассматривается мощность болгарки. Она напрямую связана с весовыми и габаритными характеристиками УШМ. При примерно одинаковых характеристиках предпочтение следует отдавать более легкому экземпляру.
Материал изготовления режущего диска
В связи с тем, что угловая шлифовальная машинка или «болгарка» является универсальным оборудованием, то ею можно заменить множество других инструментов, например, ножовку по дереву или металлу. Свойства универсальности описываемого оборудования достигаются посредством использования самых разных насадок, изготовленных из самых разных материалов. Часто используемыми считаются диски для резки металлических изделий, чуть меньшая популярность — у оснастки для пиления дерева – все-таки «болгарка» не в полной мере для этого подходит. Абразивный круг для распила металла состоит из двух оснований – армирующий слой, использующийся в качестве рабочей базы, и слой нанесенных на него частиц карбид-кремния или корунда. Последние частицы наносятся в виде маленьких или укрупненных зерен, которые методом сплавления присоединяются к армирующей базе, в качестве которой возможно применять вулканит или бакелит.
Выбор между вулканитом и бакелитом
Вышеуказанные материалы, практически, являются однотипными и стандартно используются для производства отрезных кругов для «болгарок». Сам армирующий слой представляется визуально как сетка, имеющая мелкие ячейки, которая расположена у насадки внутри. В качестве отличительных положительных и отрицательных свойств, указанных базовых материалов, можно упомянуть следующие факты:
- Диск из вулканита имеет повышенные эластичные свойства, что позволяет изготовителям производить оснастку с малой толщиной (от 0,8 миллиметров). Их основу составляют каучук и сера, прошедшие специальную обработку. Именно они добавляют кругу эластичность, что положительно сказывается на производительности работы, ибо благодаря эластике не возникает мешающих посторонних вибраций. В то же время уплотненная структура всего материала не допускает рисков разрушения и повреждения самого круга. Вулканитовые круги отлично подойдут для тонкой и безприжоговой резки. Минусом таких устройств можно назвать их слабую устойчивость к повышенным температурам, поэтому при достижения предела нагрева в 160-200 градусов по Цельсию, наступает их разрушение. Отсюда исходит правило о том, что, чем толще и плотнее распиливаемое изделие, тем быстрее нагреется круг и снизится его полезная производительность.
- Бакелитовые основания способны выдерживать температуру в пределах от 250 до 300 градусов по Цельсию, однако, в процессе работы они сильно искрят. Их основу составляет консистенция из смол формальдегида в виде порошка с сопутствующими наполнителями. При необходимости распила плотного/толстого металла, к примеру, балки или рельсы, требуется использовать именно подобные диски. В свою очередь, бакелит обладает меньшей эластичностью, что приводит к производственным вибрациям.
- Круги, выполненные на основе керамической связки, являются самыми дорогостоящими. Это связано с тем, что их основу составляют множество разных материалов – шпат полевой, кварц, глина огнеупорная, тальк и прочие. Их главное отличие заключается в том, что они спокойно могут взаимодействовать со влагой и имеют огнеупорные свойства. Среди минусов можно выделить слабую устойчивость к механическим нагрузкам. В принципе, круги из керамической связки одинаково подойдут и для толстых и для тонких материалов, а главным условием для применения станет их аккуратное использование.
Отличия рабочих фрагментов – карбид и электрокорунд
Узнать, какой абразивный элемент установлен на том или ином круге, возможно путем изучения соответствующей маркировки. Однако, функционал указанных элементов ограничен определенными свойствами, поэтому, по любому материалу их использовать не рекомендуется. Отрезной диск, изготовленный с электрокорундовым вкраплением, отлично подойдет для разрезания плотных стальных объектов. Это связано с тем, что электрокорундовые фрагменты являются более мягкими, что прекрасно влияет на производительность при обработки прочных типов стали. Кремниево-карбидные круги отличаются повышенной твердостью, поэтому их лучше применять по цветным металлам, нержавеющей стали, оцинкованной стали и другим мягким объектам. Также, кремниево-карбидные и электрокорундные круги отличаются между собой еще и устойчивостью к повышенным температурам. Например, последние способны выдерживать температуру аж в 1900 градусов по Цельсию, в то время как для первых данный показатель ограничен пределом в 800 градусов. Данный предел может быть и еще ниже, если в качестве абразивных фрагментов используются карбид бора или алмазы.
