Зенкерование, развертывание и растачивание оверстий.
Главная Избранные Случайная статья Познавательные Новые добавления Обратная связь FAQ
⇐ ПредыдущаяСтр 6 из 6
Зенкерование
производится для обработки: отверстий в заготовках, полученных отливкой, штамповкой или предварительно просверленных; цилиндрических и конических углублений (под головки винтов, заклепок и т. п.); фасок. В связи с более благоприятными условиями резания, большей жесткостью и стойкостью режущего инструмента зенкерованием получают отверстия с точностью до 10-го квалитета и шероховатостью Rz2,5.
Зенкеры
отличаются от спиральных сверл тем, что имеют не две, а три или четыре режущие кромки, расположенные на заборном конусе, и не имеют перемычки (рис. 29). Зенкер, подобно сверлу, закрепляют в коническом отверстии пиноли задней бабки и подают к заготовке вручную, вращая маховичок задней бабки. Припуск под зенкерование составляет 0,5—2 мм на сторону в зависимости от диаметра отверстия.
Подача при работе зенкерами из быстрорежущей стали составляет 0,3—1,2 мм/об, твердосплавными зенкерами — 0,4—1,5 мм/об; скорость резания соответственно 20—30 и 60—180 м/мин.
Рис. 29. Зенкеры: а
— устройство;б — четырехперый цельный быстрорежущий;в — твердосплавный;г — насадной быстрорежущий;д — насадной твердосплавный;е — насадной со вставными ножами.
Развертывание
— это точная чистовая обработка отверстий. Развертывание обеспечивает получение отверстий с точностью до 7-го квалитета и шероховатостью Ra0,25, а обработка по- следовательно двумя развертками позволяет получить шероховатость поверхностиRa0,08. Развертыванием нельзя устранить биение или перекос отверстия, если они остались после предыдущей обработки.
Операция развертывания выполняется многолезвийным инструментом — разверткой. Различают развертки: ручные и машинные (рис.30), хвостовые и насадные, цельные и сборные(со вставными ножами). Применяют также регулируемые (установочные) развертки, размер которых можно изменять в небольших пределах.
Развертка состоит из рабочей части, шейки и хвостовика. Хвостовик машинных разверток -конический (конус Морзе), ручных — цилиндрический с квадратом под вороток.
Перед развертыванием отверстие и инструмент очищают от грязи, стружки и протирают. Если хвостовик развертки закреплен непосредственно в пиноли задней бабки, то даже незначительная несоосность хвостовика и рабочей части развертки, перекос пиноли или загрязнение посадочного конуса вызовут неравномерное срезание припуска: отверстие будет иметь больший диаметр у торцов и меньший — в середине детали.
Припуск на развертывание зависит от диаметра отверстия и от обрабатываемого мате- риала (0,08—0,20 мм на сторону).
Подача при развертывании принимается в 2—3 раза большей, чем при сверлении отверстия того же диаметра, а скорость резания в 2— 3 раза меньше. Значение подачи не влияет на шероховатость обработанного отверстия, так как она за- висит только от состояния кромки на калибрующей части инструмента. Низкая скорость резания при развертывании объясняется тем, что на режущей кромке не образуется нарост (налипание металла).
Развертывание производится с применением СОЖ (минеральное масло при обработке стали, керосин при обработке чугуна).
Рис.30. Машинные развертки: а —
хвостовая регулируемая со вставными ножами;б — хвостовая твердосплавная;в — насадная твердосплавная.
Растачивание
производится в целях увеличения диаметра, а также для обеспечения высокой точности и качества поверхности отверстий, полученных сверлением либо образованных в литых или штампованных заготовках. Растачивание обеспечивает получение отверстий с точностью до 7-го квалитета шероховатостью Rz2,5. Растачиванием можно исправить положение оси отверстия.
Рис.31 Технологический процесс обработки отверстия диаметром 50H8
При повышенных требованиях к точности отверстие после предварительного сверления рассверливают, а затем растачивают (рис.31). Растачивание является наиболее универсальным способом обработки отверстий большого диаметра.
