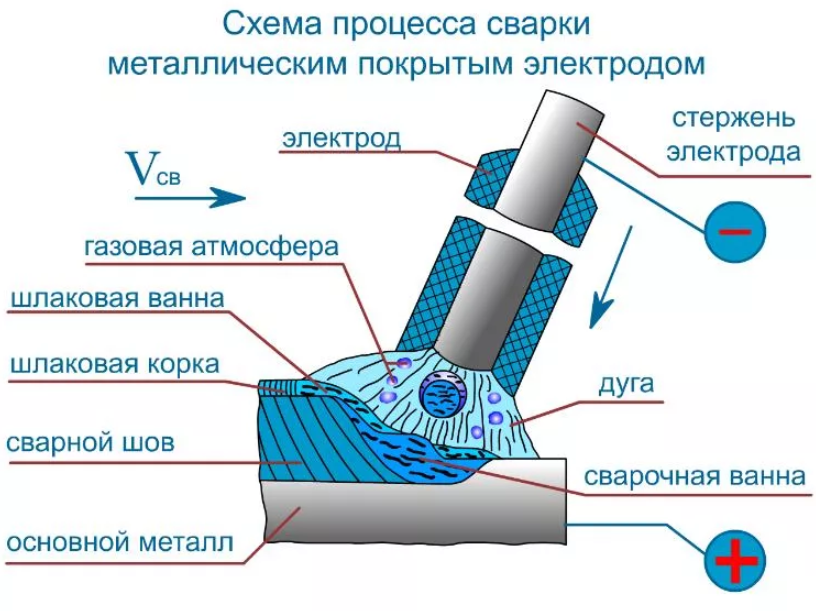
Лучшие сварочные электроды с основным покрытием
Подобные стержни отличаются малой окислительной способностью, а получаемый сварочный шов — пониженным содержанием водорода, кислорода, примесей серы и фосфора. Поэтому он обладает хорошей стойкостью к образованию трещин.
Применяются подобные электроды для сварки закаливающихся, раскисленных сталей и многослойных конструкций.
ESAB УОНИИ 13/55
4.9
★★★★★
оценка редакции
92%
покупателей рекомендуют этот товар
Смотрите обзор
Электроды могут использоваться для сварки почти во всех пространственных положениях. Наплавленный металл отличается устойчивостью к возникновению кристаллизационных трещин и практически полным отсутствием водорода.
Стержни имеют диаметр от 2 до 5 миллиметров, что позволяет обрабатывать материалы толщиной до 8 мм.
Допустимая температура прокаливания перед работой составляет 350-400°С. Во избежание образования пор, сварку следует проводить постоянным током на короткой дуге.
Достоинства:
- широкий диапазон размеров;
- сварка из любого положения;
- прочность шва;
- экономичный расход.
Недостатки:
залипание при высоком показателе тока.
ESAB УОНИИ 13/55 предназначены для сварки низкоуглеродистой или низколегированной стали. Удобство работы в любом положении и надежность получаемого шва позволяют эффективно использовать стержни в стесненных условиях.
Lincoln Electric УОНИ 13/55
4.9
★★★★★
оценка редакции
90%
покупателей рекомендуют этот товар
К основным особенностям этих расходников стоит отнести низкую стоимость и увеличенный эксплуатационный ресурс.
Электроды могут использоваться при работе с материалами при отрицательной температуре и повышенном уровне влажности, не требуют особых условий хранения.
Диаметр стержней составляет 4 миллиметра, максимальный допустимый сварочный ток — 160 Ампер. Их применение эффективно в любом пространственном положении, что обеспечивает удобство работы с различными конструкционными элементами.
Достоинства:
- высокая ударная вязкость;
- работа при температуре до -40 °С;
- минимальное разбрызгивание;
- стабильное горение дуги.
Недостатки:
требуют длительного прокаливания.
Lincoln Electric УОНИ 13/55 — отличный выбор для дуговой сварки арматурных, углеродистых и легированных сталей. Рекомендуется для работы в сложных условиях или продолжительного использования в морозную погоду.
PlasmaTec Monolith ЦЧ-4
4.8
★★★★★
оценка редакции
88%
покупателей рекомендуют этот товар
Особенностью электродов является возможность производить работу в неблагоприятных условиях. Во время сварки вокруг дуги возникает газовый пузырь, препятствующий попаданию на стык воды или пыли.
Диаметр стержней составляет 3 мм. Они характеризуются стабильностью дуги, слабым разбрызгиванием, легкостью как начального, так и повторного зажигания. Это обеспечивает высокое качество шва и быстрое отделение шлака.
Достоинства:
- защита зоны сварки;
- ровный шов;
- экономичный расход;
- не требуют прокаливания.
Недостатки:
не предназначены для вертикальной сварки.
PlasmaTec Monolith ЦЧ-4 используется для профессиональной сварки тонколистового металла. Прекрасный выбор для работы с резервуарами или трубопроводами.
