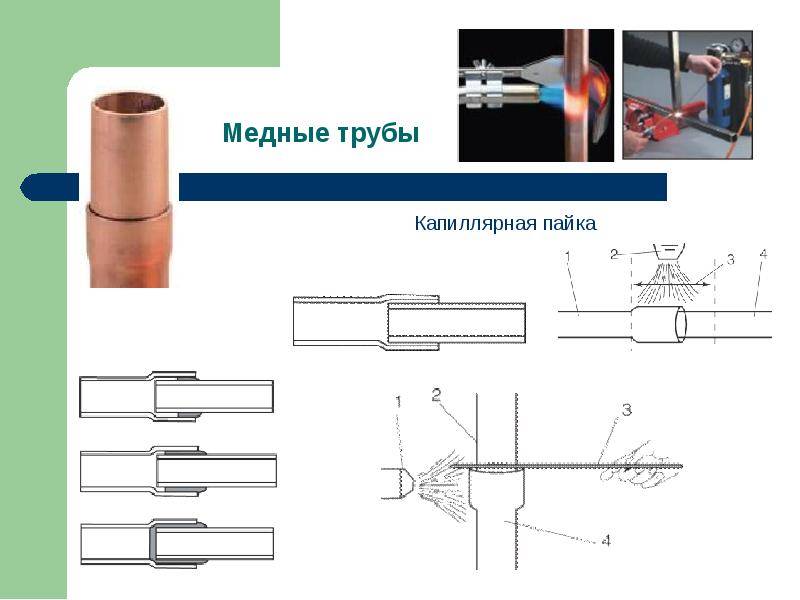
Иные варианты пайки: работа с медными трубами и различными металлами
Пайка медных труб требует некоторого опыта подобной работы. Поэтому, если домашний мастер впервые берётся за подобную работу, стоит предварительно потренироваться, чтобы не переделывать несколько раз уже готовую магистраль водоснабжения или отопления. Пайку медных трубок можно производить как твёрдым припоем (при помощи газовой горелки), так и мягкими сплавами. Во втором случае для медных труб уместно использовать молоточный паяльник большой мощности.
ФОТО: m-chel.ruАккуратная и качественная пайка – залог долговечности соединения
Нюансы пайки медных труб: как всё сделать правильно
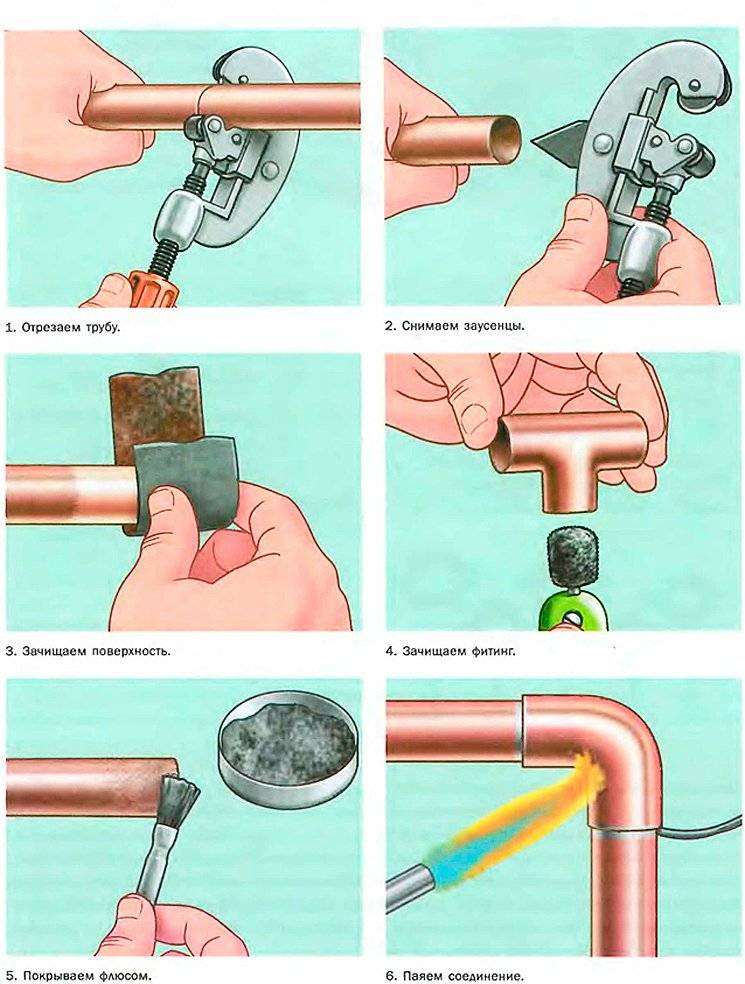
В качестве флюса для пайки медных труб лучше всего использовать канифоль. Она наносится ровным слоем на внешние поверхности трубы, после чего на неё насаживается фитинг. С обратной его стороны насаживается вторая часть магистрали. Далее фитинг разогревается при помощи газовой горелки и по швам «укладывается» припой. Под воздействием высокой температуры он плавится, заполняя шов и создавая качественное герметичное соединение.
ФОТО: poliasmet.ruИногда приходится обходиться без фитингов
Пайка медных труб своими руками не слишком сложна, однако эта работа требует внимательности и аккуратности. Конечно, на словах не всё можно объяснить доходчиво, поэтому предлагаем вниманию Уважаемого читателя видео, как паять медь газовой горелкой, из которого всё станет более понятно.
Watch this video on YouTube
Разобравшись с вопросом, как спаять медные трубки в домашних условиях, можно переходить к следующей проблеме, а именно к пайке неидентичных металлов (медь с алюминием, железом или нержавеющей сталью).
Как спаять медный провод с алюминиевым
Пайка алюминия с медью – довольно сложный процесс. Нужно отметить, что для алюминия вряд ли подойдёт тот же припой, что и для меди, как и наоборот. Намного проще совместить эти металлы, используя стальную муфту. Хотя на сегодняшний день производитель и предлагает специальные припои и флюсы для подобных целей, стоимость их значительна, что приводит к нерентабельности подобных работ.
ФОТО: kak-eto-sdelat.infoСпаивать медь и алюминий достаточно сложно
Вся проблема заключается в конфликтности меди и алюминия. У них разная тугоплавкость, плотность. К тому же алюминий при взаимодействии с медью начинает сильно окисляться. Особенно этот процесс ускоряется при прохождении через соединение электрического тока. Поэтому при необходимости соединения медного и алюминиевого провода лучше всего использовать самозажимные клеммники «WAGO», внутри которых находится контактная паста «Алю Плюс». Именно она снимает окисел с алюминия, предотвращает его последующее появление и способствует нормальному контакту с медными жилами.
Разобравшись, как спаять медь с алюминием, можно переходить к более твёрдым металлам.
ФОТО: mastergrad.comИногда без подобного соединения не обойтись
Как спаять медь и нержавеющую сталь
При пайке меди с нержавеющей сталью большую роль играет даже не сам материал припоя, а используемый инструмент, хотя и от расходников многое зависит. Наиболее приемлемые материалы в данном случае это:
- медно-фосфорный припой;
- оловянно-серебрянный (Castolin 157);
- радиотехнический.
Некоторые мастера утверждают, что при правильном подходе к работе, подойдёт даже самый обычный припой на основе олова и свинца. Главное – это обязательное использование флюса (бура, паяльная кислота), основательный прогрев и лишь после этого пайка (нанесение припоя).
ФОТО: cusi3.ruСложная пайка меди и нержавеющей стали
Подобные соединения встречаются редко, а потому специализированные припои для подобных целей имеют довольно высокую стоимость.
