
Нормативные документы
Нормативные документы, которыми необходимо руководствоваться для демонтажа, такелажных работ, перевозки и монтажа и пусконаладки трансформатора:
ГОСТ12.3.009—76 «ССБТ. Работы погрузочно-разгрузочные. Общие требования безопасности»
Руководство по креплению технологического оборудования фундаментными болтами (СН 471-75)
ГОСТ 24379.0-2012.Болты фундаментные. Общие технические условия.
СНиП 3.05.05-84 Технологическое оборудование и технологические трубопроводы
ВСН 362-87 Изготовление, монтаж и испытания технологических трубопроводов до 10 МПА
ВСН 70-79 Инструкция по монтажу и испытанию трубопроводов диаметром условного прохода до 400 мм включительно на давление свыше 9.8 до 245 МПА
СН 527-80 Инструкция по проектированию стальных трубопроводов до 10 МПА
ГОСТ 21.401-88 Система проектной документации для строительства. Технология производства. Основные требования к рабочим чертежам
Сборник Е26 Монтаж технологических трубопроводов
Мы профессионально произведем такелаж токарного станка в Москве и Московской области, также у нас есть партнеры по Всей России и стран СНГ, а также сделаем демонтаж токарного станка, установим фундамент под токарный станок, осуществим ТО токарного станка и его модернизацию.
Как правильно установить резец на токарный станок?
Для чего нужна правильная установка резца на токарный станок и как правильно осуществить монтаж? Основные правила, а также некоторые тонкости.
Весь ход процесса точения на токарных станках от самого начала и вплоть до окончательного результата в основном определяется грамотной установкой резца в резцедержателе. В противном же случае при его неправильном положении станку грозит довольно быстрый износ режущей кромки.
Не редко также из-за этой неполадки возникают серьёзные поломки оборудования, которые часто влекут за собой следом ощутимые материальные убытки на производстве.
Перед началом необходимо сперва тщательно очистить опорные поверхности держателя. Главное правило установки резца на токарный станок по сути заключается в том, что его вершина обязательно должна находиться на уровни линии центров станка.
Помните, что установка ниже этой линии приведёт к выталкиванию детали из центров при набегании, а установка выше – к недопустимому нагреву и крайне быстрому износу.
Но в иных случаях для дополнительного улучшения работы резца допускаются незначительные отклонения. К примеру, в процессе черновой обработки деталь устанавливают с небольшим превышением над уровнем центров, составляющем от 0.3 до 1.2 мм (зависит исключительно от диаметра обрабатываемого изделия).
Совершенно другой случай – чистовое точение, при котором установка резца осуществляется со снижением на аналогичную величину.
Будучи закреплённым в резцедержателе не менее, чем двумя болтами, резец необходимо подвести строго к центру задней или же передней бабки и отрегулировать по высоте, подстилая при этом под него не более трёх подкладок. Это придаст максимальную точность при установке детали.
Отдельного упоминания также заслуживают сами подкладки: их следует подготавливать целым комплектом сразу же заблаговременно. Не стоить их заменять на куски металла или же другие иные материалы.
Подкладки нужно класть на опорную поверхность резцедержателя, при этом контролируйте вылет резца – он не должен превышать 1.5 высоты стержня, в противном случае вибрации детали при работе станка не избежать.
Дальнейшая регулировка резца на необходимую глубину может быть произведена двумя путями: методом пробных стружек или с лимбом поперечной подачи. Выбирая первую технологию, резец подводят вплотную до первого касания к поверхности вращающейся детали.
После чего он отводится вправо и далее глубина резания устанавливается уже глаз. Если диаметр проточки детали после этого вышел больше необходимого, всё повторяется с новой глубиной резания до получения требуемого результата.
Видео: подгонка (установка) резцов под токарный станок.
Republished by Blog Post Promoter
Часовой индикатор
Когда при настройке станка необходимо выявить очень незначительные отклонения, воспользуйтесь часовым индикатором, способным показывать отклонения вплоть до 0,01 мм. Этот измерительный инструмент порой стоит немало, но даже недорогой часовой индикатор вполне подойдет для наших задач.
Чтобы индикатор в процессе выполнения измерений был неподвижен, потребуется соответствующее приспособление. Вы можете приобрести одно из готовых приспособлений, такое как Super Ваг (первое фото внизу), или самостоятельно изготовить приспособление для установки ножей фуговального станка (второе фото внизу).
ПРОСТЫЕ ПРИСПОСОБЛЕНИЯ ЗАСТАВЯТ ЧАСОВОЙ ИНДИКАТОР РАБОТАТЬ НА ВАС

Прикрепите часовой индикатор к приспособлению, которое может перемещаться вдоль паза для углового упора. Передвигая его в пазу, вы сможете проверить, является ли параллельный упор действительно параллельным.

Сравнивая результаты измерений на переднем столе и ножах станка, вы сможете убедиться, что все они расположены на одной и той же высоте.
Установка фрезерных станков на фундаменты.
Установку фрезерных станков на обычные фундаменты необходимо производить после затвердевания бетона. Перед установкой станка фундамент должен быть размечен по габаритным размерам станка в плане.
Из-за недостаточной плоскостности фундамента следует использовать металлические прокладки толщиной 3—10 мм или стальные клинья с уклоном 4—5° (рис. 65, а), количество и расположение которых указывается в чертеже. Обычно клинья рекомендуется устанавливать по периметру станины через 500—700 мм друг от друга.

Проверку горизонтальности станка в продольной и поперечной плоскостях выполняют по устанавливаемым в нескольких местах уровням и подбивкой клиньев добиваются, чтобы точность установки соответствовала нормируемой, т. е. 0,04 мм на 1000 мм длины станины.
Рис. 65. Регулировка положения станка на фундаменте:
а — вбиванием клина молотком, б — перемещением клина винтом; 1 — станина, 2 — клин, 3 — подошва клина, 4 — фундамент
Тяжелые фрезерные станки монтируют на башмаках (рис. 65, б), представляющих собой регулируемые винтом двойные клинья.
После окончательной выверки станков затягивают болты или под опорную поверхность станины заливают цементный раствор.
Фрезерные станки с ЧПУ, в том числе и фрезерно-сверлильно-расточные станки с ЧПУ и автоматической сменой инструментов (обрабатывающие центры), устанавливают на фундаменты с закреплением анкерными болтами или на виброопоры (легкие станки) (рис. 66).
