Прокалка (сушка)
Если электроды хранились не в герметичной упаковке и могли отсыреть, то их советуют прокалить. Надо отметить, что прокалка электродов непосредственно перед применением относится к ответственным процедурам, обеспечивающим загорание дуги.
При этом специалисты не рекомендуют слишком увлекаться ею, поскольку чрезмерный и частый нагрев стержня может привести к повреждению специального покрытия.
Желательно точно просчитать требуемое количество изделий и просушить с таким расчётом, чтобы по завершении работ их не осталось совсем или оставалось по минимуму.
При следующем обращении к сварочным операциям просушенные ранее электроды должны быть отработаны в первую очередь.
Прокаливание необходимо ещё и для того, чтобы несколько поднять температуру расходного материала непосредственно перед его использованием для сварки труб, например. Немногие образцы изделий способны сразу обеспечить требуемый рабочий режим по причине слишком большого перепада температур в зоне сварки.
Дополнительный прогрев стержней также обеспечивает герметичность соединения, образующегося при так называемой «сварке под давлением». Однако при этом необходим постепенный их нагрев, позволяющий выпарить скопившуюся влагу во избежание появления известкового налёта.
Вопрос прокалки тесно связан с предельным временем и условиями хранения. Согласно действующим нормативам срок годности этих изделий составляет примерно пять лет. Но, по мнению ряда специалистов, они могут эксплуатироваться ещё какое-то время по окончании гарантийного срока.
Лучшие электроды с рутил-целлюлозным покрытием
Предназначены для низкоуглеродных марок стали. Обмазка выполнена из рутилового концентрата с высоким содержанием оксида титана и целлюлозы. Покрытие содержит минимальное количество вредных веществ. В расшифровке электродов для сварки маркируются литерами РЦ. При горении формируют среду, защищающую место расплава от атмосферных воздействий.
RSE S-46 3.2мм
Являются аналогом Esab ОК-46, предназначены для низколегированных, низкоуглеродистых марок стали. Демонстрируют высокое качество при формировании прихваточных швов. Отличаются повышенной стабильностью дуги. Минимальное количество брызг позволяет снизить потери во время плавки: почти весь металл идёт на формирование соединения.
Хороший первый розжиг, простой повторный поджиг делают удобными для новичков. Шов светлый, аккуратный, шлака много, но он легко отделяется от поверхности. Стержень изготовлен из стального сплава, который имеет повышенную прочность. Варить можно в любом направлении, демонстрируют хорошие результаты при работе с материалов, покрытым ржавчиной.

Достоинства:
- Мягкое горение;
- Экономичность;
- Привлекательная цена;
- Зажигаются от прикосновения по всей длине.
Недостатки:
Резкий характерный запах.
ESAB OK 46.00 3мм
Производятся шведской компанией на заводе в Тюмени. Предназначены для создания конструкций из судовой и низколегированной стали. Хорошо подходят для работы с листовым металлом, который имеет гальваническое покрытие. Не чувствительны к наличию на поверхности ржавчины, загрязнений или грунтовки. Низкие пороговые значения топа дают возможность варить тонкие листы.
Место стыка акуратное, валик плавно переходит в основной материал конструкции. Количество шлака небольшое, он легко удаляется. Дуга отличается стабильным горением на малых токах, что делает изделия актуальными для бытового применения. Значения максимального предела текучести достигают 380 МПа. Рекомендуется для сварки методом прихватки, для работ, которые лучше выполнять короткими швами.

Достоинства:
- Низкое тепловложение;
- Устойчивы к повышенной влажности;
- Хорошее соотношение цены и качества;
- Легко зажигается в разных условиях;
- Минимальное количество пор в соединении.
Недостатки:
Необходима прокалка в течение часа.
Magmaweld ESR-11 3.25 мм
Швейцарская компания предлагает универсальную модель для работы с металлоконструкциями из стали, толщиной до 5 мм. Изделия демонстрируют стабильное качество сварки оцинкованного или загрунтованного металла. Рекомендуются для производства котлов, резервуаров разного объёма, ремонта и прокладки трубопроводов.
Формируют незначительно вогнутый ровный шов. Отсутствие дефектов соединения – многочисленных пор, прожига и микротрещин – обеспечивает высокую прочность, надёжность конструкции. Мягкая и ровная дуга позволяет варить по методу прихватки. Шлак образуется в большом количестве, но быстро и легко отходит от поверхности без применения физических усилий.

Достоинства:
- Большое для своего класса сопротивление разрыву;
- Доступная цена;
- Плотная, прочная обмазка;
- Ржавчина не оказывает негативное влияние на качество шва;
- Упаковка хорошо защищена от влаги.
Недостатки:
Редко бывают в продаже.

Лучшие сварочные аппараты с Алиэкспресс
Применение технологии на практике
Электрическая точечная сварка позволяет создать образование неразъемного соединения кромок металлических деталей при помощи высокой температуры от проходящего электрического тока из инвертора и пластической деформации зоны их контакта при сжатии.
Она предоставляет сварщику уникальную возможность работать с широким диапазоном свариваемых толщин: от 1-2 микрометров до 30 миллиметров.
Архиважная роль при данном методе выполнения сварных операций отведена электрическому сопротивлению зоны соединения, поэтому его также называют электрической сваркой сопротивлением. Правила проведения сварочной операции контактным методом описаны государственными стандартами 15878-79.
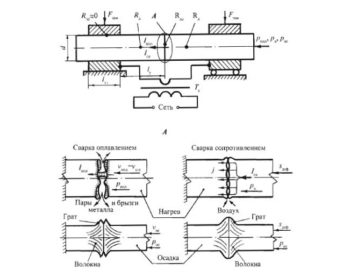 Технология контактной сварки.
Технология контактной сварки.
Достоинства применения точечной технологии сваривания очень широки.
Опишем наиболее значимые из них:
- на выполнение соединений металлических деталей требуется крайне малый промежуток времени;
- технология позволяет проводить операции с потреблением большой мощности;
- сварной процесс может быть автоматизирован, что позволяет интегрировать сварочные агрегаты для контактной сварки в производственные линии на крупных предприятиях;
- сварные швы, созданные таким методом, отличаются высокими эксплуатационными параметрами, вне зависимости от уровня квалификации мастера;
- при работе не требуются специальные материалы, особенные комплектующие: присадочная сварочная проволока, флюс, защитный газ и т.п.;
- электроды для точечной технологии доступны по стоимости и встречаются во многих специализированных магазинах.
Помимо точечной, большим перечнем достоинств характеризуются иные виды разновидности контактной сварки: стыковая, шовная и пр. Но именно точечная сварка наиболее распространена сегодня.
Она актуальна при изготовлении крупногабаритных строительных конструкций, космических агрегатов, миниатюрных полупроводниковых устройств, микросхем. Такое положение дел объясняется универсальностью контактного метода сваривания деталей из металла.

Также точечная сварка своими руками актуальная для выполнения ремонтных операций в небольших мастерских, СТО и т.п. С ее помощью собирают автомобили, железнодорожные вагоны, самолеты, возводят железобетонные конструкции, создают радиоэлектронные агрегаты.
ГОСТ
Для покрытых стержней, посредством которых выполняется дуговая сварка, разработан ГОСТ 9466-75.
Кроме него существуют стандарты, распространяющиеся на электроды, исходя из их назначения.
Для примера, это ГОСТ 9467-75, ГОСТ 10052-75 и ГОСТ 1051-75.
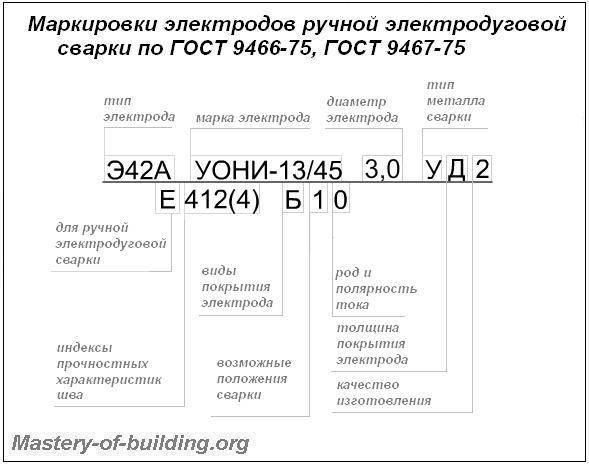
Маркировка сварочных электродов
Маркировка электродов бывает простой, например, состоящей буквально из 3-х символов, и крайне сложной.
В качестве примера можно привести изделия Э50А и, например, Э42А, где:
- Первая бука Э буквально означает «электрод».
- Идущее следом число означает минимальное время сопротивления разрыву.
- Последующие буквы указывают на назначение изделия (А – допускается применение пластичного наплавляемого металла, имеющего повышенную вязкость, Н – изделия для наплавления на поверхности, У – для углеродистых сталей, Т – для теплоустойчивых легированных сталей).
Также в наплавке содержатся самые разные химические элементы, которые маркируются буквами Х, М, Б и Ф, что соответствует хрому, молибдену, ниобию и ванадию.
Касательно непосредственно сердечника, он маркируется следующим образом (последовательно):
- Св – буквенное обозначение сварочного типа проволоки.
- Число, указывающее на процентное содержание углерода.
- Буквы, в которых зашифрован код содержащихся легирующих веществ.
- Число, указывающее на процентное содержание легирующих веществ.
