Виды преобразователей
Согласно тому, какая электрическая схема используется в данной конкретной модели преобразователя, все сварочные выпрямители подразделяются на следующие группы:
- выпрямители под условным обозначением «ВДМ», состоящие из понижающего трансформатора, мощного диодного мостика и сглаживающего конденсатора, имеющие всего один выход (пост);
- универсальные выпрямители, изготавливаемые по многопостовой схеме и подключаемые к сети 3-х фазного напряжения;
- выпрямители типа «инвертор», относящиеся к категории сложных электронных устройств с импульсным преобразованием входного напряжения.
Каждая из указанных разновидностей сварочных выпрямителей имеет свои достоинства и недостатки и применяется в соответствующих их техническим характеристикам условиях.
Однопостовые
Так, однопостовые аппараты отличаются относительно невысокой ценой, но при этом имеют один существенный недостаток, заключающийся в небольшой длительности непрерывной работы.
Они рассчитаны на рядового покупателя в любительском ранге, занимающегося сваркой лишь от случая к случаю.
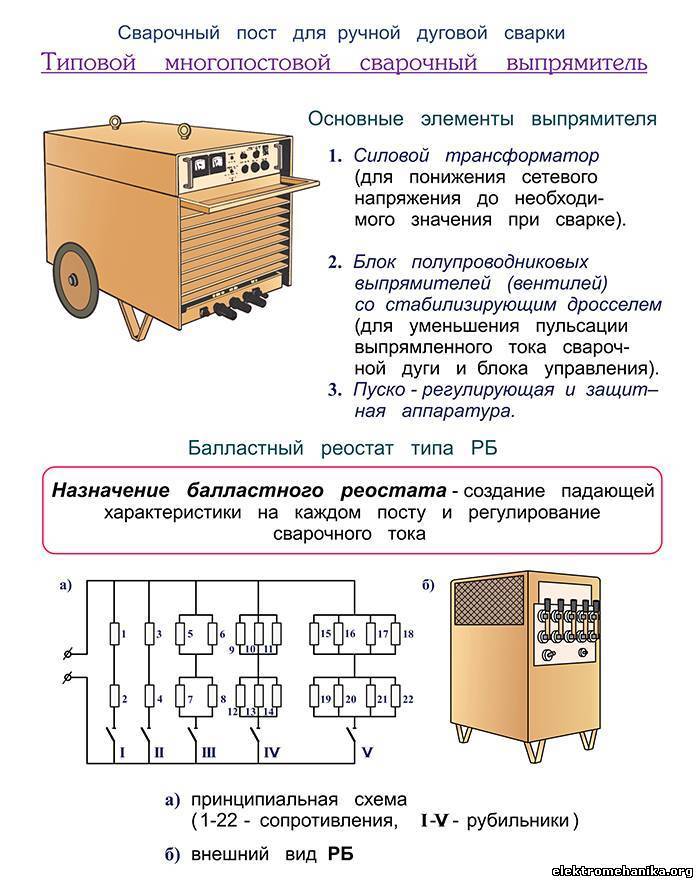
Многопостовые
В отличие от «ВДМ» аппаратов многопостовые выпрямители имеют определённые преимущества, выражающиеся в увеличенной продолжительности непрерывной работы и в наличии отдельного блока управления (БУ) для каждого из постов. При этом все эти БУ содержат в своём составе специальный регулировочный элемент (реостат) и дроссельный ограничитель.
Указанные устройства широко применяются в производствах, специализирующихся на изготовлении металлоконструкций, а также на поточных сварочных линиях и обычных стройплощадках.
Инверторные
Сварочные выпрямители инверторного типа представляют собой сложную электронную конструкцию, работающую по схеме импульсного преобразования напряжения и дополненную активными элементами фильтрации и стабилизации.
Благодаря усовершенствованиям функциональные возможности этих агрегатов заметно расширяются. При работе с электронным инвертором удаётся легко зажигать дугу и обеспечивать ее стабильность на протяжении всего процесса сварки.
Различные модели инверторных устройств имеют несколько отличные от типовой схемы. Однако по принципу получения выпрямленного тока они относятся к одной и той же категории импульсных выпрямителей.
За счёт снижения веса преобразовательного модуля такие сварочные трансформаторы более удобны в обращении и транспортировке, чем обычные выпрямители.
Применение выпрямителей
Выпрямитель для сварочного аппарата – устройство, которое состоит из нескольких блоков для преобразования и выпрямления входящего напряжения. При работе устройство также повышает показатель силы тока, за счет чего обеспечиваются наиболее благоприятные условия. Назначение сварочного выпрямителя заключается в генерации постоянного тока с высоким значением А.
Рассматривая применение сварочного выпрямителя следует уделить внимание нижеприведенным моментам:
- Устройство позволяет проводить сварочные работы при применении электродов, покрытых различными веществами. За счет использования электродов с покрытием, дуга становится более устойчивой, что обеспечивает благоприятные условия для получения качественного шва.
- В продаже встречаются аппараты, которые могут применяться для сваривания металлов толщиной до 50 мм. Регулировка показателей тока позволяет также проводить работы с металлом толщиной стенок около 1мм. Этот момент определяет, что сварочные выпрямители существенно расширяют область применения аппаратов для сварки.
- Сварочное устройство может применяться для плавки кромки обрабатываемого металла или стержня применяемого электрода.
- Многие модели могут использоваться для работы с присадочной проволокой. Кроме этого, они практически незаменимы при применении неплавящихся электродов, к примеру, покрытие которых изготавливается из вольфрама.
- При применении сварочного выпрямителя можно проводить соединение элементов, которые изготавливаются из нержавеющей стали, чугуна, малоуглеродистой стали или других сплавов.
- Кроме сварочных работ, с применением рассматриваемого аппарата можно выполнять резку металлов. Для этого проводится существенное увеличение показателя силы тока, дуга прожигает металл.
Если сравнивать с ранее применяемыми трансформаторами, выпрямители способны существенно снизить расход электродов. Сегодня они довольно часто встраиваются в сварочные аппараты, но можно приобрести и подключаемые вариант исполнения.

Внешний вид сварочного выпрямителя
Применяется устройство достаточно просто, подходит оно для самых различных случаев работы. К особенностям использования отнесем нижеприведенные моменты:
- Устройство, как правило, имеет две клеммы.