Глубину растачиваемого отверстия измеряют линейкой, штангенглубомером, проверяют шаблоном или с помощью лимба продольной подачи. Диаметр контролируют штангенциркулем, с помощью лимба поперечной подачи и другими способами. Внутренние торцы и уступы подрезают расточным упорным резцом при поперечной подаче к оси заготовки. Рассмотрим изученные операции обработки металлов на токарном станке на примере технологического процесса изготовления втулки (см. рис.32).
Рис.32 Схема технологического процесса изготовления втулки из прутка в единичном производстве.
⇐ Предыдущая6
Принцип токарной обработки
Токарная обработка представляет собой разновидность механической обработки непрерывно вращающихся заготовок, которая используется для создания деталей типа тел вращения путём удаления избыточного материала.
Для токарной обработки требуется токарный станок, заготовка, зажимное/фиксирующее приспособление и режущий инструмент. Заготовка представляет собой фрагмент прокатного профиля круглого поперечного сечения, который закреплён в рабочем приспособлении. Последнее, в свою очередь которое, само прикреплено к токарному станку, допуская своё вращение с достточно высокой скоростью. Резец, который выполняет формообразование, как правило, представляет собой одноточечный (иногда – многоточечный) режущий инструмент, который также закреплен в токарном станке. Режущий инструмент подаётся к вращающейся заготовке и, в процессе силового контакта с ней срезает материал в виде мелких стружек.
При производстве вращающихся, обычно осесимметричных, деталей токарная обработка находит применение для:
- Получения отверстий – гладких и под последующую резьбу.
- Производства пазов и галтельных канавок.
- Получения конических поверхностей.
- Выполнения ступенчатых диаметральных переходов.
Детали, которые изготавливаются исключительно токарной обработкой, чаще применяются с ограниченной программой выпуска. Это могут быть эталонные прототипы валов или и крепёжных изделий, которые производятся по индивидуальному заказу, а затем используются от отработки технологических решений в массовом производстве. Обработка на токарном станке часто применяется в качестве вторичного (или финишного) процесса, когда требуется внести некоторые характеристики контура детали, позволяющие улучшить её геометрические показатели, полученные, например, горячей штамповкой. Благодаря малым допускам и высокому качеству поверхности, которые может предложить токарная обработка, процесс идеально подходит для создания прецизионных деталей типа тел вращения.
Сверление по кондуктору
Для направления режущего инструмента и фиксирования заготовки соответственно требованиям технологического процесса применяют различные кондукторы. Постоянные установочные базы приспособления и кондукторные втулки, обеспечивающие направление сверлу, повышают точность обработки. При сверлении по кондуктору сверловщик выполняет несколько простых приемов (устанавливает кондуктор, заготовку и снимает их, включает и выключает подачу шпинделя).
Сверление сквозных и глухих отверстий. В заготовках встречаются в основном два вида отверстий: сквозные, проходящие через всю толщину детали, и глухие, просверливаемые лишь на определенную глубину.
Процесс сверления сквозных отверстий отличается от процесса сверления глухих отверстий. Когда при сверлении сквозных отверстий сверло выходит из отверстия, сопротивление материала заготовки уменьшается скачкообразно. Если не уменьшить в это время скорость подачи сверла, то оно, заклиниваясь, может сломаться. Особенно часто это случается при сверлении отверстий в тонких заготовках, сквозных прерывистых отверстий и отверстий, расположенных под прямым углом одно к другому. Поэтому сверление сквозного отверстия производят с большой скоростью механической подачи шпинделя. В конце сверления нужно выключить скорость подачи и досверлить отверстие вручную со скоростью, меньшей, чем механическая.
При сверлении с ручной подачей инструмента скорость подачи перед выходом сверла из отверстия следует также несколько уменьшить, сверление необходимо производить плавно.
Известны три основных способа сверления глухих отверстий.
Если станок, на котором сверлят глухое отверстие, имеет какое-либо устройство для автоматического выключения скорости подачи шпинделя при достижении сверлом заданной глубины (отсчетные линейки, лимбы, жесткие упоры, автоматические остановы и пр.), то при настройке на выполнение данной операции необходимо его отрегулировать на заданную глубину сверления.
Если станок не имеет таких устройств, то для определения достигнутой глубины сверления можно использовать специальный патрон (рис. 6.22, а) с регулируемым упором. Упорную втулку 2 патрона можно перемещать и устанавливать относительно корпуса 1 со сверлом на заданную глубину обработки. Шпиндель станка перемещается вниз до упора торца втулки 2 в торец кондукторной втулки 3 (при сверлении по кондуктору) или в поверхность заготовки. Такой патрон обеспечивает точность глубины отверстия в пределах 0,1…0,5 мм.