Kobelco LB-52U
4.8
★★★★★
оценка редакции
86%
покупателей рекомендуют этот товар
Отличаются высокой стабилизацией дуги и большой глубиной проплавления материала. Благодаря низкому содержанию водорода получаемый шов устойчив к растрескиванию и характеризуется высокой ударной вязкостью.
Диаметр электродов — 3 мм, длина 40 сантиметров. Стержни используются для сварки металлов, соответствующих классам прочности до К54, К55-К60. Обработка материала может производиться как на постоянном, так и на переменном токе.
Достоинства:
- надежное соединение;
- быстрое прокаливание;
- глубокое проплавление металла;
- легкость отделения шлака.
Недостатки:
сложность повторного зажигания.
Kobelco LB-52U подойдет для усиления обратной стороны сварочного шва. Стержень будет полезен при внутренней обработке трубопроводов или цистерн.




Из чего сделать сварочные электроды своими руками
Основными материалами при изготовлении сварочных электродов, является следующие компоненты:
- Низкоуглеродистая проволока небольшого диаметра;
- Жидкое стекло;
- Мел в виде порошка, но можно использовать и известняк.
Итак, как уже становится понятным, стержень самодельных электродов будет изготовлен из стальной проволоки. Ее диаметр должен быть небольшим, в пределах 2-3 мм. В процессе изготовления электродов своими руками, проволоку придется нарезать на куски, длина которых должна составлять приблизительно 25 см.
Обмазка для самодельных электродов будет изготовлена из жидкого стекла и мела. Последний компонент, мел, если он в кусках, придется хорошенько растолочь до порошкообразного состояния. Более подробно, о том, как сделать электроды своими руками, можно будет прочесть ниже, в этой статье сайта про ручную дуговую сварку .
Особенности
Правила, по которым осуществляется сварка тонкого металла посредством инверторного аппарата, существенно отличаются от рекомендуемых для толстостенных изделий. В первую очередь учитываются сложности, вызванные спецификой поведения металла под действием электротехнических сил. Однако у технологии есть и свои плюсы. Разберем эти нюансы более детально.
Сложности
При сварном соединении инвертором двух металлических заготовок толщиной 2-3 мм и меньше, возникает следующий ряд специфических трудностей:
- Тонкое металлическое изделие прогорает при перегреве. По этой причине процедура стыковки должна проводиться как можно скорее, но без нарушения качества. При длительной обработке заготовка если не прогорит, то искривится. Поэтому электрод должен проводиться исключительно по направлению шва – без малейших отклонений.
- Параметры силы тока должны иметь минимальное значение. Как следствие, дуга становится короткой. Малейшее увеличение расстояния приводит к ее погасанию. В некоторых случаях она может долго не разжигаться. Под такие условия подбирается сварочный аппарат с показателем холостого напряжения не менее 70 вольт и возможностью постепенного изменения силы тока, начиная с 10 ампер.
Ответственная сварка тонкостенных изделий Источник aqua-rmnt.com
- Искривление при чрезмерном нагреве. Малейшее увеличение температуры приведет к искривлению листа. Лучший способ не допустить этого – максимально тщательно выбирать параметры сварки и контролировать степень накала. Кроме того, если ситуация позволяет, то применяются специальные термоотводящие материалы, аккуратно подкладываемые снизу шва.
- Непровары на лицевой и наплывы с обратной стороны. Этими дефектами часто характеризуется сварка тонкого металла инвертором для начинающих. Если все выше приведенные недостатки можно в той или иной степени нивелировать правильным подбором параметров, условий и инструмента, то эти два полностью зависят от навыка мастера. Не проваренные или пропущенные места часто являются следствием спешки сварщика, наплывы – напротив, чрезмерного старания. В обоих случаях нужно корректировать технику.
Преимущества
Инверторная сварка – наилучший, современный и доступный способ, как варить тонкий металл. При соблюдении всех условий технологии шов получается весьма качественным, прочным, герметичным, долговечным, незаметным при последующей доработке и нанесении покрытия. С его помощью допустимо сваривать тонкостенные конструкции различного назначения – к примеру, автомобильные кузова и детали, емкости, трубы. Единственный общий недостаток инверторных сварочных технологий – нестабильность при отрицательной температуре окружающей среды.
Сварка оцинковки
Существует единственный способ, как варить тонкий металл электродом 3 мм, когда заготовки покрыты слоем цинка, это инверторная сварка с предварительной зачисткой поверхностного слоя в месте стыковки. Процедура выполняется несколькими методами:
- Механическим. Для этой цели применяются шлифовальные машинки, абразивные круги, щетки со стальной щетиной, наждачная бумага.
- Термообработка сваркой. Цинковое наслоение выжигается двойным проходом электрода вдоль всей траектории шва с обязательной последующей отбивкой образуемого шлака.