- Одна клемма предназначена для подключения к обрабатываемому изделию, а вторая присоединяется к держателю.
- В зависимости от конкретного полюса определяется полярность, а также наиболее подходящие режимы работы.
Сваривание металла происходит при образовании дуги между обрабатываемой поверхности и применяемым электродом. Процесс относительно прост, но даже при применении сварочного выпрямителя могут возникнуть некоторые трудности при работе, и только при наличии определенных знаний, навыков и опыта сварщик может получить качественный шов.
Это интересно: Технология сварки алюминия электродом — рассматриваем досконально
Прежде чем рассматривать варианты самодельных сварочников, разберем принцип их работы
В основе работы любого агрегата лежит закон Ома. При неизменной мощности, имеется обратная зависимость между током и напряжением. Для нормальной работы требуется сила тока 60–150 А. Только в этом случае металл в зоне сварки будет плавиться. Представим себе сварочный аппарат, который работает напрямую с напряжением 220 вольт. Для достижения требуемой силы тока, потребуется мощность 15–30 кВт. Во-первых, для этого надо будет прокладывать отдельную линию энергоснабжения: большинство вводов в жилые помещения ограничены техническими условиями на уровне 5–10 кВт. Кроме того, для такой силы тока потребуется проводка сечением не менее 30 мм². Варить придется с соблюдением мер защиты при работе в электроустановках до 1000 вольт: резиновые боты, перчатки, ограждение рабочего места, и прочее.
Разумеется, обеспечить такие условия в реальности невозможно.
Поэтому любой сварочный аппарат преобразует напряжение (в сторону понижения): на выходе получаем искомый ток при сохранении разумной мощности.
Оптимальное значение напряжения — 60 вольт. При сварочном токе 100 А, это вполне приемлемые 6 кВт мощности. Как преобразовать напряжение?
Разновидности выпрямительных устройств

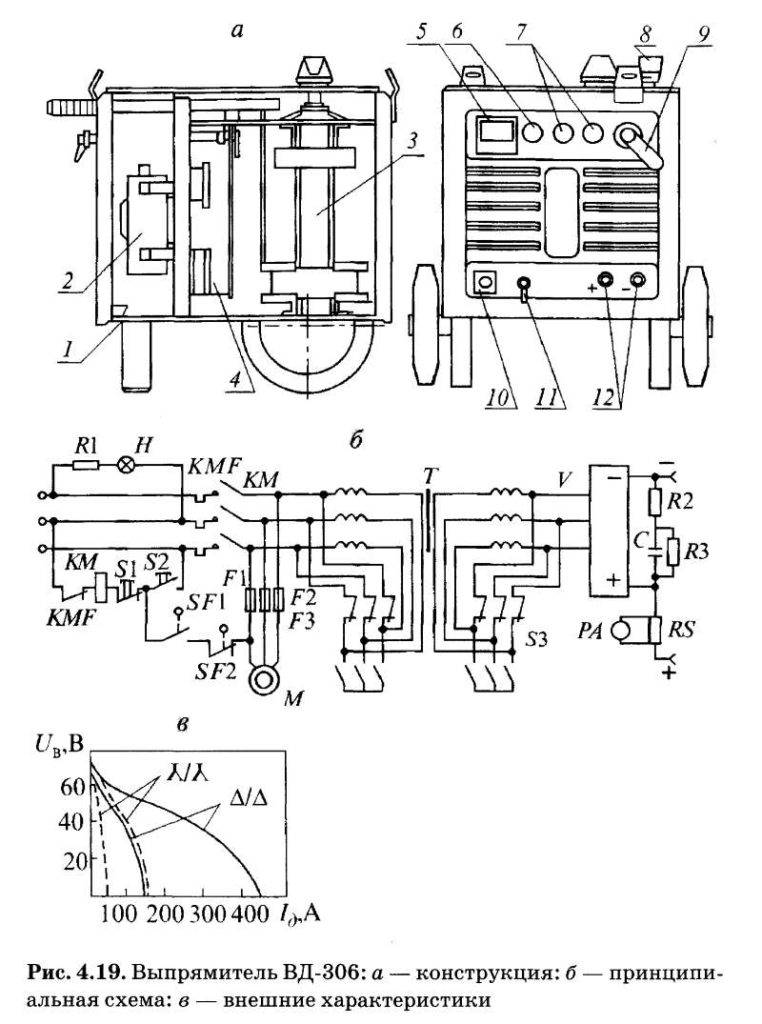
В зависимости от внешних характеристик, различают три типа сварочных выпрямителей:
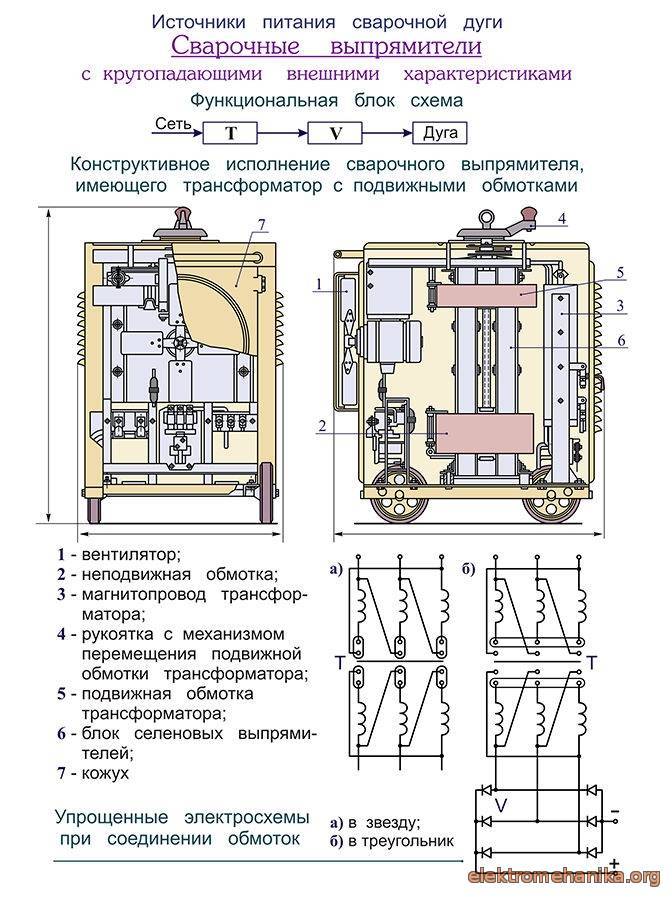
- Крутопадающие внешние характеристики. Такие аппараты востребованы для ручной дуговой сварки и для работы с неплавящимся электродом в среде защитных газов. В устройство выпрямителей входит понижающий трансформатор с высоким рассеиванием магнитного поля. Сварочный ток настраивается путем корректировки дистанции между первичной и вторичной обмотками трансформатора.