Если не требуется большая точность глубины сверления и нет указанного патрона, то можно использовать упор в виде втулки, закрепленный на сверле (рис. 6.22, б), или на сверле отметить мелом глубину отверстия. В последнем случае шпиндель подают до тех пор, пока сверло не углубится в заготовку до отметки.






Глубину сверления глухого отверстия периодически проверяют глубиномером, но этот способ требует дополнительных затрат времени, так как приходится выводить сверло из отверстия, удалять стружку и после измерения вновь вводить его в отверстие.
Растачивание отверстий
Растачивание применяют для обработки отверстий различных размеров и форм в полых заготовках с точностью до 9-го квалитета и шероховатостью до Ra=l мкм. Предварительно просверленные отверстия либо отверстия в заготовках, полученных литьем или ковкой (штамповкой), часто подвергают растачиванию с целью увеличения диаметра, обеспечения высокой точности размера и высокого класса шероховатости обработанной поверхности. Растачивание отверстий обеспечивает получение допуска на диаметр до 0,02 мм и 6-й класс шероховатости. Растачиванием можно исправить положение оси отверстия.
Растачивание отверстий является наиболее универсальным способом обработки отверстий. Но этот способ вместе с тем мало производителен главным образом из-за недостаточной жесткости расточных резцов.
Расточные резцы по конструкции делятся на цельные и держа-вочные (рис 61), а по назначению—для сквозных отверстий (рис 61, а) и глухих (рис 61, б).
Из-за недостаточной жесткости цельных резцов ими можно пользоваться только для растачивания отверстий глубиной до трех диаметров. Токарная обработка более глубоких отверстий диаметром примерно свыше 30 мм выполняется державочными резцами. Такие резцы изготавливаются двух разновидностей: с прямым креплением резца J в державке 2 (рис 61, в) —для сквозных отверстий и с косым креплением (рис. 61, г) —для глухих отверстий. Лыски 3 на державке служат для устойчивого положения резцов в резцедер* жателе.
По действующим стандартам цельные расточные резцы (рис 62) выпускаются в двух исполнениях. Резцы исполнения А с круглой рабочей частью стержня предназначены для обработки отверстий с наименьшим диаметром расточки 10 мм, резцы исполнения Б с прямоугольным сечением стержня — для отверстий 40 мм. Их геометрические параметры приведены на рис 62, в и г.
Кроме того, стандартами разрешено изготовление резцов двух видов: с опущенной головкой (рис. 62, а) при расположении режущей кромки по оси резца и с нормальной головкой (рис. 62, б). Первые обладают большей жесткостью, так как допускают примерно вдвое увеличить диаметр стержня за счет более рационального размещения его в отверстии.
Расточные резцы устанавливают параллельно оси обрабатываемого отверстия и закрепляют в резцедержателе с наименее возможным вылетом. Вершина их должна быть на уровне оси центров станка или немного выше (примерно на 0,02 диаметра отверстия), чтобы компенсировать возможный прогиб.
1 Токарный инструмент для растачивания – назначение и конструкция резцов
Резе́ц – режущий инструмент, который предназначен для обработки деталей или заготовок из различных материалов, а также разных форм, размеров, показателей точности. Является основным, наиболее часто применяемым инструментом при строгальных, долбежных и токарных работах (на станках соответствующего типа).
Чтобы придать изделию требуемые форму, размеры и точность изготовления с заготовки резцом снимают (срезают последовательно) слои материала. При этом инструмент и деталь, закрепленные жестко в станке, перемещаются относительно друг друга и взаимно контактируют. В результате этого рабочая часть резца врезается в слой материала, а затем срезает его в виде стружки.
У инструмента рабочий элемент представляет собой клин (острую кромку), который врезается в материал и деформирует его слой, вследствие чего сжатый фрагмент заготовки скалывается и сдвигается кромкой схода стружки (передней поверхностью) резца. Инструмент двигается дальше, что сопровождается повторением процесса скалывания и образованием из отдельных срезанных элементов стружки, вид которой зависит от скорости вращения материала заготовки, подачи станка, относительного расположения детали и резца, применения СОЖ (смазочно-охлаждающей жидкости) и ряда других причин.