Подбор отрезных дисков
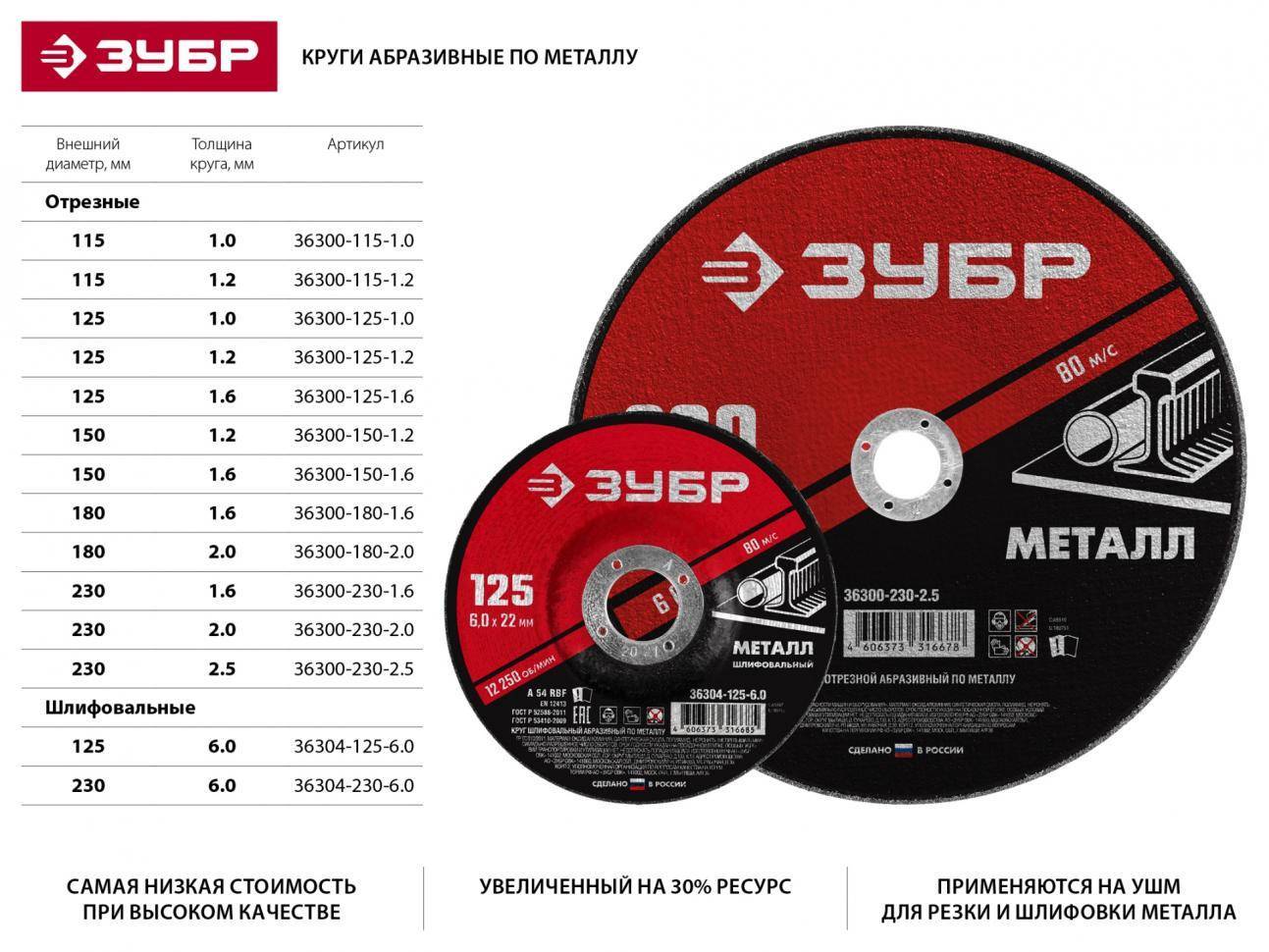
Наиболее распространёнными отрезными кругами по металлу является инструмент с посадочным отверстием 22,0 и 22,23 мм. Это означает, что он подойдёт для болгарок с валом 22 мм. Второй стандартный посадочный размер — 32 мм, но при этом наружный размер круга будет от 300 мм и применяется подобный инструмент на станках. Существуют также диски с отверстием 10, 13, 16 мм, но их внешний диаметр составляет 50-100 мм и применение ограничено.
Круги с диаметром 115 применяются на углошлифовальных машинках малой мощности. Отрезной диск по металлу для болгарки 125 и 150 мм в диаметре применяется для УШМ средней мощности. На профессиональном инструменте, как правило, используются отрезные круги диаметром 180 и 230 мм.
При выборе толщины руководствуются следующим правилом: чем тоньше круг, тем меньше усилий для резки прилагается, а времени тратится меньше и наоборот, чем диск толще, тем больше времени и усилий потребуется. Коэффициент реза у тонкого диска нисколько не меньше, а вот работать с ним безопаснее. Это происходит благодаря тому, что тонкие изделия обладают большей упругостью и способностью изгибаться, нежели толстые круги.