Правила ведения электрода при тонкостенной сварке Источник stroy-podskazka.ru Другой особенностью сварки оцинкованных изделий является необходимость создания двойного шва:
- Первый проход выполняется рутиловым электродом с наименьшей амплитудой.
- Второй проход финишный, облицовочный. Осуществляется основным электродом с шириной шва, равным 3-х-кратному диаметру инструмента.
Выбор электродов и настройка режимов сварки
Для сварки тонкого 3 мм металла нужны марки с рутиловой обмазкой, замедляющие плавление сердечника, иначе они будут быстро сгорать. На концах электродов с тугоплавким покрытием образуется козырек, препятствующий повторному розжигу дуги. Сердечник должен быть сделан из того же материала, что и заготовки или близкого по составу. Работа выполняется аппаратом переменного или постоянного тока, поэтому предпочтительны универсальные электроды. Перед сваркой тонкого металла их необходимо прогреть при температуре 170⁰C. После предварительного прокаливания легче зажигается и удерживается дуга без образования брызг.
В зависимости от толщины заготовок, диаметр электрода и сила тока определяются по таблице:
Толщина заготовки, мм | Ток | Диаметр электрода, мм |
0,5 | 10 | 1 |
1 | 25 — 35 | 1,6 |
1,5 | 45 — 55 | 2 |
2 | 65 | 2 |
2,5 | 75 | 3 |
Если у аппарата есть настройка начального напряжения, необходимо установить начальный ток на 20% ниже рабочего. Это избавит от прожога при зажигании дуги. Если такая опция отсутствует, сварку по тонкому металлу начинают с разжигания дуги на графитовой пластине с последующим переносом на стык.
Поскольку для сварки на тонком металле нужен малый ток, диапазон регулировки должен начинаться с 10 А. Если у аппарата минимальное значение выше, массу подключают через стальную пружину или балластное устройство, которые снижают ток до требуемого значения. При наличии импульсного режима можно сваривать сталь толщиной менее 0,5 мм. В промежутках между импульсами заготовки будут остывать.
Условия, которые необходимо соблюдать при работе
Требуется внимательно подойти к выбору электрода. Он должен быть:
- диаметром не превышающий толщину листа;
- идеальный размер – 1,6 мм;
- внутри находиться тот же сплав, что у заготовки;
- обмазка из элементов, которые считаются тугоплавкими;
- любая марка.
Также следует использовать подходящий инвертор:
- полуавтомат выгоднее, чем ручная дуговая электросварка;
- сила тока варьируется в зависимости от сечения проводника, регулировка производиться в границах 10 – 15 А.
Достоинство инверторного оборудования – КПД намного выше (до 90%), чем у трансформатора, да и задействует оно намного меньше электричества.
Автоматическая и полуавтоматическая дуговая сварка никеля под флюсом
Флюсы для сварки
При использовании сварочных тракторов-автоматов хорошие показатели получаются при выборе электродной проволоки, легированной церием в сочетании с плавленым флюсом марок АН-26. Состав этих флюсов указан на этой странице.
Но большее распространение для автоматической сварки никеля и никелевых сплавов получили флюсы керамические. Состав основных марок керамических флюсов представлен в таблице ниже:
| Компоненты | № флюса | |
| №1 | №2 | |
| Мрамор | 15 | 12 |
| Плавиковый шпат | 55 | — |
| Флюоритовый концентрат | — | 60 |
| Глинозём | 15 | 15 |
| Марганец (порошок) | 6 | 5 |
| Титан (порошок) | 2 | 2 |
| Алюминий (порошок) | 6 | 6 |
Смесь компонентов замешивается на жидком стекле, масса которого определяется из расчёта 16-20% от суммарной массы сухих компонентов. Полученная смесь размельчается до гранул, размером 1-2мм для автоматической сварки и 0,8-1,3мм для полуавтоматической сварки.
Сварочная проволока для автоматической сварки никеля
Состав электродной проволоки должен быть максимально приближен к составу свариваемого металла. Это проволоки марок Н1, НП по ГОСТ 492 и ГОСТ 2179. Допускается, в некоторых случаях, применения проволоки НМц по ГОСТ 1049.
Диаметр проволоки зависит не столько от толщины свариваемого никеля, сколько от способа подготовки сварных кромок и обычно составляет 3-5мм. При сварке никеля толщиной не более 6мм, скосы на кромках не делают. Собирают детали без зазора и используют проволоку диаметром 3мм. При сварке металлов разной толщины выполняют двухсторонние скосы с углом 30-55° с каждой стороны.
Проволока диаметром менее 3мм применяется ограничено, из-за её перегрева на «вылете», т.е. от точки подачи тока да электрической дуги. Для полуавтоматической сварки никеля выбирают проволоку диаметром 3мм.
