Электродуговая сварка с аргоном
Сварка профильных труб в среде защитного газа используется сегодня часто. Все дело в том, что эта технология обычно применяется для соединения тонкостенных заготовок, к которым можно отнести и электросварные профильные трубы.
На что необходимо обратить внимание, проводя этот процесс.
- Перед тем как варить профильную трубу, ее необходимо зачистить и обезжирить.
- Далее подбирается диаметр вольфрамового электрода. Он зависит от толщины свариваемых деталей. Если их толщина не превышает 2 мм, то можно устанавливать неплавящийся электрод диаметром 1 мм. Если больше 2 мм, то лучше брать вольфрамовый стержень толщиною 1,6 мм.
- Теперь надо выбрать диаметр присадочной проволоки. Во-первых, она должна быть изготовлена из того же материала, что и свариваемые трубы. Во-вторых, ее диаметр также зависит от толщины труб. Соотношение здесь такое: толщина 1 мм – диаметр 1-1,5 мм, толщина 2 мм – диаметр 2-2,5 мм.
- Электрод необходимо держать ближе к сварочной ванне. Чем короче дуга, тем лучше проваривание, тем качественнее шов.
- Электрод и присадка должны перемещаться только вдоль шва, никаких поперечных движений. Они всегда должны находиться в области защитного газа.
- Проволока в зону сварки подается плавно, при резкой подаче образуются брызги.
- Оптимально, если присадочная проволока идет впереди горелки.
- Окончание сваривания производится понижением силы тока, а не выходом неплавящегося электрода из сварочной ванны. Обязательно подачу защитного газа выключают через 10-15 секунд после отключения подачи электричества. Таким способом охлаждается сам электрод, на нем не будут происходить окислительные реакции, что увеличивает его срок службы. Да и шов также охлаждается.
Теперь к вопросу, как правильно варить, имеется в виду режимы и нюансы сварки. Стальные изделия обычно варятся постоянным током прямой полярности. Величина сварочного тока зависит от толщины свариваемых деталей, в пределах 50-120 ампер. Расход газа не должен превышать 12 литров в минуту. Будет неплохо, если сварочное оборудование будет укомплектовано осциллятором, с помощью которого можно разжигать дугу, не дотрагиваясь до металлической поверхности.
Вопросы профессионалам
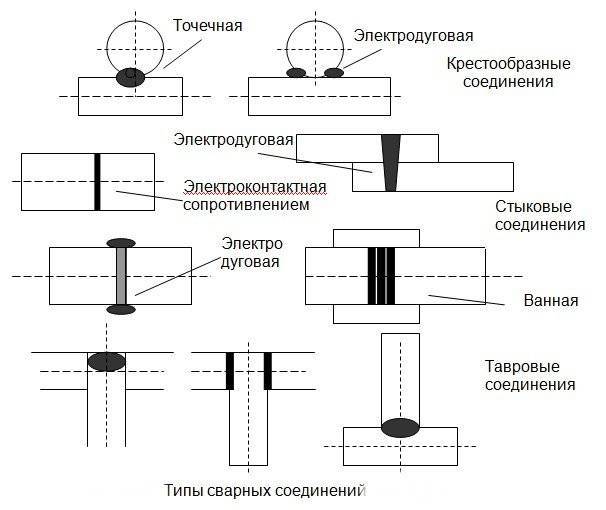
Стоит отметить, что сваривать профиль не запрещено под любым нужным (удобным) углом. Также для профилированной трубы есть соединение внахлест, стык в стык, тавровым соединением.
Какими электродами лучше варить?
Учитывая марку стали, чтобы электродами варить профильную трубу удачно, отдаем предпочтение:
- AHO-4. Одни из самых распространенных за счет своей универсальности. Не нужно прокаливать, подходят для разного типа оборудования.
- MP-3С. Для идеально по качеству и внешнему виду шва.
- УОНИ-13/55. Для профессиональных сварщиков.
- ОЗС-12. Оптимальный соединительный шов. Недостаток в устойчивости к влажной погоде.
Методика сварки
Сварка каркаса из профильной трубы может осуществляться любым из следующих видов:
- газовая;
- электродуговая.
Газовая сварка
Газовая сварка производится в результате расплавления металла и заполнения пустого пространства присадкой.
Технология газовой сварки
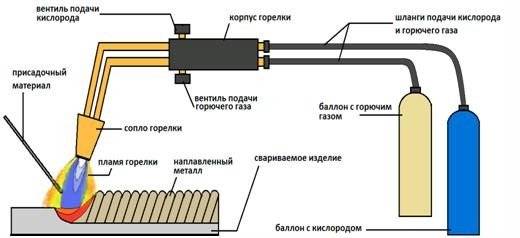
Для газовой сварки потребуется:
- специальный сварочный аппарат с набором наконечников для горелки;
- баллон с кислородом;
- баллон с горючим газом (наиболее часто используется ацетилен);
- присадочная проволока (требуется, чтобы проволока была изготовлена из того же материала, что и свариваемые трубы);
- сварочный порошок (флюс), позволяющий снизить окисления металла и защитить шов. Флюс наносится на поверхность трубы перед началом сварки;
- элементы индивидуальной защиты сварщика (маска).
При газовой сварке требуется строго соблюдать технику безопасности, так как применяемые газы взрывоопасны.