Пайка меди с железом – возможно ли это
Подобный вариант возможен, но при соблюдении некоторых условий. К примеру, в качестве нагревателя простая пропановая горелка уже не подойдёт. Необходимо использовать пропан с кислородом. В качестве флюса нужно использовать буру, а вот припоем выступит латунь. Только в этом случае можно надеяться на нормальный результат. Купить припой для пайки меди с железом или нержавейкой несложно. Главное – это понять, будут ли оправданны излишние затраты.
ФОТО: svarkavol.ruСпайка медной и железной трубки также возможна
А сейчас предлагаем посмотреть на то, насколько аккуратно домашние мастера могут выполнять работу по спайке труб магистралей различного назначения.
1 из 5
ФОТО: market.sakh.com
ФОТО: market.sakh.com
ФОТО: solarschool.dk
ФОТО: laketravisplumber.com
ФОТО: reicheltplumbing.com
Немного теории
Медь и её сплав (бронза и никель) ввиду электро- и теплопроводности, антикоррозийности используется во многих отраслях. Точка плавления материала 1083°C. Теплопроводность чистой меди в 2 раза больше по сравнению с алюминием, поэтому, при сварке аргоном необходим хороший разогрев металла.
Медь и сплавы подразделяются на несколько марок. Для получения качественного сварного соединения, лучше применять раскисленную или бескислородную медь, в них мало кислорода.
Основные присадочные составы для сварки меди аргоном представленны в таблице.
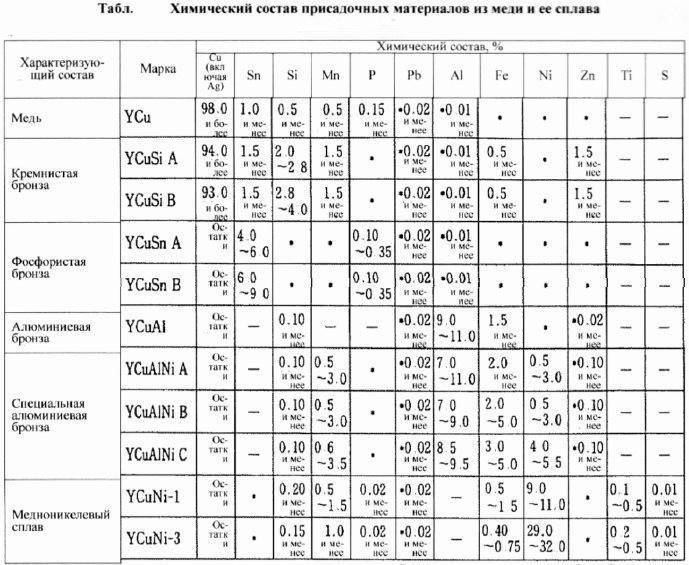
Но на практике, обычно используются аналогичные металлы по составу (что найдется в домашней мастерской).
Также, для лучшего расплава и сплавления металла, применяются прутки с тонким покрытием слоя флюса.
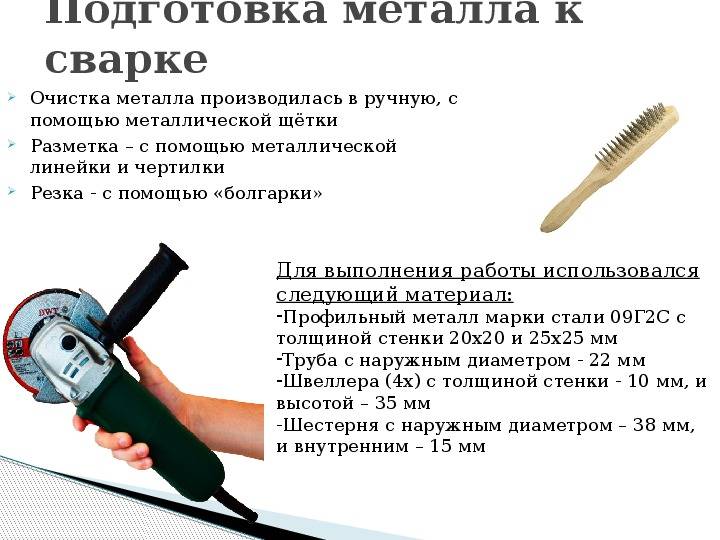
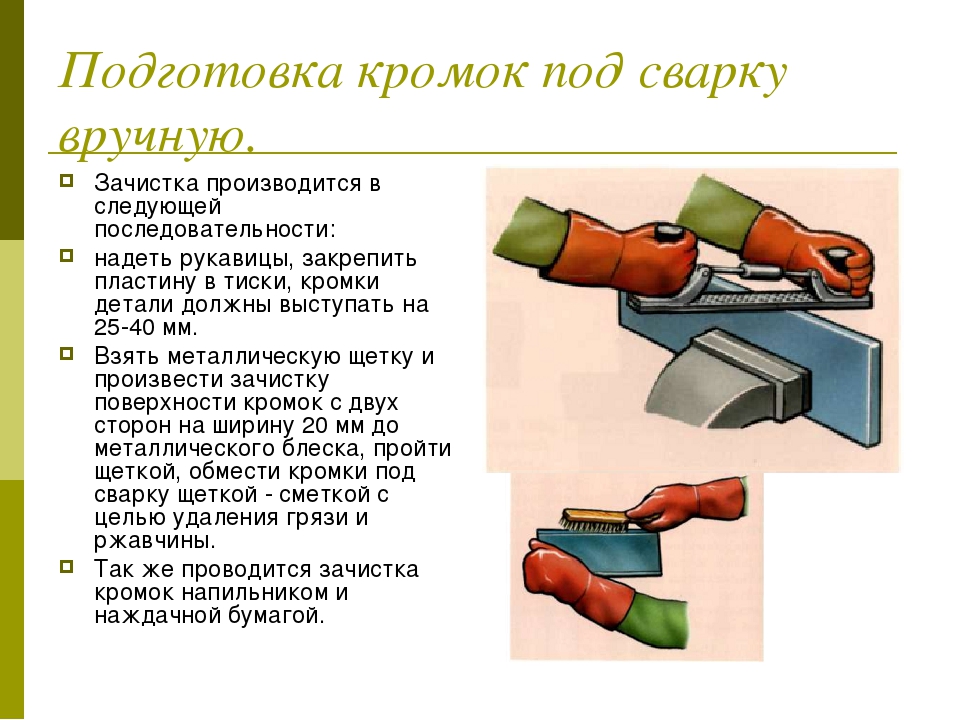
Подготовка материала (очистка)
Сварка меди аргоном не может выполняться без тщательной очистки материала. Берется любой абразивный инструмент и сварное место зачищается до блеска. Далее с помощью любого растворителя обезжиривается материал.

Подготовка материала — это важная процедура
Подойдите ответственно к очистке медных изделий — это влияет на качество соединения.
Чтобы не было деффектов (несплавление, шлаковые включения), выполняйте предварительный нагрев материала до температуры 350-600°C. Разность температуры зависит от основного металла, присадочного и разделки кромок. Определяется опытным путем.
Видео: как подготовить трещину у газового медного радиатора для сварных работ.
Сварка аргоном (режим TIG)
Эта технология по заверениям сварщиков самая лучшая, швы получаются аккуратными и прочными. Сварка меди аргоном выполняется вольфрамовым электродом на постоянном токе. А вот, при сплаве алюминиевой бронзы, соединение лучше производить на переменном токе.