По виду работ и применяемости инструмент делят на:
- строгальный;
- долбежный;
- токарный.
Инструмент, снимающий стружку в результате взаимного прямолинейного перемещения резца и заготовки, называют строгальным (когда резание горизонтальное) или долбежным (вертикальное). Принцип работы обоих этих резцов идентичен и отличается от токарных, где резание непрерывно. При строгании и долблении инструмент режет исключительно при рабочем ходе.
В процессе токарной обработки заготовка вращается, в то время как осуществляется продольная и поперечная подача неподвижного резца, либо деталь стационарна, а инструмент вращается и подается (на расточных станках). Расточной токарный резец предназначен для расточки глухих и сквозных уже готовых отверстий, которые могут быть предварительно получены сверлением, штамповкой, в процессе отливки заготовки.
Основные элементы расточного токарного резца:
- головка (рабочая часть);
- державка (стержень) – используется для закрепления инструмента на станке.
Головка состоит из поверхностей:
- передней – по ней во время резки сходит стружка;
- главной задней – обращена к поверхности резания материала;
- вспомогательной задней – обращена к обработанной поверхности детали;
- главной режущей кромки – пересечение главной задней поверхности с передней;
- вспомогательной режущей кромки – пересечение вспомогательной задней и передней поверхностей;
- вершины – точка пересечения вспомогательной и главной режущих кромок.
Важными характеристиками резцов также являются углы, образуемые между поверхностями инструмента, плоскостями их проекций и касательными к ним, а также направлениями подачи. Инструмент для глухих и сквозных отверстий отличается формой головки.
Растачивание сквозных отверстий
В зависимости от размеров отверстия (глубины и диаметра) при сквозной расточке применяют проходные резцы, оправки или борштанги, на которых устанавливают расточные головки или блоки резцов. Проходные резцы для расточки сквозных отверстий имеют ряд отличий от токарного инструмента для наружного точения: задний угол у них затачивается так, чтобы режущая часть соответствовала габариту обработки, а передняя часть державки сужена и имеет вытянутую форму. На токарных станках резец крепится или в оправке с коническим хвостовиком на заднюю бабку, или на резцедержатель суппорта в продольном направлении. На расточных станках используются резцы, которые устанавливаются в специальные оправки.
Борштанги (расточные штанги) применяют для расточки с большой глубиной, повышенной точностью или нескольких соосных отверстий. Этот вид инструмента выполнен в виде длинных цилиндрических стержней повышенной точности диаметром от 30 до 200 мм и длиной от метра до трех. По всей длине борштанги на определенном расстоянии располагаются сквозные выемки (окна) для крепления режущего или измерительного инструмента. Один конец борштанги крепится в коническую оправку и устанавливается в шпиндель, а другой поддерживается люнетом или специальной опорой. Перед началом расточки оси отверстия и борштанги должны выставляться на соответствие с заданной точностью.
Особенности сверления глубоких отверстий – Токарное дело
Особенности сверления глубоких отверстий
Категория:
Глубокими называются отверстия, длина которых превышает диаметр в пять и более раз. Глубокими отверстиями являются, например, сквозное осевое отверстие в шпинделе токарного станка, отверстие пиноли задней бабки, осевые отверстия в прогреваемых прокатных валках и др.
Часто к глубоким отверстиям предъявляются высокие требования по прямолинейности оси, но точности формы и размеров. При глубоком сверлении сверлом обычной конструкции неизбежен «увод» сверла в сторону из-за разности радиальных усилий на режущих кромках и это может привести к «разбивке» отверстия (увеличению диаметра), хотя ось отверстия остается прямой.
Поэтому для сверления глубоких отверстий применяют специальные — «пушечные» сверла с прямой стружечной канавкой. Сверло хорошо направляется в отверстии благодаря большой поверхности соприкосновения спинки сверла с обработанной поверхностью отверстия. Охлаждающая жидкость от насоса поступает к режущей кромке через сквозной канал в сверле, охлаждает режущую кромку сверла и принудительно удаляет стружку.