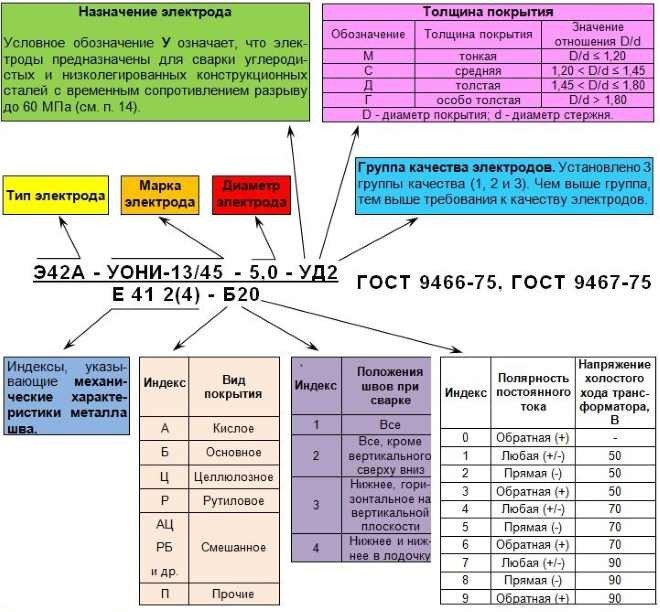
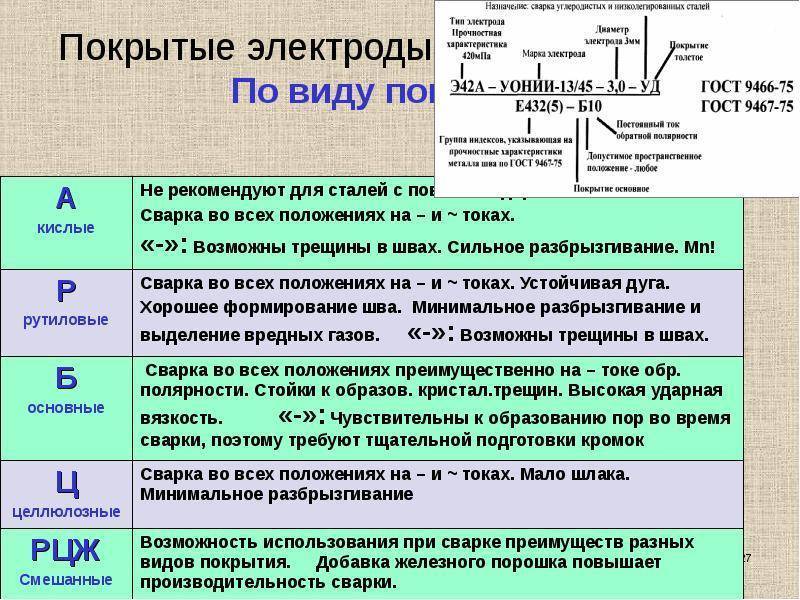
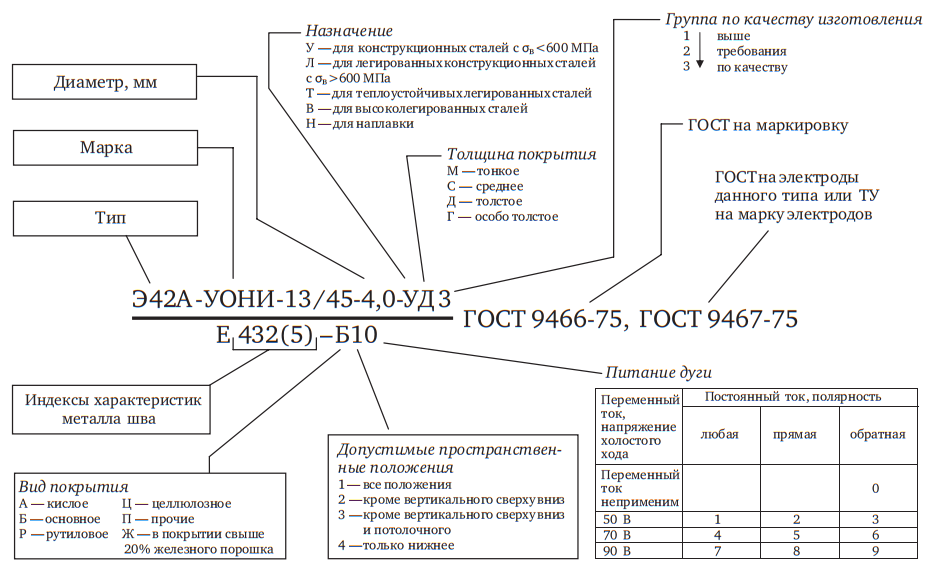
Правила маркировки
Для маркировки всех типов существующих электродов используется определенная схема. Согласно ее построению, первая цифра определяет тип электрода, следующая позиция информирует о марке продукта, а за ней следует обозначение диаметра.
Четвертой в данной схеме идет шифр, определяющий назначение, а пятым – толщину покрытия. Шестым расположен шифр, который характеризует сварочный шов или наплав металла. Далее можно прочитать информацию о покрытии стержня. Восьмая позиции предоставляет сведения о пространственном расположении электрода во время сварки, а девятая – о напряжении и виде тока.
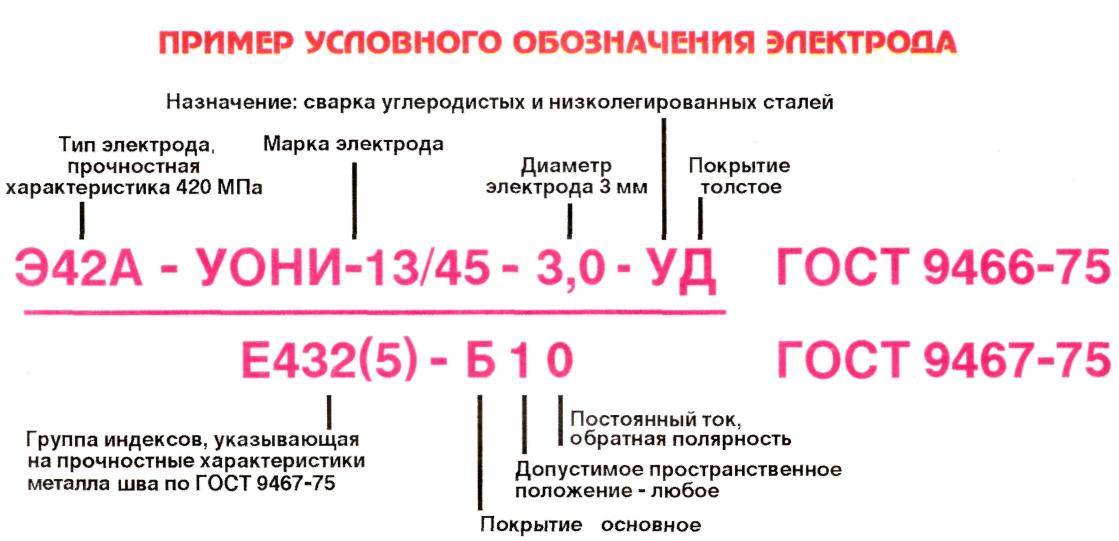
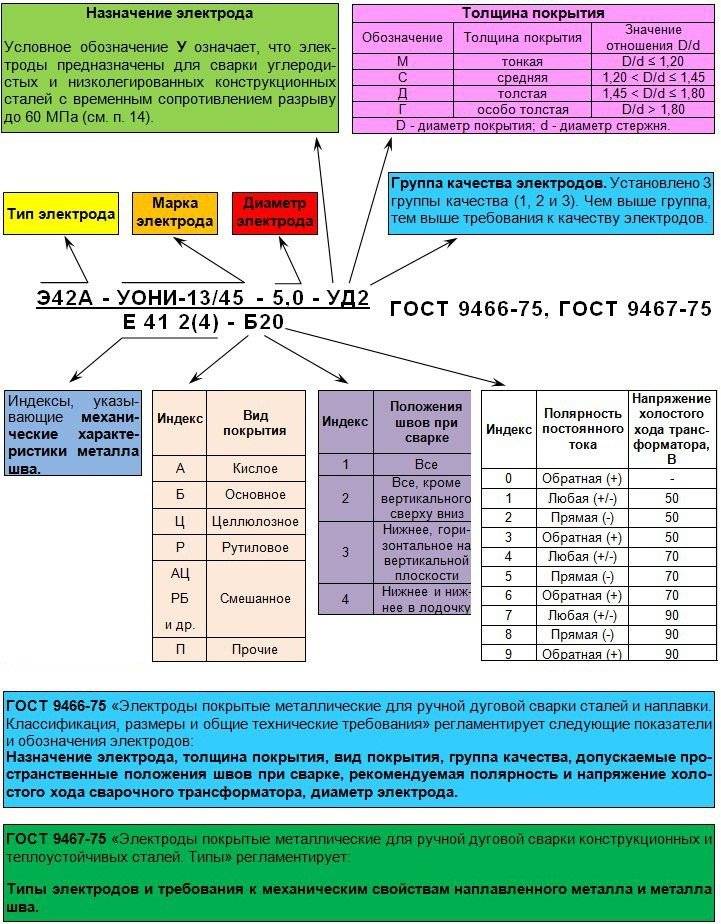
Для большего понимания стоит рассмотреть конкретный пример:
Первые четыре символа «Э46А» несут информацию о виде электродного стержня. Расшифровывается она так:
- Э – предназначен для электродугового способа сваривания;
- 46 – единица сопротивляемости разрыва дуги согласно нормативов ГОСТ 9467-75;
- А – усовершенствованный класс стержня.