Рис. 66. Установка фрезерного станка на фундаменте:
а — с креплением фундаментными болтами, б — на виброопоры
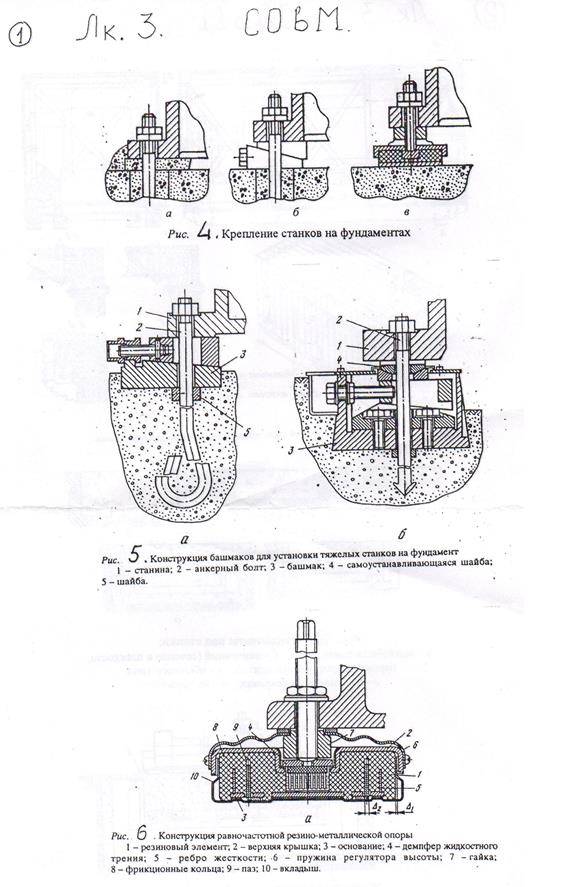
Рис. 67. Резинометаллические виброопоры:
а — равночастотная, б — упруго-жесткая; 1 — упорный винт, 2 — резьбовая регулировочная втулка
В настоящее время известно большое количество виброопор, различающихся материалом упругого элемента (резиновые, резинометаллические, металлические с пружинами из фетра, пробки и т. п.) и конструктивным решением. Среди резинометаллических опор наиболее распространенными являются равночастотные опоры ЭВ-31 и ОВ-33 (рис. 67, а).
Для равночастотных опор жесткость примерно пропорциональна нагрузке, и поэтому частота собственных колебаний станка мало зависит от нагрузки на опору. Это существенно упрощает подбор опор, так как не нужно вычислять опорные реакции от массы станка, а требуется лишь определить, не превышает ли нагрузка на опору предельно допустимую. Преимуществами равночастотных опор по сравнению с опорами с линейной характеристикой является и то, что изменение массы детали или перемещение тяжелых узлов станка не вызывает перегрузки опор. Поэтому один типоразмер может использоваться для установки разных машин.
Для изменения жесткости опоры в различных направлениях, а это особенно важно для станков с тяжелыми реверсируемыми узлами или работающих с ударными нагрузками, в опору можно вставлять специальный вкладыш. Виброопоры имеют устройство для выверки станка по уровню; для различных опор величина регулировки по высоте колеблется от 8 до 15 мм. Специальная конструкция нижнего основания опор обеспечивает хорошее сцепление с поверхностью пола
Срок службы виброопор составляет не менее 10 лет
Специальная конструкция нижнего основания опор обеспечивает хорошее сцепление с поверхностью пола. Срок службы виброопор составляет не менее 10 лет.
Точность установки станка на резинометаллических опорах из-за ползучести резины с течением времени теряется. Для уменьшения потери точности на опорах следует закреплять контргайки, а через три-четыре дня после установки повторно выверять станки по уровню. Выверка станка производится при среднем положении подвижных узлов.
Станок, установленный на упругих опорах, может наклоняться при перемещении подвижных узлов. Поэтому при проверке установки станка на его соответствие нормам точности необходимо использовать два уровня — один устанавливать на недеформируемую часть станины для регистрации общего наклона станка на опорах, другой —на неподвижном узле станка. Выверка производится по разности показаний этих уровней.