Соединение труб при помощи газовой сварки может быть выполнено 2-мя способами:
- слева направо. Присадка подается после разогрева горелкой, что позволяет сваривать трубы толщиной более 5мм. Шов получается не совсем ровным и требует дополнительной доработки. Таким способом происходит сварка ворот из профильной трубы и иных объемных конструкций;
- справа налево. Присадка подается перед горелкой, что позволяет получить наиболее ровный шов. Преимущественно применяется для труб, толщиной менее 5мм, например, сварка ферм из профильной трубы, садовой скамейки и так далее.
Доступные способы образования сварного шва
После полного остывания шов рекомендуется зачистить и защитить от коррозии.
Газовая сварка используется для соединения профильных труб, изготовленных из цветных металлов (латунь, алюминий, медь и так далее).
Преимуществами газовой сварки являются:
- простота. Сварка конструкции газовой горелкой не требует специальных знаний и навыков;
- доступность. Требуемые компоненты (газы) можно купить без особых трудностей;
- отсутствие необходимости мощного источника электрического тока.
Электродуговая сварка
Дуговая сварка применяется при соединении профильных, произведенных из черных металлов, то есть стали.
Электродуговая сварка производится при помощи:
- сварочного аппарата;
- электродов.
Технология использования электродуговой сварки
Подбор электродов и необходимого тока для сварки осуществляется на основании толщины металла профильной трубы.
Таблица соотношения свариваемого металла и применяемых электродов
В таблице даны рекомендуемые параметры электродов. Чтобы убедиться в правильности выбора электрода, требуется выполнить тестовый шов на небольших отрезах труб.
На качество сварного шва влияет и сила тока. Чтобы шов получился максимально прочным, требуется достичь наиболее высокой возможной силы тока.
Сварка профильной трубы инвертором осуществляется в следующем порядке:
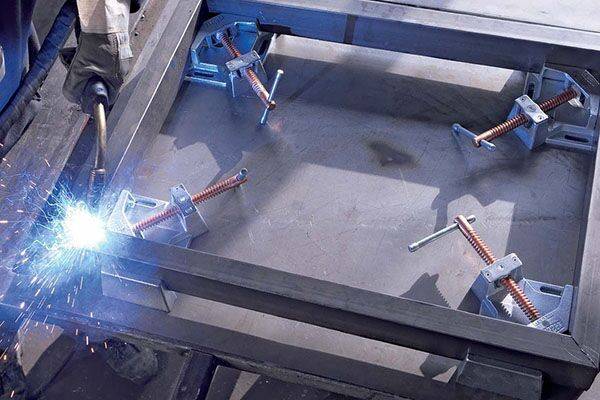
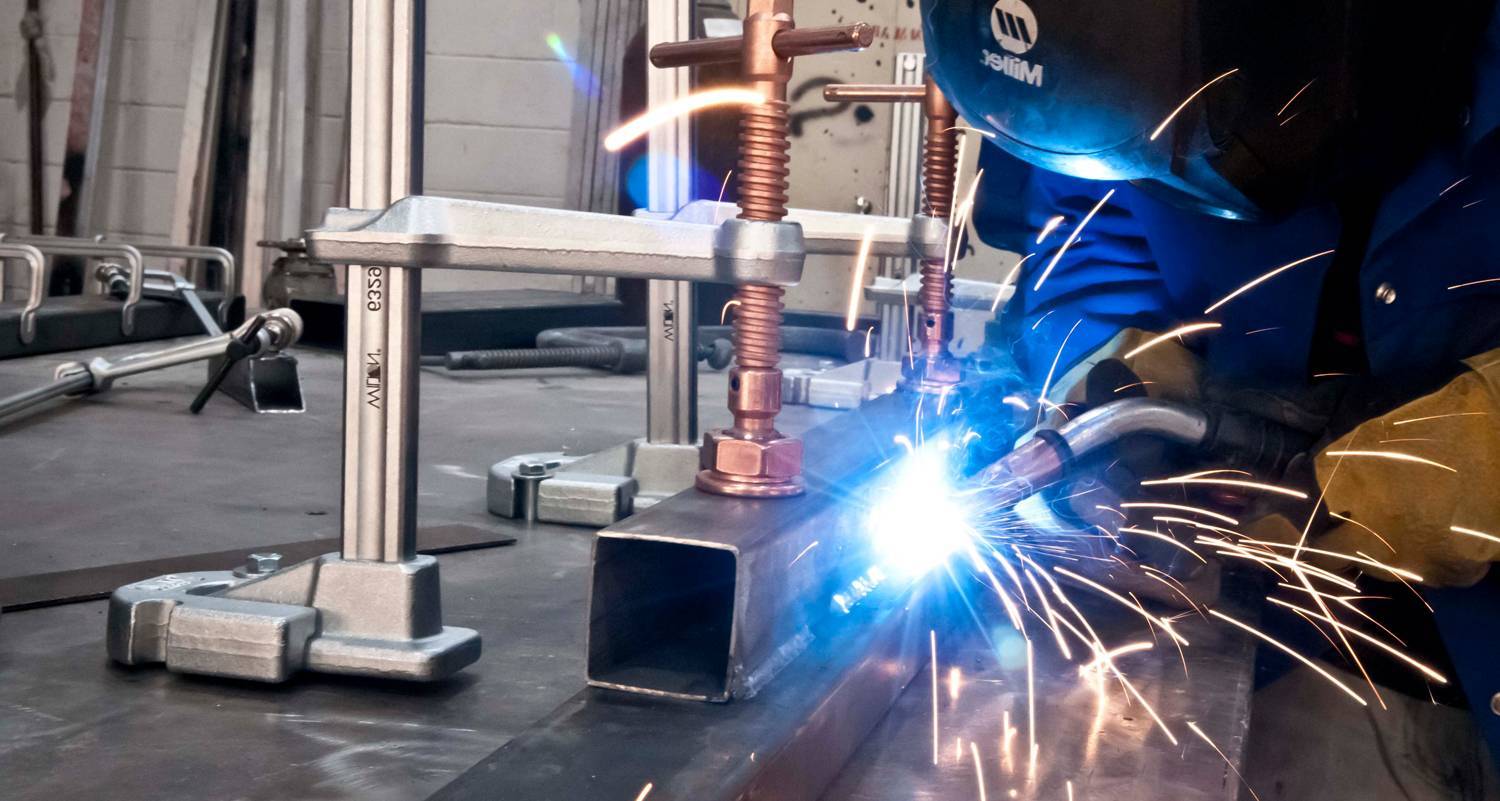
- свариваемые отрезки профильных труб надежно фиксируются для предотвращения их деформации и смещения. Для этого можно использовать как специальные приспособления, так и подручные инструменты;
- в 4-5 точках производится точечная сварка (прихватка), позволяющая предварительно соединить детали;
Начальный этап сварки конструкции
- проверяется правильность конструкции. При необходимости с помощью молотка исправляются недочеты;
- стык окончательно проваривается. При этом рекомендуется следить за скоростью движения электрода, чтобы металл труб успевал полностью расплавиться и при этом не просесть внутрь профиля.
Профильные трубы толщиной более 5 мм рекомендуется сваривать в несколько этапов для получения прочного шва. При этом сварка производится в противоположных направлениях относительно друг друга.
После завершения сварки конструкции требуется остыть для предотвращения деформации профильной трубы.
Готовый шов зачищается специальными инструментами, например, углошливовальной машиной.
Обработка шва бормашиной
Место сварки требует качественной защиты от воздействия окружающей среды, так как металл, подвергнувшийся воздействию высокой температуры, ржавеет в несколько раз быстрее.
Об электродуговой сварке можно узнать подробнее, посмотрев видео.









Все сварочные работы требуется проводить, соблюдая технику безопасности и применяя средства для защиты сварщика. Выбор метода сварки зависит от материала, из которого изготовлены профильные трубы, а также от оборудования, имеющегося в наличии.
Сварка трубы газовым оборудованием
Газовая сварка
Но если отсутствует возможность подключить сварное оборудование к электричеству, для сварки тонкостенных труб приходится применять газовый агрегат.
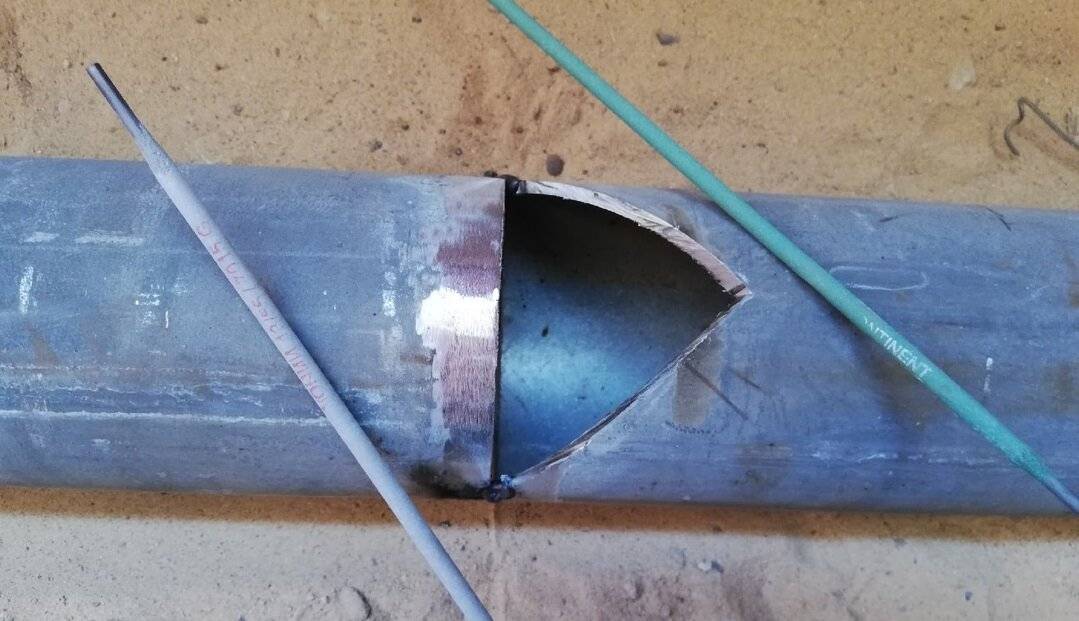
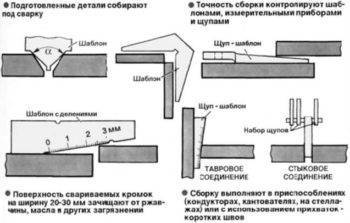 Подготовка и сварка труб по шаблону.