Следующий в маркировке индекс «У» обозначает то, что электрод может использоваться в работе с легированной и низкоуглеродистой сталью. «Д2» присвоена второй группе продуктов по толщине покрытия.
Маркировка в знаменателе 432(5) – это параметр наплавленного соединения, которое формирует шов. «Б» — тип покрытия электрода основной. Положение электрода во время выполнения работ соответствует значению «1». Токовый режим «0» — это обратная полярность постоянного тока.
Ниже приведена таблица о значении маркировок покрытия металлического стержня:
| Тип покрытия | Маркировка по ГОСТ 9466-75 | Международная маркировка по ISO | Маркировка по старому ГОСТ 9467-60 |
| кислое | А | A | Р (руднокислое) |
| основное | Б | B | Ф (фтористокальциевое) |
| рутиловое | Р | R | Т (рутиловое (титановое)) |
| целлюлозное | Ц | C | О (органическое) |
| смешанные типы покрытия | |||
| кислорутиловое | АР | AR | |
| рутилово-основное | РБ | RC | |
| смешанные прочие | П | S | |
| рутиловые с железным порошком | РЖ | RR |
Материал и виды покрытия
Электродное покрытие по соотношению общего диаметра электрода к диаметру сердечника делится на следующие категории (коэффициент):
- Типа М – тонкое покрытие (до 1,2).
- С – среднее (до 1,45).
- Д – толстое (до 1,8).
- Г – особо толстое (свыше 1,8).
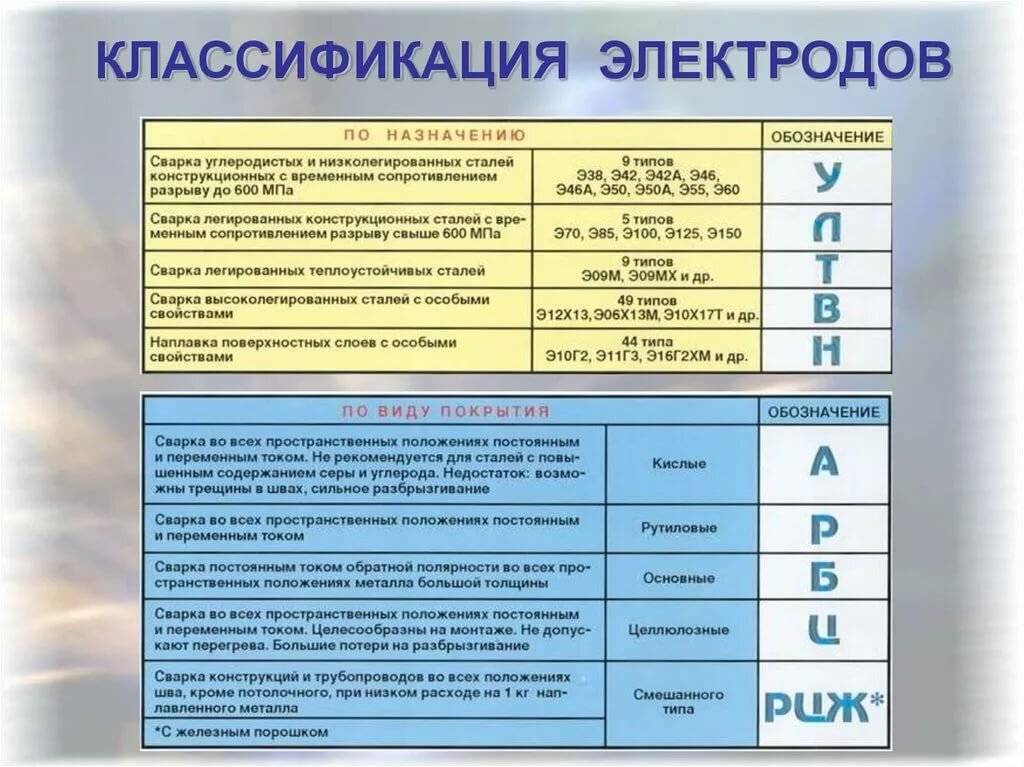
По составу также существует отдельная классификация:
- А – кислое.
- Б – основное.
- Ц – целлюлозное.
- Р – рутиловое.
- Две буквы (указанные выше, а также рутилово-железные с обозначением РЖ) – смешанный тип.
- П – прочие типы.
Приведенные буквы участвуют в маркировке.
ПРИМЕЧАНИЕ:
Предусмотрено дополнительное деление электродов на несколько групп, в зависимости от состояния обмазки, точности изготовления этих изделий.
Цвет
Вольфрамовые электроды отдельно имеют цветовую маркировку, указывающую на тип и процентный вес содержащегося в составе оксида:
- Торий – голубые (0,35 – 0,55%), желтые (0,8 – 1,2%), красные (1,7 – 2,2%), сиреневые (2,8 – 3,2%), оранжевые (3,8 – 4,2%).
- Цирконий – коричневые (0,15 – 0,5%) и белые (0,7 – 0,9%).
- Оксид лантана – черные (0,9 – 1,2%), золотые (1,4 – 1,6%), синие (1,8 – 2,2%).
- Оксид церия – серые, соответствующие 1,8 – 2,2%.
Сиреневым и бирюзовым цветами отмечаются смешанные оксиды, состоящие из редкоземельных элементов. Зеленые стержни производятся из чистого вольфрама.
Производители сварочных электродов
Ниже, представлена тройка лучших производителей сварочных, покрытых электродов России:
- НПП «Сварка Евразии». За более, чем 70 летнюю историю компания успела освоить полный цикл производства электродов и на данный момент выпускает все виды электродов – плавящиеся, сварочные, для легированных сталей и многие другие.
- ЗАО «Электродный завод». Производитель славится своими изделиями, поставляющимися на крупнейшие машиностроительные заводы страны, также компания выпускает продукцию и для рядового потребителя. Профессиональные сварщики отмечают удобство работы и качество продукции данной компании.
- ООО «НПО Спецэлектрод». Изделия этой фирмы это более 50 различных марок потребительских стержней толщиной до 6мм. Также производство принимает индивидуальные заказы.
Не стоит забывать и про мировых лидеров, тройка лучших:
- Esab – компания с вековой историей и продукцией, признанной лучшей в мире. Эти Шведские электроды знают на всех континентах как самые качественные.
- Kobe Steel – Японская компания, получившая популярность за счет поставок их продукции нефтедобывающим предприятиям.
- Klöckner & Co SE – немецкая компания, производящая сталь и расходные материалы для сварочных работ. Электроды для сварки данной фирмы очень популярны и широко используются в России.
Технология контактной сварки
Простая, на первый взгляд, технология контактной сварки состоит из ряда процедур, обязательных к выполнению. Достичь качественного соединения можно только в случае соблюдения всех технологических особенностей и требований процесса.
Сущность процесса
Для начала стоит разобраться, как работает данная система?
Суть электроконтактной сварки это два неразрывных физических процесса – нагрев и давление. При прохождении через зону соединения электрического тока выделяется тепло, которое служит для расплавления металла. Чтобы обеспечить достаточное выделение тепла сила тока должна достигать нескольких тысяч или даже десятков тысяч ампер. Одновременно с этим на деталь воздействует некоторое давление с одной или обеих сторон, при этом создается плотный шов без видимых и внутренних дефектов.
Процесс соединения связан с локальным нагревом заготовок с одновременным их прижатием
При правильной организации процесса сами детали практически не подвержены нагреву, так как их сопротивление минимально. По мере создания монолитного соединения сопротивление уменьшается, а вместе с тем и сила тока. Подверженные нагреву электроды сварочного аппарата охлаждаются внедренной технологией с применением воды.
Подготовка поверхностей
Существует множество технологий, которые позволяют обработать поверхность перед использованием контактной сварки. Сюда относят:
- зачистку от грубых загрязнений;
- обезжиривание;
- снятие оксидной пленки;
- сушку;
- пассирование и нейтрализацию.
В целом, перед началом сваривания поверхность должна:
- обеспечивать минимальное сопротивление между деталью и электродом;
- обеспечивать равное сопротивление на всей протяженности контакта;
- свариваемые детали должны иметь гладкие поверхности без выпуклостей и впадин.
Машины для контактной сварки
Оборудование для контактной сварки бывает:
- неподвижным;
- передвижным;
- подвешенным или универсальным.
Разделяют сварки по роду тока на постоянного и переменного тока (трансформаторные, конденсаторные). По способам сваривания бывают точечные, шовные стыковые и рельефные, о которых мы поговорим чуть ниже.
Оборудование может быть как стационарным, так и переносным
Все сварочные устройства точечной сварки состоят из трех частей:
- электросистемы;
- механической части;
- водяного охлаждения.
Электрическая часть отвечает за расплавление деталей, контроль циклов работы и отдыха, а также устанавливает текущие режимы. Механическая составляющая представляет собой пневматическую или гидравлическую систему с различными приводами. Если установлен только привод сжатия, то перед нами точечная разновидность, шовные имеют еще и ролики, а стыковые систему сжатия и осадки изделий. Водяное охлаждение состоит из первичного и вторичного контура, разводящих штуцеров, шлангов, вентилей и реле.