При значительных углах наклона целесообразно применять упруго-жесткие опоры (рис. 67,б), позволяющие без изменения базирования станка быстро переходить от упругой установки к жесткой.
Это достигается вращением винта 1 до упора его в основание; регулировка по высоте выполняется вращением резьбовой втулки 2.
Источник
Допустимые отклонения от стройзадания.
Стройзадание является проектным заданием для разработки фундамента и определяет конструкцию только верхней части. Верхняя часть, поверхность для установки станка должна быть ровной, «гладкой», без уклонов и выпуклостей. Допустимые отклонения: — установочных поверхностей на фундаменте, возведенных до проектной отметки: По плоскости в любом направлении +-0,2/500 мм По высоте -5 мм По уклону 1/1000 мм Строители обычно творчески относятся к изготовлению фундамента, требования на чертежах не читают — а делают по сантиметровым строительным допускам
Внимание!!!!! Станок, установленный на полу при отсутствии фундамента без выверки по уровню и без крепления к полу, через короткое время теряет свою точность, изнашиваются направляющие и в результате станок требует ремонта. Подготовительные работы с опорами
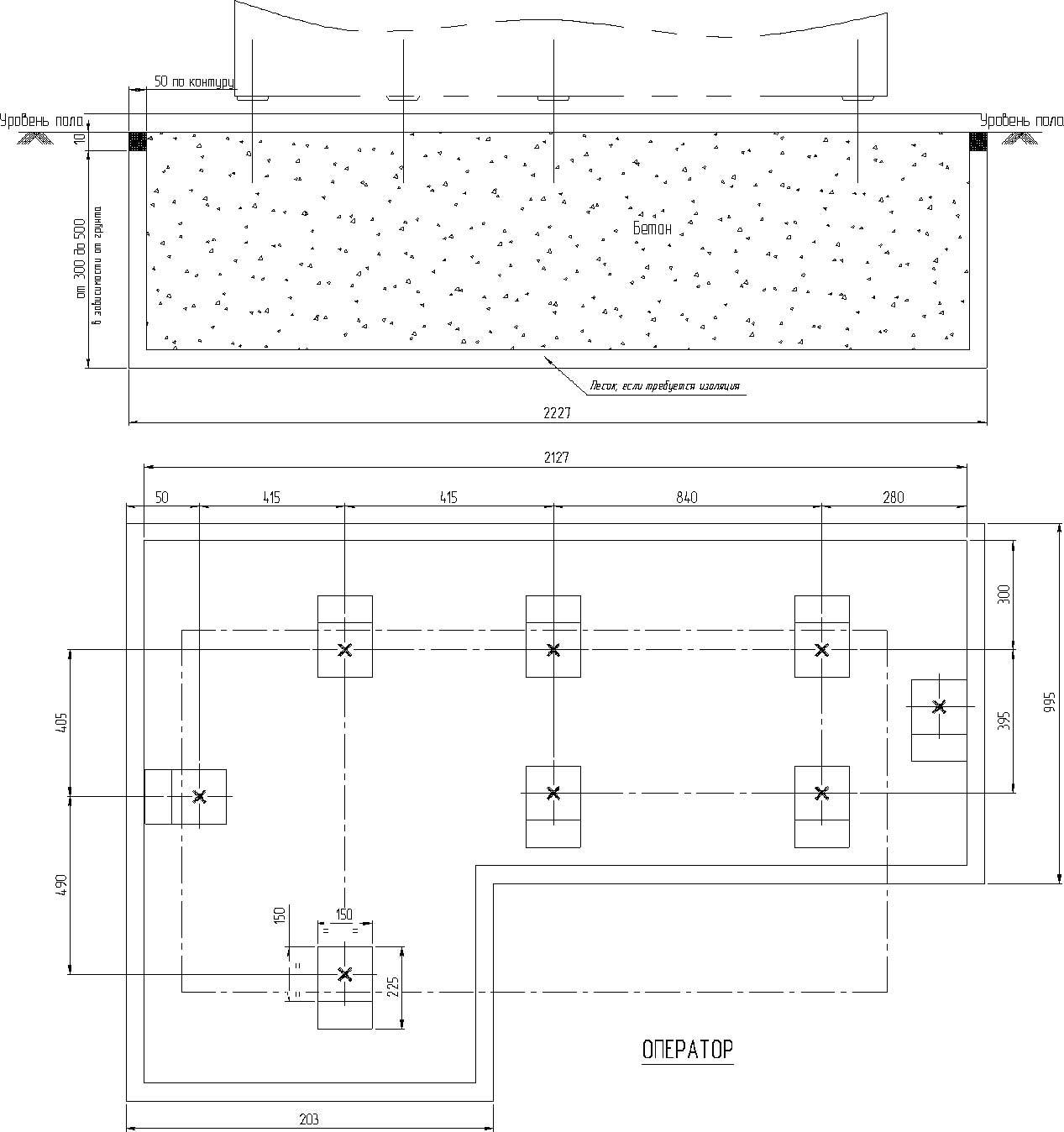
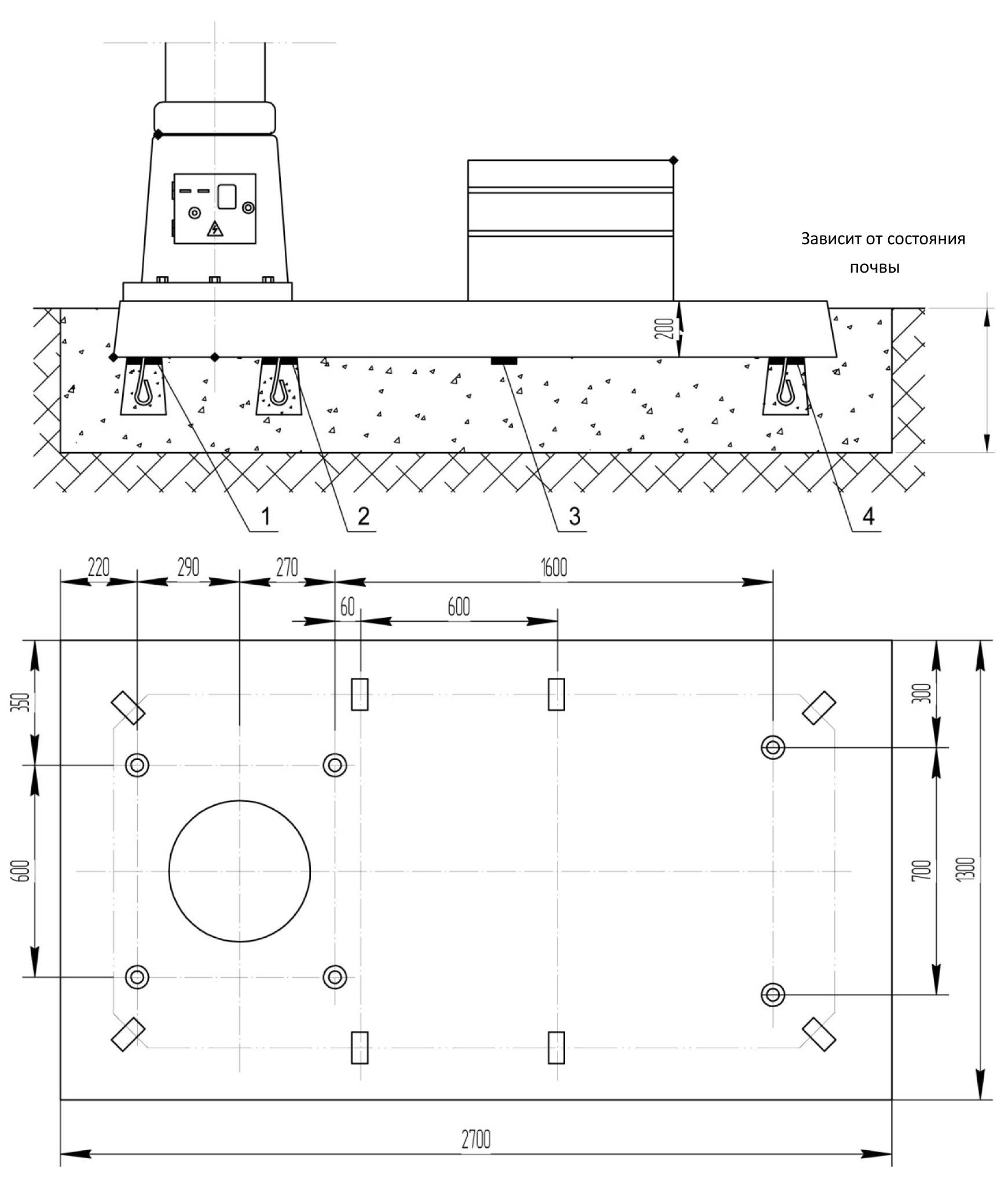
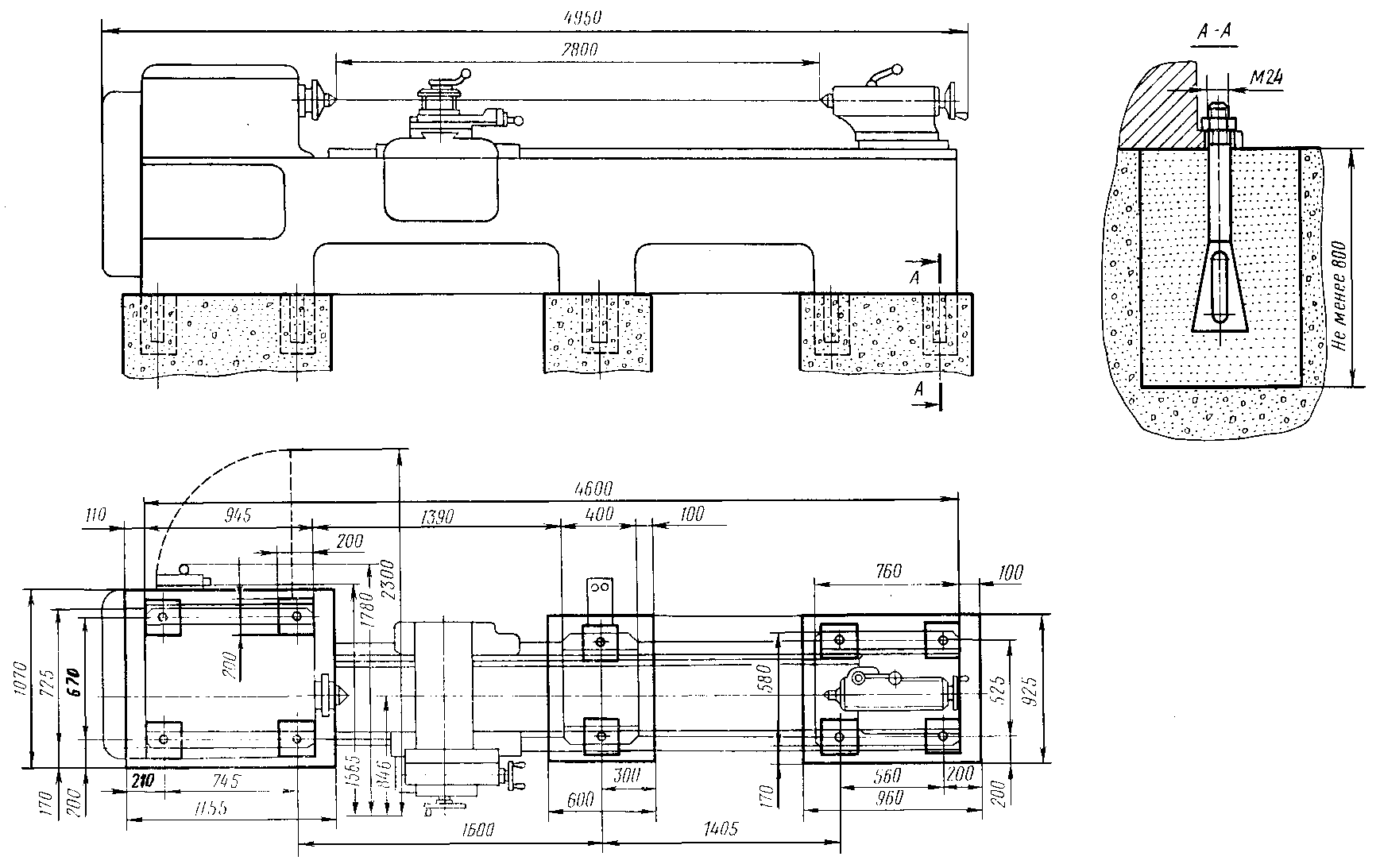
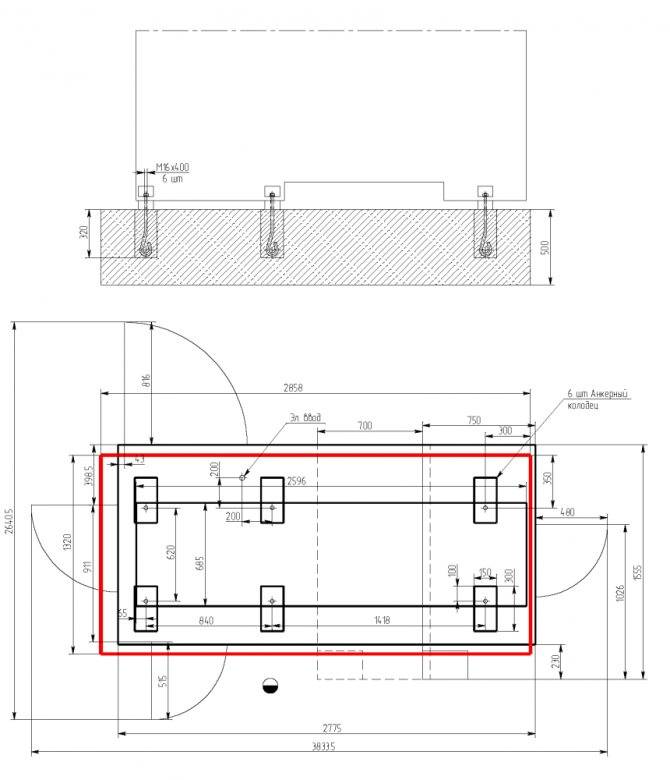
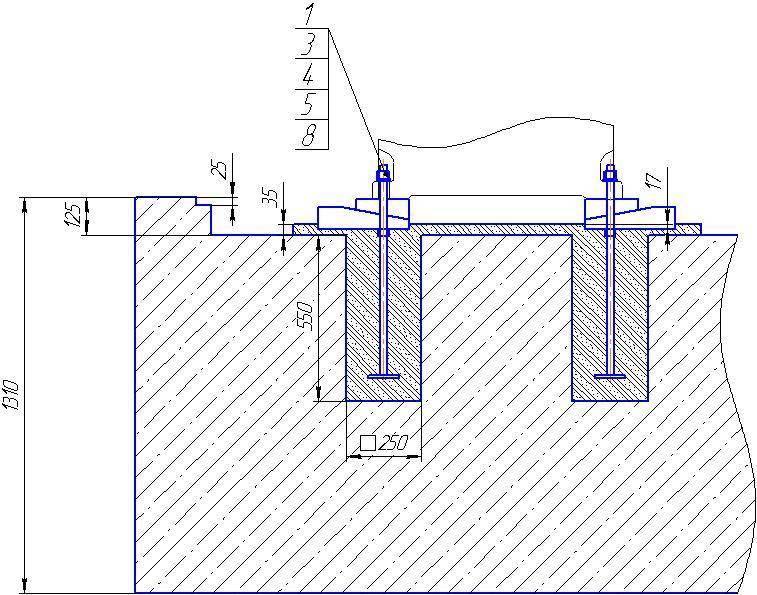
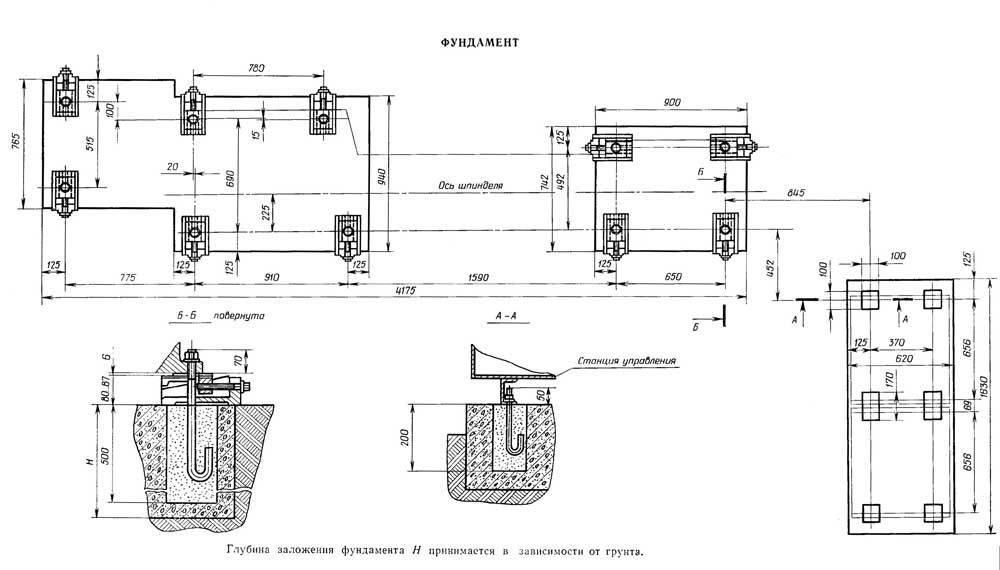
Подготовка клиновых башмаков заключается в снятии консервационной смазки, краски и грязи с рабочих поверхностей, особенно обратить внимание на наклонные и прилегающие к станине. Смазка наклонных поверхностей консистентной смазкой. Установка клиновых башмаков в крайнее нижнее положение. Монтаж станка. Очистить нижнюю поверхность станины станка от консервации и грязи, особенно места прилегания клиновых башмаков. Установить станину станка на четыре вспомогательные опоры, расположенные по углам станины между анкерными колодцами фундамента, согласно документации так, чтобы отверстия в станине совпадали с центрами анкерных болтов в анкерных колодцах фундамента. Высота вспомогательных опор должна быть на 5 мм меньше высоты клиновых башмаков в нижнем положении. Собрать всю