Подготовка и сварка труб по шаблону.
Существуют две технологии применения газосварочного оборудования:
- Мастер должен двигать присадкой по направлению за горелкой слева на право, поэтому такую технологию называют правой.
Достоинства такого метода заключается в хорошем прогревании зоны сваривания и прекрасной видимости рабочей зоны, что позволяет добиться высокой производительности и снизить расход газа. Но применяют правую технологию только для профильных труб с толщиной стенок не менее 5 мм. - Левый способ предусматривает движение горелки справа налево и актуален для тонкостенного металлопрофиля.
При этом проволоку перемещают впереди горелки.
Газовая сварка выполняется поэтапно.
На начальном этапе работы требуется подготовить следующие материалы:
- баллоны с ацетиленом и кислородом;
- редуктор;
- присадку;
- газовую горелку и наконечники для нее;
- шланги, обеспечивающие подачу газа к месту сваривания металла;
- флюс.
Важно! Газосварка не рекомендуется к применению, если объектом сварных работ выступает профильная труба с тоненькими стенками. При таких условиях герметичность сварного шва слишком часто вызывает сомнения, так как чрезмерно высок риск быстрого расплавления металла
 Использование газовой сварки для соединения профильных труб.
Использование газовой сварки для соединения профильных труб.
На следующем этапе работы нужно обезжирить подготовленные металлические детали и зафиксировать их на специальном столе. Кромку изделия обрабатывают флюсом в виде пасты, чтобы предотвратить образование окиси в процессе сварки.
Специалисты настаивают, что угол скоса кромки непременно должен равняться 30 градусам, чтобы появилась возможность организовать несколько высококачественных рядов сварного шва.
Подача пламени обеспечивается смесью из ацетилена и кислорода. Между свариваемых металлических труб подают присадочный материал перед пламенем горелки. От высокой температуры пламени металл профильной трубы и присадки начнет плавиться, вследствие чего образуется качественный сварной шов.
Горелку при этом нужно двигать справа налево. При сварке трубопроводов встык с толстыми стенками пруток нужно подавать за пламенем горелки, а саму горелку двигают слева направо.
Важно подобрать нужные по размеру электроды для сваривания профильной трубы, чтобы выполнить сварные операции максимально качественно. На заметку! Обязательно следите за геометрией свариваемых изделий при изготовлении калитки сварочным агрегатом или других конструкций из профильных труб во избежание перекоса изделия
На заметку! Обязательно следите за геометрией свариваемых изделий при изготовлении калитки сварочным агрегатом или других конструкций из профильных труб во избежание перекоса изделия.
Назначение современных сварных труб
Несмотря на стремительное развитие технологий, практически невозможно представить, что в ближайшем будущем в процессе возведения различного назначения зданий и сооружений, а также при прокладке коммуникаций что-либо заменит стальные трубы.
Прокладка подземных и надземных систем отопления, водопроводов и газопроводов была бы невозможна без стального трубопроката различного диаметра.
Прокладка подземных и надземных систем отопления, водопроводов и газопроводов была бы невозможна без стального трубопроката различного диаметра. Он активно используется в качестве составных частей всевозможных машин и механизмов, включая сложнейшее технологическое оборудование, а также в сельском хозяйстве и в процессе строительства, где успешно выполняет роль прочной, но легкой арматуры и может служить основой при возведении каркасов зданий.
Отдельную категорию составляет труба сварная, изготовленная из нержавеющей стали. Благодаря своим уникальным эксплуатационным характеристикам, они широко применяются в пищевой, химической, энергетической и фармацевтической промышленности. А высокая эстетическая привлекательность таких изделий из нержавеющей стали позволяет использовать их в современной архитектуре и оформлении интерьеров помещений различного назначения.
Related Posts via Categories
- Сварка аустенитных сталей – обо всех тонкостях процесса понятно и просто
- Контактная сварка – как самому изготовить оборудование и клещи?
- Ресанта САИ 160 – для сварки в бытовых условиях
- Электроды МР-3 – все характеристики самых распространенных электродов
- Сварочная проволока – надежное соединение металлов
- Ресанта САИ 250ПРОФ – инвертор для профессиональной сварки
- Сварочный полуавтомат инверторного типа – сварка без затруднений
- Сварочный аппарат своими руками – возможно ли такое?
- Как варить сварочным инвертором – все по-настоящему просто!
- Профильная труба – основной материал для металлических конструкций
Как правильно сваривать тонкие профильные трубы своими руками
При проведении работ в бытовых условиях чаще всего сваривают профили инвертором, отличающимся малым весом, удобством в работе, широким диапазоном регулировок и наличием дополнительных функций, облегчающих проведение работ.
Второй важной задачей является определение правильной полярности подключения электродов. Общеизвестно, что плюсовой контакт имеет более высокую температуру нагревания, и при правильной полярности «минус» подается на держатель электрода, а «плюс» на корпус детали. Соответственно, при сваривании элементов с большой толщиной, лучше использовать обратную полярность
Соответственно, при сваривании элементов с большой толщиной, лучше использовать обратную полярность.