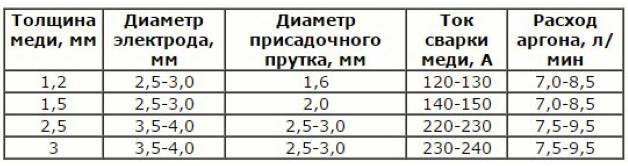
Настройки тока аппарата подбираются в зависимости от толщины изделия и диаметра электрода. Таблица в помощь:
Кроме аргона, можно использовать азот, гелий и их смеси в составе защитных газов. Все перечисленные газы имеют свои плюсы и минусы. Но аргон, все же более востребован для сварочных работ.
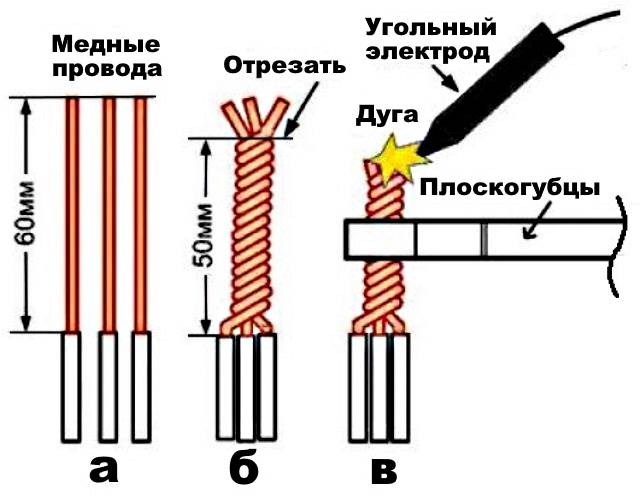
Присадочные прутки подбираются по составу материала. Но обычно, в домашней мастерской, применяются медные провода добытые из электрических кабелей или трансформатора. Предварительно, медная жилка очищается от лака наждачкой и обезжиривается растворителем.
Хорошо, если добытая присадочная проволока будет с меньшей температурой плавления, чем приготовленное к сварке изделие.
Некоторые советы бывалых сварщиков:
- присадку всегда ведите перед горелкой;
- сварка аргоном для толстой меди может выполняться без присадочной проволоки;
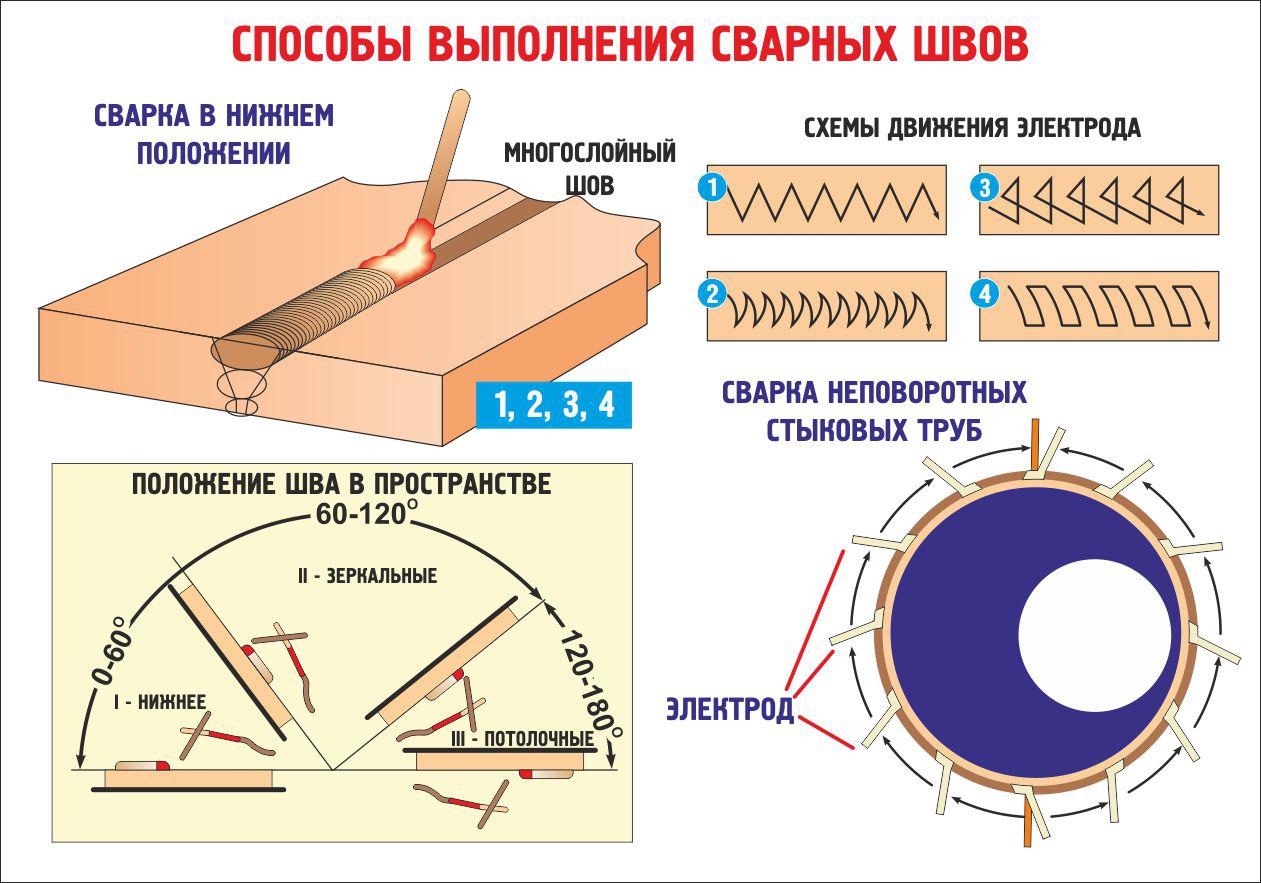
- горелку рекомендуется вести зигзагами для обеспечения лучшего сцепления металла;
- тонкий материал, чтобы не было прожогов, необходимо варить короткими швами с перерывами;
- если аппарат без функции «заварка кратера», то горелку нужно отводить постепенно (удлиняя дугу);
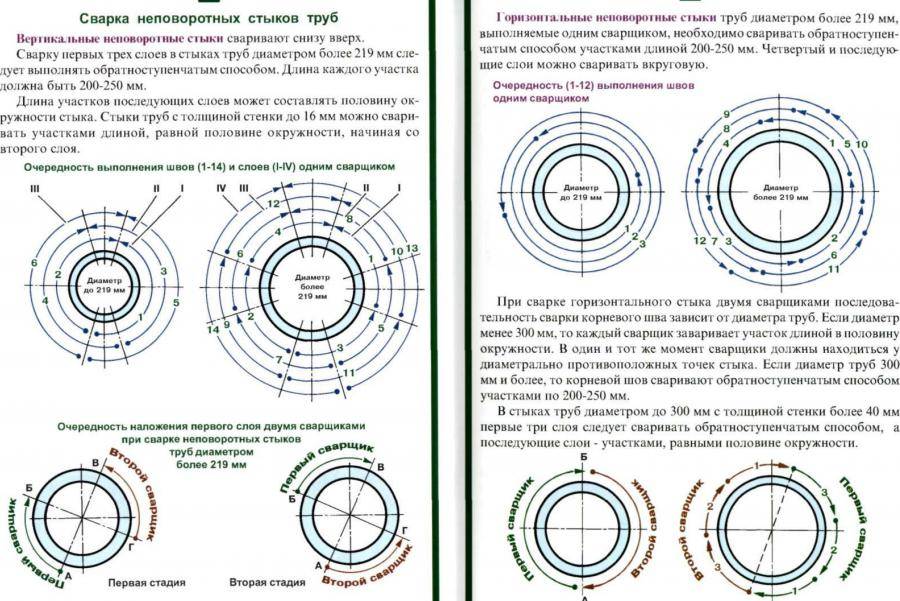
- сварка аргоном производится в вертикальном и горизонтальном положении шва.