структуру станка (стойка, стол, шпиндельная бабка, магазин инструментов, телескопическая защита) и часть кабинета, которая не будет мешать заливке бетоном анкерных колодцев. Установка и выверка станка. Установить стол станка по центру перемещений. Используя станочный уровень, установленный в центре стола в двух взаимно перпендикулярных положениях, выставить станок на четырёх вспомогательных опорах с точностью 0,1/1000 мм с помощью домкрата и стальных прокладок толщиной 0,5 – 1 мм. Используя анкерные болты с приваренными шайбами для поддержки клиновых башмаков, привернуть все клиновые башмаки к станине станка (см. чертёж). Площадь в плане анкерного колодца должна быть больше площади клинового башмака. Клиновые башмаки должны быть в нижнем положении. Залить анкерные колодцы водой для пропитки фундамента вокруг колодцев. Выдержать с водой 8 часов. Заполнить анкерные колодцы малоусадочным бетоном марки не ниже М300. Уплотнить вибратором и подлить вручную бетон под клиновые башмаки так, чтобы он стоял на щебне бетона и был залит по всей нижней поверхности башмака. Выдержать залитый в анкерные колодцы бетон 4 дня постоянно влажным для лучшего затвердевания. Ослабить крепёжные гайки на анкерных болтах. Поднять станок с помощью клиновых башмаков, чтобы убрать вспомогательные опоры. После 7 дней выдержки бетона, залитого в анкерные колодцы, можно выставить станину станка в горизонтальной плоскости в соответствии с сертификатом качества на данный станок с помощью домкрата, клиновых башмаков и станочного уровня 0,02/1000 мм. Верх фундамента между клиновыми башмаками заровнять цементным раствором и «зажелезнить». Окончательно затвердевший и выдержанный фундамент покрасить маслостойкой краской для предохранения от разрушающего действия масла и СОЖ. Произвести затяжку гаек на анкерных болтах динамометрическим ключом с моментом, указанном в таблице. При этом, следить за тем, чтобы уровень не изменял показаний при равномерном затягивании гаек.
Фундаменты для фрезерных станков, обрабатывающих центров, расточных и шлифовальных станков могут сильно отличаться по конфигурации и требованиям, будут рассмотрены в дальнейших статьях
Фундаменты группового и индивидуального типа
На сегодняшний день фундаменты под монтаж оборудования могут быть индивидуальные и групповые.