Режимы автоматической и полуавтоматической сварки
Режимы сварки никеля подбираются, исходя из толщины свариваемого металла и диаметра электрода. Напряжение электрической дуги составляет, примерно, 30-34В, длина дуги рекомендуется средняя. Характер тока — постоянный, обратной полярности.








Ориентировочные режимы сварки представлены в таблице ниже:
| Толщина металла, мм | Диаметр проволоки, мм | Подготовка кромок | Величина притупления, мм | Зазор, мм | Сила тока, А | Скорость сварки, м/ч | Количество проходов |
| 5 | 3 4 5 | Нет V-образная Угол 35° | Нет Нет Нет | Нет 0,5 1,5 | 350 375 400 | 24 27 30 | 1 |
| 6 | 3 4 5 | Нет V-образная Угол 35° | Нет 1-2 1-2 | Нет 0,7 1,5 | 360 390 420 | 23 26 29 | 1 |
| 7 | 3 4 5 | Нет V-образная Угол 35° | 1-2 1-2 1-2 | Нет 1,0 1,5 | 370 415 450 | 22 25 28 | 1 |
| 8 | 3 4 5 | Нет V-образная Угол 35° | 1-2 1-2 1-2 | Нет 1,2 1,5 | 380 435 480 | 21 24 27 | 1-2 |
| 9 | 3 4 5 | Нет V-образная Угол 35° | 1-2 1-2 1-2 | Нет 1,2 1,7 | 390 450 510 | 20 23 26 | 1-2 |
| 10 | 3 4 5 | Нет V-образная Угол 35° | 1-2 1-2 1-2 | Нет 1,5 1,7 | 400 475 540 | 19 22 25 | 1-2 |
| 11 | 3 4 5 | Нет V-образная Угол 35° | 1-2 1-2 1-2 | Нет 2,0 2,5 | 410 495 570 | 18 21 24 | 1-2 |
| 12 | 3 4 5 | Нет V-образная Угол 35° | 1-2 1-2 1-2 | Нет 2,0 2,5 | 420 515 600 | 17 20 23 | 2-3 |
Сила тока может колебаться в пределах ±10А. Скорость сварки может отличаться на 1м/ч. Для никеля, толщиной более 10мм допускается Х-образная разделка кромок.
Общие принципы сваривания тонких листов металла инвертором
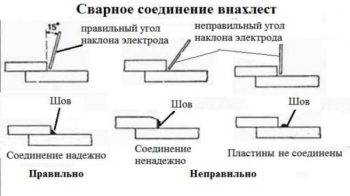 Способ сварки внахлест.
Способ сварки внахлест.
Сварка тонкого листового металла будет успешной, если заранее выставить точные настройки на сварном аппарате:
- при толщине металла 0,5 мм сила тока должна равняться 10А, а диаметр электрода ‒ 1 мм;
- при толщине металла 1 мм сила тока должна равняться 25-35, а диаметр электрода ‒ 1,6 мм;
- при толщине металла 1,5 мм сила тока должна равняться 45-55, а диаметр электрода ‒ 2 мм;
- при толщине металла 2 мм сила тока должна равняться 65, а диаметр электрода ‒ 2 мм;
- при толщине металла 2,5 мм сила тока должна равняться 75, а диаметр электрода ‒ 3 мм.
Сварка металла
Прекрасно зарекомендовали себя в данной сфере инверторные агрегаты, позволяющие сваривать металл переменным напряжением и с высокой частотой.
Если настройки сварочного аппарата позволяют, нужно выставить уровень стартового напряжения меньшего значения, нежели рабочий ток приблизительно на 20%. Это позволит устранить пропаленные участки при розжиге электродуги и поможет начинать сварку непосредственно в месте соединения.
Если нет возможности отрегулировать стартовый ток вручную при дуговой сварке, можно зажечь электрод на толстой поверхности, а потом перенести его на стык.
Особенностью сварки тонкого металла инвертором считают необходимость работы на малых токах, для чего настройки агрегата поддерживают рабочие значения амперметра на уровне 10-30 А.
Когда минимальное значение регулируемой величины превышает эти параметры, понизить силу тока можно с помощью дополнительного сопротивления в цепи. Для этого пружину из высокоуглеродистой стали помещают между изделием и кабелем массы.
Также в такой ситуации может помочь установка балластника для понижения тока до актуального уровня.