Видео: нагрев и соединение меди.




Сварка медных труб
При соединении медных труб аргоном, ток выставляется небольшой. Сварка ведется медленно, отдельными кусочками шва, с перекрытием не менее 1/3. Присадочная проволока расталкивается боковыми движениями горелки. Принцип простой:
- капнуть — растянуть;
- ещё раз добавить и растянуть.
Самый лучший вариант, иметь аппарат с функцией импульсной сварки. Ток можно выставить побольше, чтобы присадочный материал расплавлялся быстро. Время между импульсами настраивать так, чтобы медь после подачи импульса успевала остыть (защита от прожога). Также правильно настраивайте время функции — «заварка кратера».
P.S. Сварка медных труб или плоских изделий для каждого материала требует подбора тока методом тыка. Желательно пробы проводить на схожих по составу материалах. Не надо портить деталь, которую надумали сваривать.
Правильно выбранный ток, должен осуществлять хороший нагрев и проплавление медного изделия. Дыр и пор не должно быть. Удачи в освоение техники!
Медные материалы применяются в условиях с повышенными требованиями пластичности, стойкости к воздействию коррозии. Сварка меди производится при использовании различными сферами производства, декоративных деталей ввиду повышенных эстетических свойств. Теплопроводность материала в два раза выше алюминиевых сплавов, существует множество способов стыкования медных изделий. Современные технологии позволяют избежать при работе горячих трещин, пористых образований и других несоответствий стандартам.

Способы паяния деталей из меди
Для соединения медных труб используется всего два способа пайки. Каждый из них используется в соответствии со спецификацией детали и характеристики. Пайка медных труб своими руками подразделяется:
- При высоком температурном режиме, по-другому именуется «твердой». Показатель температуры при данном режиме доходит до 900 °. Тугоплавкий припой позволяет производить шов с показателями высокой прочности, данный способ используется при изготовлении трубопроводов, подверженных высоким нагрузкам.
- Процесс пайки мягким припоем производится при температурах, начинающихся от 130 °, используется в бытовом применении при работе с трубами диаметром до 1 см. Технология подразумевает соединение путем стыковки, предварительной обработки флюс пастой.
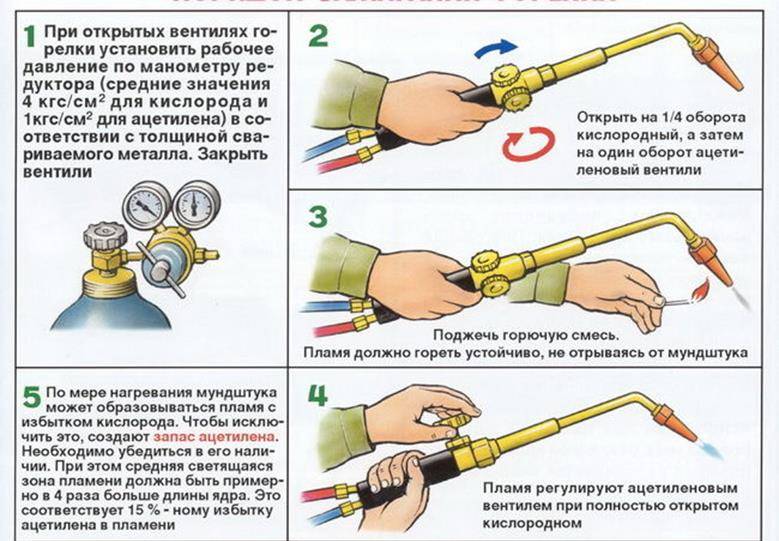
Во время работ важно не забывать, что мощность пламени, выдаваемой горелкой может достигать 1000 градусов. Поэтому обработку стыков необходимо проводить не более 20 секунд
При нагреве мягкий припой начинает плавиться и заполнять соединение.
Особенности высокотемпературных соединений
При высокотемпературном способе пайки происходит обжиг металла на 700 °C и выше, что способствует размягчению металла. Для пайки используется газопламенное оборудование, способное расплавлять твердые припои. Припой состоит их медно – фосфорного состава, выпускается формой прутьев. Процессом пайки медных труб не подразумевается применение флюса, соблюдая последовательность действий, возможно грамотно заполнить стык.  Процесс начинает действие, когда плавится пруток припоя, этапы работы:
Процесс начинает действие, когда плавится пруток припоя, этапы работы:
- после сборки прогревается стыковочный шов;
- к месту стыка подается твердотельный припой, размягчение которого производится газовой горелкой;
- когда визуально подтверждено, что происходит наложение припоя на металл, трубу необходимо провернуть, проконтролировать стыковку по всему периметру.
Основными достоинствами данного способа является высокая прочность стыка медных труб, если необходимо, представляется возможность изменить диаметр соединения меньшей стороной. Высокие температуры при эксплуатации не могут разрушить шов. Пайка твердым припоем требует определенных навыков, в процессе работы возможен перегрев, что приводит к разрушению металла.
Низкотемпературная пайка
Каждый процесс требует ответственного подхода к выполнению работ. Для нагрева используется пропановая или бензиновая горелка при использовании мягкого припоя стыковкой медных труб
Важно знать, что горелка с пьезоподжигом значительно сократит время работы, приобретение дорогих моделей без этой функции не целесообразно.В процессе важно использовать качественные аксессуары, флюс паста играет не последнюю роль в соединении. Равномерное покрытие деталей медных труб достигается использованием мягкой кисточки, после нанесения излишки удаляются тряпкой
Температура горелки может достигать 900 градусов, при пайке важно не передержать изделие, иначе произойдет перегрев.
Техника безопасности при спаивании труб из меди
Медные трубы используются как проводники жидкостей с хорошими антикоррозийными свойствами. Установка медных труб не может быть выполнена для обеспечения питьевой водопроводной водой. Медь контактирует с хлором, добавляющимся для очистки воды, может образовывать вредные для организма человека вещества. Для артезианских источников, скважин не существует опасности в использовании
Важно пользоваться качественным инструментом, производить работы в перчатках и следить за состоянием оборудования. Теплопроводность металла достаточно высока, при нагреве одного из узлов и несоблюдении техники безопасности, возможно получить ожоги
Качественный шов возможно получить при отсутствии внешних факторов в виде нагрузок до полного остывания стыка.
Оборудование и материалы для соединения труб
Надежное соединение медных труб требует соблюдения некоторых условий.
Так, для эффективной пайки меди температура должна превышать 425 градусов, но при этом – не должна превышать температуру плавления соединяемых труб.
Кроме того, расстояние между соединяемыми поверхностями должно быть минимальным – это является обязательным условием для возникновения капиллярных сил, благодаря которым и распределяется припой в спаиваемом соединении.
Все вышесказанное касается пайки медных труб с применением твердых припоев. А вот если при соединении труб используется припой мягкий, то температура сваривания должна быть ниже 425 градусов.
Как видите, от вида и качества припоев во многом зависит итоговый результат. Именно поэтому попробуем разобраться, какие припои используются при соединении медных труб.
- Стандартный припой применяется чаще всего. Он пригоден для пайки меди, латуни и белой жести, при необходимости его можно использовать также для лужения. Однако для пайки труб в водопроводах с питьевой водой данный припой непригоден.
- Мягкие припои для фитингов используются для соединения медных труб с аналогичными медными, либо с трубами, изготовленными из красной бронзы, однако основное их применение – соединение медных труб с фитингами из латуни.