Что касается группового вида, то данный фундамент предназначается для размещения нескольких промышленных агрегатов легкого или среднего веса — до 8 тонн. При этом у них должна быть жесткая станина, нормальная точность работы, а эксплуатироваться они должны в основном в статическом режиме. Толщина обычно составляет от 150 до 250 мм. Жестко станиной считается та, у которой соотношение длины к высоте — не более чем 2 к 1.
Что же касается строительства фундамента под оборудование индивидуального типа, то в данном случае на основание устанавливается механизм, масса которого позволяет его отнести к среднему или тяжелому классу. Кроме этого, обычно такие механизмы характеризуются динамическими нагрузками среднего или значительного класса. Такое основание не только успешно гасит вибрации, но и изолирует агрегаты друг от друга
Это важно, так как в таком случае отсутствует колебания между ними
Можно добавить, что машины, которые имеют средний или легкий вес, а также характеризуются статическим периодом работы, нередко монтируются прямо на железобетонный пол или же перекрытие. Если необходимо такое основание, можно дополнительно усилить бетонной стяжкой, чтобы не заливать отдельный фундамент.


Выбор места для установки станка
В большинстве случаев машины устанавливаются таким образом, чтобы обеспечивался свободный подход к ней с любой стороны. Станки, на которых обрабатываются крупногабаритные заготовки, размещаются поблизости от транспортных магистралей или непосредственно под подъёмными устройствами. Это позволяет транспортировать готовые изделия на склад без риска их повреждения, поскольку отсутствует этап промежуточной транспортировки.
Важным моментом является также близость расположения распределительного электрощита. Чем ближе к распределителю размещается станок, тем короче электрические кабели. В этом случае они не мешают передвижению персонала и транспортных средств по цеху. Иногда кабели укладываются в специальные паттерны, проделываемые в полу и закрываемые стальными листами. Если на предприятии используется система централизованной подачи смазочно-охлаждающей жидкости, то в эти паттерны укладываются также шланги, по которым СОЖ подаётся к станкам.
Устройство фундаментов под технологическое оборудование: общие правила
Сооружение фундамента под промышленное оборудование предполагает строительство конструкции с оригинальными качествами, а именно:
- Значительной массой – чем больше вес основания, тем выше сопротивляемость вибрации.