Соответствие толщины кругов наиболее распространённым диаметрам.
- Для наружного диаметра 115 мм стандартная толщина равна 1,0; 1,6; 2,0; 2,5; 3,0; 3,2 мм при посадочном отверстии 22,23 мм;
- Для D = 125 мм предусмотрена толщина 0,8; 1,0; 1,25; 1,6; 2,0; 2,5; 3,0; 3,2 мм и посадка 13, 20, 22, 32 мм;
- D = 150 мм соответствуют толщины 0,8; 1,0; 1,25; 1,6; 2,0; 2,5; 3,0; 3,2 мм, а посадка 13, 20, 22,23 и 32 мм;
- При D = 180 мм посадка бывает только 22,23 и 32 мм, толщина — 1,0; 1,25; 1,6; 2,0; 2,5; 3,0; 3,2; 4,0 мм;
- Такая же величина посадочного отверстия предусмотрена при наружном диаметре 230 мм, с толщиной 1,6; 2,0; 2,5; 3,0; 3,2; 4,0 мм.
При выборе твёрдости действует принцип — чем тверже обрабатываемый материал, тем меньше должна быть твёрдость абразивного инструмента. Для отрезных дисков обычно используется твёрдость СТ1, СТ2, СТ3 — среднетвёрдые (O, P, Q) или Т1, Т2 — твёрдые (T, S). Такой вроде бы нелогичный выбор происходит потому, что твёрдость круга означает способность связки удерживать зёрна абразива от выкрашивания под действием обрабатываемого материала. Если выбрать слишком жёсткий круг, то зёрна будут «засаливаться», а эффективность реза значительно сократится.
Бакелитовый или вулканитовый?
Основное отличие отрезных кругов на вулканитовой связке от бакелитовых собратьев в том, что благодаря большей эластичности вулканита изделия могут иметь меньшую толщину и большую производительность. Используются они для бесприжоговой тонкой резки металлов. Круги на вулканитовой связке также могут работать в присутствие эмульсий, но керосин их разрушает. Основной недостаток вулканита — это его низкая теплостойкость, всего 160-200 градусов. Поэтому при увеличении нагрузки и температуры диск начинает хуже работать.






Отрезные круги на бакелитовой связке более теплостойки, но при длительной работе и нагреве до 250-300 градусов приобретают хрупкость и искрят. Кстати, правильно устанавливать диск на инструмент таким образом, чтобы искры при работе летели на вас. Тогда в случае разрушения диска осколки полетят в обратном от вас направлении.
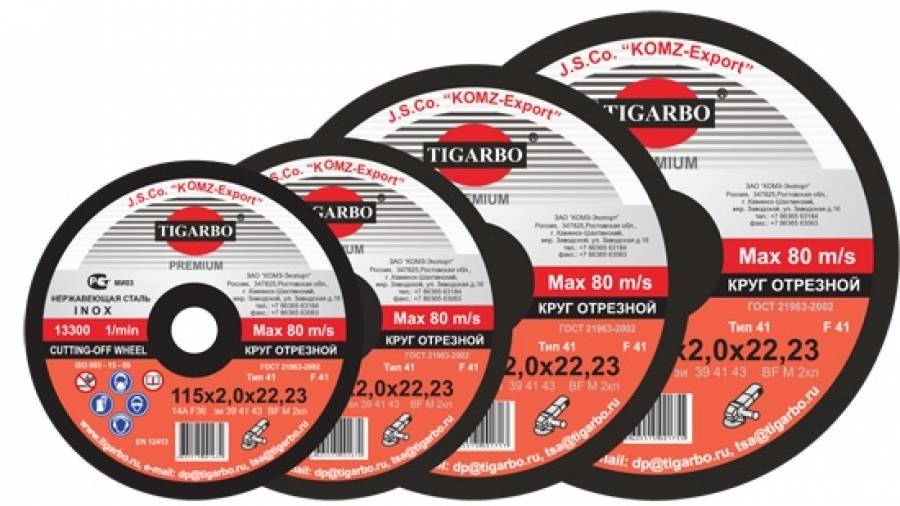
Типовые размеры дисков для УШМ
Все сменные круги имеют стандартизированные размеры, поэтому для любой модели болгарки можно подобрать подходящий по размеру диск, даже если он будет «неродным» (другой фирмы). Ниже в таблице приведены типовые размеры отрезных дисков по толщине, диаметру круга и посадочного гнезда:
| Диаметр круга, мм | Толщина, мм | Посадочное гнездо, мм |
| 115 | 1,0; 1,6; 2,0; 2,5; 3,0; 3,2 | 22,00; 22,23 |
| 125 | 0,8; 1,0; 1,25; 1,6; 2,0; 2,5; 3,0; 3,2 | 13,20; 22,23 |
| 150 | 0,8; 1,0; 1,25; 1,6; 2,0; 2,5; 3,0; 3,2 | 13,20; 22,23 |
| 180 | 1,0; 1,25; 1,6; 2,0; 2,5; 3,0; 3,2; 4,0 | 22,23; 32,00 |
| 230 | 1,6; 2,0; 2,5; 3,0; 3,2; 4,0 | 22,23; 32,00 |
Чем больше диаметр круга и его толщина, тем более толстые изделия он может резать
Обратите внимание, что диаметр диска не должен превышает допустимого размера для конкретной модели болгарки. Так, диск 230 мм нельзя ставить на УШМ с максимально допустимым размером круга 125 мм
Подобные действия заставят вас снять защиту, что является нарушением ТБ, и приведут к увеличению линейной скорости режущей кромки, из-за чего диск может попросту разлететься в процессе работы и поранить оператора.