Рис. 12 Подготовка и соединение своими руками труб
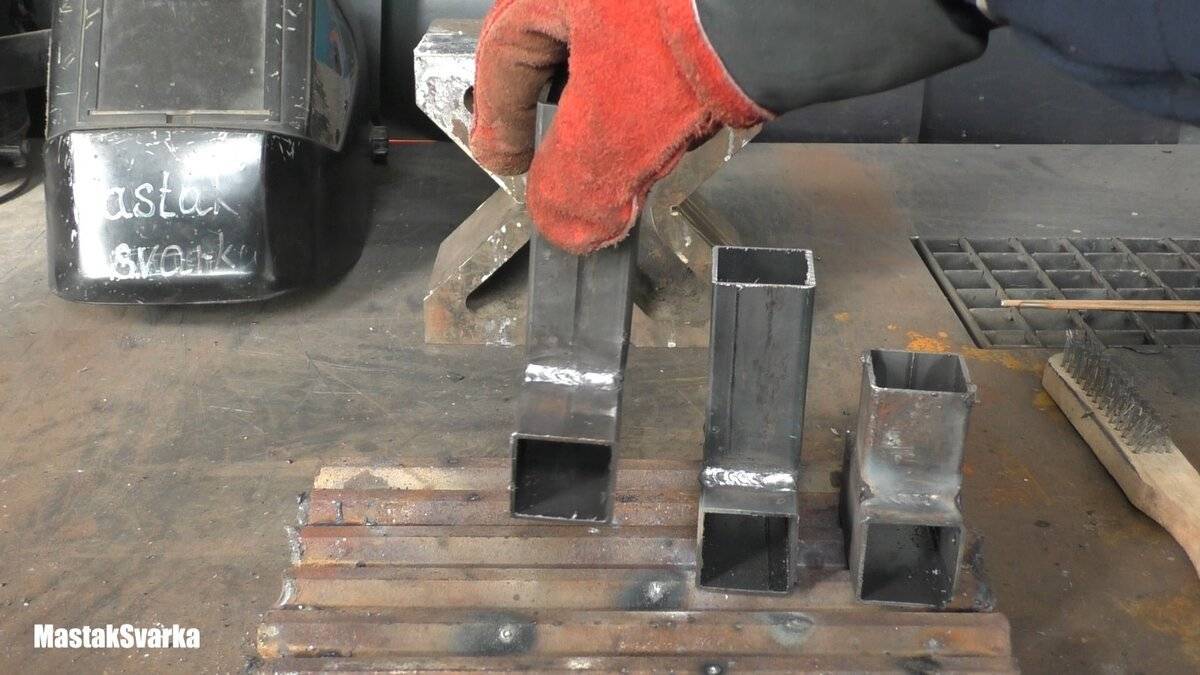
Сварка профильной трубы встык инвертором
Перед проведением работ готовят ровную поверхность на удобном расстоянии от поверхности земли, в качестве опоры лучше использовать толстостенные профили квадратного или прямоугольного сечения, на которые будет укладываться соединяемый металлопрофиль. Сварочные работы после помещения труб на ровную поверхность проводят в следующей последовательности:
- Подготавливают профильные трубы к сварке. Для этого их торцы обрезают болгаркой под прямым углом и очищают от ржавчины той же болгаркой или наждачной бумагой.
- Выравнивают обе заготовки. К их боковым стенкам прикладывают металлический уголок или любой ровный и длинный предмет с плоской поверхностью, если профиль имеет сварной шов, он должен совпадать. Расстояние между торцами для качественного провара должно составлять от 1 до 2-х миллиметров.
- С помощью точечной сварки рутиловым электродом производят соединение трубного профиля в нескольких местах. Вначале это делают посередине, затем приваривают угловые кромки, если необходима высокая точность, соединяют все четыре угла и центральные кромки.
- Производят сварку от краев к центру, стараясь равномерно прогревать шов, не задерживаюсь на одном участке, затем переворачивают заготовку и повторяют операцию с другой стороны. Новичкам лучше проводить сваривание короткими участками с отрывом, следя за тем, чтобы кромки успевали оплавляться – это позволит избежать прожигания металла.
- По окончании работ шлаковое покрытие сбивают, если необходимо получить ровную и гладкую поверхность, выступающий шов защищают болгаркой.
Рис.13 Как варить профильную трубу 2 мм. в стык
Как сварить профильные трубы под 90 градусов при тавровом соединении
Подготовительные операции производят по приведенной выше схеме, порядок выполнения основных работ следующий:
- После соединения деталей делают прихватки боковых кромок с двух сторон.
- Вначале сварку проводят в углах, непрерывно перемещая электрод мелкими круговыми (против часовой стрелки) или зигзагообразными движениями снизу вверх – это позволяет выгонять шлак из сварочной ванны. Угол наклона электрода должен составлять 45 градусов относительно горизонтальной плоскости
- Далее сваривают боковые кромки, расположенные в одной плоскости.
При сварке прожигает профильную трубу – что делать
Для борьбы с прожогами используются следующие методы:
- Сварку проводят с отрывом короткими участками или точечно.
- Для предотвращения перегрева внутрь соединения вставляют отрезок массивного металлического бруса с сечением, максимально приближенным к внутренним размерам заготовок.
- Уменьшают расстояние между кромками заготовок.
- Работают в режиме максимально низкого выходного тока.