- Повышенной прочностью – чем выше стойкость к статическим и динамическим нагрузкам, тем больше период эксплуатации и самого фундамента, и смонтированного на основании оборудования.
- Высокой устойчивостью к агрессивным средам – чем выше инертность хотя бы верхних слоев фундамента, тем дольше он прослужит в роли основания для станка или механизма.
Причем указанные характеристики дополняются еще и минимальными допусками по габаритам фундамента. То есть, на «своем месте» должны находиться не только болты, с помощью которых производится установка оборудования на фундамент – отклонения от расчетных габаритов (длинны, высоты, ширины) должны сводиться к минимуму.
Разновидности конструкций оснований
Подобный набор характеристик могут обеспечить только следующие разновидности конструкций фундаментов:
- Бесподвальное основание плитного типа, гасящее вибрацию своей массой. Такие фундаменты можно залить в опалубку только на первом этаже цеха. Подобная конструкция обойдется в значительную сумму, поскольку на сооружение цельного основания плитного типа тратят максимальный объем строительного материала. Однако самые крупные станки и механизмы монтируют только на таких фундаментах.
- Подвальное основание-перекрытие, монтируемое на втором этаже и выше. Такой фундамент гасит вибрацию, передавая колебания на каркас самого цеха (посредством контакта с межэтажным перекрытием). По сути – это такая же плита, только не залитая, а собранная из железобетонных изделий, установленных на балки межэтажного перекрытия. Подобное основание способно противостоять только статическим нагрузкам или вибрации с минимальной амплитудой.
- Стенчатый фундамент, развивающий идею ленточного основания. Несущую нагрузку и вибрацию в данном случае принимают несущие стены или внутренние перегородки. Как правило, подобные фундаменты подводят под механизмы, расположенные на втором этаже цеха.
- Основания рамного типа (с балочным ростверком). Такая конструкция выдерживает высокочастотную вибрацию. Поэтому в большинстве случаев фундаменты для ударных механизмов имеют «рамную» конструкцию. Ведь в опоры рамы можно вмонтировать демпферы, гасящие вибрацию.
Конструкционные материалы оснований
Разумеется, основания подобного качества невозможно соорудить из первого попавшегося стройматериала.
И в большинстве случаев такие фундаменты строят из:
- Железобетона (методом заливки в опалубку).
- Железобетонных блоков (методом сборки с перевязкой).
- Металла (сборка свайной конструкции с рамным ростверком).
- Железобетона и металла (бетонные сваи или блоки и металлический ростверк).
Подвальные, бесподвальные и стенчатые фундаменты создают из железобетона или железобетонных блоков. Причем железобетон производят на основе раствором М200-М300 (для станков с минимальной массой), или М300-М400 (для действительно тяжелого оборудования). Рамные основания можно собрать из любой разновидности вышеупомянутых материалов.
Расчет фундамента под оборудование
Любое строительство начинается с расчетов самой важной части дома – его фундамента. И сооружение нового рабочего места начинается с расчетов основания под станок или механизм
Характеристики грунта вычисляют на основе инженерно-геологических изысканий, в процессе которых определяют глубину залегания грунтовых вод, состав почвы, глубину промерзания и так далее.