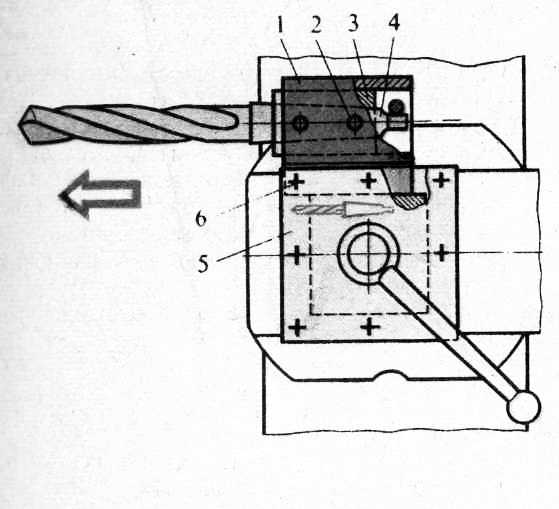
1. ДЕРЖАТЕЛЬ ДЛЯ СТЕРЖНЕВЫХ ИН СТРУМЕНТОВ (СТАНОК 16К20): 1 — держатель. 2 — стопорный винт втулки. 3 — втулка с инструментальным конусным отверстием. 4 хвостовик инструмента. 5 — резцедержатель. 6 — винт резцедержателя
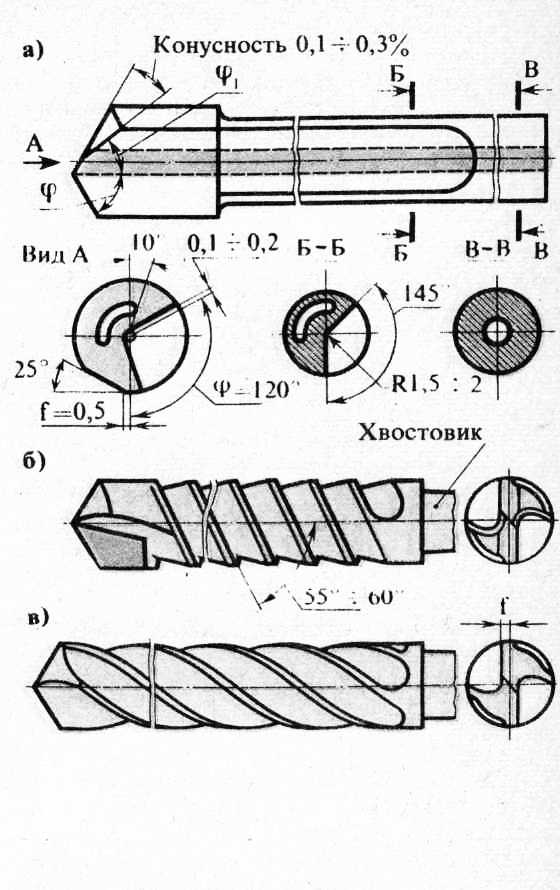
2. СВЕРЛА ДЛЯ ГЛУБОКОГО СВЕРЛЕНИЯ: а —однокромочное («пушечное»). б — шисконое. в четырех ленточное
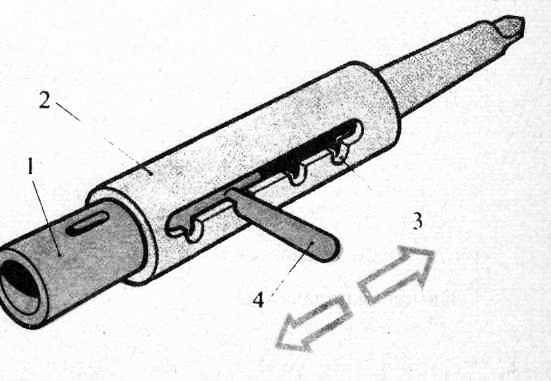
3. ШТЫКОВАЯ ОПРАВКА ДЛЯ ГЛУБОКО ГО СВЕРЛЕНИЯ:
Применяют также шнековые и че-тырехленточные сверла, работающие с минимальным «уводом», благодаря большой поверхности соприкосновения ленточек со стенками отверстия.
При сверлении глубоких отверстий обычными сверлами периодически извлекают сверло из отверстия для очистки от стружки и охлаждения. С целью сокращения времени на ввод и вывод сверла применяют оправку со штыковым затвором.