Электроды для контактной сварки
В данном случае электроды не только замыкают электрический контур, но и служат отводом тепла от сварного соединения, передают механическую нагрузку, в ряде случаев помогают передвигать заготовку (роликовые).
Размеры и форма электродов для контактной сварки различаются в зависимости от применяемого оборудования и свариваемого материала
Такое использование обуславливает ряд жестких требований, которым должны соответствовать электроды. Они должны выдерживать температуру свыше 600 градусов, давление до 5 кг/мм2. Именно поэтому их изготавливают из хромовой бронзы, хромциркониевой бронзы или кадмиевой бронзы. Но даже такие мощные сплавы не способны долго выдерживать описанные нагрузки и быстро выходят из строя, снижая качество работ. Размер, состав и другие характеристики электрода подбираются исходя из выбранного режима, типа сварки и толщины изделий.
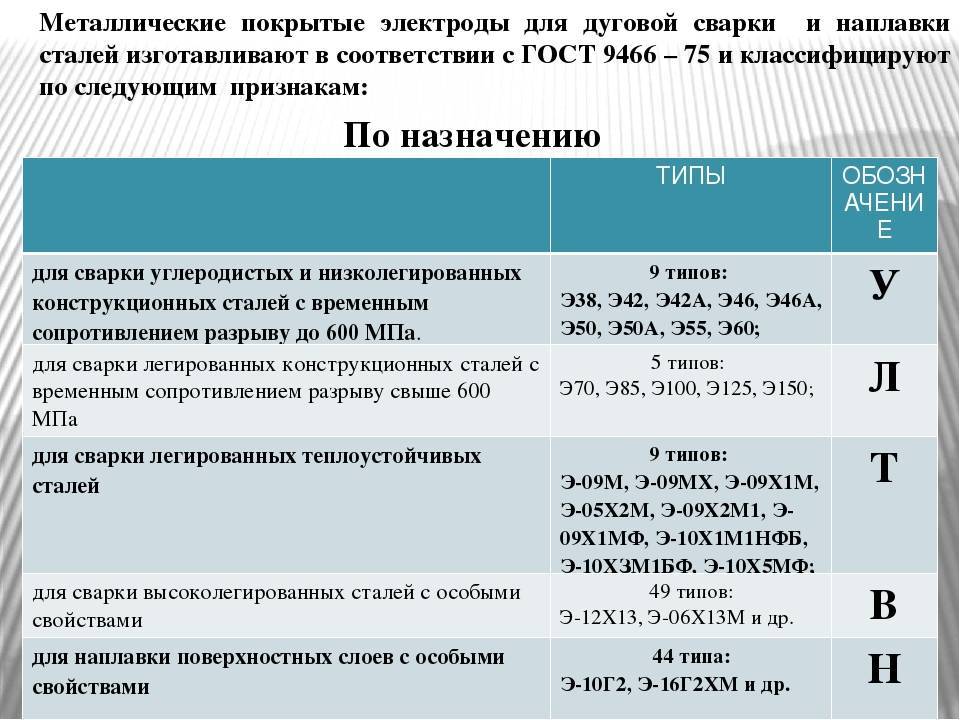
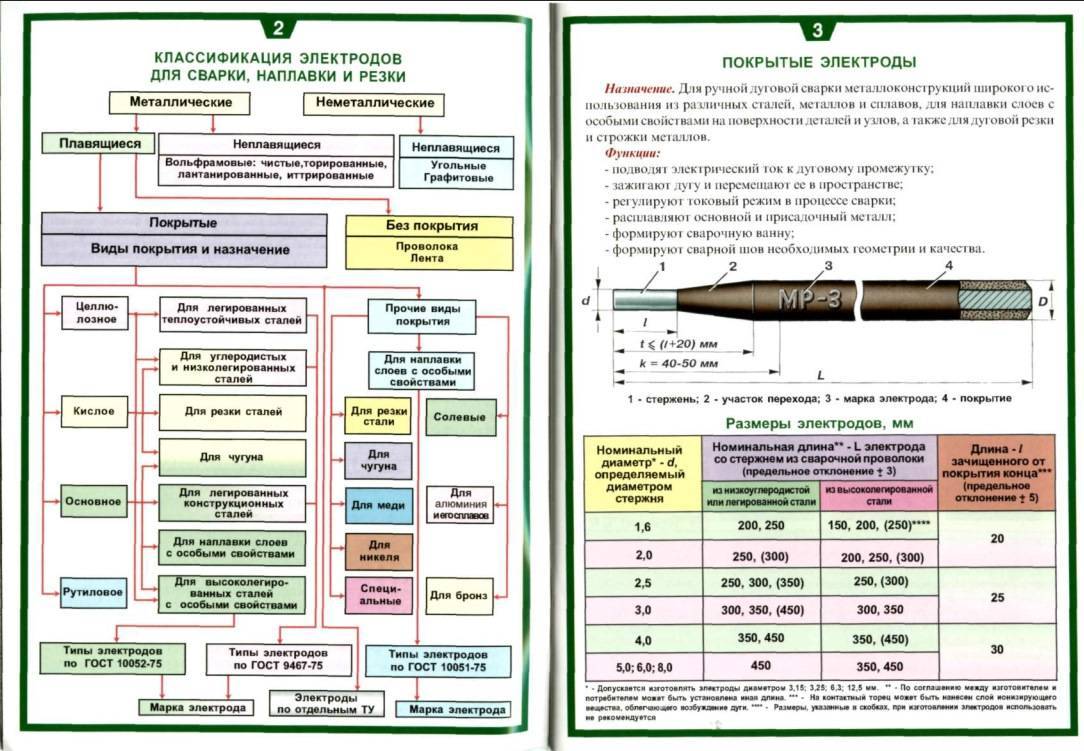
Классификация электродов согласно ГОСТу 9466-75
Предназначенные для ручной дуговой сварки металлические покрытые электроды делятся на группы по нескольким параметрам: назначению, химическому составу и механическим свойствам, толщине и виду нанесенного покрытия
Помимо этого, принимаются во внимание и сварочно-технологические показатели
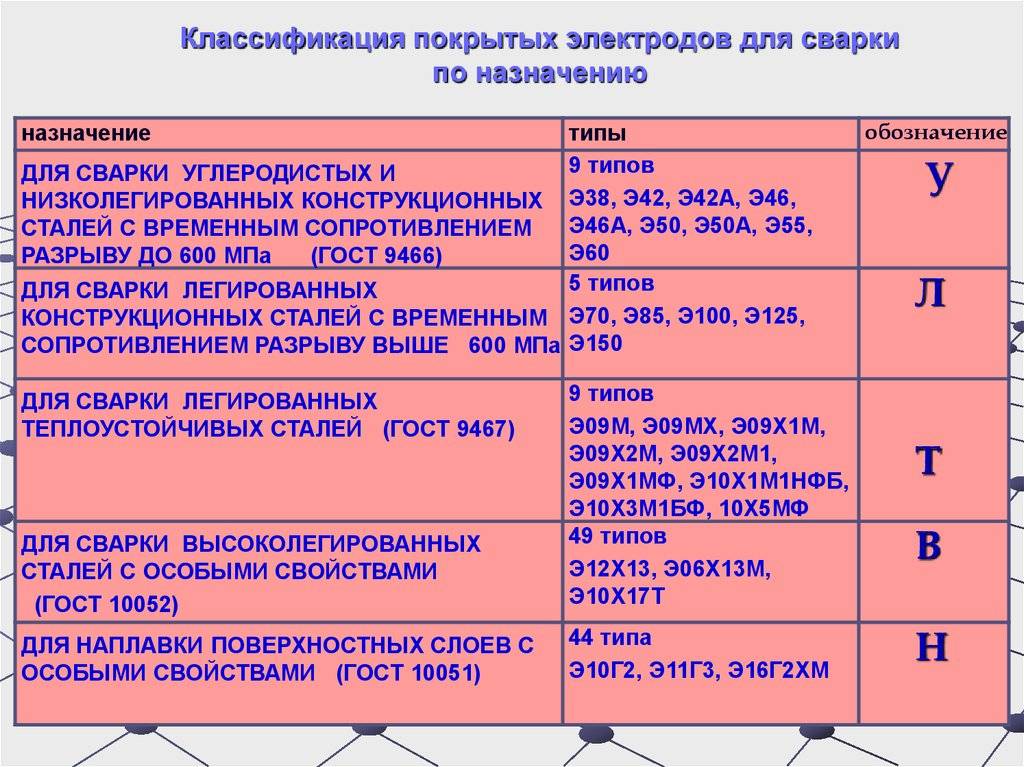