- Жесткие внешние характеристики. Выпрямители этого типа используются для сварочных работ с плавящимся электродом в углекислом газе или другой защитной газовой среде, под флюсом, с использованием порошковой проволоки.
- Универсальные. Такие устройства позволяют получать падающие и жесткие внешние характеристики. Поэтому они подходят для широкого перечня сварочных процессов – ручных и автоматизированных, плавящимися и неплавящимися электродами, в газовых средах, под флюсом. В конструкцию входят понижающий трансформатор и дроссели насыщения.
Сварочные выпрямители на диодных мостах с различными техническими характеристиками дают возможность сваривать металлические элементы толщиной от 1 до 50 мм. Они удобны в работе и обслуживании, просты в настройке, мобильны. К недостаткам можно отнести слабую устойчивость к перепадам напряжения питающего тока и длительным коротким замыканиям.
Устройство, из чего состоит

Сварочный выпрямитель Telwin LINEAR 410 S
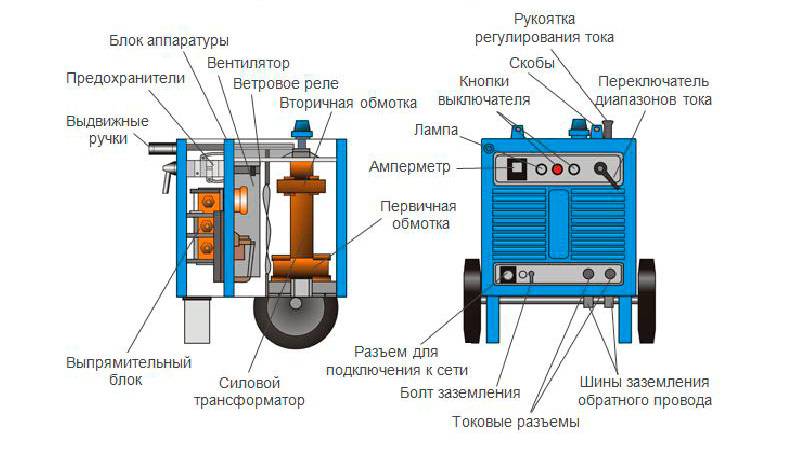
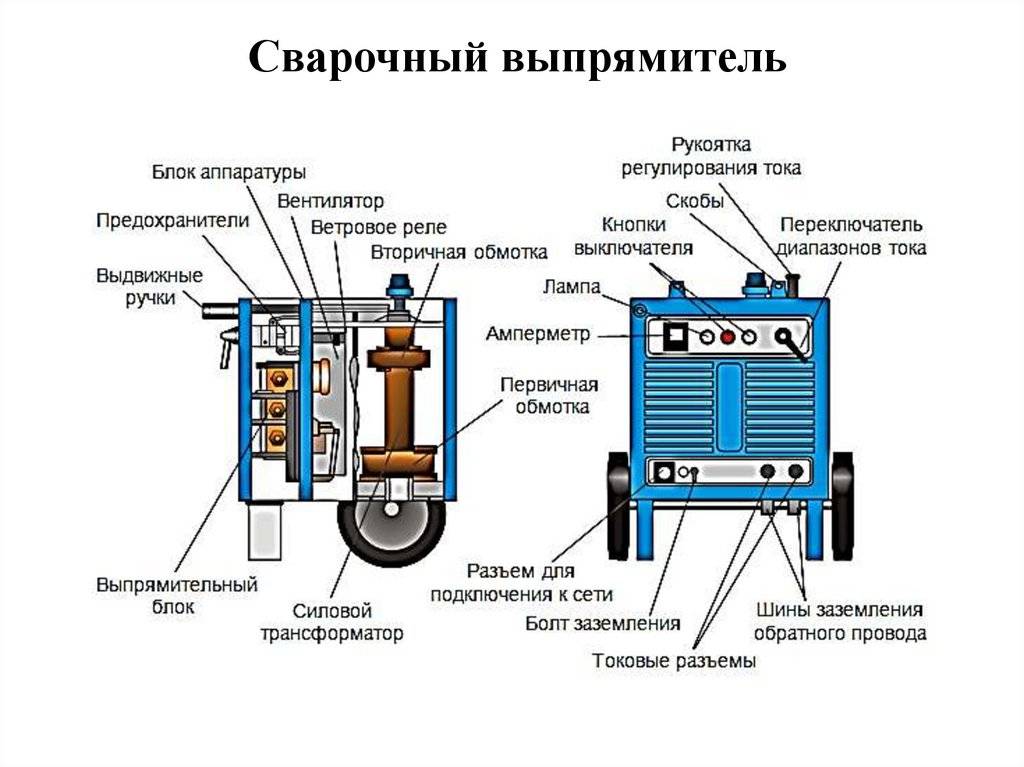
Сварочный выпрямитель состоит из следующих узлов и блоков:
- силовой трансформатор. По устройству и принципу действия он схож с трансформатором для сварки на переменном токе;
- выпрямительный блок на полупроводниковых приборах. Для преобразования переменного тока в постоянный используются полупроводниковые элементы: неуправляемые вентили — кремниевые диоды;
- управляемые вентили — тиристоры;
пусковое устройство. Автомат с опцией отключения от сети в случае выхода из строя выпрямителя;
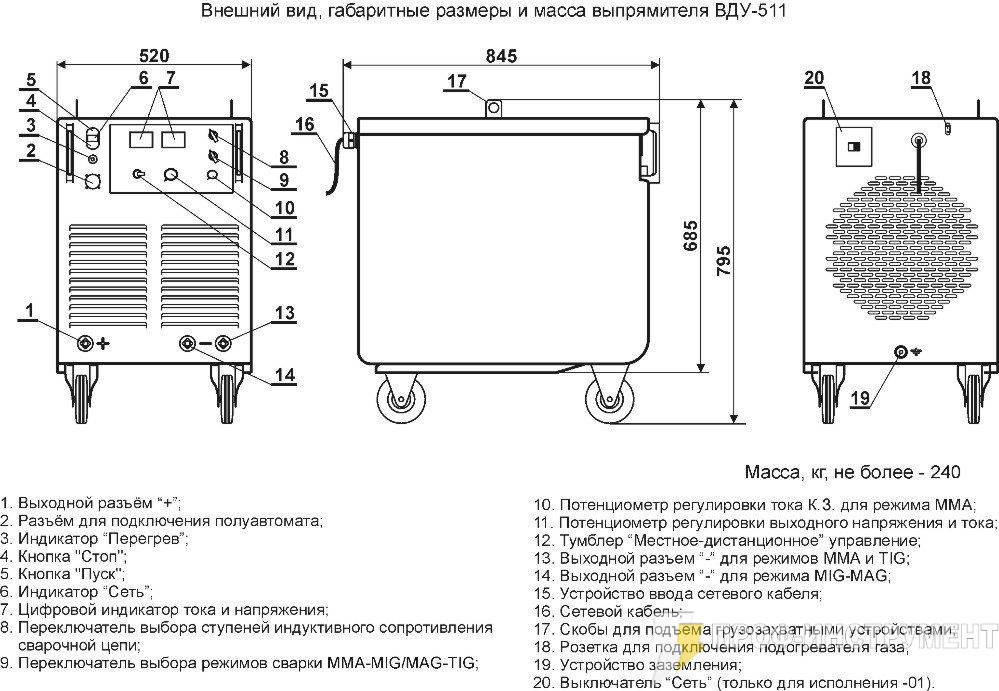
панель управления с органами регулировки и измерительными приборами;
блок защиты от токовых перегрузок и перегрева. Предотвращает выход из строя выпрямителя в случае ошибок сварщика;
система охлаждения. В неё входят радиаторы охлаждения вентилей и вентилятор. Для создания оптимального температурного режима в корпусе выпрямителя, вентилятор запускается на короткое время при его включении.
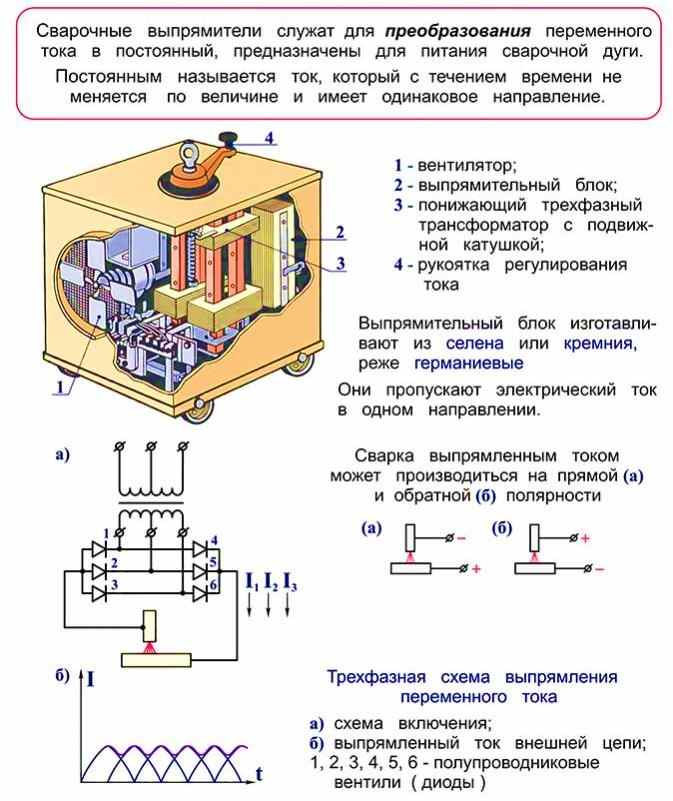
Целесообразно применять трехфазный выпрямитель, т. е. укомплектованный трёхфазным трансформатором. В этом случае будет значительно ниже пульсация выпрямленного напряжения, что повышает КПД сварочного устройства и улучшает качество сварного шва.
Основные неисправности и обслуживание сварочных аппаратов