Подготовка полов под установку станка для обработки металла
Промежуточным этапом процесса запуска любого станка в эксплуатацию является его правильный монтаж. Исходя из массы оборудования, его устанавливают непосредственно на пол либо на возведенное отдельно основание. Место расположения для него подбирается на предприятиях по плану, а в домашних условиях – произвольно, там, где удобно. Подготовка пола под станок – это важный момент, от которого будет зависеть устойчивость агрегата при работе. Основа должна быть достаточно прочной, чтобы выдерживать динамические и статические нагрузки от оборудования. При необходимости проводят ее укрепление.
Характеристики процесса глубокого просверливания
При глубокой обработке соблюдают основные принципы технологического процесса.
Изначально выполняют подбор вращательной скорости сверлильной части оборудования либо максимально возможной скорости резания (подачи сверл).
Следят за обеспечением нормального дробления стружки, выводом содержимого из углублений полностью.
Важным нюансом в момент иссечения отходов считается сохранность резца инструмента. В этой части сверло повреждений иметь не должно, равно как и заусенцев и прочих изъянов. Еще одним ключевым критерием эффективной обработки поверхностей металла является подача охладительно-смазывающей жидкости по правилам.







Поскольку детали сверлятся в сопровождении подачи охладительно-смазывающей жидкости с некоторым давлением и с заданной величиной расхода, в систему вводят работу насосных устройств – маслонасосов либо насосов для перекачивания вязких веществ.
Мощность системы подбирают, основываясь на расходовании жидкости и необходимой величине давления для подачи смазочного средства.
Подача жидкости – непременный пункт технологии:
- Выполняется правильный вывод стружки из рабочей зоны по выводным каналам.
- Понижается сила трения между соприкасающимися элементами.
- Осуществляется выведение излишков тепла, образующегося при процедуре длительного сверления, при этом обеспечивается сохранность сверла.
- Производится дополнительная обработка выемки.
Материал оправки
Расточные оправки делают из стали, тяжелых сплавов на основе вольфрама и твердого сплава. Наиболее популярным материалом является легированная сталь, но некоторые производители используют и углеродистую сталь. Вне зависимости от марки все углеродистые и легированные стали обладают одним и тем же модулем упругости, МПа. Распространенным заблуждением является то, что оправка из стали с большей твердостью или прочностью лучше противостоит упругим деформациям. Как видно из формулы для расчета отжима при растачивании, он не зависит от твердости или прочности материала, а зависит от модуля упругости.
Тяжелые сплавы на основе вольфрама получают методом порошковой металлургии из порошков вольфрама, никеля, железа и меди и др. Модуль упругости таких материалов МПа. Отжим оправок из этих материалов на 50-60% меньше чем у стальных при одинаковом вылете и диаметре оправки и остальных параметрах.
Расточные оправки из твердого сплава обеспечивают наименьший отжим благодаря высокому модулю упругости. Обычно расточные оправки из твердого сплава состоят из 90-94 процентов карбида вольфрама и 10-6 процентов кобальта, соответственно. Модуль упругости таких твердых сплавов МПа.
Виды сверл для глубоко сверления
В сегодняшней технологии металлообработки применяют несколько типов сверл для глубокого сверления деталей.
Рассмотрим основные их типы:
- Пушечные сверла. Характеристики данного типа сверл были рассмотрены выше. В последнее время выпускается инструмент с несколько измененной формой по отношению к традиционной. Это позволяет повысить производительность процесса и качество обрабатываемых деталей. Есть смысл применять пушечные сверла при обработке отверстий небольшого диаметра. Длина отверстий обычно не более 40 диаметров. Точность по IT9, а чистота поверхности составляет 0,09 – 3,5 мкм.
- Ружейное сверло, выполненное как единое целое. Их еще называют монолитные сверла, поскольку они выполнены цельно из твердосплавного материала. Для подвода смазывающе-охлаждающей жидкости внутри сверла имеется специальный проход. Стружка и СОЖ отводятся от детали через наружную винтовую канавку. Их применяют для сверления отверстий до 100 миллиметров. Глубина – до 100хD. Инструмент получил такое название, поскольку раньше его применяли для обработки стволов огнестрельных орудий.