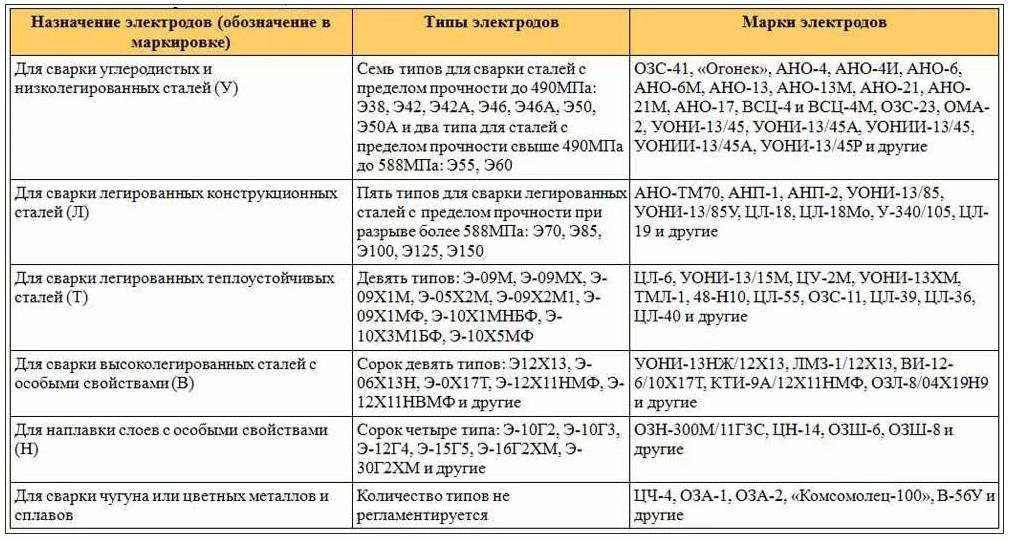
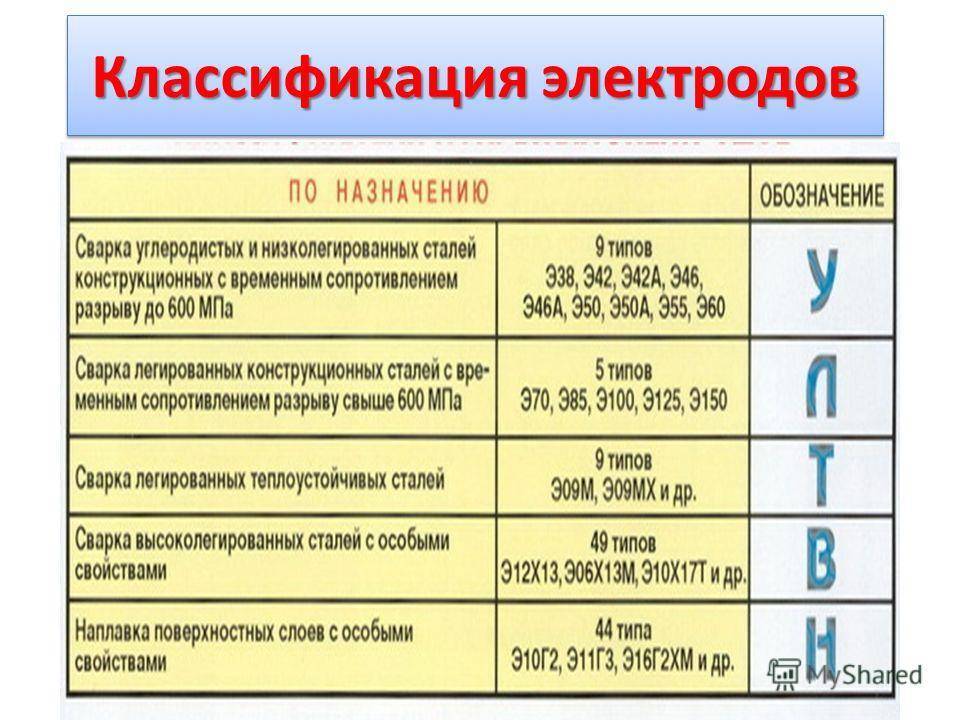
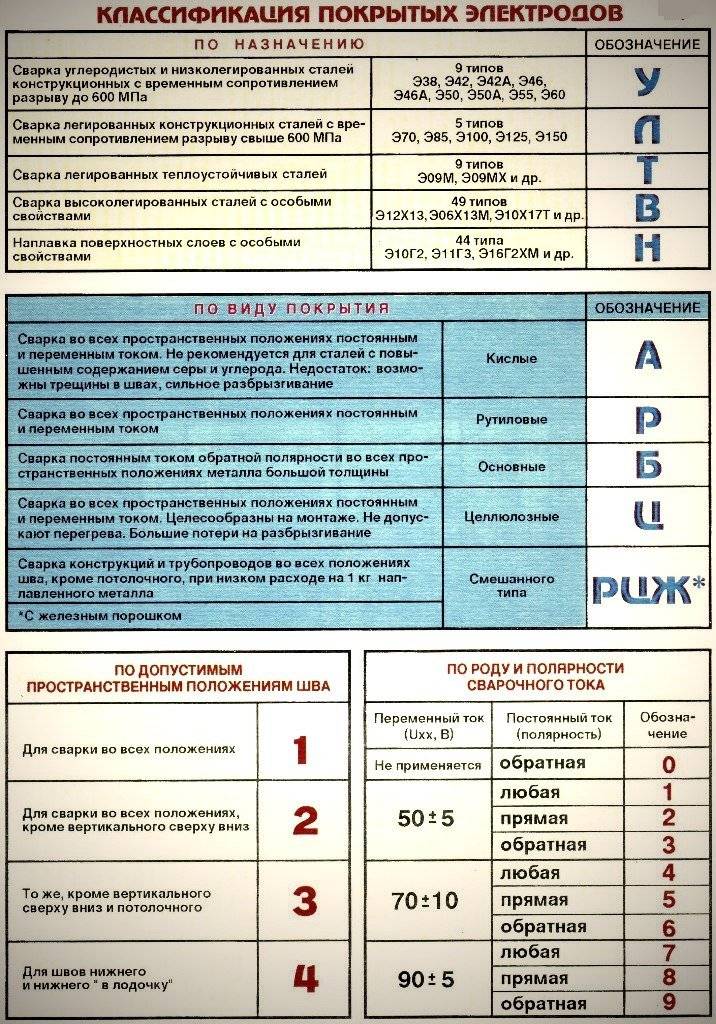
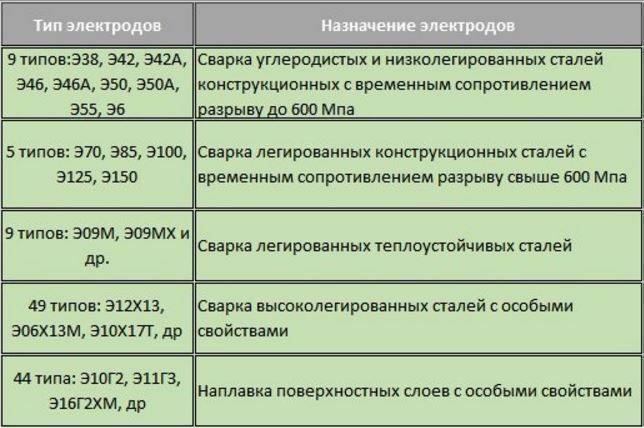
Виды электродов по назначению
В зависимости от сферы использования продукция предназначается:
- для работы с углеродистыми или низкоуглеродистыми материалами, степень сопротивления на разрыв которых не превышает 600 Мпа. Они маркируются литерой «У»;
- для соединения заготовок из конструкционной легированной стали, сопротивление на разрыв которых не превышает 600 Мпа. Электроды маркируются буквой «Л»;
- для сваривания легированной стали, устойчивой к высоким температурам. Продукты обозначаются литерой «Т»;
- для сварки высоколегированной стали, обладающей особыми характеристиками. Визуальный маркер — буква «В»;
- для создания наплавляемого слоя на поверхности материалов с особыми свойствами. Электроды имеют обозначение — литеру «Н».
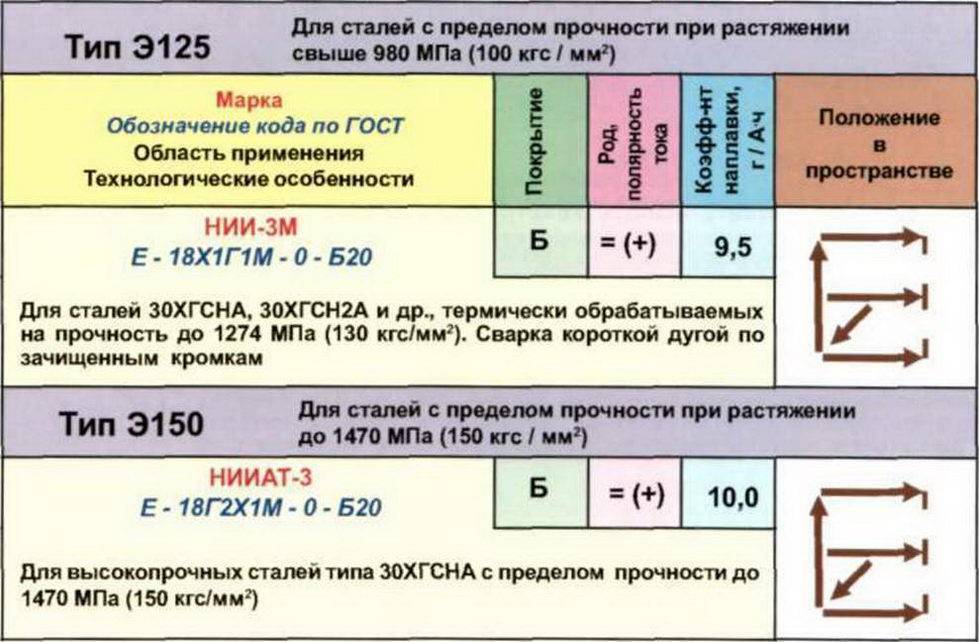
Перечисленными стандартами электроды разделяются на типы в зависимости от химического состава наплавленного металла и в соответствии с механическими характеристиками обрабатываемого материала. В маркировке присутствуют цифры, обозначающие минимальное сопротивление на разрыв в кгс/мм2: Э42, Э42А, Э50 и другие. Буква после цифрового маркера обозначает высокие пластические характеристики, хорошую вязкость и ограничения по химическим составляющим.