- Твердый припой Rothenberger РОЛОТ — является оптимальным припоем для такой задачи как монтаж медных трубопроводов с применением капиллярно-щелевой техники пайки.
Данный припой применяется в тех случаях, когда трубы монтируются в трубопроводы отопительных систем закрытого и открытого типов, в системах горячего и холодного водоснабжения.
Кроме вполне очевидного применения системы из медных труб, соединенных припоем Rothenberger РОЛОТ широко используются для газоснабжения (работающих со сжиженным и природным газом), для комплектации холодильных установок, для систем кондиционирования и маслопроводов.
Для монтажа медных трубопроводов с использованием припоев серии Rothenberger РОЛОТ не требуются фитинги.
Данные припои относятся к группе серебросодержащих медно-фосфорных припоев и благодаря своим высоким механическим характеристикам (сопротивление необратимой деформации) широко используются для сварки труб там, где трубы подвергаются высокой механической и температурной нагрузке.

Припой Rothenberger РОЛОТ
Медно-фосфорные припои при пайке медных труб являются самофлюсующимися (в отличие от ситуации с пайкой латуни или бронзы – здесь для предотвращения окисления используется флюс).
Медно-фосфорные припои обладают определенной хрупкостью (виной этому фосфорный компонент), именно поэтому их не следует использовать, если материал трубы содержит более 10% никеля, а также – для пайки алюминиевой бронзы.
При пайке латуни или бронзы используют флюс для предотвращения образования окисного покрытия на основных металлах. При пайке меди и медных соединений, медно-фосфорные припои являются самофлюсующимися.
Серебряные припои по своим эксплуатационным характеристикам аналогичны предыдущим, однако пониженное содержание фосфора снимает ограничение на их использование при пайке цветных металлов.
Особенности сварки меди
Как мы писали выше, существуют некоторые особенности сварки меди и ее сплавов, из-за которых процесс соединения металлов существенно усложняется
Давайте перечислим основные нюансы, на которые нужно обратить внимание
Во-первых, у меди очень высокая теплопроводность, а это значит, что в работе вам необходимо использовать дугу, способную выдавать большую тепловую мощность, и симметрично выводящую тепло из сварочной зоны. Также из-за этой особенности не получится использовать любые виды швов. Мы рекомендуем применять для сварки медных деталей стыковые соединения.
Во-вторых, медь при плавлении начинает быстро стекать, из-за этого крайне сложно сделать потолочные и вертикальные швы, поскольку металл при малейшем перегреве стремительно стекает вниз. Чтобы избежать этой проблемы сварочная ванна должна быть минимального размера, и расплавленный металл должен быстро охлаждаться.

В-третьих, при сварке меди с использованием стыковых швов и в нижнем положении нужно обязательно использовать графитовые, асбестовые подкладки или флюсовые подушки. Это необходимо, чтобы избежать прожогов металла.
В-четвертых, находясь в расплавленном состоянии медь активно поглощает кислород и водород. Это приводит к образованию горячих трещин и в шве образовываются пор. Все это ухудшает качество шва, страдает надежность и эстетическая составляющая. Чтобы этого избежать необходима тщательная защита сварочной зоны. С этой проблемой справляется газ.
В-пятых, медь крайне склонна к окислению, при этом окисная пленка очень тугоплавкая и от нее трудно избавиться. Эта проблема решается применением присадочной проволоки, содержащей в своем составе фосфор, марганец и кремний.
И, наконец, последнее, что вам нужно знать. Медь отличается от других металлов большим коэффициентом линейного расширения. Это значит, что металла легко деформируется, и особенно подвержен образованию горячих трещин. Эту проблему можно решить относительно просто: деталь нужно предварительно прогреть в печи или с помощью горелки до температуры 300 градусов по Цельсию.

Несмотря на все сложности, сварка меди в домашних условиях возможна. Но для начала металл нужно как следует подготовить, об этом мы расскажем далее.
Способы сварки меди
Негативные свойства меди, препятствующие сварке, обходят многими способами, применяя различные расходные материалы и оборудование. Не все можно применить в домашних условиях, но некоторые вполне доступны.
Сварка меди аргоном
Этим способом выполняют сварку меди полуавтоматом или ручным аргонодуговым методом. Работа проводится постоянным током прямой полярности. Его величина устанавливается из расчета, что на каждый миллиметр толщины нужно 100 А. Значение можно корректировать в процессе работы в зависимости от состава металла. При сварке меди аргоном расход газа не должен превышать 10 л/мин.
В качестве присадочной проволоки можно использовать медные провода или жилы кабеля, очищенные от изоляции и лака. Ее подают по краю сварочной ванны впереди электрода, чтобы при плавлении металл не прилипал к нему. Для заготовок толщиной меньше 0,5 см предварительный подогрев не нужен.
Чаще всего выполняют сварку меди угольными электродами, так как вольфрамовые приходится часто менять. Заготовки толщиной больше 1,5 см соединяют графитовыми электродами. Допустимый вылет электрода не больше 7 мм, длина дуги 3 мм. В отличие от других способов сваркой меди аргоном можно качественно соединять вертикальные стыки.
https://youtube.com/watch?v=CCtzyoyn120
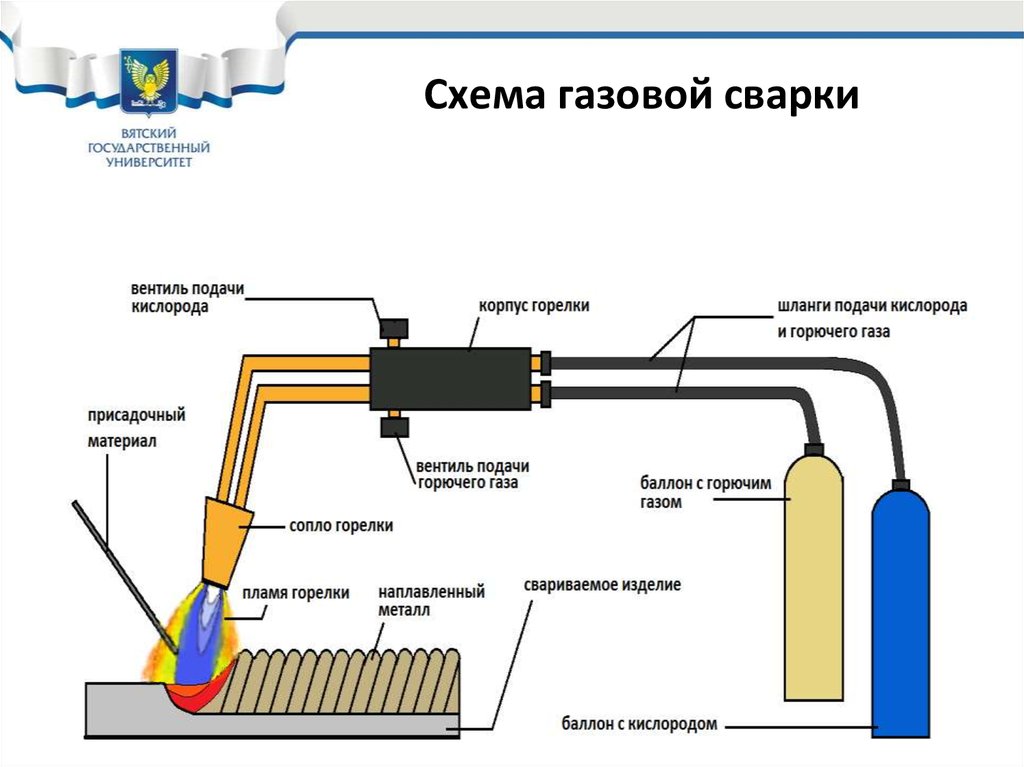
Газовая сварка
Для этой технологии не требуется сложное оборудование как для аргонодуговой. Достаточно горелки и баллона с ацетиленом. Чтобы обеспечить нормальное протекание процесса, потребуется расход газа 150 л/час для заготовок толщиной до 10 мм, свыше ― 200 л/час. Для замедления остывания заготовки с обеих сторон обкладывают листовым асбестом. Диаметр присадочной проволоки выбирается равным 0,6 толщины металла, но не более 8 мм.