- Ружейное сверло, выполненные по технологии фиксации режущих пластин из твердого сплава методом пайки. Как и другие сверла этого типа обеспечивают высокую точность размеров с минимальным отклонением оси сверления.
- Ружейное сверло, имеющее дополнительные режущие пластины. Такие сверла делают процесс резания более производительным.
- Спиральные сверла с цилиндрическим хвостовиком. Производятся согласно требованиям ГОСТ 886-77. Они имеют удлиненную режущую часть, которая может быть выполнена цельно из быстрорежущей стали либо иметь твердосплавные пластины. Подвод СОЖ может быть как изнутри, так и снаружи. Хвостовик может также иметь цилиндрическую форму.
- Перовые сверла. Их используют для сверления неглубоких отверстий ступенчатой формы.
- Эжекторные сверла. Используют для сверления глубоких отверстий в металлообрабатывающих аппаратах с размещением режущего инструмента в горизонтальной плоскости.
Виды сверления на токарных станках
Условно, существует три вида процесса сверления отверстий на токарном станке по степени вмешательства человека:
- Ручное. Этот способ предусматривает подачу режущего инструмента в зону резания с помощью маховика задней бабки, приводимого в движение мускульной силой человека.
- Механическое. При этом способе обработки отверстий подача сверла осуществляется с помощью механической подачи, поступающей от каретки суппорта к задней бабке через специальное устройство. Не все токарные станки имеют такие устройства и, соответственно, возможность осуществлять механическое сверление.
- С помощью ЧПУ. Полная автоматизация обработки изделий возможна на станках с ЧПУ. На токарном станке с ЧПУ можно совершать обработку отверстий различными способами и инструментами без вмешательства человека.
Глубокое сверление
Глубокое сверление применяется, главным образом, при обработке шпинделей металлообрабатывающих станков для. сверления центрального сквозного отверстия, концентричного по отношению наружной поверхности и предназначенного для, облегчения веса конструкции, контроля внутренней части шпинделя от возможных раковин и других дефектов и для выполнения работ из прутка на револьверных «ганках и автоматах, в которых отверстие служит для пропуска шлифованной штанги, приводящей в движение цангу с прутком.
В револьверных станках и автоматах это отверстие выполняется более тщательно, чем в токарных станках.
Глубокое сверление производится или на токарных станках (короткие отверстия), или на станках типа 2953 и 268, специально предназначенных для глубокого сверления (фиг. 105).
Фиг. 105. Станок для глубокого сверления.
Станок типа 2953 двухшпиндельный, предназначен для сверления отверстий диаметром от 20 до 40 мм, длиной до 1000 мм; число оборотов шпинделя от 335 до 9350 в 1 мин.; мощность мотора — 15,6 Квт.
Станок типа 268 может производить сверление на глубину 2600 мм 1: до 3700 мм.
Числа оборотов шпинделя от 15 до 172,
Мощность трёх моторов 11,6 Квт.
Преимущества специальных станков:
1) осуществление механической подачи сверла, закрепляемого в задней бабке;
2) подвод охлаждающей жидкости к режущей кромке с давлением 5—6 aтм и более, что обеспечивает удаление стружки из глубокого отверстия.
Применяемый для глубокого сверления инструмент — сверло ( фиг. 106) — состоит из штанги 2 длиной L — 1,5—2 м (в зависимости от длины шпинделя), имеющей две канавки для отвода стружки и две канавки для трубок, подводящих охлаждение.
Фиг. 106. Сверло для глубокого сверления.
На конце штанги закрепляется клином с винтами специальная режущая пластина из быстрорежущей стали, имеющая на режущей грани канавки для разламывания и размельчения стружки; эти канавки облегчают удаление стружки охлаждающей жидкостью.
Такие свёрла применяются для диаметров от 28 до 145 мм.
Для меньшего увода оси отверстия рекомендуется сверлить шпиндели с двух сторон. Обычно применяются следующие режимы: скорость резания 18 — 22 м/мин, подача 0,12 — 0,20 мм/об шпинделя.
Для изготовления небольших отверстий можно применять токарные и револьверные станки со спиральными свёрлами, по с подводом охлаждения (фиг. 107);
Фиг. 107. Спиральное сверло с охлаждением.