Если в настройках агрегата присутствует импульсный режим, можно воспользоваться этой функции. Чрезмерно тонкие листы стали нужно сваривать прерывистой дугой. Точечная сварка выполняется следующим образом: импульсный ток автоматически разрывает дугу, предоставляя металлической поверхности время, чтобы остыть.
https://www.youtube.com/watch?v=P2CzIuF_VhQ
Выбор режима сварочного аппарата
Для тонколистовых изделий применяют следующие настройки сварочного аппарата и параметры расходного материала:
| Толщина металла, мм | 0,5 | 1 | 1,5 | 2 | 2,5 |
| Диаметр электрода, мм | 1 | 1,6–2 | 2 | 2,5 | 2,5–3 |
| Ток, А | 10–20 | 30–35 | 35–45 | 50–65 | 65–100 |
 Таблица основных настроек инвертора
Таблица основных настроек инвертора
Сварка тонколистового металла происходит на малых токах (10–30 А значение на амперметре). Когда минимальный регулируемый показатель выше этих значений, тогда силу тока понижают, создавая дополнительное сопротивление в цепи. Его получают путем установки высокоуглеродистой стальной пружины между кабелем массы и металлом или используют установку дополнительного балластника.
Тонкая сталь сваривается прерывистой дугой, которую можно получить на аппаратах, поддерживающих импульсный режим. Благодаря ему происходит разрыв сварочного процесса и параллельно остывает металл.
Чтобы избежать прожога при формировании дуги и начать варить в месте соединения, нужно выставить стартовое напряжение на 20% меньше, чем уровень рабочего сварочного тока (если это позволяют сделать настройки аппарата). В противном случае электрод зажигается на толстом участке и переносится на стык.
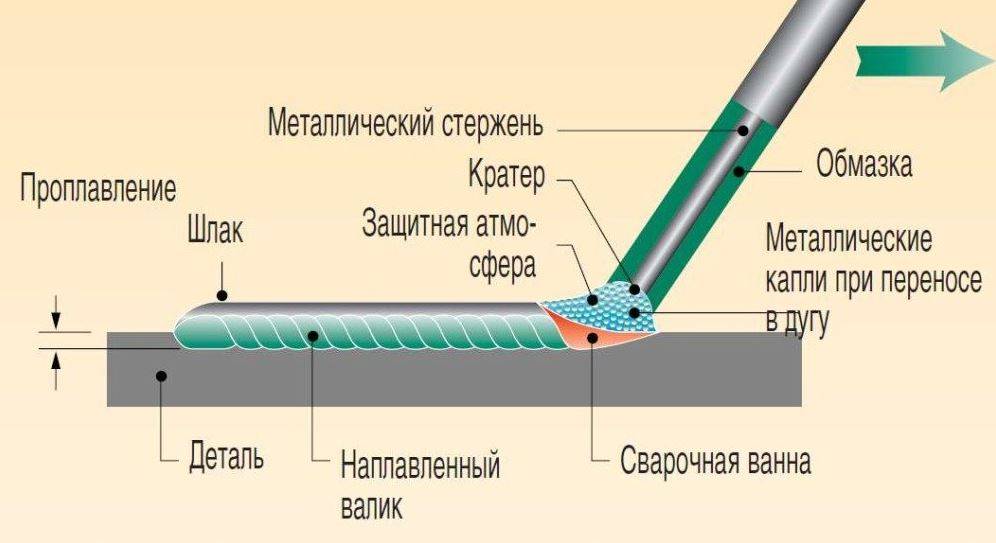
Работа при малых токах требует использования электродов со специальным, качественным, не тугоплавким покрытием. Оно обеспечивает быстрое разжигание, хорошее горение и препятствует окислению сварочного шва. Плавка электродов такого типа происходит медленно, образуя жидкотекучий металл, с помощью которого получается ровный, неглубокий, аккуратный шов.
Необходимые электроды
Подходящий тип электрода для сваривания тонколистовых изделий – «ОМА-2». В его состав входит ферромарганцевая руда, титановый концентрат, специальные добавки и мука. Они обеспечивают стабильность горения дуги. В качестве аналога часто используют и другой тип электрода – это «МТ-2».
Электроды подбираются в зависимости от марки свариваемого металла. Среднеуглеродистая или низкоуглеродистая сталь варится углеродистыми электродами. Подобным образом происходит выбор электрода и для легированной стали.
 Электроды ОМА-2
Электроды ОМА-2
Как варить инвертором тонкий металл. РДС- Ручная дуговая сварка.
Основная сложность у новичков бывает зажигание сварочной дуги. Если опыта и практики недостаточно, то прожега не избежать. Необходимо тренироваться, больше никак.
Полярность, применяемая при сварке тонкого металла инвертором – обратная. За счет этого детали будут меньше греться и прогорать.
В самом начале необходимо прокалить электроды по данным завода-изготовителя их пишут на пачке. Без прокалки процесс будет идти не стабильно и будут газовые поры в шве.
Первый способ, при котором используется отбортовка.
Тип соединения С1 по ГОСТу 5264.
На заготовках делается отбортовка. Высота ее от 1 до 4.5 мм. Загнуть ее можно как в тисках с помощью молотка, так и на специальных гибочных устройствах. Далее зачищаем кромки от любых загрязнений, а также от влаги. Будет просто шикарно если еще и обезжирить. Для этого подойдет специальный обезжириваетесь, ацетон или растворители типа 646 и др. Все детали подготовили.