Диаметр посадочного гнезда в большинстве болгарок составляет 22.23 мм, реже встречается 13.20 мм, а диаметр 32.00 актуален только для крупных дисков
Обратите внимание также на линейную скорость вращения диска. Например, если в маркировке диска указана скорость 13000 об/мин — это означает, что такие обороты должна выдавать и ваша болгарка, чтобы с ним работать
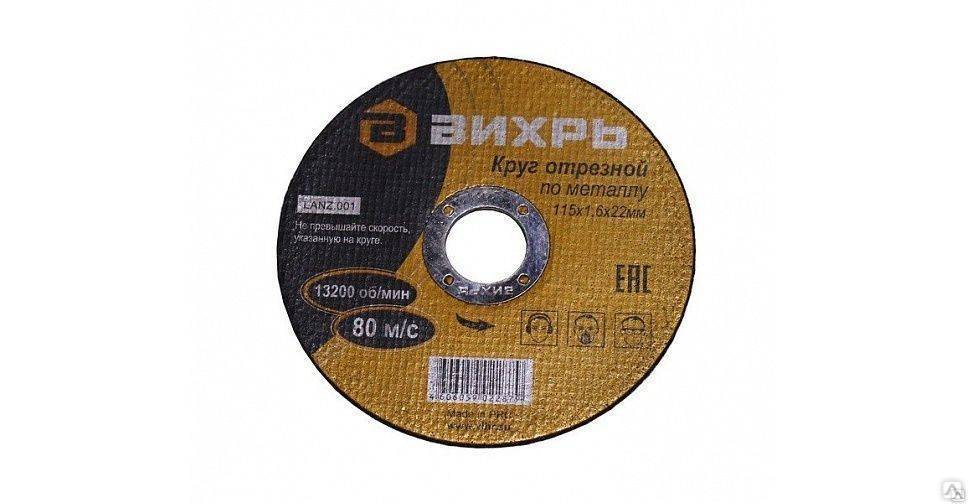
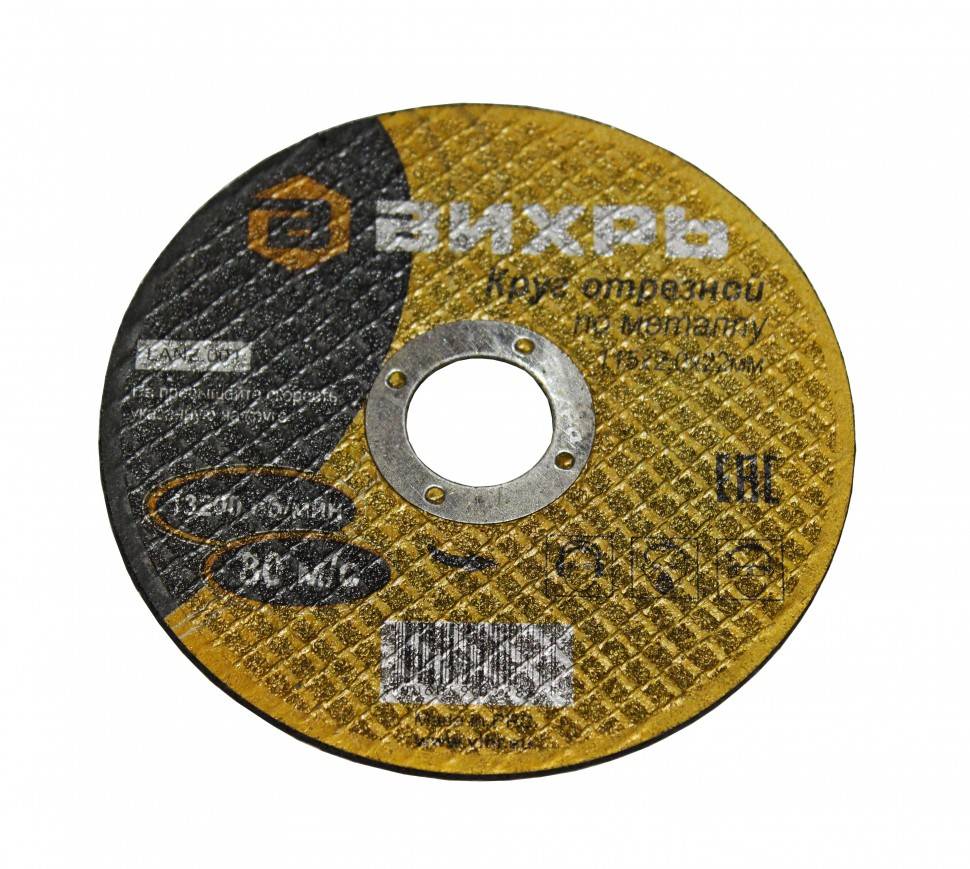
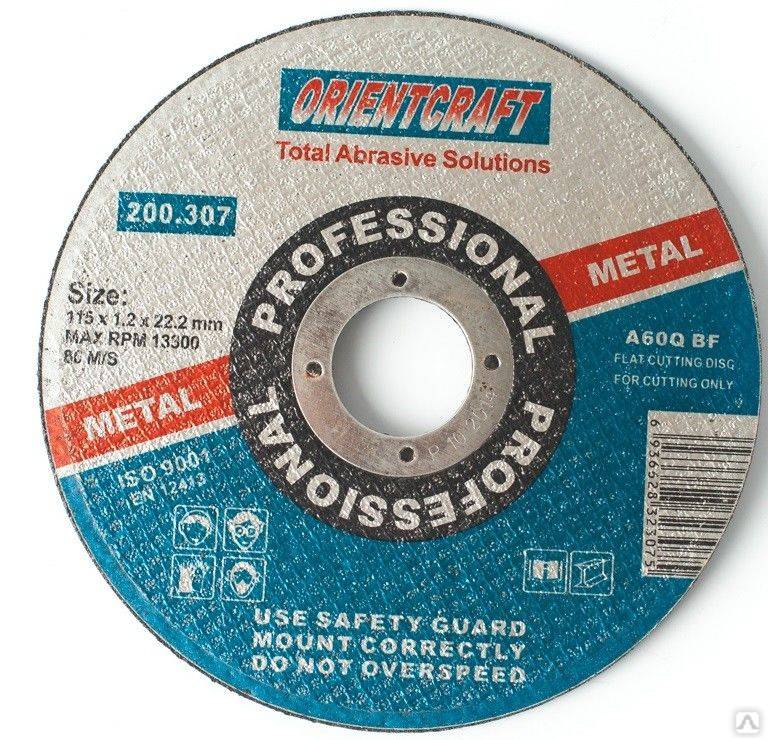
Понять, с каким материалом способна работать насадка и какие у него типовые размеры можно, посмотрев на его маркировку на лицевой стороне. Если вы пришли в магазин и взяли диск в руки, то вы можете увидеть следующее:
Хотим отметить, что иногда покупатель может столкнуться с нестандартными размерами насадки, причем это может касаться как диаметра, так и толщины. Зачастую это бывает при покупке «ноунеймовских» дисков неизвестного производства. Рекомендуем все же покупать фирменные диски, так как неизвестные быстрее стираются, и в итоге платить приходится больше.
Какие бывают размеры кругов для УШМ Бош, Интерскол и не только
Практически все крупные компании производят болгарки с охватом максимального количества работ — от бытовых до промышленных образцов. Каждому виду соответствует свой размер инструмента. Помимо производства УШМ, такие производители (Бош, Метабо, Интерскол и другие) освоили параллельный выпуск расходного материала. Они подбирают специальный состав и типоразмер расходника с целью максимально обеспечить эффективность работы конкретной производимой ими модели.
Внешний и посадочный диаметр, максимальная и минимальная величина
Наиболее ходовая линейка размеров УШМ состоит из таких величин.
Внешний диаметр. Наиболее предпочтительными являются размеры: 115 мм, 125 мм, 150 мм, 180 мм, 200 мм и 230 мм. В редких случаях для выполнения, например, ювелирных работ с мелкими деталями применяют портативные аккумуляторные УШМ с диаметрами 76 мм или 100 мм.