однако работать спиральным сверлом при глубоких отверстиях трудно, так как его приходится часто извлекать для удаления застрявшей стружки и, кроме того, оно недостаточно прочно и не обеспечивает соблюдения направления отверстия.
Вместо спиральных свёрл лучше применять пушечные свёрла (фиг. 108), которые не имеют центральной перемычки, что облегчает резание. Вершина сверла смещена на 1/4 диаметра, благодаря чему образуется конус, направляющий сверло.
Сверлению пушечным сверлом предшествует предварительное засверливание на некоторую глубину спиральным или перовым сверлом, что должно быть выполнено как можно тщательнее во избежание увода сверла в сторону.
Режимы резания при работе пушечными свёрлами:
скорость 30 — 40 м/мин, подачи 0,01—0,02 мм/об; при таком режиме получается мелкая стружка, которая легко удаляется охлаждающей жидкостью.
Существенный недостаток пушечных свёрл — это малая производительность.
Фиг. 108. Пушечное сверло.






Рассверливание отверстий
Для выполнения операций по сверлению отверстий, диаметр которых составляет с диаметром свыше 25 мм сверление проводят в 2 этапа. Первым этапом сверлят отверстие режущим инструментом меньшего диаметра, а потом — сверлом того диаметра, который необходим для данного отверстия.
Следует учитывать, что диаметр меньшего отверстия следует выбирать таким образом, чтобы он был примерно равен длине режущей кромки 2-го сверла. Такое значение выбирается для того, чтобы значительно снизить силу резания во время обработки детали режущим инструментом большего диаметра.
Для данной операции режущий инструмент подбирается с учетом минимального диаметра отверстия. Стоит помнить, что рассверливанию подвергаются только те отверстия, которые были получены посредством предварительным сверления.
Выполнять рассверливание в случае, когда отверстия были получены штамповкой и другим способами крайне нежелательно, поскольку при этом велика вероятность ухода сверла. В остальном правила и техника безопасности рассверливания совпадают с правилами и техникой безопасности при сверлении отверстий.
Особенности сверления глубоких отверстий — Токарное дело
Особенности сверления глубоких отверстийК
атегория:
Токарное дело
Особенности сверления глубоких отверстий
Глубокими называются отверстия, длина которых превышает диаметр в пять и более раз. Глубокими отверстиями являются, например, сквозное осевое отверстие в шпинделе токарного станка, отверстие пиноли задней бабки, осевые отверстия в прогреваемых прокатных валках и др.
Часто к глубоким отверстиям предъявляются высокие требования по прямолинейности оси, но точности формы и размеров. При глубоком сверлении сверлом обычной конструкции неизбежен «увод» сверла в сторону из-за разности радиальных усилий на режущих кромках и это может привести к «разбивке» отверстия (увеличению диаметра), хотя ось отверстия остается прямой.
Поэтому для сверления глубоких отверстий применяют специальные — «пушечные» сверла с прямой стружечной канавкой. Сверло хорошо направляется в отверстии благодаря большой поверхности соприкосновения спинки сверла с обработанной поверхностью отверстия. Охлаждающая жидкость от насоса поступает к режущей кромке через сквозной канал в сверле, охлаждает режущую кромку сверла и принудительно удаляет стружку.
1. ДЕРЖАТЕЛЬ ДЛЯ СТЕРЖНЕВЫХ ИН СТРУМЕНТОВ (СТАНОК 16К20): 1 — держатель. 2 — стопорный винт втулки. 3 — втулка с инструментальным конусным отверстием. 4 хвостовик инструмента. 5 — резцедержатель. 6 — винт резцедержателя
2. СВЕРЛА ДЛЯ ГЛУБОКОГО СВЕРЛЕНИЯ: а —однокромочное («пушечное»). б — шисконое. в четырех ленточное
3. ШТЫКОВАЯ ОПРАВКА ДЛЯ ГЛУБОКО ГО СВЕРЛЕНИЯ:
Применяют также шнековые и че-тырехленточные сверла, работающие с минимальным «уводом», благодаря большой поверхности соприкосновения ленточек со стенками отверстия.
При сверлении глубоких отверстий обычными сверлами периодически извлекают сверло из отверстия для очистки от стружки и охлаждения. С целью сокращения времени на ввод и вывод сверла применяют оправку со штыковым затвором.