Выполняя газовую сварку меди, пламя направляется перпендикулярно к стыку. При этом нужно следить, чтобы проволока плавилась раньше основного металла. Чтобы снизить вероятность появления горячих трещин, работу проводят без остановок. Завершенный стык проковывают без нагрева, если детали тоньше 5 мм, или при температуре 250⁰C, когда толще. Затем проводят отжиг при 500⁰C и быстро охлаждают водой.
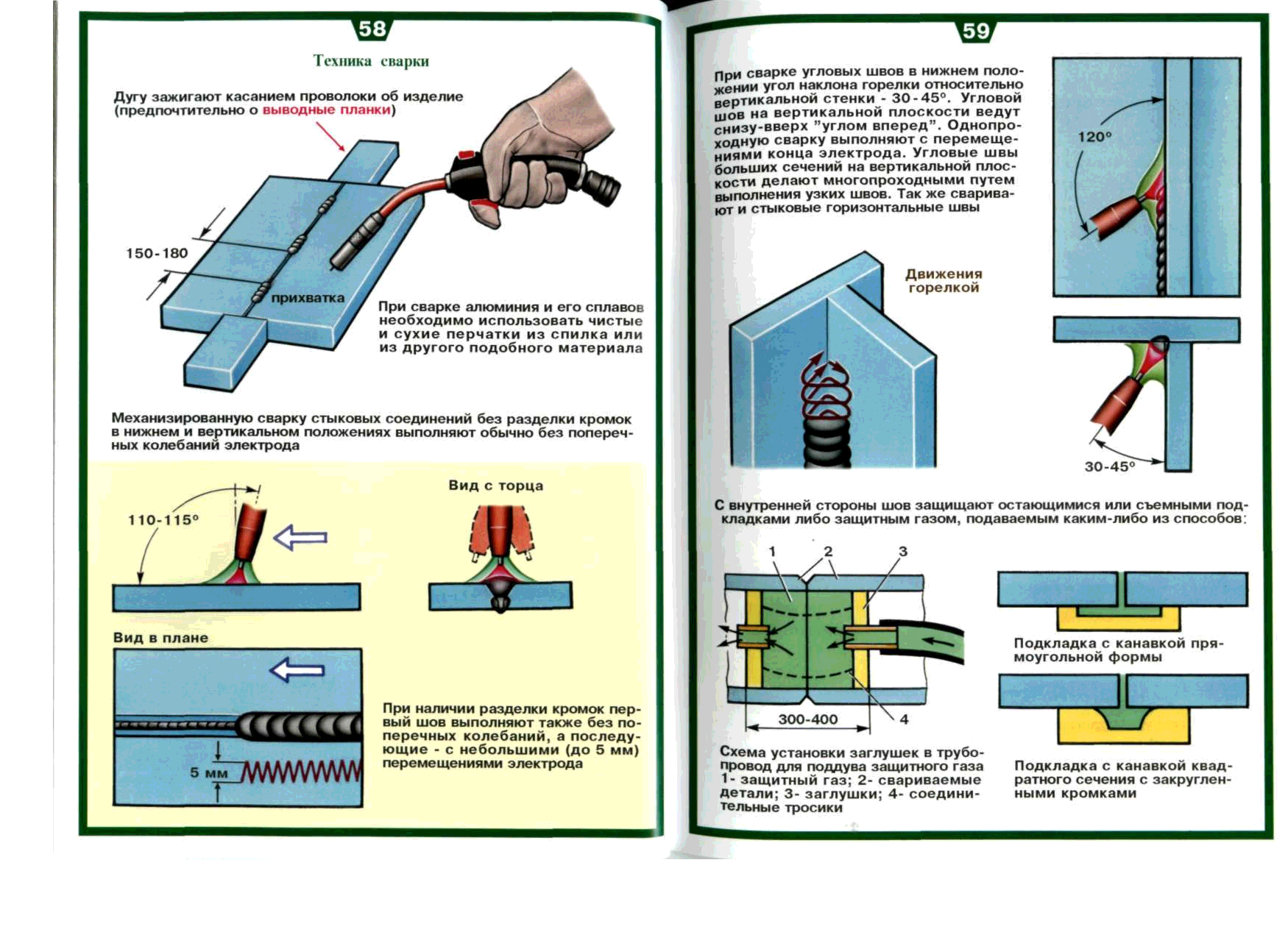
Ручная дуговая сварка
Этим способом соединяют заготовки толщиной больше 2 мм, используя плавящиеся электроды и постоянный ток обратной полярности. Процесс практически не отличается от сварки стали, только электрод ведут без поперечных колебаний, поддерживая короткую дугу. Шов формируется возвратно-поступательными движениями.
Для сварки меди в домашних условиях лучшими признаны электроды АНЦ-1, которыми можно соединять металл толщиной до 15 мм без подогрева.Hasonló tulajdonságokat birtokolnak az EC és az EG lengyel márkák. Amikor egy csővel meleg hordozóval javítják, akkor szem előtt kell tartani, hogy az ilyen módon elkészített varratok hő- és elektromos vezetőképessége ötször kevesebb, mint a rézé.
Az alkatrészek vastagságától függően az elektróda áramszilárdságát és átmérőjét a táblázat tartalmazza:
Réz vastagsága, mm | Elektróda átmérője, mm | Az áram értéke, és |
2 | 2 — 3 | 100 — 120 |
3 | 3 — 4 | 120 — 160 |
4 | 4 — 5 | 160 — 200 |
5 | 5 — 6 | 240 — 300 |
6 | 5 — 7 | 260 — 340 |
7 — 8 | 6 — 7 | 380 — 400 |
9 — 10 | 7 — 8 | 400 — 420 |
Automatikus hegesztés a fluxus alatt
A munkához szüksége lesz egy hegesztőgépre, amely váltakozó és egyenes áramot jelent. A fluxust alkalmazzák a csatlakoztatott üregek mindkét oldalára. A kerámia fluxus alatti hegesztést váltakozó árammal végezzük, a többi esetében a fordított polaritást beállítják. A 10 mm -nél vékonyabb alkatrészek csatlakoztatásához hagyományos fluxusokat használnak. A vastagabb üres üres helyeket száraz szemcsés alá forraljuk.
A hegesztést egy átjáróval végezzük, rézből készült izgalomhuzal segítségével. Ha a hő- és elektromos vezetőképesség jellemzői nem fontosak, akkor a bronz helyettesíti, hogy növelje a kapcsolat szilárdságát. Annak érdekében, hogy a varratok mindkét oldalán egyidejűleg hozzanak létre, a Fluxból származó párnák a kereszteződés alatt a kereszteződés alatt vannak kialakítva.
A rézkel és ötvözeteivel való munka során mérgező gázok szabadulnak fel. A sárgarézből fűtéskor a cink elpárolog, mérgező oxidot képezve. Ezért légzőkészülékekben és védőruházatokban kell dolgozni, kipufogó szellőztetéssel rendelkező helyiségekben.
Автоматическая сварка под флюсом
Основным преимуществом автоматической сварки Сu под флюсом является возможность получения стабильных высоких механических свойств без предварительного подогрева. Поэтому при изготовлении крупногабаритных сварных конструкций из Сu больших толщин технологический процесс достаточно прост и почти не отличается от процесса сварки сталей.