Перед первым включением в сеть новые преобразователи необходимо продуть. Для этих целей подходит обыкновенный бытовой фен. Его включают на максимальные обороты при среднем уровне прогрева. Это делается для того, чтобы высушить возможное скопление влаги внутри и убрать пыль, снижающую сопротивление медной обмотки. Продувку нужно повторять примерно раз в квартал.
Если был длительный перерыв в работе оборудования (до 1 года), то перед его включением нужно «прокачать» полупроводники. Суть процедуры заключается в том, чтобы дать выпрямителю поработать на разных режимах, начиная с холостого. Подобная «обкатка» продолжается примерно два часа. После этого сварочный аппарат будет работать безотказно и стабильно в разных условиях. Необходимо следить за состоянием основных узлов и не давать оборудования перегреваться.
Наиболее распространенные неисправности сварочного оборудования и способы их устранения:
- Оборудование не работает при подключении к сети энергоснабжения. Возможные причины:
- перелом жилы подающей проводки. При этом контакты в вилке «болтаются». Необходима замена вилки;
- нет напряжения в сети. Следует проверить рубильник на входе и убедиться, что он включен;
- вышел из строя один из узлов системы. Починить самому без соответствующей подготовки будет очень сложно. Лучше отнести аппарат в мастерскую;
- ресурс полупроводников исчерпан. Требуется перепайка схемы.
- Электроды залипают и в этот момент слышен гул преобразователя. Что можно предпринять:
- проверить исправность конденсатора и полупроводников;
- измерить показатели сети энергоснабжения и убедиться в том, что напряжение соответствует номиналу;
- убедиться в целостности проводки дросселя.
- Во время работы преобразователь неожиданно отключается. Такое может иметь место:
- в случае перегрева. Следует убедиться в исправности системы охлаждения и вентилятора;
- при нарушении целостности обмотки встроенного трансформатора. Нужно старую заменить новой.
- Нестабильно напряжение при работе в нагрузку или на «холостых оборотах». Следует проверить:
- ручку регулятора;
- установленный на первичную обмотку предохранитель;
- надежность контактов клеммы пускателя.
Если сварочный аппарат перестает выдерживать нужные рабочие параметры, то вероятной причиной может стать перегрев. Чтобы убедиться в этом, достаточно потрогать корпус. Если он горячий, то нужно дать передышку генератору и проверить насколько свободно проходит воздух к вентилятору.