Теперь нужно настроить аппарат для тонкого металла.
Электроды берем диаметром от 1,6…2,0 до 2.5 мм. Электроды можно взять, с основным покрытием (к примеру УОНИ 13-55), или с рутиловым (МР-3, Esab ОК-46 и прочие).
Ток предварительно настраиваем на пробной заготовке. Необходимо выставить такое значение тока, чтобы металл не прожигался, а дуга устойчиво горела. Для изделий из тонкого железа значения сварочного тока 30 А – 48 А (в принципе можно до 60 А) при использовании электрода диаметром 2 мм. Для каждого аппарата значение будет индивидуально. Именно поэтому рекомендуем предварительно настроить сварочный ток на пробной заготовке.
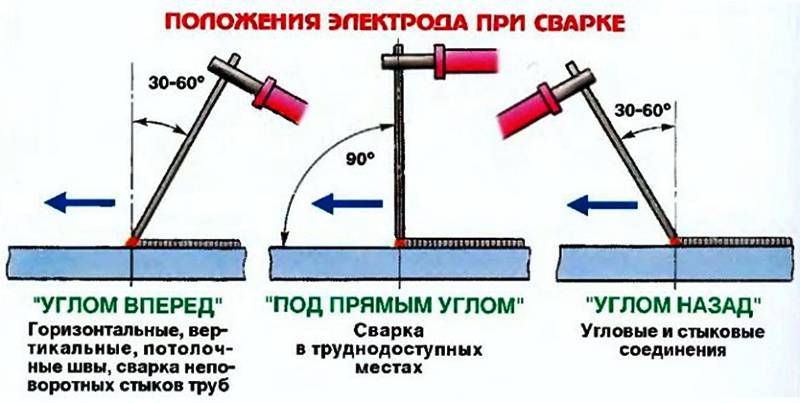
Теперь заготовки необходимо собрать на прихватки. Собираем детали без зазора и ставим прихватки по краям изделия. Для того чтобы уменьшить нагрев, электрод ведем углом вперед.
Начинаем варить на прихватке. Электрод ведем без колебательных движений, просто вперед
Важно как можно реже останавливаться. Если необходимо прервать процесс, к примеру для смены электрода, то зажигать дугу и начинать варить необходимо на сварочном шве
Предварительно зачистив его от шлака и уже с него переходить на кромки. Иначе будет прожег.
Таким способом получается хороший сварочный шов с дополнительной жесткостью от отбортовки.
Рассмотрим еще один способ как правильно варить тонкий металл электродом.
Если необходимо сваривать детали с толщиной стенки 1 мм без отбортовки, то нужно сделать теплоотвод.
Для теплоотвода подойдет кусок алюминия или еще лучше меди. На теплоотвод укладываем детали.
Теперь необходимо настроить ток. Значение те же 35-45 А. Полярность – обратная. Варим углом вперед. Устанавливаем прихватки отступив 5-10 мм от края. Если этого не сделать, железо на краю очень быстро нагреется и прогорит. Теплу просто некуда будет уходить. Электроды как у в предыдущем способе диаметром от 1.6 — 2.5 мм.
Все готово, можно начинать варить.
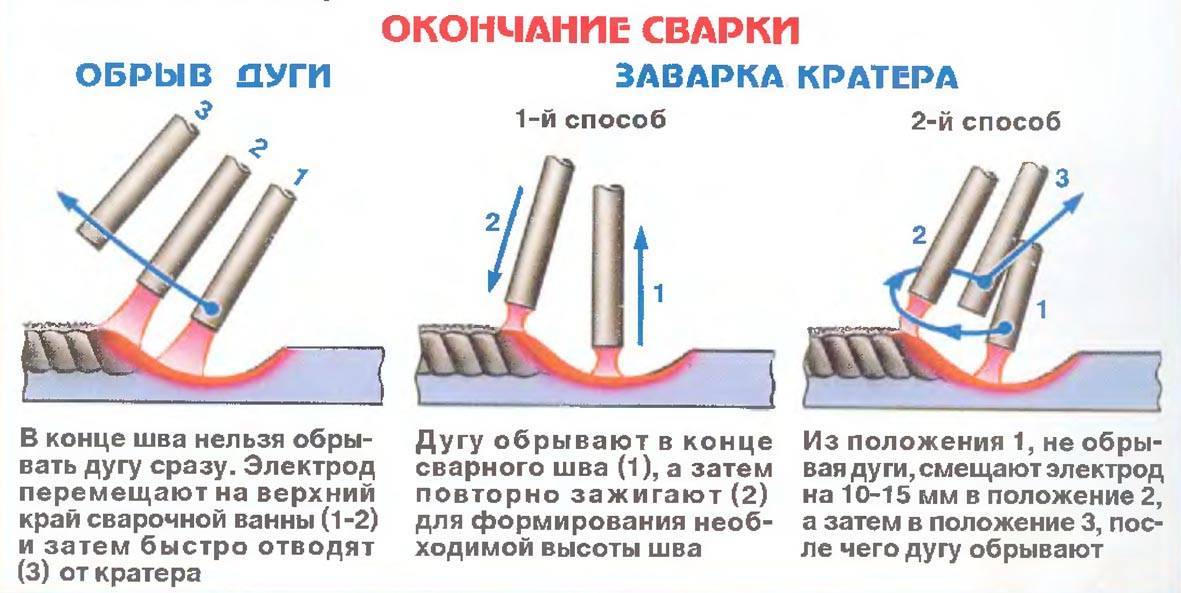
- Начинаем варить не от края, а на прихватке.