Химические составы некоторых флюсов, применяющихся для автоматической сварки меди и ее сплавов плавящимся электродом (ГОСТ 9087—69), приведены в табл. 27.3.
При сварке меди под такими кислыми флюсами в металл шва переходят Si и Мn, в результате ухудшаются тепло- и электрофизические свойства соединений по сравнению с основным металлом. Применение бескислородных фторидных флюсов, например марки АН-M1, который содержит, % (по массе), 55 MgF2, 40 NaF, 5 BaF2, позволяет получать швы, удельное сопротивление которых в 1,5 раза ниже, а теплопроводность в 2 раза выше по сравнению со швами, выполненными под кислым флюсом АН-348А.
Для электродуговой сварки меди используются керамические флюсы: ЖМ-1 для сварки меди и К-13МВТУ для сварки меди со сталью.
Режимы сварки меди под флюсом К-13МВТУ приведены в табл. 27.4.
Сварку ведут на постоянном токе обратной полярности при жестком закреплении на подкладках из охлаждаемой меди (толщиной до 2,5 мм) или на графите (толщиной 5—6 мм). Состав флюса К-13МВТУ, % (по массе): глинозем 20, плавиковый шпат 20, кварцевый песок 8—10, магнезит 15, мел 15, бура безводная 15—19, порошок алюминия 3—5. Применение керамического флюса позволяет раскислить и легировать металл шва, электро- и теплопроводность металла шва получаются на уровне исходного металла.
С увеличением толщины металла керамические флюсы становятся ограниченно пригодными, так как не обеспечивают требуемой плотности и необходимой пластичности соединения. Снизить пористость при сварке Cu и хромистой бронзы позволила смесь, состоящая из 80 % (по массе) флюса АН-26С и 20 % флюса АН-20С. Лучшие результаты по плотности швов обеспечивает флюс сухой грануляции АН-М13 (ВТУ ИЭС 56Ф—72).



Для сварки латуни применяют плавленые флюсы (АН-20, ФН-10), а также специально разработанный для латуней флюс МАТИ-53. Ориентировочный режим сварки латуни толщиной 12 мм: ток дуги Iд = 450÷470 А, напряжение Uд = 30÷32В, скорость сварки vсв = 25 м/ч, используется односторонняя сварка без разделки кромок в один проход. Предел прочности сварного соединения из латуни марок Л62, ЛМд58-2, Л062-1, выполненного проволокой БрОЦ4-3 под флюсом АН-20, без усиления шва составляет 245—343 МПа, а с усилием шва 294— 392 МПа, угол загиба 100—180°.
Автоматическую дуговую сварку под флюсом применяют для соединения меди со сталью. Сварка производится со смещением электрода на медь, практически без оплавления стали: расплавленная медь смачивает стальную кромку и соединение образуется за счет диффузии меди в сталь. Применяется специальная разделка кромок: скос только медной кромки под углом 45° с притуплением, равным половине толщины. Стыковое или угловое соединения собираются без зазора, расстояние оси электрода от края медной кромки составляет 0,65—0,70 толщины меди. Режим сварки такой же, как и при сварке медных соединений, но сварочный ток снижают на 15—20%- Сварные соединения медь — низкоуглеродистая сталь обладают хорошими механическими свойствами: σв = 205÷225 МПа, ψ=59÷72%, KCU = 343÷981 кДж/м2.
Сварка неплавкими электродами
Ручная и автоматизированная сварка медных труб может проводиться в защитной среде с использованием неплавкого электрода — чаще всего используются
вольфрамовые электроды толщиной до 10мм и присадочная проволока, помимо этого,
возможно использование и плавких электродов.
В качестве защитных газов используются аргон, гелий, азот. Последний наиболее целесообразен в использовании, так как такая сварка дешевле, а КПД разряда выше. При соединении труб малой толщины лучше использовать аргон, так как дуговой разряд в нем более устойчив.
Для сварки меди вольфрамовым электродом используется постоянный ток прямой полярности, материал электрода — чаще всего лантанированный вольфрам (электроды ЭВЛ) либо вольфрам с добавлением иттрия (ЭВИ), а также торированный вольфрам. Электрод располагается в плоскости стыка под необходимым углом, при необходимости трубы подогреваются до нужной температуры.
Сварка меди и ее сплавов угольным и графитовым электродом применяется ограниченно, в основном для соединения малоответственных изделий. Электроды затачиваются на конус, ток прямой, полярность обратная. Возможно использование присадочных материалов с добавкой фосфора в качестве раскислителя, а также добавка в сварочную ванну флюса — как правило, для этого используется бура.
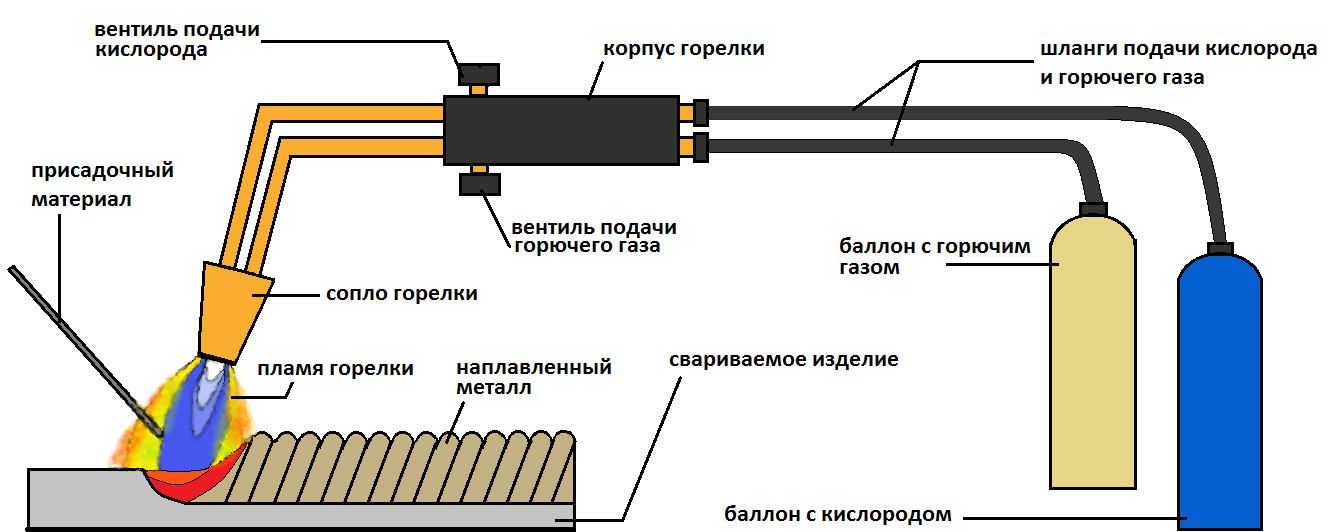
Газовая сварка медных труб
Сварка меди и ее сплавов может проводиться с использованием кислородно-ацетиленовой горелки.

Процесс газовой сварки меди
Рассмотрим этот способ подробнее.
До недавнего времени ацетиленовая сварка являлась основным процессом для сварки меди и медных сплавов, но сейчас ее вытеснили более совершенные сварочные процессы.
Существенный недостаток метода — значительная деформация труб за счет высокой температуры, а также повышенная зернистость соединения.
С помощью ацетиленовой сварки возможно соединение труб диаметром до 120мм и с толщиной стенок до 4 мм. Для сварки применяются присадочные стержни диаметром до 12 мм марок Св-08 и Св-08А.