Устройство и принцип работы
Классическая конструкция представлена сочетанием нескольких устройств, которые и обеспечивают контроль показателей тока. Основными блоками можно назвать:
- диоды;
- понижающий трансформатор;
- охлаждающую систему, которая зачастую представлена вентилятором;
- приборы для измерения показателя тока;
- регуляторы различного типа.
Устройство сварочного выпрямителя позволяет с высокой точностью проводить регулировку показателей тока. В отличие от конструкции трансформатора оно может не только увеличивать силу тока, но и делать показатель постоянным, за счет чего и обеспечивается высокая устойчивость дуги.
Устройство сварочного выпрямителя
Принцип работы сварочного выпрямителя имеет следующие особенности:
- Входящий ток изначально подается на первичную обмотку встроенного трансформатора понижающего типа.
- За счет электромагнитной индукции происходит процесс понижения значения напряжения и повышения силы тока на вторичной обмотке. Схема современного сварочного выпрямителя определяет максимальное значение напряжения при холостом ходу 48В.
- Создаваемое напряжение подается на установленные диоды. Новые модели изготавливаются при применении диодов на кремневой основе. Устанавливаются они в качестве полупроводника, который обеспечивает ход тока только в одну сторону. Именно за счет диодов обеспечивается постоянное напряжение, так как они устраняют колебание при реверсном ходе электричества.
- Стоит учитывать, что на момент работы диоды существенно нагреваются. Именно поэтому все модели сварочных выпрямителей имеют систему охлаждения, которая в большинстве случаев представлена вентиляторами. При активном применении устройства постоянный обдув воздухом позволяет снизить температуру применяемых полупроводников. Некоторые модели снабжаются датчиком, который фиксирует перегрев системы.
- Устанавливаются датчики, контролирующие напряжение. Они работают совместно с автоматом и могут отключить устройство в автоматическом режиме при высоком значении напряжения.
- Регулятор устанавливается для того, чтобы можно было выбирать напряжение в зависимости от толщины свариваемого металла.
Создать выпрямитель сварочного аппарата своими руками достаточно сложно, так как для этого нужно владеть определенными навыками работы с электротехникой. Промышленные варианты исполнения обладают высокой точностью работы и надежностью, что определят их высокую популярность.
К особенностям устанавливаемых устройств регулировки отнесем нижеприведенные моменты:
- В большинстве случаев регулировка ступенчатая. Она представлена секционным подключением обмотки.
- При ступенчатой регулировке имеет значение шаг. Для управления секционным подключением обмотки устанавливается рычаг.
- Большинство моделей для использования сильных токов имеют конструкцию, которая предусматривает отсекание части обмотки. За счет этого ток подается по короткой схеме.
Приведенная выше настройка достаточно грубая. Встречаются модели с тонкой настройкой, которая основана на применении метода дроссельного насыщения: устанавливается устройство между двумя кремневыми диодами и понижающим трансформатором. Дроссель – конструкция, представленная сочетанием нескольких катушек, через которые во время работы оборудования также подается ток. За счет переключения позиции регулятора изменяется и длина пути обмотки.
Большинство моделей имеет большую рукоятку на корпусе, за счет движения которой приводится в движение винтовой вал со вторичной обмоткой трансформатора. За счет изменения ее положения также регулируется протяженность пути, который преодолевает ток. Однако подобная настройка также характеризуется низкой точностью.
Схема сварочного выпрямителя
Практически все сварочные выпрямители имеют блок управления в виде сочетания различных рычагов и выключателей. За счет изменения их положения проводится регулировка характеристик подаваемого тока.
Своими руками
Практика показала, что некоторые люди успешно справляются с самостоятельным изготовлением сварочных выпрямителей. Главное разработать работоспособную схему. Основными исходными параметрами будут диаметры электродов на работу с которыми рассчитан выпрямитель. Так, например, если 3 мм., то сварочный ток необходимо обеспечить около 150 А, если 4 мм. – 200 А.
В схеме должны быть указаны параметры следующих элементов:
- Трансформатор. Желательно подобрать к схеме из готовых аппаратов. Однако это условие выполнить нелегко, приходится научиться изготавливать трансформатор самостоятельно. Расчет его элементов (сечение сердечника, количество витков на обмотках и размеры проводов) не так уж сложен. Опыт сборки и монтажа быстро набирается после одной – двух неудачных перемоток.
- Выпрямительный блок. Напряжение подается после вторичной обмотки трансформатора. Для работы применяются следующие элементы: диоды;
- конденсатор;
- дроссель.
Сборка диодов выполнена по мостовой схеме. После нее ток получается не переменный, а пульсирующий. Такой ток для сварки не годится, поэтому в цепи присутствует конденсатор. Он сглаживает пульсации. Окончательно постоянный ток получается с помощью дросселя. Дроссель работает как фильтр, который пропускает постоянную составляющую тока, а переменную задерживает.

Сварочный выпрямитель BLUE WELD KING TIG 200
Диоды, работающие на таких высоких токах, выделяют много тепла. Поэтому в сборку они обязательно входят в комплекте с радиаторами охлаждения
Важно продумать принудительный обдув сварочного аппарата от вентилятора
Конденсаторы для сварочного блока рассчитаны на максимальное значение напряжения пульсаций. Для выпрямительного блока они отличаются от применяемых в радиотехнике, которые не работают с импульсными токами.
Важно! Внимательно обращать внимание на характеристики. Для изготовления дросселя необходим сердечник из трансформаторного железа и медная изолированная шинка (можно использовать жилу скрученную из медных луженых проволок с изоляцией). Сердечники возможно использовать со старой радиоаппаратуры
Сердечник дросселя и намотка собираются с зазором. После испытания аппарата, зазор и количество витков в обмотке могут корректироваться
Сердечники возможно использовать со старой радиоаппаратуры. Сердечник дросселя и намотка собираются с зазором. После испытания аппарата, зазор и количество витков в обмотке могут корректироваться
Для изготовления дросселя необходим сердечник из трансформаторного железа и медная изолированная шинка (можно использовать жилу скрученную из медных луженых проволок с изоляцией). Сердечники возможно использовать со старой радиоаппаратуры. Сердечник дросселя и намотка собираются с зазором. После испытания аппарата, зазор и количество витков в обмотке могут корректироваться.