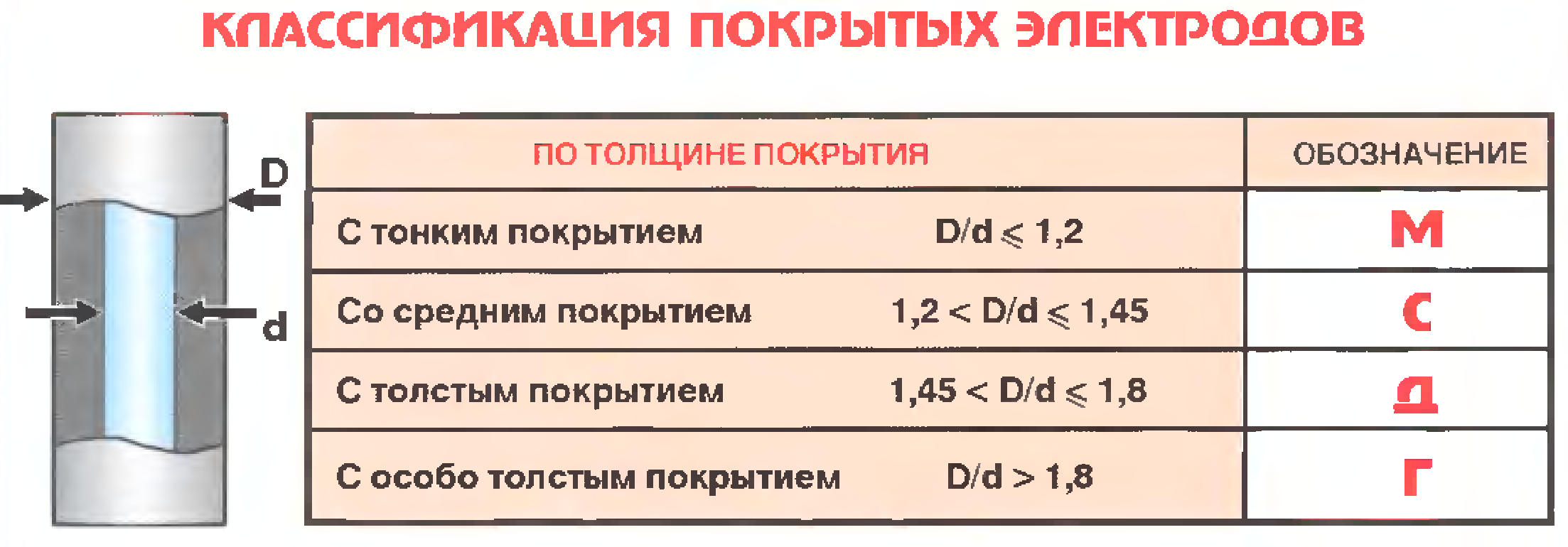
По толщине покрытия
По данному показателю предусмотрено деление продуктов с учетом соотношения D/d, где D соответствует диаметру покрытия, а d — величине окружности металлического стержня. Принято различать электроды по толщине покрытия:
- тонкое. Соотношение диаметров меньше 1,2. Маркируются буквой «М»;
- среднее. Результат находится в диапазоне 1,2 < х < 4,5. Обозначаются литерой «С»;
- толстое. Коэффициент меньше 1,8, но больше 1,45. Маркер — «Д»;
- особо толстое. Число, полученное от деления двух диаметров, выше 1,8. Маркировка «Г» является отличительной особенностью продукта.
Согласно положениям ГОСТа 9466 — 75 предусмотрено деление на три группы, которые отличаются по качеству. Оно определяется состоянием покрытия, точностью исполнения покрытия и стержня, содержанием фосфора и серы в наплаве.
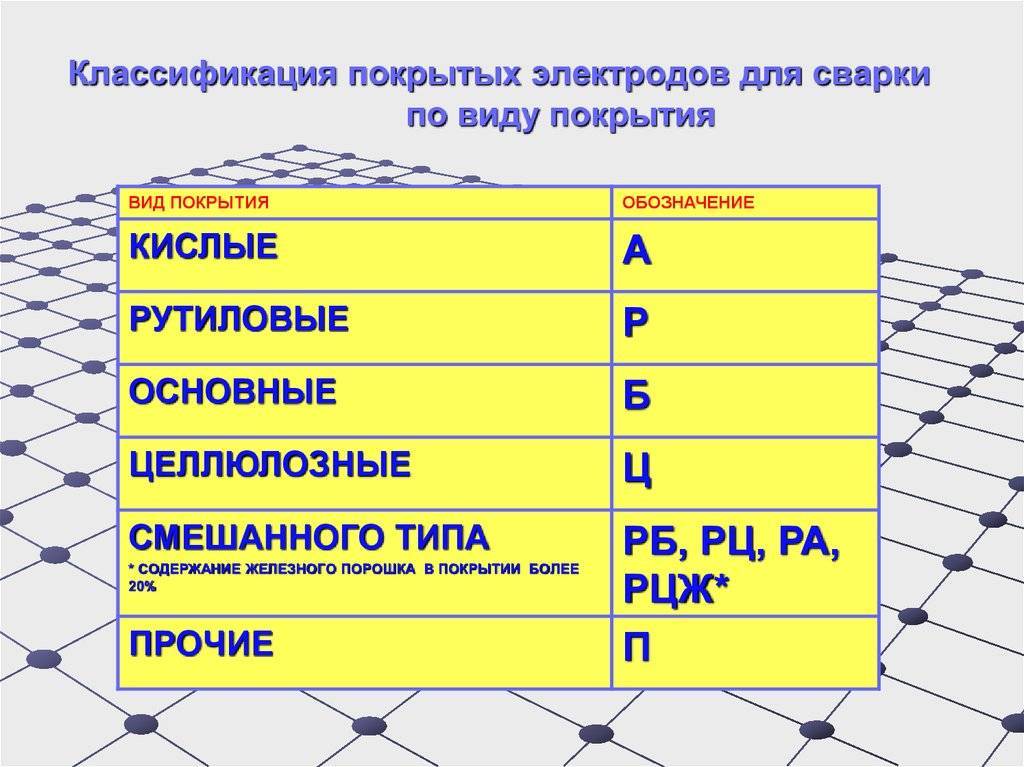
Типы покрытия электродов
Значения приведены в таблице ниже:
| Тип покрытия | Обозначение по ГОСТ 9466-75 | Международное обозначение ISO |
| Кислое | А | A |
| Основное | Б | B |
| Рутиловое | Р | R |
| Целлюлозное | Ц | C |
| Смешанные покрытия | ||
| Кисло-рутиловое | АР | AR |
| Рутилово-основное | РБ | RB |
| Рутилово-целлюлозное | РЦ | RC |
| Прочие (смешанные) | П | S |
| Рутиловые с железным порошком | РЖ | RR |
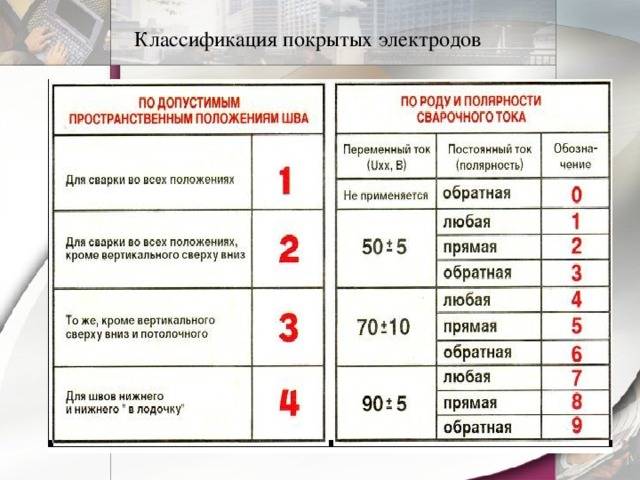
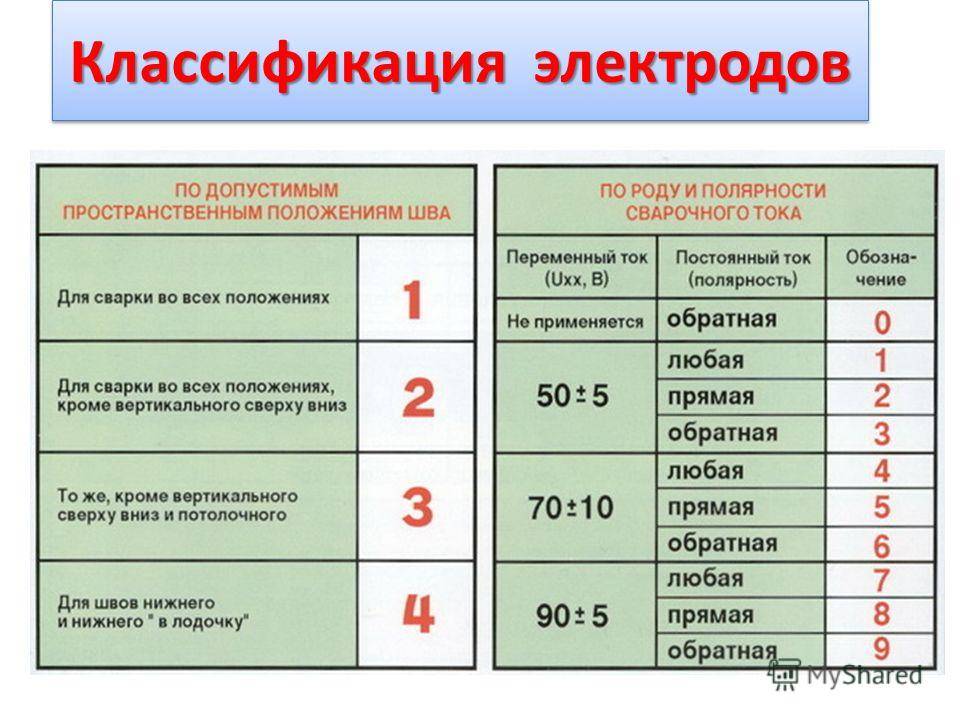
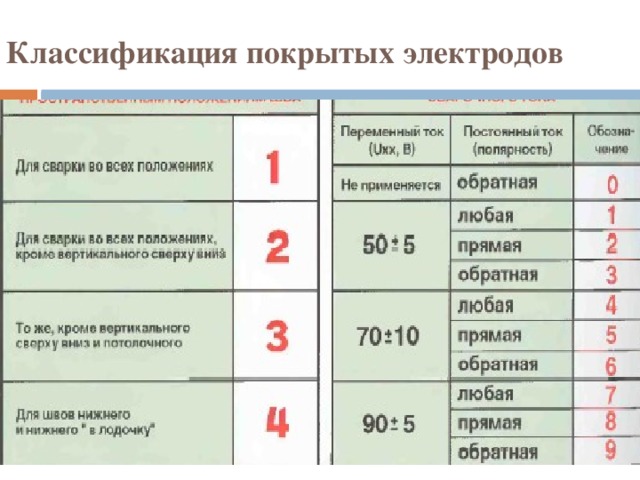
По пространственному расположению наплава
Электроды следует подбирать в зависимости от пространственного расположения стыка:
- рекомендуется для работы в любом положении — обозначается «1»;
- допускается расположение сварного шва в любом положении кроме направления сверху-вниз — «2»;
- для следующего пространственного расположения: вертикаль, горизонталь, низ и вертикаль снизу-вверх — «3»;
- для работы в нижнем положении, в том числе способом в лодочку — «4».