- Увеличивают скорость перемещения электрода.
Рис.14 Сваривание тонкой профильной трубы при тавровом соединении
Виды сварочных работ для соединения профильных труб
От толщины стенок зависит как способ сварки, так и особенности подготовительного этапа работ:
- Для труб с толщиной стенок от 4 мм и выше, концы изделий обрабатывают фаскоснимателем – под углом от 25 до 50 градусов. Это позволит в будущем создавать несколько слоев сварки, что обеспечивает шву надежность и прочность.
- Тонкие трубы варятся одним швом. Чтобы он получился идеальным, рекомендуется жесткая фиксация изделия. Зажимы снимаются только после полного остывания шва.
- При большом диаметре и толщине, срезы сначала прихватывают по линии соприкосновения и только затем производят основное сваривание.
- Скорость работ должна соответствовать плавке металла без его растекания.
Для сваривания профильных труб применяют следующие виды сварочных работ:
- контактная сварка;
- электродуговая;
- газовая.
Электродуговая сварка
Особенность этого вида сварочных работ в том, что он дает возможность соединять трубы даже в труднодоступных местах. Выполняется с помощью сварочного аппарата и электродов.









При горении элемент начинает плавиться, расплавляя и обволакивая срезы стыков.
- После соприкосновения с электрода с поверхностью, как только появилась дуга, инструмент быстро отводят на несколько миллиметров выше среза.
- Движения производят плавно вдоль линии соприкосновения, без пропусков, чтобы металл успевал оплавиться, но не стекал каплями.
- По технологии предусмотрено постоянное горение, перерывы позволительны только для смены электрода.
- В конечной точке дугу придерживают пару секунд, чтобы исключить возникновение трещин или расслоения.
Для бытовых, то есть обладающих небольшой мощностью, электросварочных аппаратов, достаточно иметь подключение к однофазной проводке.
Сварочный трансформатор способен преобразовывать переменный ток из домовой сети в постоянный, что и необходимо для сварки. Однако оборудование не в состоянии поддерживать постоянство или стабильность дуги, поэтому часто к нему приобретается выпрямитель.
Для начинающих наиболее удобно производить дуговую сварку с помощью инвертора, потому что в таком случае предусмотрено изменение импульсного режима, при котором исключается залипание электрода, это обеспечивает постоянную силу тока, что стабилизирует длину электрической дуги.
Дуговая сварка дает возможность соединять трубы разными способами: внахлест, встык, под углом, тавровым швом. При этом качество соединения целиком зависит от выбора электрода.
Выбор электродов
Для профильных труб используются электроды, имеющие характеристики, соответствующие металлам или сплавам, а также толщине изделий. От правильно подобранных параметров зависит прочность и качество шва.
Существует два основных вида электродов: плавящиеся и неплавящиеся, для которых дополнительно применяются с присадкой из проволоки оловянной или латунной с добавлением фосфатов.
Диаметр электрода всегда подбирается в соответствии толщиной стенок труб и их диаметром.
Электрод должен быть всегда меньше или равняться толщине профиля:
- диаметр расходника 1,5 мм подходит для изделий толщиной до 2 мм;
- 2 мм – для труб, толщиной от 2 до 3 мм;
- 4 мм — для толщины стенок от 4 до 6 мм.
Газовая сварка
Используется в случаях, когда нет возможности подключения сварочного оборудования к электричеству. Способ небезосновательно считается затратным: необходимо приобретение баллонов с ацетиленом и кислородом. Также требуется опыт работы.
Газовая сварка подходит для соединения труб со средней или толстой стенками. Тонкие изделия не поддаются обработке – расплавляются, деформируя металл, шов не получается без пропусков.
Для проведения работ необходимо иметь:
- баллон с ацетиленом (бутаном или пропаном) и кислородом;
- редуктор,
- газовую горелку и к ней набор наконечников;
- присадки;
- флюсовый порошок;
- шланги необходимой длины для подачи газа к месту сварки.
Перед сваркой подготовленные срезы покрывают флюсом. Соединение происходит с помощью присадочной проволоки. Тонкостенные трубы рекомендуется по технологии соединять справа налево, с введением присадки вслед за пламенем горелки. Для более 5 мм – уже слева направо и присадочный материал прокладывается перед горелкой.
После окончания работы и остывания швов, их зачищают и покрывают антикоррозийным составом.
https://youtube.com/watch?v=7_k6hZ0SyPo
Метод контактной сварки требует применения специального оборудования. В процессе соединения труб происходит пропускание электротока путем давления электродов на металлическую поверхность, в результате этого металл деформируется и образуется очень прочный шов. Такую сварку проводят для соединения конструкций промышленных объектов.
Как сварить профильную трубу – свои секреты
Первым советом будет тщательная зачистка поверхностей и самое главное – идеально ровный срез обеих сторон, которые будут соединяться.
Специалисты с многолетним опытом всегда советуют новичкам придерживаться нескольких основных пунктов. Их эффективность неоднократно была применена на практике.
Итак, основные моменты соединения, известные только «бывалым»:
- Основная проблема неопытных сварщиков в том, что они забывают проверять правильность всей конструкции. Всегда контролируйте геометрию металла. Их часто начинает крутить во время сварки. Особенно это касается профильных труб.