Основание сварочного выпрямителя. Отличными изолирующими свойствами обладает текстолитовая пластина. Размещать приборы на ней нежелательно вплотную друг к другу. При работе выделяется большое количество тепла, поэтому необходимо иметь достаточно большое продуваемое пространство.
Вариантов изготовить сварочный выпрямитель своими руками далеко не один. Они будут отличаться по конструкции из-за способов регулирования. Исполнитель будет разрабатывать собственную конструкцию применительно к специфике выполняемых работ.
Назначение выпрямителя
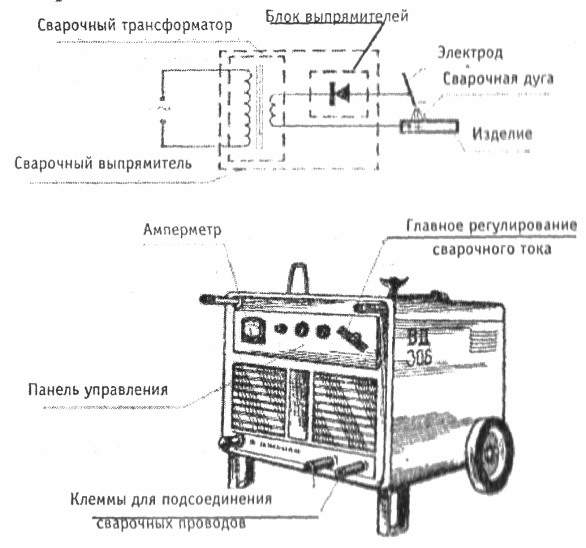
Сварка представляет собой соединение двух металлических деталей путем замыкания дуги между соединяемой поверхностью и концом плавящегося электрода сварочного выпрямителя.
Два кабеля подсоединяются к выходящим клеммам устройства: первый фиксируется на свариваемой детали из металла, на конце второго размещается держатель или горелка.
Сварочный выпрямитель.
Полярность, а также режим осуществления сварной операции определяется конкретным полюсом крепления к свариваемым металлическим частям конструкции.
Выпрямитель для сварки имеет довольно простую конструкцию. Он состоит из нескольких блоков, которые обеспечивают сварщику стабильный рабочий процесс. В итоге, на выходе можно получить постоянный ток такой силы, которая необходима для проведения сварки деталей из стали, цветных металлов.

На заметку! Такое оборудование также позволяет сварщику выполнить сварные работы обратной полярности на конструкциях из тонколистовой, нержавеющей, легированной и высокоуглеродистой стали, которые чрезмерно чувствительны к перегреву.
Выпрямители относятся к более совершенным агрегатам для работы с металлическими конструкциями в сравнении с обычными трансформаторами, поскольку обладают рядом преимуществ:
- обеспечивают постоянное горение дуги, что продлевает рабочее время аппарата;
- при их эксплуатации сводится к минимуму количество брызг расплавленного присадочного и основного металла;
- позволяют достигнуть ровной поверхности шва с микроскопическим чешуйчатым рисунком;
- повышают свариваемость цветных и легированных металлов, что существенным образом улучшает качество выполненных соединений;
- предоставляют сварщику возможность сэкономить расходные материалы при выполнении сварных работ, что снижает себестоимость готового изделия.
https://youtube.com/watch?v=aCpY2NQdI2o
Конструкция трансформатора и дросселей
Схема намотки провода.
Т1 собран из 3-х «строчников» от старых телевизоров, сложенных вместе. Сердечник ПК30х16 из феррита марки 3000НМС-1. Обмотки «I» и «II» имеют по 2 секции с проводом ПСД 1,68 в изоляции из стеклоткани. Они соединены согласно последовательно и имеют витки:
- обмотка «I» — 2×4;
- обмотка «II» — 2×2.
Обмотка «I» работает в худшем тепловом режиме, поэтому при сборке необходимо мотать ее с шагом (зазором) 1 мм. Во второй обмотке не забудьте сделать отвод от середины.
Обе обмотки надо поставить таким образом, чтобы не нарушилась работа диодов VD11-VD34. Направление намотки обмотки «I», начиная от вывода подсоединенного к L2 — против стрелки часов. А направление намотки обмотки «II» — по часовой, от вывода, подключенного к VD21-VD34.
Обмотка «III» — виток провода 0,4-0,5 мм в изоляции на напряжение 500 В и более.
Важно распределить обмотки, правильно выдержав зазоры. Это необходимо для охлаждения магнитопровода и по соображениям безопасности
Для этого устанавливают 4 стеклотекстолитовые (1,5 мм) пластины, которые после подгонки приклеивают.
Дроссель L1, индуктивностью 40±10 мкГн, намотан на сердечнике ПЛ 12,5×25-50 с зазором (немагнитным) 0,3-0,5 мм и имеет 175 витков, намотанных проводом типа ПЭВ-2, калибром 1,32.
Дроссель L2 — спираль без каркаса, намотанная 4 мм2 проводом в термоизоляции. Количество витков -11, диаметр намотки -14 мм. Через дроссель идет большой ток и его необходимо обдувать.
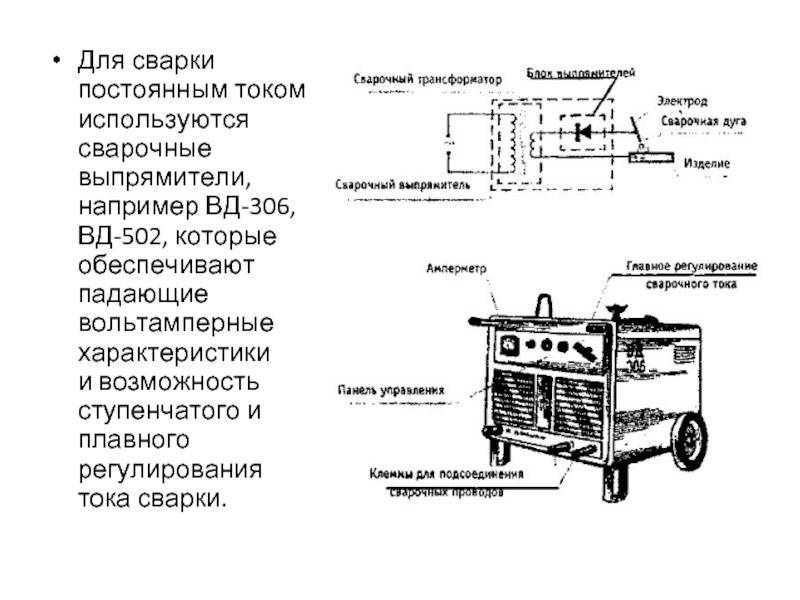
Устройство и принцип работы сварочного выпрямителя
Ниже перечислены основные элементы, которые включаются в любую схему оборудования такого рода. Итак, сварочный выпрямитель состоит из:
- трансформатора – узла, позволяющего регулировать напряжение. Сетевой ток проходит через трансформатор и преобразуется. В результате снижается силовая нагрузка;
- блока выпрямления, который состоит из набора полупроводников, преобразующий переменный ток в постоянный;
- регуляторов частотности и силы тока;
- накопителей – сглаживают импульсы.