По виду и полярности тока
Все значения собраны в виде таблицы:
| Рекомендуемая полярность постоянного тока | Напряжение холостого хода источника переменного тока, В | Обозначение | |
| Номинальное напряжение | Предельное отклонение | ||
| Обратная | — | — | |
| Любая | 50 | ±5 | 1 |
| Прямая | 2 | ||
| Обратная | 3 | ||
| Любая | 70 | ±10 | 4 |
| Прямая | 5 | ||
| Обратная | 6 | ||
| Любая | 90 | ±5 | 7 |
| Прямая | 8 | ||
| Обратная | 9 |
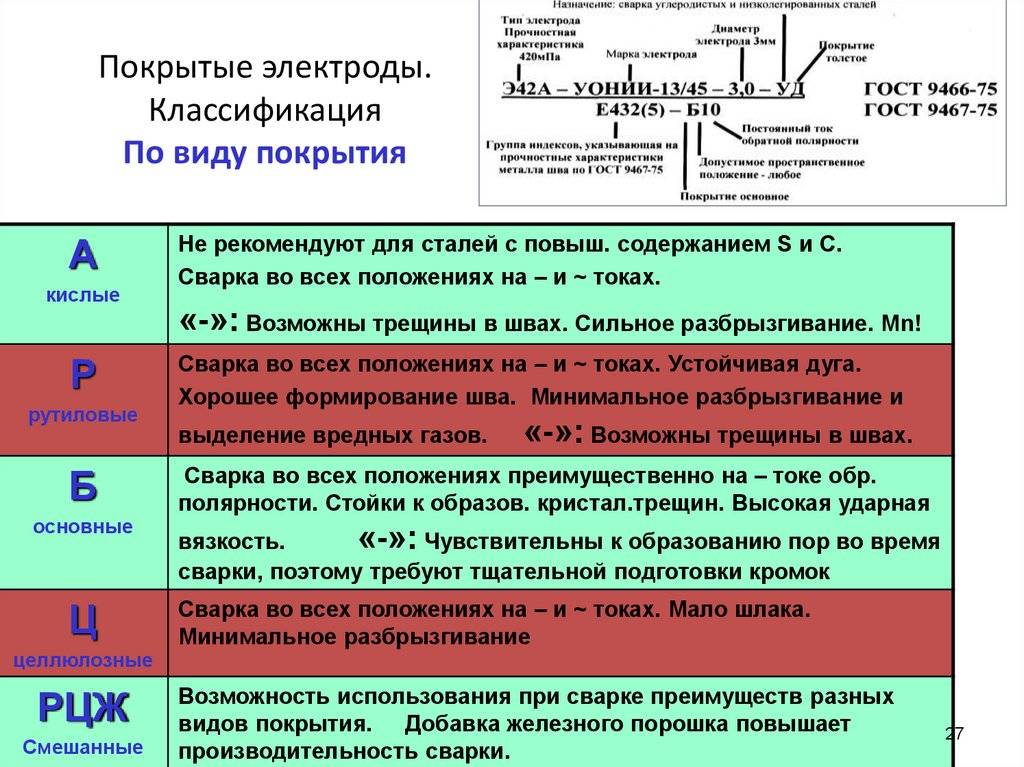
Характеристики и критерии выбора
Один из главных параметров сварочных электродов, это — его обмазка, вернее ее состав:
- Проводники с рутиловым покрытием. Сюда же относятся проводники со смешанным покрытием на рутиловой основе. Это — самые популярные электроды, отличающиеся легкостью розжига. Используются при переменном и постоянном токе в любом положении.
- С основным покрытием. Обычно применяются для сварки при постоянном токе. Обеспечивают пластичный шов, но отличаются затрудненным розжигом и повышенной чувствительностью к влажности.
- С кислым покрытием. Как и изделия с рутиловым покрытием, используются для инверторов, однако работу в этом случае необходимо производить в хорошо проветриваемом помещении.
- Для новичков подойдут электроды типа ОЗС-12, тогда как УОНИ относятся больше к профессиональным работам.
- Ручная дуговая сварка подразумевает использование сварочного инвертора. Элементы для этого аппарата должны быть сухими и не иметь повреждений. Они подбираются под тип инвертора, относительно технических характеристик этого приспособления.
- Вес одного электрода для каждой отдельной марки свой, в зависимости от используемых материалов Масса электродов в пачке по стандарту должна составлять 3 кг, 5 кг и 8 кг для электродов диаметром 2,5 мм, 3-4мм, 4мм соответственно.
Составляющие электрода
Электрод – это проволока, которая сверху обмазана специальным составом, называющимся обмазкой. В процессе сварки проволока (сердечник) плавится под действием электрического тока высокой мощности, заполняя собой пространство между сварными металлическими изделиями. Плавится также и обмазка, которая в процессе горения выделяет газ. Последний обволакивает зону сварки, не давая кислороду проникнуть внутрь.
Второе предназначение обмазки – это защита самого сварного слоя. В процессе плавления часть обмазочного материала становится жидкой и покрывает собой сварочный шов. Эта тонкая пленка защищает его от негативного воздействия кислорода. Почему необходима данная защита.
- В процессе плавки металла кислород будет забирать часть энергии на себя, поэтому электрического тока может не хватить на саму сварку.
- При соприкосновении с кислородом при небольшой влажности на металлах появляется окисел, снижающий его качественные характеристики.
Классификация маркировок
Электроды для сварки стали Э-42А, Э-38 и Э-50А маркируются так:
- Э – электрод.
- 35 – число указывает временное сопротивление разрыву.
- А – может использоваться для наплавки пластичного металла.
- Н – позволяет делать дополнительную наплавку на разные поверхности металла с особыми свойствами.
- Т – предназначены для теплостойких, тугоплавких и легированных сталей. Усилие шва на разрыв – около 600 МПа.
У – для сварки конструкционных сталей с малым содержанием легирующих добавок. Качество сварного шва обеспечивает усилие разрыва 600 МПа.
- 1 – универсальный.
- 2 – подходит для большинства положений, кроме вертикального сверху вниз.
- 3 – подходит для вертикальных и горизонтальных швов, кроме потолочных.
- 4 – только для горизонтального шва и нижнего в лодочку.
Содержание химических элементов обозначается так: Х – хром, М – молибден, Б – ниобий, Ф – ванадий.
В зависимости от толщины обмазки предусмотрено обозначение (D – диаметр покрытия, а d – диаметр стержня электрода):
- тонкое (D/d ≤ 1,20) – М;
- среднее (1,20 < D/d ≤ 1,45) – С;
- толстое (1,45 < D/d ≤ 1,80) – Д;
- особо толстое (D/d > 1,80) – Г.