Поворотные стыки сваривают за один проход, поворачивая трубу. Пламя при сварке делают нейтральным, расход ацетилена — около 100 литров в час на миллиметр толщины стенки.
Контактная сварка меди
Помимо вышеперечисленных методов, возможна и контактная сварка меди. Для контактной сварки меди широко применяются тугоплавкие электроды — их изготавливают из вольфрама и молибдена
При контактной работе с медью важно использовать качественный присадочный материал, поскольку сама по себе медь об
ладает плохими литейными свойствами
Для того, чтобы шов, полученный контактной сваркой, обладал наилучшими характеристиками, рекомендуется использовать присадочный материал из чистой меди с добавлением раскислителей — это позволит добиться наилучших результатов контактной сварки.
Заключение
Мы рассмотрели различные способы сварки меди. Как несложно заключить, наиболее перспективной технологией является дуговая сварка в защитной среде с использованием неплавкого вольфрамового электрода и с добавлением присадочной проволоки подходящего состава — то есть с добавлением раскислителей, позволяющих добиться оптимальных характеристик сварного шва.
Свариваемость меди
Медная сварка представляет собой сложную операцию. Для ее правильного выполнения человек обязан хорошо понимать свойства и химическую чистоту этого красноватого металла и его сплавов, которые получаются в результате соединения популярных элементов с ним. Поэтому всем заинтересованным лицам полезно будет знать особенности сварки меди и ее сплавов.
Прежде всего, на свариваемость красноватого металла влияет присутствие легирующих элементов, которые бывают токсичными и летучими. Поэтому во время выполнения работ требуется наличие исправной и эффективной вентиляции для защиты персонажи.
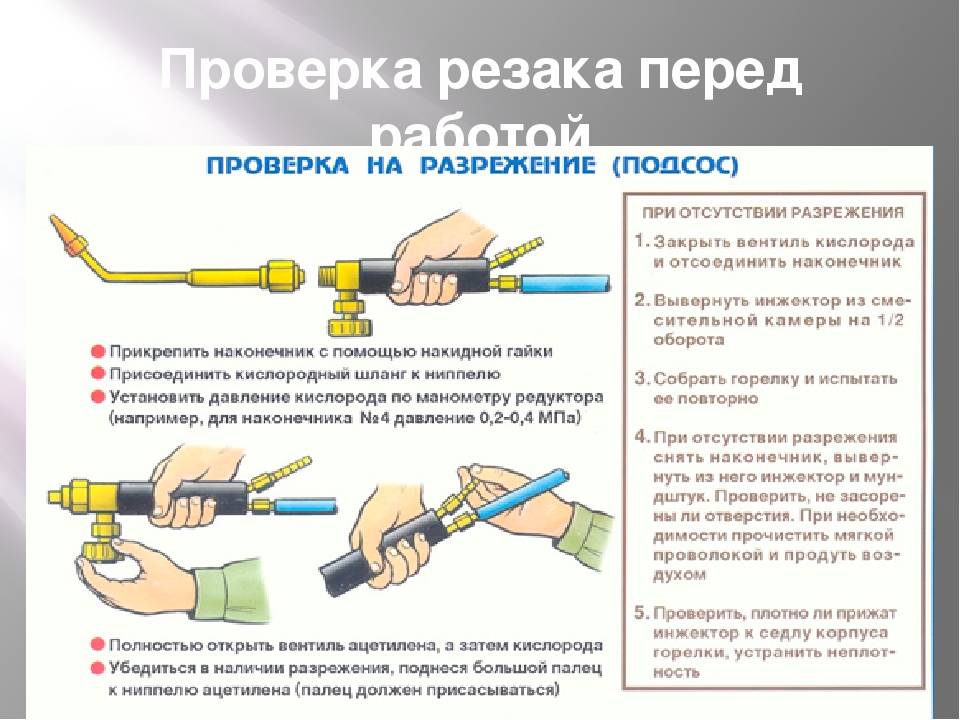
Примечание! На производстве сварные процессы выполняются в специально оборудованном месте. Оно оснащается комплектом оборудования, которое технологически связано между собой. Такое стационарное место также комплектуется всем нужным инструментом и приспособлениями. При выполнении работ в домашних условиях используется сварной пост для пайки меди. Он укомплектован баллонами с газовыми смесями, редукторами и горелкой.
Для улучшения различных свойств меди в ее состав чаще всего вводит следующие легирующие элементы:
- Цинк, уменьшающий свариваемость латунных сплавов. Снижение этой характеристики происходит пропорционально его количеству. Цинк закипает при низкой температуре. В результате сварки медно цинковых сплавов выделяются токсичные пары.
- Олово, положительно влияющие на возникновение горячих трещин во время сварочного процесса, если его процентное содержание В сплаве равно от 1% до 10%. Этот элемент менее токсичен и летуч, чем цинк. Однако он при сварке нередко окисляется, поэтому появляются оксиды. Они уменьшают прочностной характеристику шва.
- Кремний, благоприятно влияющие на свариваемость, так как способствуют раскислению.
- Алюминий, бериллий и никель – элементы, образующие оксиды. От них нужно избавляться перед сварочным процессом. Чтобы предотвратить образование этих оксидов во время работы, используется защитный газ или флюс и соответствующий ток для процесса.
- Кислород, вызывающий увеличение пор и уменьшающий прочность швов, если в медных сплавах отсутствует необходимый процент раскислители, самым популярным из которых является фосфор. К их числу также относится марганец, алюминий, кремний и железо. Если медные сплавы содержат эти элементы, тогда удается уменьшить количество кислорода, который может быть в виде закиси меди или иметь форму свободного газа.
- Свинец, сера и селен включают в сплавы с медью, чтобы повысить степень их обрабатываемости. Однако данные элементы не только повышают на свариваемость, но и увеличивает вероятность образования горячих трещин. Среди них самым вредным является свинец.
- Марганец и железо оказывают не существенное влияние на свариваемость медных сплавов, так как их процентное содержание незначительно. Обычно она составляет 1,4-3,5%.
На свариваемость как меди, так и ее сплавов влияют и другие факторы:
- Теплопроводность, которая возрастает с уменьшением числа легирующих элементов. Поэтому при создании соединения выбирается такой ток и защитный газ, чтобы в шов вводилось максимальное количество тепла. Нередко требуется выполнить предварительный нагрев свариваемых деталей, отличающихся небольшой теплопроводностью. Этот процесс осуществляется в зависимости от толщины изделий.
- Горячие трещины появляются во всех медных сплавах при затвердевании. Их количество можно сократить, если надежно зафиксировать соединяемые детали во время выполнения сварочных работ. Подогрев изделий также способствует снижению числа горячих трещин. Этот процесс позволяет замедлить охлаждение деталей и уменьшить сварочные напряжения.
- Положение сварки, так как медные металлы обладают неустойчивыми характеристиками. Обычно работы выполняются в нижнем положении. В горизонтальной плоскости они проводятся в исключительных случаях. Это создание угловых и тавровых швов. Во время их выполнения осуществляется разделка кромок.
- Пористость, возникающая при испарении элементов, отличающихся низкой температурой кипения. К ним относятся фосфор, кадмий и цинк. Уменьшить такой эффект позволяет быстрое выполнение работ и минимальное использование присадочных материалов.
Состояние поверхности меди и ее сплавов является еще одним фактором, влияющим на свариваемость. Перед работами с металла должны быть удалены все окислы и жиры. Обычно для этих целей применяется проволочная щетка. Зная перечисленные особенности сварки меди удается выполнить качественные соединения. Однако для достижения положительного результата еще требуется выбрать правильную технологию осуществления сварочных работ.