Чтобы разобраться в принципе работы оборудования, необходимо обратить внимание на механику работы полупроводников. Они открыты для прохождения электродов исключительно в положительном полупериоде
При условии, что схема содержит несколько полупроводников генерируется соответствующее количество полупериодных кривых. Они накладываются друг на друга, образуя постоянное напряжение.
Разновидности аппаратов
В продаже встречается просто огромное количество разновидностей рассматриваемого оборудования, все они имеют свои определенные достоинства и недостатки. Классификация промышленных сварочных выпрямителей проводится следующим образом:
- однофазный;
- двухфазный;
- трехфазный.
Выпрямитель для проведения ручной дуговой сварки трехфазного типа состоит из 6-12 диодов, которые зачастую подключаются параллельно. Двухфазные характеризуются параллельным и последовательным подключением мостов.
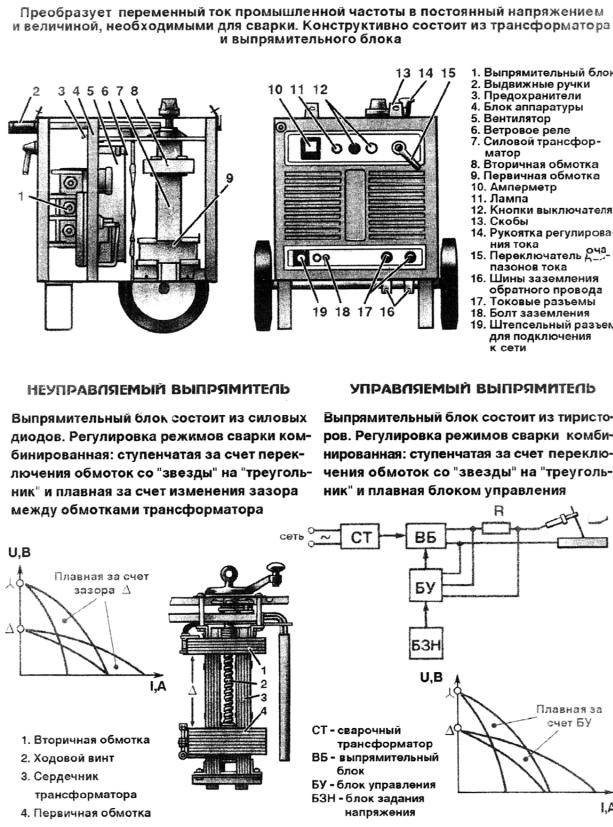
Управляемый и неуправляемый выпрямители
Кроме этого, классификация может проводится по следующим критериям:
- Сила тока на выходе. С увеличением этого показателя существенно повышается толщина обрабатываемого металла. Если устройство выдает небольшой ток, то можно будет проводить обработку тонких элементов. Также слишком высокий показатель силы тока позволяет применять сварочный аппарат для проведения резки металла.
- Точность регулировки. Как ранее было отмечено, выпрямитель может использоваться для установки самых различных параметров тока. Чем выше показатель точности регулировки, тем более оптимальные условия для работы может себе обеспечить мастер.
- Количество выходов для подключения. Сложное сварочное оборудование может применяться для одновременного подключения нескольких держателей для электродов. Подобная модель может понадобиться в том случае, когда работу поблизости одновременно выполняют несколько сварщиков. Однако, за счет усложнения конструкции она становится больше и дороже.
- Эффективность охлаждения. Недорогие модели предназначены для бытового применения, так как могут эксплуатироваться на протяжении короткого промежутка времени. Это связано с тем, что конструкция не имеет эффективной системы охлаждения. Профессиональное оборудование может использоваться для сварки на протяжении длительного периода.
- Размеры конструкции. Как правило, сварочные работы проводятся на выезде. Доставка всей аппаратуры может быть затруднена в случае, если оно имеет большой вес и габаритные размеры. В продаже встречаются компактные модели, которые просты в транспортировке.
Большой популярностью пользуются модели трехфазного типа. Это связано с тем, что они могут применяться для работы с металлом самой различной толщины. Однопостовой выпрямитель больше всего подходить для бытового применения, так как применяется при использовании только одного держателя электродов. В продаже есть и модели, которые позволяют подключать одновременно сразу несколько электрододержателей.
Универсальные современные сварочные выпрямители выпускаются достаточно большим количеством различных производителей. Марки во многом определяют качество сборки, срок службы и стоимость оборудования.
Для бытового применения подходить инверторный выпрямитель. Подобные модели можно охарактеризовать следующим образом:
- За понижение напряжения отвечает трансформатор.
- Устанавливается выпрямляющий блок, который отвечает за подачу постоянного напряжения.
- Далее проводится преобразование в переменное электричество с высоким показателем частоты.
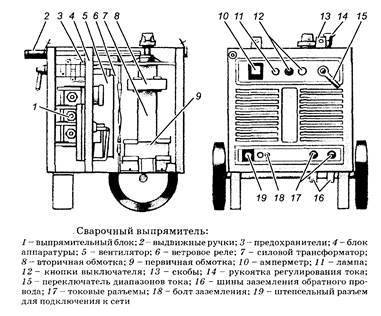
Сварочный выпрямитель
Подобное оборудование предусматривает использование переменного тока. Однако за счет существенного увеличения частоты подаваемого тока есть возможность применять инверторный выпрямитель для получения соединительных швов высокого качества. За счет существенного упрощения конструкции инверторы имеют относительно небольшие размеры, а также просты в эксплуатации.