Статическая нагрузка определяется массой оборудования, вычисляемой по спецификации станка или механизма. Динамическая нагрузка определяется по расчетному давлению на ростверк фундамента.
Причем указанное давление, генерируемое массой станка, корректируют с помощью двух коэффициентов:
- Константы условий работы (от 0,5 для кузнечного молота, до 1,0 для токарно-винторезного станка).
- Константы осадки грунта (от 0,7 до 1,0 – в зависимости от влажности почвы).
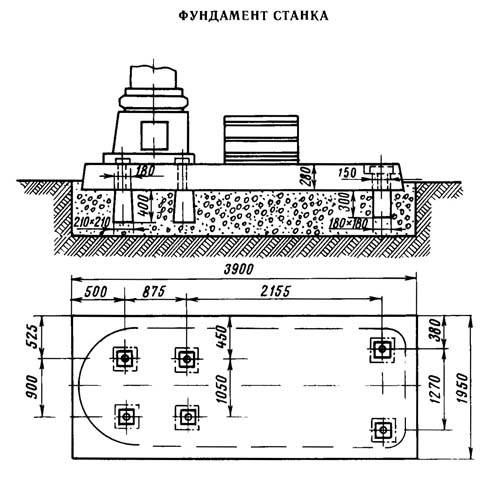
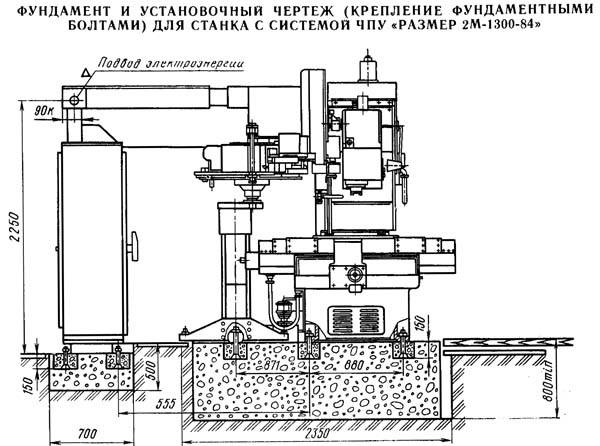
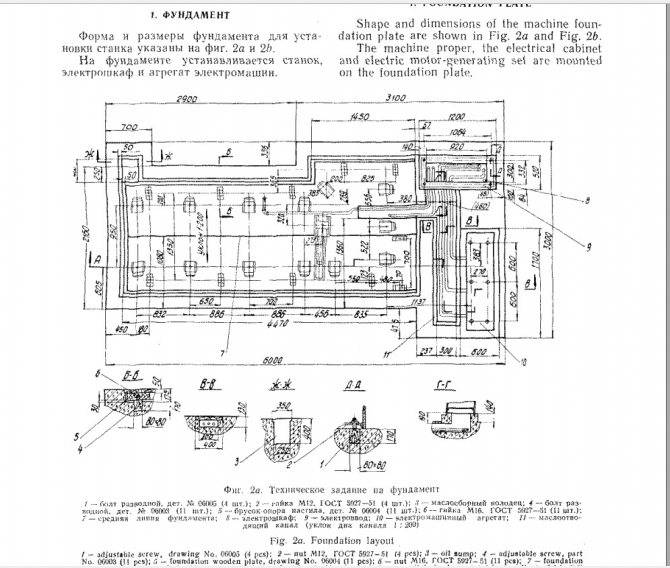
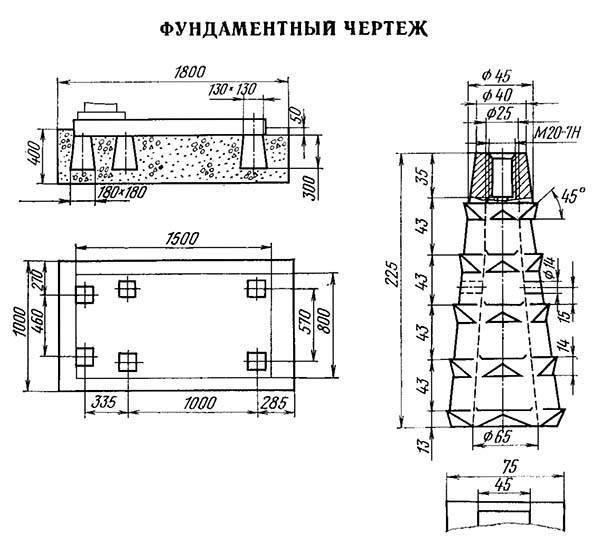
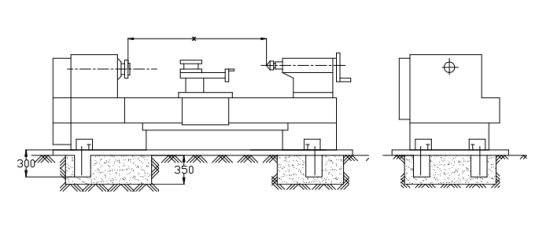
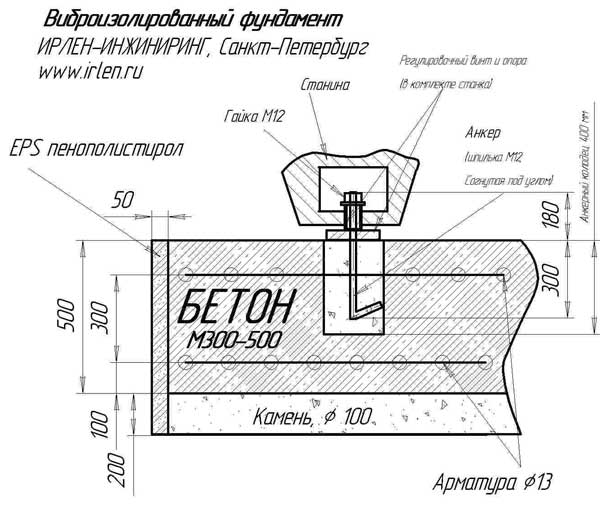
Фундамент, описание технологии подготовки фундамента для токарных станок с ЧПУ
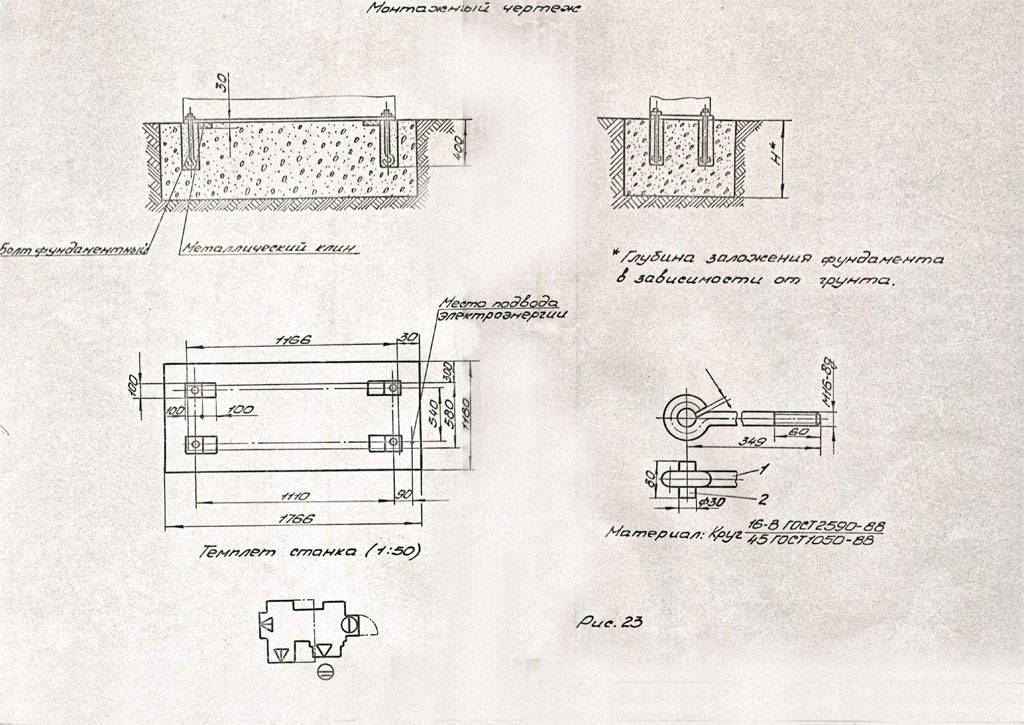
Общие требования к фундаменту. Фундамент служит основанием станка, обеспечивающим максимальное использование его возможностей по производительности и точности в течении длительного срока, исключающим влияние станка на работу соседнего оборудования. Для этого необходимо чтобы фундамент при удобном размещении и прочном закреплении станка отвечал требованиям обеспечения уровня колебаний, передаваемых от станка. Жесткость закрепления станка на фундаменте оказывает существенное влияние на точность станка при резании. Основное требование, предъявляемое к установке на фундамент высокоточного станка, является обеспечение надежной защиты от колебаний по полу на фундамент, то есть устройство виброизоляции. Фундамент для станка должен быть изготовлен в соответствии со строй заданием на фундамент, указанном в документации на станок. Крепёжные детали (анкерные болты) для установки станка на фундамент поставляются со станком или должны быть изготовлены покупателем станка согласно прилагаемой документации.

Разновидности оснований
Для установки агрегатов используют разные фундаментные конструкции, соответствующие выдвигаемым нормами требованиям.
На практике машины устанавливают в основном на разновидностях опорных конструкций, представленных в таблице далее.
| № | Тип фундаментной конструкции | Характеристика возведенной основы |
|---|---|---|
| 1 | фундамент-плита без подвала | заливается только на первом этаже, обходится дорого из-за значительного расхода строительных материалов и больших трудовых затрат, но своей массивностью хорошо гасит возникающие вибрации |
| 2 | рамная основа, оснащенная ростверком из балок | способна без негативных последствий выдерживать колебания высокой частоты, поэтому часто используется под установку механизмов ударного принципа действия |
| 3 | стенчатая опорная конструкция (является модификацией оснований ленточного типа) | ее возводят со второго этажа, действующая нагрузка от агрегатов при таком строении опоры принимается внешними (несущими) стенами, а также внутренними перегородки |
| 4 | основание-перекрытие, имеющее подвал | устраивается выше первого этажа, передает (возникающие в процессе работы машин) вибрации межэтажным перекрытиям (каркасу постройки), способно выдерживать лишь нагрузки статического типа либо колебания с незначительной амплитудой |
Наиболее современный вариант под легкие или средней тяжести механизмы – это устройство оснований с пружинами или виброопорами других типов, гасящими возникающие во время работы агрегатов колебания. Демпферы (гасители вибраций) особенно легко можно устанавливать под основы рамного типа.