Минимальный диаметр 115 мм применяется для простых работ в виде обработки труднодоступных поверхностей в домашнем хозяйстве. Большей возможностью в выполнении различных бытовых работ обладают УШМ с кругом диаметром 125 мм.
Диаметр 230 мм используется в профессиональном контексте УШМ для производства солидных объемов работ, например, в строительстве. Круги с диаметром более 230 мм устанавливаются на стационарном оборудовании.
Толщина. Отрезные круги находятся в пределах толщин от 0,8 мм до 5,0 мм. Причем у большего диаметра должен быть круг соответственно с большей толщиной.
Следует знать! Тонким диском легко резать, но он и чаще ломается.
Посадочный диаметр. Стандартный посадочный диаметр у расходников УШМ равен 22,23 мм. В подавляющем большинстве он одинаков для всех типоразмеров дисков. Редко можно встретить посадочные диаметры 10 мм, 13 мм, 16 мм из-за ограниченного применения УШМ с меньшим, чем 100 мм диаметром. Посадочный диаметр 32 мм используется с кругами 300 мм и больше на стационарном оборудовании.
Как правильно выбрать продукцию
Для получения положительного результата не всегда важно, сколько стоит та или иная продукция
Помимо цены, есть множество факторов, на которые стоит обращать внимание в процессе покупки. Остановимся на основных из них:
- Обладать информацией о максимальном количестве оборотов. Чем оборотистее болгарка, тем меньший размер дисков стоит приобретать.
- Понимать, с конструкциями какого диаметра готова работать ваша УШМ. Превышение показателя негативно скажется на производительности и может привести к поломке оборудования.
- Показатель производительности. Рынок наполнен недорогими китайскими товарами, к качеству которых есть множество нареканий. Не стоит с ними связываться. Плодотворной работы с такими расходниками не получится. Только зря потратите деньги, время и нервы.
- Размер посадочного гнезда. Он должен быть идентичен с параметрами шлифовальной машины.
- Сфера применения и перечень поставленных перед инструментом задач. Большое значение имеет материал, с которым придется иметь дело. Стоит покупать либо специальные насадки для дерева, металла, мрамора, камня или универсального типа.
Сравнение по изготовителям и ценам
В результате проведённого тестирования отрезных кругов наиболее распространённых марок был определён коэффициент эффективности дисков. Измерялся износ инструмента после серии резов, а также проверялась стойкость на разрыв, для чего круги разгонялись до скорости, почти вдвое превышающей заявленную.







Хочется добавить, что на рынке представлена продукция многих фирм, не вошедшая в данное тестирование. Традиционно качественные и недорогие круги выпускаются Косулинским абразивным заводом, Красногорским абразивным заводом, Ивановской АО «ИСМА». Хорошие отзывы и среднюю ценовую категорию имеют диски брэнда NORTON. Выбор всегда остаётся за потребителем, а раскрученность и высокая цена вовсе не являются показателями качества.