Cхемы сварочных инверторов
Возможные неисправности и способы их устранения Даже надёжные электронные компоненты могут иногда выходить из строя, поломки случаются при неправильной эксплуатации сварочных инверторов.
Все сварочные аппараты делятся на несколько основных групп: Для проведения электродуговой сварки при применении покрытых специальным составом электродов применяется оборудование типа ММА. Далее мы приводим блок-схему функционирования стандартного инвертора, которая наглядно демонстрирует принцип его применения. Возможные неисправности и способы их устранения Даже надёжные электронные компоненты могут иногда выходить из строя, поломки случаются при неправильной эксплуатации сварочных инверторов.
Пайка платы.
Выводы Инвертор — сложное электронное устройство, но простое в использовании, его подключают к электрической цепи с напряжением V и без опасения проводить сварочные работы. При испытаниях следует добавлять витки до тех пор, пока дуга не начнёт ощутимо сильно тянуться, мешая отрыву.
Схемы аппаратов Сварис
Конденсаторы, установленные в фильтре, после активации зарядки способны выдавать большой силы ток, который сжигает, поэтому инвертор обеспечивается плавным пуском. Несмотря на применение схожей схемы при создании практически всех инверторов, они существенно отличаются друг от друга. Электрическая схема предполагает работу агрегата на основе импульсных преобразователей высокой частоты. Обычные выпрямительные диоды с такой задачей бы не справились — они бы просто не успевали открываться и закрываться, нагревались и выходили бы из строя.
Возможные неисправности и способы их устранения Даже надёжные электронные компоненты могут иногда выходить из строя, поломки случаются при неправильной эксплуатации сварочных инверторов. Модуль ключей представлен четырьмя транзисторами в каждой из четырех групп. Затем происходит выравнивание тока при наличии конденсатора и его поступление к блоку транзистора.

![Сварочный выпрямитель [принципиальная схема, характеристики]](https://snabkz.ru/wp-content/uploads/0/d/6/0d632f6b3aacda5ad52707d23141fe64.jpeg)




Принципиальная электрическая схема в деталях: составляющие
Таким образом, на первом этапе мы получаем на выходе с выпрямителя постоянный ток, имеющий значение более V. Ранее в сварочных инверторах использовались трансформаторы, очень мощные, работающие за счет обмотки трансформатора и имеющие, из-за этого, размеры и вес, делающие сварочные аппараты громоздкими и неудобными в применении. Инверторное устройство еще раз преобразовывает электроток теперь уже в переменный , увеличивая при этом его частоту.
Через них протекают огромные токи. Часть 1. При устройстве вторичной обмотки витки наматываются в несколько слоев. Если напряжение провода меньше В, значит, устройство неисправно. Схема китайского инвертора
https://youtube.com/watch?v=G84TO5pbHiA
Обзор видов
Классифицировать сварочные выпрямители можно по нескольким характеристикам. К примеру, они отличаются уровнем сложности и дополнительным функционалом. Преобразователи варьируются типом конструкции и способом регулировки силовых параметров.
В зависимости от типа исполнения конструкции, способны обслуживать как 1, так и несколько постов одновременно. Исходя из этого, их делят на однопостовые и многопостовые. Однопостовые модели используют сварщики-непрофессионалы. Многопостовой тип изделий применяют в промышленных условиях. За счет жесткой вольт-амперной характеристики обеспечивается неизменность напряжения каждого поста даже при холостом ходе.
Согласно основной классификации, выпрямители могут иметь регулируемый трансформатор, дроссель, тиристор, транзистор и инвертор. Транзисторные варианты работают на полупроводниках. Работа инверторных разновидностей основана на частотном повышении токовой нагрузки.

Исходя из вольт-амперных данных, сварочные преобразователи бывают не только оснащенными дросселем, но также предназначенными для ручной дуговой сварки. Они делятся на модификации автоматической и полуавтоматической сварки. При этом регулировка напряжения может быть витковой, магнитной, фазовой и импульсной.
Изделия первого типа имеют витковый реостат, служащий для изменения данных силы тока. Магнитные поля в изделиях второго типа становятся полями возбуждения либо резистентности напряжения. При фазовом регулировании используется и нулевой кабель. Импульсные типы устройств регулируются за счет осциллографа.


Классифицировать модификации можно по другим критериям. Например, они отличаются силой тока на выходе. Чем выше этот показатель, тем большей может быть толщина сварочного шва и качественней рез металла. Если устройство выдает небольшой ток, оно годится для работы с тонкими элементами.
Модели варьируются точностью регулировки. Чем выше данные показатели у конкретного устройства, тем проще работа мастера. Среди прочих критериев стоит отметить эффективность охлаждения и габариты конструкций. Что касается эффективности охлаждения, то она сказывается на долговечности изделий. В этом плане профессиональное оборудование считается лучшим.
Кроме того, их разделяют по типу вентилей, способу регулировки, схеме выпрямления, типу формирования вешней характеристики. Помимо изделия с дроссельным насыщением, они бывают с секционными обмотками трансформатора и подпиткой. При этом типы могут предназначаться не только для автоматической и полуавтоматической, но и механизированной сварки.
По типу конструкции они бывают одно-, двух- и трехфазными. Каждый тип изделия имеет свои особенности, отличается схемой и работает по-своему. Фазовое управление состоит в смене угла управления тиристоров, приводящих к смене напряжения трансформатора.

Однофазные
Изделия данного типа смонтированы на однофазном трансформаторе, который рассчитан на сеть 220В. Их масса зависит от массы понижающего трансформатора. Однополупериодный выпрямитель состоит из 1 диода-выпрямителя. На выходе получается пульсирующий постоянный ток. Эти модификации могут быть полно- или полумостовыми.
Двухфазные
Эти модификации имеют параллельное и последовательное подключение постов. Они укомплектованы двухфазным трансформатором. Благодаря этому снижается уровень пульсации тока на выходе. А это, в свою очередь, увеличивает КПД сварочного прибора, что сказывается на качестве сварного шва.


Трехфазные
Модификации данного типа предназначены для проведения ручной дуговой сварки. Зачастую они имеют 6-12 диодов с параллельным подключением. Данная схема выпрямления считается одной из ходовых. Эта мостовая схема обеспечивает равномерную нагрузку на все фазы силовой сети. Такая схема устройства позволяет уменьшить пульсации тока.