- Провариваем короткий участок 4-6 мм и обрываем дугу. Длину провариваемого участка оценивать по цвету металла. Как края стали красными – обрываем дугу.
- Повторно зажигаем дугу только после того, как металл остынет, и краснота спадет. Начинать необходимо на сваренном участке.
- Провариваем 4 – 6 мм и обрываем дугу. Так повторяем данный процесс до конца стыка. Процесс представляет собой как бы множество сварочных точек.
- После того как проварили шов, необходимо доварить небольшой участок, который оставили вначале.
Завершение процесса.
В данном случае очень важен теплоотвод, если опыта мало. Вертикальная сварка инвертором для начинающих или выполнение на весу дадутся не просто. В этом случае длинна сварочной «точки» будет очень короткая. Также во многом важен опыт.
При выполнении сварки тонкого металла важно удержание короткой дуги. Не более 1/2 диаметра электрода
Данным способом можно заварить тонкий металл автомобиля глушитель или кузовные детали.
Какими электродами варить нержавейку с чёрным металлом
 На производстве, где все процессы проводятся исключительно в соответствии с технологией, чаще всего не возникает вопроса: как приварить нержавейку к черному металлу? Ведь соединение таких различных металлов в обычных условиях является неправильным, с технической точки зрения. Также потребность в такой процедуре, как правило, практически отсутствует. Но иногда такая необходимость бывает. И для этого выпускаются специальные электроды.
На производстве, где все процессы проводятся исключительно в соответствии с технологией, чаще всего не возникает вопроса: как приварить нержавейку к черному металлу? Ведь соединение таких различных металлов в обычных условиях является неправильным, с технической точки зрения. Также потребность в такой процедуре, как правило, практически отсутствует. Но иногда такая необходимость бывает. И для этого выпускаются специальные электроды.







Также в домашних условиях процесс подобного рода вполне реален. Но для этого нужно знать химический состав свариваемых изделий, чтобы правильно подобрать расходные материалы. Ведь нержавейка и черный металл являются разнородными материалами. Также следует учитывать такой параметр как свариваемость, т.е. способность данных материалов образовывать неразъемные соединения удовлетворительного качества.
Существует два способа для соединения:
- сварка нержавейки и черного металла электродом с покрытием;
- сваривание вольфрамовыми расходниками.
При использовании технологии ММА следует применять сварочные материалы, предназначенные для цветных металлов и сплавов.

Сварочные электроды АНЖР-2.
Наиболее распространенными марками являются АНЖР-1 и АНЖР-2. Основное преимущество – возможность проведения сварки практически во всех пространственных положениях, кроме вертикального “сверху-вниз”.
Также подходящим вариантом станут электроды ЦТ-28. Достоинства: шов, образованный с помощью сварочных материалов данной марки, отличается высокой жаропрочностью и жаростойкостью.
Кроме того, исполнитель может использовать специальные электроды по нержавейке.
Востребованными среди исполнителей являются электроды ESAB для сварки разнородных сплавов: ОК 67.42, ОК 67.45, ОК 67.52, ОК 68.81, ОК 68.82, ОК 92.26.
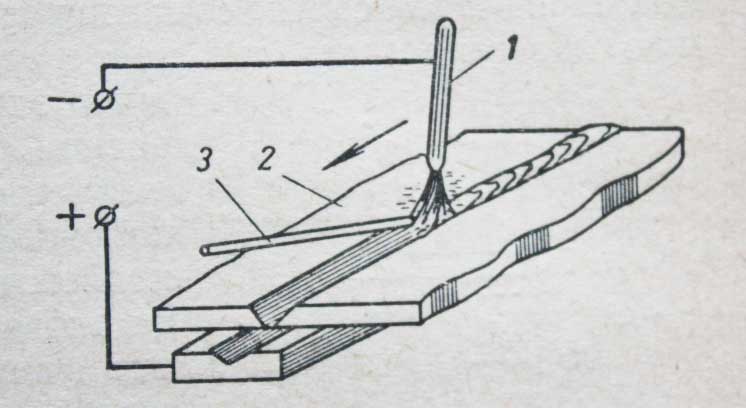
Второй метод является менее востребованным из-за более высокой стоимости вольфрамовых электродов. Также исполнителю понадобится специальное сварочное оборудование. В процессе сварки данной технологией, необходимо тщательно следить за положением прутка. Для получения качественного и надежного соединения, нужно держать стержень перпендикулярно к поверхности свариваемых изделий.