Классификация по виду работ
По виду выполняемых работ круги к УШМ бывают:
- Отрезные. Они предназначены для выполнения разрезов, черновых распилов и т. п. Отрезной диск обладает режущим краем, который представляет собой сплошную окружность или разделен на сегменты.
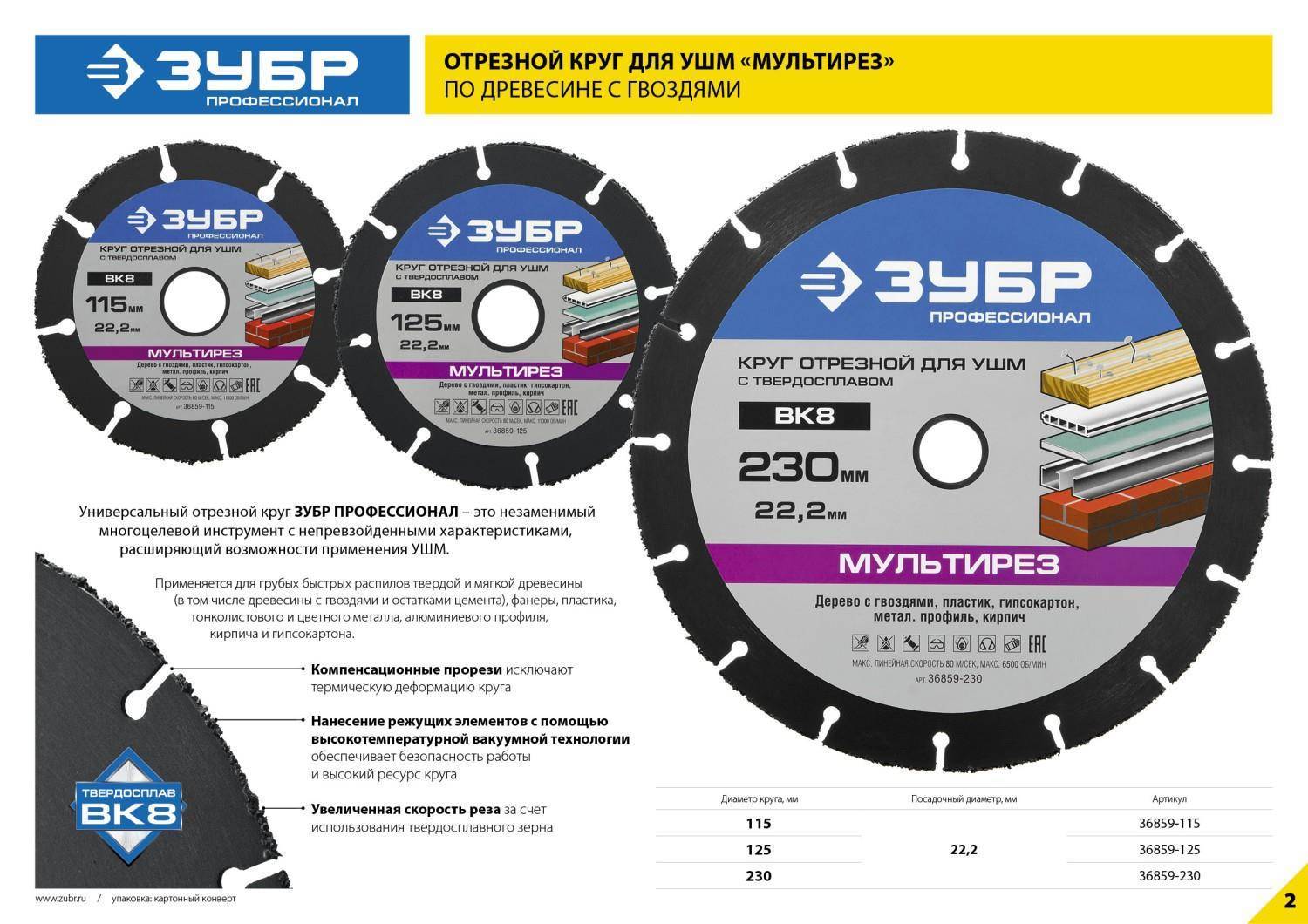
- Пильные. Режущая кромка имеет зубья. Для подрезки многих видов изделий из древесины и ее заменителей используется болгарка. Чтобы выполнить работу, нужен пильный диск. Эта разновидность кругов предназначена для выполнения ровного, чистого реза массивной доски, фанеры, паркета, гипсокартона. Подходит он и для ламината, ДВП, ДСП (в том числе ламинированного), а также выборки пазов в газосиликате.
- Обдирочные (шлифовальные круги). Такие насадки удаляют с обрабатываемой поверхности старый слой краски, лака, грунтовки, осуществляют шлифовку.
- Зачистные. Это разновидность обдирочных. К ним относят дисковые металлические щетки. Ими можно удалить ржавчину и другие стойкие загрязнения.
- Лепестковые круги. Их тоже относят к зачистным. Круг лепестковый применяют при обработке изделий из металла, дерева, пластмассы, зачистки сварных швов и заусенцев, снятия ржавчины и т. п. Лепестковый диск для болгарки состоит из пластин, закрепленных внахлест по окружности, по принципу лепестков цветка. Разновидности: торцевые, пакетные, с оправкой. Лепестковый торцевой круг на болгарку предназначен для обработки под углом или обычной плоской. Есть два его подвида — прямой и конусный. Прямой диск лепестковый нужен при шлифовке на большой площади. Конусный круг лепестковый подходит при отделке швов, стыков и т. п. Пакетный диск лепестковый (складчатый) тоже пригоден для работ на большой площади. Зачистные круги с оправкой для болгарки применяют при работе с полостями. Они помогают достичь наибольшей точности обработки.
- Для нарезки швов. Их применяют при выполнении швов в бетоне, асфальте и т. п. С такими насадками шлифмашина пригодна и для этой работы.
- Полировальные. Такие круги применяют для окончательной полировки поверхностей. К ним относят полировальные сменные войлочные и фетровые насадки для болгарки с липучкой, а также наждачный круг.
Ход работы
В момент включения «болгарки» держать ее следует с приложением усилия, достаточного для преодоления пускового крутящего момента. УШМ, выпущенная из рук в момент запуска, может причинить вред здоровью оператора и повредить чистовые поверхности. Работающую «болгарку» держать прямо, избегая резкого вращения ее корпуса. Подносить вращающийся диск к металлическому элементу медленно. Погружать без усилия, давая собственному весу агрегата создавать необходимый коэффициент трения.