- Качество шва и его надежность напрямую зависит от скорости, с которой производится сваривание элементов. Скорость должна быть такой, чтобы специалист успел скрепить изделия до остывания разогретой кромки.
- Для профильных труб не используют пропанобутановые, а также ацетиленовые горелки. Их температура слишком высока.
Распространенные электроды для сварки профтрубы
При производстве профильной трубы часто используют низколегированную или углеродистую сталь. Такой металлопрокат сваривается с помощью следующих электродов:
- АНО-4 – популярная марка электродных стержней. Это универсальный расходный материал, который не требует предварительной прокалки. Эта разновидность электродов применяется со сварочными аппаратами разного типа.
- ОЗС-12 – стержни предназначены для получения высококачественного шва. Однако недостатком является низкая стойкость к влаге.
- УОНИ-13/55 – эти стержни использует большое количество профессионалов.
- МР-3С – данные электроды применяются, когда нужно повысить качественные свойства сварных швов.
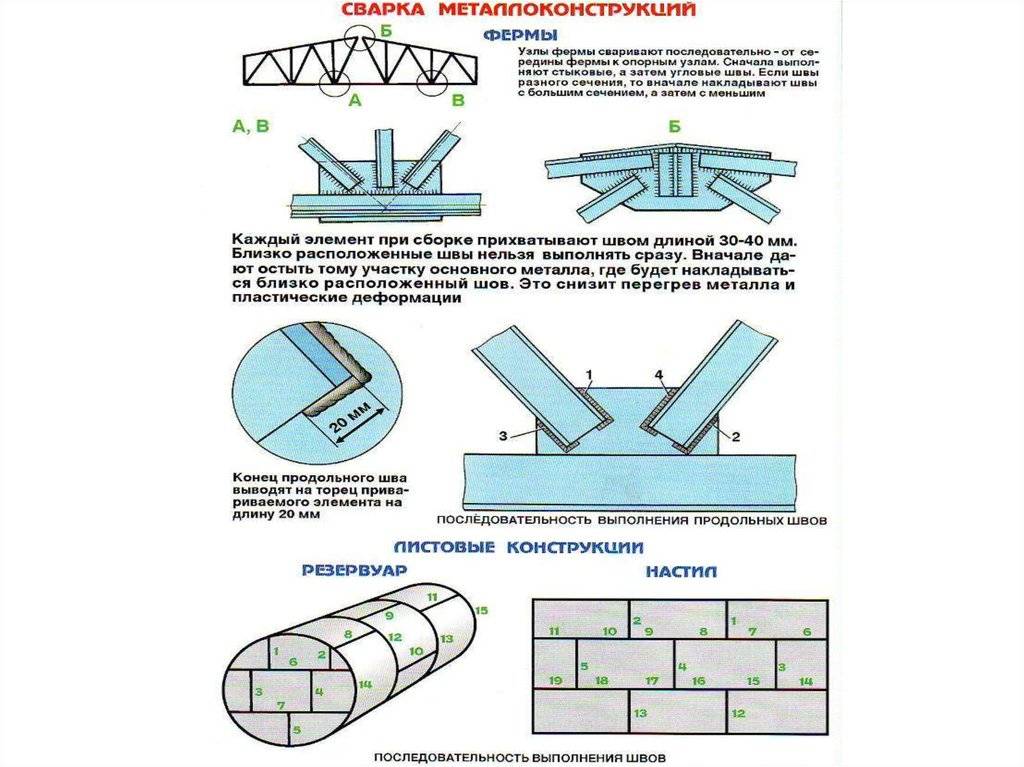
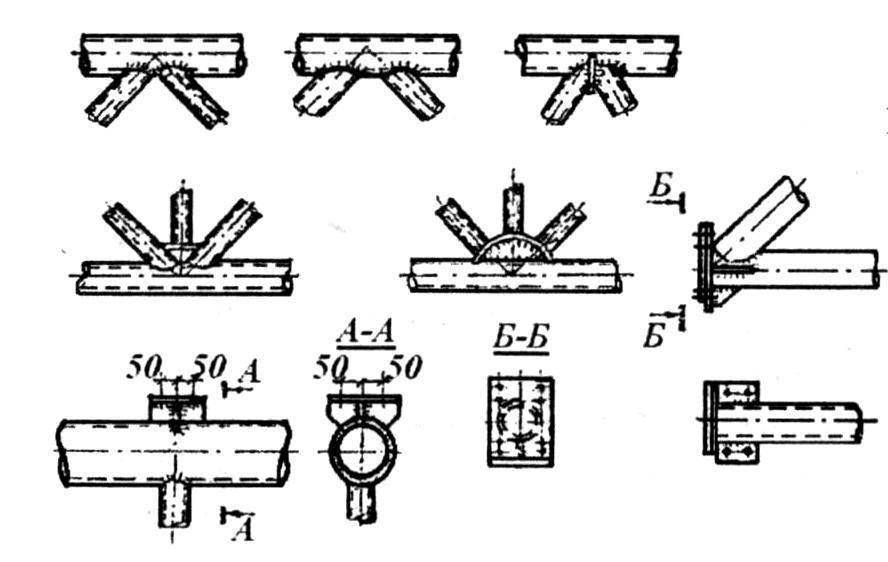
Сварка неповоротного вертикального стыка
Сварной шов выполняется за два приема. Периметр стыка условно делится вер тикальной осевой линией на два участка, каждый из которых имеет три характерных положения:
- потолочное (позиции 1-3);
- вертикальное (позиции 4-8);
- нижнее (позиции 9-11).