В зависимости от толщины материалов применяются различные ток и полярность при сварке нержавейки:
- толщина изделия 1 мм.: постоянное напряжение, сила в 30-60 А, Ø стержня – 2 мм.;
- толщина деталей 2 мм.: переменный ток силой 50-80 А, Ø прутка – 3 мм.;
- толщина составляет 4 мм.: постоянный ток, сила напряжения – 90-130, Ø расходника – 4 мм.
Способы сварки нержавейки
Существует несколько способов сварки нержавеющих сталей. Каждый метод подразумевает применение конкретного оснащения и расходных материалов. О том, как правильно варить нержавейку электродами будет проанализировано далее.
Ручная электродом
Ручная сварка нержавеющих сталей электродом с покрытием является универсальной, может использоваться практически в любой отрасли. Данный метод обеспечивает приемлемое качество соединения, поэтому применяется домашними и профессиональными исполнителями. Также важным достоинством технологии ММА является простота и легкость сварочного процесса. Кроме этого, сварка нержавейки дуговой сваркой имеет ещё несколько достоинств:
- ценовая доступность электродов и оборудования;
- аппараты могут работать в течение всего рабочего дня;
- агрегаты обладают компактными размерами и небольшим весом, что позволяет быстро перемещаться по рабочему объекту;
- высокая скорость выполнения работ при умелом обращении с оснащением и расходными материалами;
- прочность сварных швов;
- существует возможность самостоятельно изучить данный способ сварки и применить на практике.
Чтобы сварной шов обладал высокой надежностью, необходимо правильно подобрать сварочные материалы. Для ручной сварки подойдут следующие марки:
ОЗЛ-8 предназначены для того, чтобы сваривать изделия, эксплуатирующихся при воздействии агрессивных сред. При этом к наплавленному металлу не предъявляются повышенные требования по стойкости к МКК. Электродами ОЗЛ-8 исполнители пользуются для обработки ответственных конструкций.
Электроды НЖ-13 создают надежное соединение, предотвращают образование МКК. Тонкий слой шлаковой корки после остывания и сжатия рабочей зоны отпадает самопроизвольно. Это значительно ускоряет процесс, когда необходимо выполнить большое количество швов.
Электроды ЦЛ-11 характеризуются хорошей изоляцией сварочной ванны от воздействия внешних факторов. Данная марка обеспечивает прочное соединение.
При использовании данной технологии применяется постоянный ток для сварки нержавейки, полярность – обратная.
Проанализировав данные сведения, исполнитель любого уровня сможет узнать как варить нержавейку дуговой сваркой.
Ручная аргоном
Ручная сварка нержавейки в среде аргона осуществляется с помощью вольфрамовых электродов. Данная технология гарантирует получение качественных и надежных швов. Причем соединения отвечают всем поставленным требованиям, даже, если они выполнены в домашних условиях. Следовательно, аргонодуговая сварка применяется, когда исполнителю нужен эстетический результат. Швы не требуется зачищать от шлаков. Искры при сваривании отсутствуют. Это самый чистый метод соединения. Также данный способ предназначен для работы с деталями с очень тонкими стенками.
Сваривание осуществляется переменным или постоянным током прямой полярности.
Вид напряжения зависит от толщины металла:
- если толщина свариваемых листов составляет 1 мм., то применяется постоянный ток в 30-60 А,Ø электродов – 2 мм.
- сварка нержавеющей стали переменным током также возможна при работе с элементами толщиной 1 мм.: сила напряжения – 35-75 А, электрод Ø – 2 мм.
- данные для обрабатываемых изделий толщиной 1,5 мм.:
- постоянный ток прямой полярности, 40-75 А, Ø сварочного прутка – 2 мм.;
- переменный ток, 45-85 А, Ø – 2 мм.
- толщина 4 мм.: постоянный ток прямой полярности, 85-130 А, Ø – 4 мм.
Особенности данного метода:
- дугу следует поджигать бесконтактным способом, чтобы вольфрам с электродов не попал в расплавленный металл;
- сварка должна проводиться без колебательных движений стержня. Нарушение этого правила может привести к нарушению защиты рабочей зоны, что приведет к окислению шва.
Совет! При использовании данного метода можно уменьшить расход сварочных материалов. Для этого необходимо после окончания сваривания в течение 10-15 секунд не отключать подачу аргона. Подобная процедура позволяет защитить раскаленный электрод от активного окисления.