Когда отрезной круг погрузится в материал на 10–20%, стоит обратить внимание на плавность распиливания. Если УШМ дергается и стремится вырваться вперед, возможно, стоит поменять угол наклона ее корпуса или снизить давление диска на металл
Если металлическая заготовка имеет внутреннее напряжение, осуществить распил на 90% и завершить процесс вручную. В противном случае высвобождение напряжения металла в момент пиления может привести к резкому заклиниванию диска и его разрушению.

В следующем видео вас ждут тесты отрезных дисков на болгарку и сравнение популярных марок.
Маркировка отрезного диска под болгарку
Приобрести круги для болгарки можно практически в любом строительном магазине
Однако перед тем как это сделать, необходимо ознакомиться с некоторыми обозначениями, на которые надо обратить внимание:
- В верхней части указывается название производителя. Это могут быть Бош, Makita или Wofx.
- На насадке находится таблица с информацией о наружном и внутреннем диаметре. Данная маркировка представлена в таком виде — 230×2.5×22 мм или 150×22 мм.
- На наружной поверхности указывается цветовая маркировка, по которой можно узнать правильное назначение круга. Синий используется для металла, зеленый обозначает бетон или древесину.
Из какого материала состоит отрезной круг по металлу электрокорунд и карбид
Отрезные диски по металлу изготавливаются из двух видов материалов, как электрокорунд и карбид кремния. Узнать, из чего изготовлены те или иные отрезные круги, можно по маркировке. Маркировка — это и есть техническая характеристика рассматриваемых насадок. Однако знать, из какого материала изготовлен отрезной круг, не достаточно. Ведь карбидовые и электрокорундовые насадки отличаются, и поэтому применять их необходимо в зависимости от того, какой вид металла планируется резать.
Диск отрезной на болгарку, изготовленный из крупиц электрокорунда, предназначается непосредственно для резки стальных изделий. Электрокорундовые зерна отличаются мягкостью, поэтому при резке прочных видов стали, применяются именно такие диски. Карбид-кремниевые круги отличаются высокой твердостью, поэтому они применяются для резки цветных металлов, а также нержавейки, оцинковки и прочих мягких материалов.

Отличаются эти материалы не только по степени твердости, но и по термической устойчивости. Устойчивостью к высоким температурам обладают корундовые абразивы, выдерживающие нагрузки до 1900 градусов. Карбидовые составы менее устойчивы к высокой температуре, и самыми менее выносливыми являются алмаз и карбид бора, выдерживающие до 800 градусов.
Советы по выбору
В первую очередь стоит обращать внимание на диаметр круга. Он должен соответствовать размеру защитного кожуха «болгарки» и помещаться в него так, чтобы вращаться свободно
Обычно на лицевой стороне диска указан его диаметр. Достаточно сравнить этот показатель с допустимым значением, приведенным в паспорте УШМ. Для выбора обрезного круга по металлу стоит учитывать то, для каких работ он будет использоваться, на каком инструменте и при каких обстоятельствах.
Читать также: Молоток шмидта градуировочная зависимость
Распиливая металл с толстым профилем, стоит использовать утолщенный отрезной круг. Это позволит уменьшить процент его износа и снизит риск разрушения. Во время эксплуатации режущий элемент нагревается до высоких температур. Чем толще металл, тем выше градус нагрева. При превышении допустимого температурного порога абразивные частицы начинают более интенсивно отрываться от основной массы, в результате чего происходит ускоренное ее разрушение.
Тонкопрофильный металл при распиливании «царапает» диск, ускоряя его износ. Поэтому круг с более тонким профилем лучше подходит для таких работ, так как он имеет меньшую площадь соприкосновения в точке трения. Немаловажными критериями при выборе отрезного диска по металлу являются его ценовая планка и производственный бренд. Отечественные производители поставляют на рынок недорогие материалы данной категории, обладающие низкими качественными характеристиками. Такие круги недолговечны и небезопасны в использовании. Зарубежные поставщики предлагают более качественные варианты по высокой цене.







Вместо эпилога
Проведенным анализом современного российского рынка отрезных кругов для УШМ было установлено, что нижний сегмент является самым популярным и потенциальный покупатель предпочитает жертвовать износостойкостью в угоду качественному, но недолгому резу. Данный сегмент плотно занимают абсолютно разные производители – и отечественные, и западные, и азиатские. Средний сегмент является самым невостребованным, что обусловлено малой потребностью в нем среди полупрофессионалов. В то же время, профессиональный и премиум сегмент также пользуются спросом, однако, только для очень узкого круга. В основном, потребителями являются крупные специализированные организации.