Каждый участок сваривается с потолочного положения. Сварка ведется только короткой дугой:
lmin=0,5 dэ, мм, где dэ – диаметр электрода.
Оканчивают шов в нижнем положении.
Сварку каждого из участков начинают со смещением на 10-20 мм от вертикальной осевой. Участок перекрыт ия швов – «замковое» соединение – зависит от диаметра трубы и может быть от 20 до 40 мм. Чем больше диаметр трубы, тем длиннее «замок»
Начальный участок шва выполняют в потолочном положении «углом назад» (поз. 1,2). При переходе на вертикальное положение (поз. 3-7) сварка ведется «углом вперед». По достижении позиции 8 электрод ориентируют под прямым углом, а, перейдя в нижнее положение, сварку вновь ведут «углом назад».
Перед сваркой второго участка нужно зачистить начальный и конечный участки шва с плавным переходом к зазору или к предыдущему валику. Сварку второго участка следует выполнять так же, как и первого.
Для корневого шва применяют электрод диаметром 3 мм. Сила тока в потолочном положении 80-95 А. На вертикали ток рекомендуется уменьшить до 75-90 А. При сварке в нижнем положении ток увеличивают до 85-100 А.
При сварке труб с качественным формированием корня шва без подварки проплавление достигается путем постоянной подачи электрода в зазор. Добиваясь проплавления внутри трубы, можно получить шов с выпуклой поверхностью, что по требует последующей механической его зачистки в потолочном положении.
Заполнение разделки труб с толщиной стенки более 8 мм происходит неравномерно. Как правило, отстает нижнее положение. Для выравнивания заполнения разделки необходимо дополнительно наплавить валики в верхней части разделки. Предпоследние слои должны оставить незаполненную разделку на глубину не более 2 мм.
Облицовочный шов сваривают за один или несколько проходов.
Предпоследний валик заканчивают так, чтобы разделка осталась незаполненной на глубину 0,5-2 мм, а основной металл по краям разделки был переплавлен на ширину 1/2 диаметра электрода.
При сварке труб диаметром менее 150 мм с толщиной стенки менее 6 мм, а также в монтажных условиях, когда источник питания удален от места работы, сварку ведут при одном и том же значении сварочного тока. Рекомендует ся подбирать токовый режим но потолочному положению, ток в котором достаточен и для нижнего положения. При сварке на подъеме из потолочною положения в вертикальное, чтобы не было чрезмерного проплавления, следует прибегнуть к прерывистому формированию шва. При этом способе периодически прерывают процесс горения дуги на одной из кромок.





В зависимости от толщины стенки трубы, зазора и притупления кромок рекомендуется выполнять сварку «мазками» одним из способов:
| 1. Зажигают дугу постоянно на одной из кромок, а обрывают после формирования ванночки – на другой. Пауза между обрывом и зажиганием должна быть такой короткой, чтобы металл шва не успел полностью закристаллизоваться, а шлак – остыть. | |
2. При большой толщине металла зажигают и обрывают дугу на одной и той же кромке. Не рекомендуется зажигать дугу в том месте, где только что был ее обрыв. Нельзя не оборвав дугу, перемещать электрод вперед но разделке, а затем вновь возвращаться на шов. |
Сварка газовая
Этот способ сваривания профильного металлопроката менее популярен. Причинами тому выступают высокая затратность метода (поскольку необходимо закупать газ-ацетилен), его опасность ввиду использования того же ацетилена, необходимость специальной подготовки оператора для выполнения работ. Однако такой способ выполнения сварки является незаменимым, если нет возможности подключения оборудования к электричеству.
Для выполнения газовой сварки потребуется подготовить:
- Баллон с ацетиленом;
- Баллон кислородный;
- Редуктор;
- Присадочный материал в виде прутьев;
- Газовая горелка с наконечниками;
- Шланги для подачи газа к месту обработки металла;
- Флюс-паста.
Уход и меры предосторожности
- Леска не должна попадать на вращающиеся детали катушки.
- Оставляя катушку храниться до следующего использования, нужно позаботиться о том, чтобы она была сухая.
- Ежегодно рекомендуют производить открытие корпуса катушки и смазывание ее механизма специальной смазкой.
- Использовать катушку следует согласно инструкции, в противном случае при поломке придется рассчитывать на собственные силы: гарантия не распространена на повреждения, вызванные некорректным использованием БК.
- После применения катушку нужно протирать спиртом (открытые места) и смазывать ролик лесоукладывателя смазкой.
Деталей в безынерционной катушке много. «Безынерционная», т. к. инерции на барабане при забросе нет, положение шпули в катушке фиксированно. Это сложное устройство
Если за ним ухаживать и соблюдать меры предосторожности, БК прослужит много лет. При исправной работе не рекомендуется чаще раза в год разбирать катушку. Со знанием как устроена катушка для спиннинга вас не застанет врасплох никакая поломка!
Со знанием как устроена катушка для спиннинга вас не застанет врасплох никакая поломка!
О профилактике безынерционной катушки смотрите в видео. Приятного просмотра!