По своей сути основание-перекрытие, обустроенное подвалом – это та же плита, только построенная из готовых железобетонных блоков, укладываемых на балки перекрытия.
Приведенные фундаментные конструкции разделяют на 2 типа:
- бесподвальный (у него практически полностью отсутствует часть, располагаемая над полом);
- подвальный ( с хорошо развитым надземным отделом).
Последний вариант может иметь стенчатую либо рамную формы. Он характеризуется большой высотой над плоскостью пола.
Фундаменты по конструкции могут быть также сборными, монолитными, сборно-монолитными. По форме они бывают таких видов:
- прямоугольные;
- ленточные;
- ступенчатые;
- фасонные;
- трапециевидные.
В качестве фундаментов под агрегаты с периодическим характером действующих нагрузок возможно использование свай разных типов. Поверх опор обустраивают плитный или ленточный ростверк. Монтировать механизмы ударного типа работы нужно на сплошные железобетонные сваи.
Расстояния между устанавливаемыми столбами регламентируются СП 24.13330. Оно не должно превышать 10 их диаметров. Рассчитать колебания свайных оснований можно, руководствуясь соответствующими подразделами этого документа.
В качестве элементов сборных конструкций применяют разные блоки и плиты (пустотелые либо сплошные).
Индивидуальные и групповые фундаменты
Оборудование монтируют на индивидуальные либо групповые фундаментные конструкции.
Групповые фундаменты предназначены для установки на них нескольких механизмов легкого или среднего веса (до 8 т) с жесткой станиной и нормальной точностью работы, эксплуатируемые с преобладанием статических сил. Толщина их обычно составляет 150-250 мм. Они выполняют зачастую только роль оснований. Единой опорой выступают в основном бетонные (или железобетонные) полы. Но встречаются на практике и другие варианты конструкций.
Станины механизмов считаются жесткими при соотношении их длины к высоте, не более чем 2 к 1.
Основания индивидуального типа строят под точное оборудование, обладающее средней или тяжелой массой, которое работает с динамическими нагрузками умеренной либо значительной величины. Такие опоры кроме отведения вибраций от машин и обеспечения правильного их рабочего положения, еще и изолируют агрегаты друг относительно друга. Это препятствует передаче колебаний между ними.
Легкие машины, либо средней массы агрегаты с преобладающим статическим видом нагрузок, нередко монтируют непосредственно на пол или межэтажное перекрытие (так называемый фундамент первого типа). В случае необходимости такую основу усиливают бетонной стяжкой (с укладкой арматуры при этом), увеличивая также ее толщину.
Кто осуществляет наладку
Наладка станка с ЧПУ на обработку – сложная задача, выполнением которой занимается квалифицированные сотрудник, имеющий техническую подготовку.
Для успешной настройки станочного оборудования, наладчику ПУ требуется:
В обязанности наладчика входит программирование и запуск управляющих систем, а также проверка электроники и механики настраиваемых аппаратов в процессе эксплуатации. Он должен не только иметь теоретические знания о том, как настроить аппарат, но и обладать практическим опытом.
На должность наладчика обычно принимают людей с высшим образованием в области:
Наладчикам периодически необходимо проходить повышение квалификации. Это условие требуется в связи с периодическим обновлением станочных токарных приборов, их модернизацией, а также выпуском новых моделей.
Разные виды агрегатов
При устройстве фундамента под оборудование, необходимо понимать, что в настоящее время существует огромное количество разных машин, которые объединены в группы. Для каждой группы необходимо создавать основание по своим правилам и с разными требованиями.
В настоящее время существуют следующие виды групп, для которых нужно возводить отдельные фундамент.
- Агрегаты, у которых имеется криво-шатунный механизм. Сюда можно отнести поршневые компрессоры, лесопильные рамы и прочее.
- Отдельной группой выступают турбоагрегаты, к примеру, турбокомпрессоры.
- Некоторое электрическое оборудование, такое как моторы-генераторы также нуждаются в основании.
- Обустраивается фундамент под промышленное оборудование прокатного типа.
- Отдельной группой выступают станки для резки металла и прессы разного предназначения.

Установка инструмента
Первый этап наладки – установка инструментов. Но начинать с установки можно только после очистки комплектующих от пыли, стружки и других загрязнений компоненты оборудования. Для этого рекомендуется использовать:
Затем необходимо поместить заглушки в гнезда и отверстия с резьбой, использование которых не планируется. После этого следует убедиться, что винты находятся в исправном состоянии. Затягивая кулачки, нужно заблокировать вращение патрона. Это условие обеспечивается при помощи привода. Ключи, используемые для закрепления оборудования при установке, должны находиться в исправном состоянии.
Армирование фундамента под оборудование
Для того чтобы качественно и правильно провести армирование фундамента, необходимо знать несколько основных пунктов:
- Чтобы добиться максимальной прочности от армирования, необходимо закреплять прутья в «клеточку».
- В данном случае рекомендуется не использовать сварку для соединения прутьев, а скреплять их при помощи проволоки. Таким образом можно снизить количество швов и более хрупких соединений.
- Можно сделать конструкцию еще более прочной, если в углах конструкции загибать арматуру. Кроме того, само соединение лучше всего производить внахлест.
Стоит также отметить, что армирование фундамента разного типа производится разными методами. Наиболее трудоемкий — процесс армирования ленточного фундамента. Он требует больше всего затрат и строительных материалов. Можно проводить армирование плитного фундамента. Однако данный процесс достаточно сложный, а также требует высокой квалификации специалиста. Кроме того, рекомендуется иметь опыт такой работы.
Подготовительные работы перед монтажом токарного станка
Токарный станок, как правило, поставляется в единой целостной упаковке или коробке. В зависимости от вида станка, его назначения, а, следовательно, веса и размера работы по монтажу также могут быть различными. После получения станка в производственный цех следует:
- произвести расчеты по величине и плотности опоры для станка;
- подготовить место для установки станка;
- правильно распаковать станок, используя чалки или другой гидравлический инструмент.
Основная задача токарного станка – это ровная, прочная устойчивая опора, необходимая для обработки металлов. Поэтому все работы по установке сводятся к обеспечению максимальной степени устойчивости, прочности и надежности
Очень важно погасить все возможные вибрационные эффекты, возможные в ходе выполнения работ