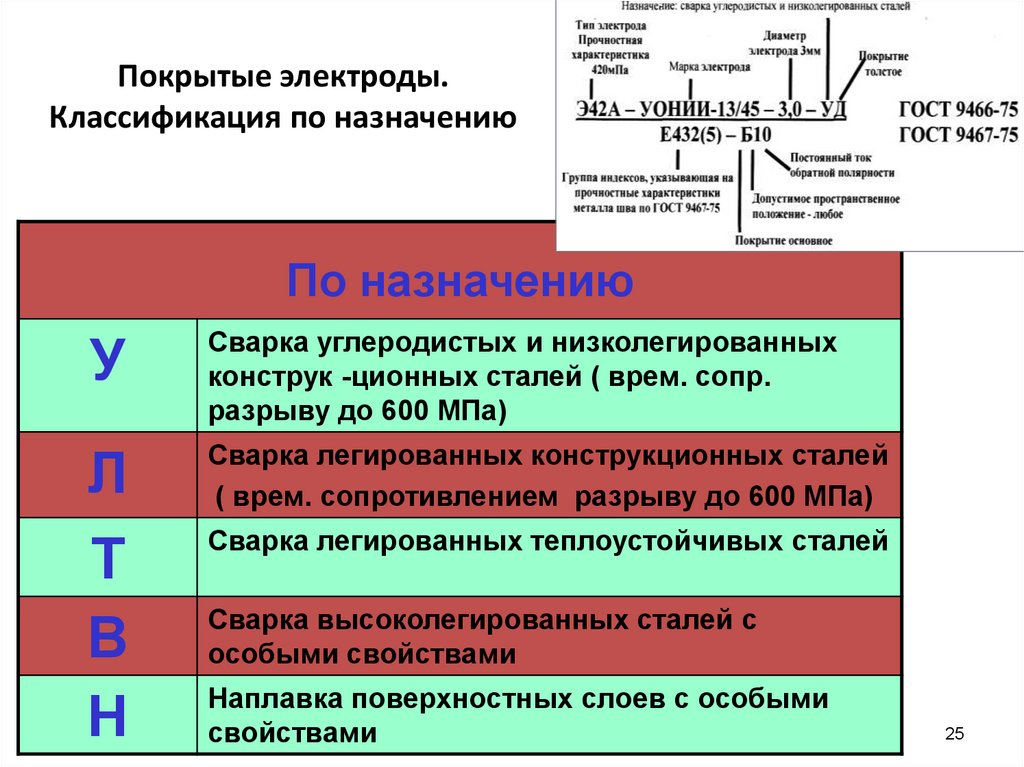
Например, надпись на пачке Э-46-ЛЭ3АНО-21-УД Е 43 1(3) РЦ-13 имеет следующую расшифровку:
- Э-46 – электроды с пределом прочности на разрыв – 46 кгс/мм²;
- ЛЭ3АНО-21 – марка электрода;
- У – для сварки низкоуглеродистых и углеродистых сталей с пределом прочности на растяжение – 60 кгс/мм²;
- Д – коэффициент толщины – 1,45–1,8 (толстое);
- Е – есть покрытие;
- 43 – предел прочности на растяжение – 44 кгс/мм²;
- 1 – относительное удлинение – 20%;
- (3) – температурный минимум – 20 °C, при котором сохраняется вязкость металла – 34 Дж/см²;
- РЦ – рутилово-целлюлозное покрытие;
- 1 – предназначен для всех положений сваривания;
- 3 – работает от постоянного и переменного тока обратной полярности.
Рекомендации по выбору электродов
Проводя выбор электродов для ручной дуговой сварки, следует учитывать тот момент, что для каждого сварочного аппарата производитель рекомендует определенный тип электродов. Стоит учитывать, что сварка может проходить при применении нескольких способов:
- контактная;
- роликовая;
- газопрессовая;
- электрошаговая.
На сегодняшний день наибольшее распространение получила два метода: контактный и газопрессовой. При необходимости достижения высокой производительности, как правило, выбирают газопрессовой метод. Он применяется при прокладке трубопровода на большое расстояние.
Проводить выбор электродов следует исходя из параметров свариваемого покрытия. При этом следует учитывать тот момент, что каждая марка применяемых электродов обладает своими определенными качествами. Если неправильно выбрать расходный материал, то получаемый шов не будет обладать требующимися эксплуатационными качествами.
Выбирая электроды для дуговой сварки, следует учитывать нижеприведенную классификацию:
- Вид покрытия и его толщина. При изготовлении деталей могут применяться различные стали. Примером можно назвать углеродистые и легированные стали. Выбор проводится также в зависимости от толщины металла.
- Назначение. Выбор проводится также в зависимости от того, какой шов следует получить. Например, требуемая ширина и длина, а также качество.
- Состав покрытия и механические свойства. К швам предъявляется довольно больше количество требований. Примером можно назвать прочность и устойчивость к растяжению.
К другим особенностям выбора отнесем нижеприведенные моменты:
- При толщине металла не более 8 мм следует применяться электроды с диаметром 8-12 мм, а сила тока 450А. Длина шва достигает 45 см. Свариваемые элементы могут изготавливаться при применении различных металлов.
- Расходный материал с диаметром 6 мм может применяться при силе тока 370А, толщина металла может составлять 4-15 м. Сварочный шов также достигает длины 45 см.
- В продаже встречаются варианты исполнения с диаметром 5 мм. Подходят они для случая, когда сила тока составляет 280А. Толщина применяемого металла от 4 до 15 мм.
- При диаметре 4 мм сварка должна проходить при токе 100-220А. За счет снижения силы тока толщина металла уменьшена до 10 мм.
- При силе тока 50-70А диаметр применяемого расходного материала составляет 2 мм. Толщина металла всего 1-2 мм.
Электроды с толщиной менее 3 мм применяются при сварке деталей, которые изготавливаются при применении легированной стали.
В заключение отметим, что от качества применяемого расходного материала во многом зависят особенности получаемого шва
Именно поэтому его выбору следует уделять внимание. Если рассматривать продукцию отечественных и зарубежных производителей, то отметим, что качество изготовления отличается ненамного
А вот стоимость может варьироваться в достаточно большом диапазоне.
Из чего состоит электрод для сварки
По большому счету электрод представляет собой отрезок проволоки, по которому во время сварки проходит электрический ток. Поверхность укрыта специальным химическим составом, определяющим свойства продукта. Есть электроды, которые представляют собой только кусок проволоки и не имеют дополнительного покрытия. Они так и называются — непокрытыми.
Плавящиеся и неплавящиеся электроды
Стержень внутри электроды выполнен из металлического и реже — из медного прутка. Его задача состоит в том, чтобы заполнить сварочною ванну расплавом, соединяющим две заготовки между собой. Обмазка вокруг металлического стержня определяет химические характеристики электрода и содержит вещества, улучшающие качество шва.
Неплавящиеся электроды изготавливают из порошкообразных материалов. Наиболее часто используется уголь или вольфрам. Они повышают качество сцепления соединяемых частей. Шов формируется без расплава металлического стержня, а материал электрода расходуется как присадочная проволока. Наиболее распространенный материал, который применяется в производстве таких электродов — аморфный уголь. Готовый продукт представляет собой удлиненный овальный стержень.
Такого рода угольные электроды применяются для формирования швов с высокими эстетическими показателями. Они востребованы и для воздушно-дуговой резки толстых металлических заготовок.
Электроды для точечной сварки
Отдельно нужно уделить внимание оборудованию, предназначенное для точечной сварки. Особенности технологии заключаются в том, чтобы сохранить начальную форму соединяемых частей и обеспечить нужную степень электропроводности
Для решения задач подобного рода предусмотрены специальные аппараты, работающие без привычных электродов. Их роль замещена специальными медными контактами, выполненными в форме заостренных стержней. В домашних условиях такие контакты можно изготовить самостоятельно. К примеру, приспособить отработанные жала от мощных паяльников.
Толщина
Виды электродов для ручной дуговой сварки разделяются по толщине покрытия, находящейся в зависимости от диаметра внутреннего стержня. Однако разделение осуществляется не от точных размеров, а от соотношения между ними.

Тонкое покрытие обозначается буквой «М». Толщина обмазки составляет 20 процентов от диаметра стержня. Среднее покрытие обозначается буквой «С». Это является наиболее распространенным вариантом. Толщина обмазки составляет 45 процентов от диаметра стержня.
Толстое покрытие обозначается буквой «Д». Толщина обмазки составляет 80 процентов от диаметра стержня. Свыше 80 процентов имеет особо толстое покрытие, обозначаемое буквой «Г». Также является важным правильный выбор размера поперечного сечения. Он находится в зависимости от толщины подготовленных кромок соединяемых изделий.
Этикетка коробки с электродами
Каждая коробка (пачка) с электродами снабжаются этикеткой или маркировкой, на которой указано:
наименование или товарный знак предприятия-изготовителя;
полное обозначение электродов по ГОСТ 9466-75;
номер партии и дата изготовления;
область применения электродов;
режимы сварочного тока в зависимости от диаметра электродов и положения сварки или наплавки;
особые условия выполнения сварки или наплавки;
свойства металла шва, наплавленного металла или сварного соединения (специальные механические свойства, не указанные в условном обозначении электродов);
допустимое содержание влаги в покрытии на момент использования электродов;
рекомендуемый режим прокаливания электродов перед сваркой;
масса электродов в упаковке.
Этикетка на пачке с электродами
Условное обозначение электродов по ГОСТ 9466-75 Пример обозначения электрода по ГОСТ 9466-75
Условное обозначение положений сварки