При какой температуре прокалить электроды?
Все зависит от типа электрода и типа обмазки.
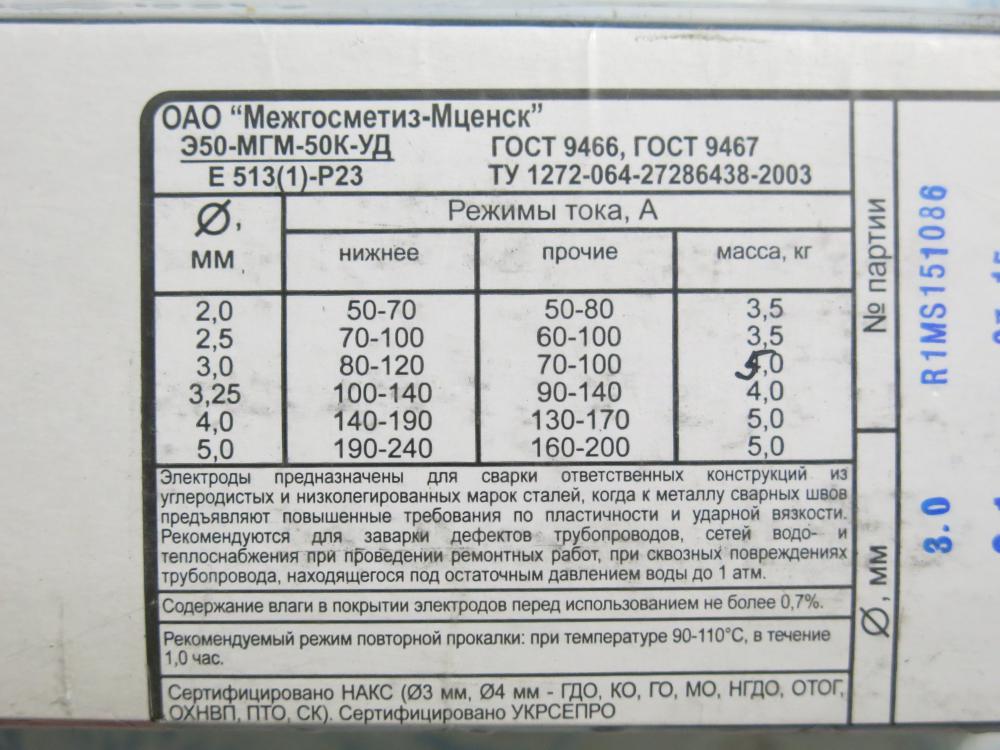
- С рутиловым покрытием, общего назначения (Э-38, Э42, Э-46) – 150… 270 °С в течение 1–1,5 часа.
- С основным покрытием, общего назначения (Э42А, Э-46А, Э50 и другие) – 300… 450 °С в течение 1-2 ч.
- С кислым покрытием – 185… 190 °С, 1 ч.
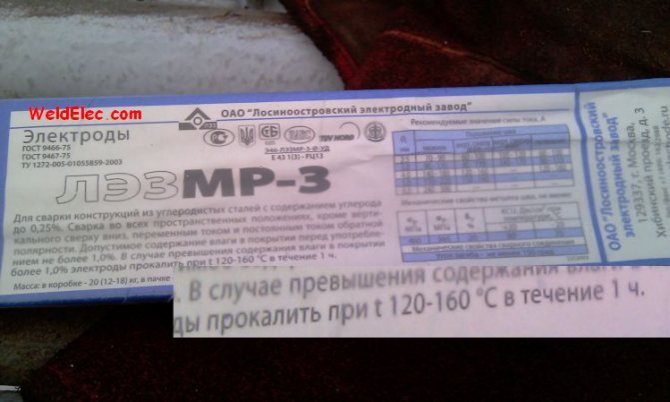
- С целлюлозным покрытием – 155… 160 °С, 15 минут.
- Специального назначения – 300… 450 °С, 1–2 ч.
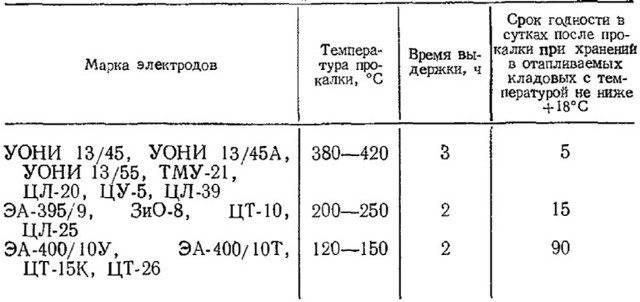
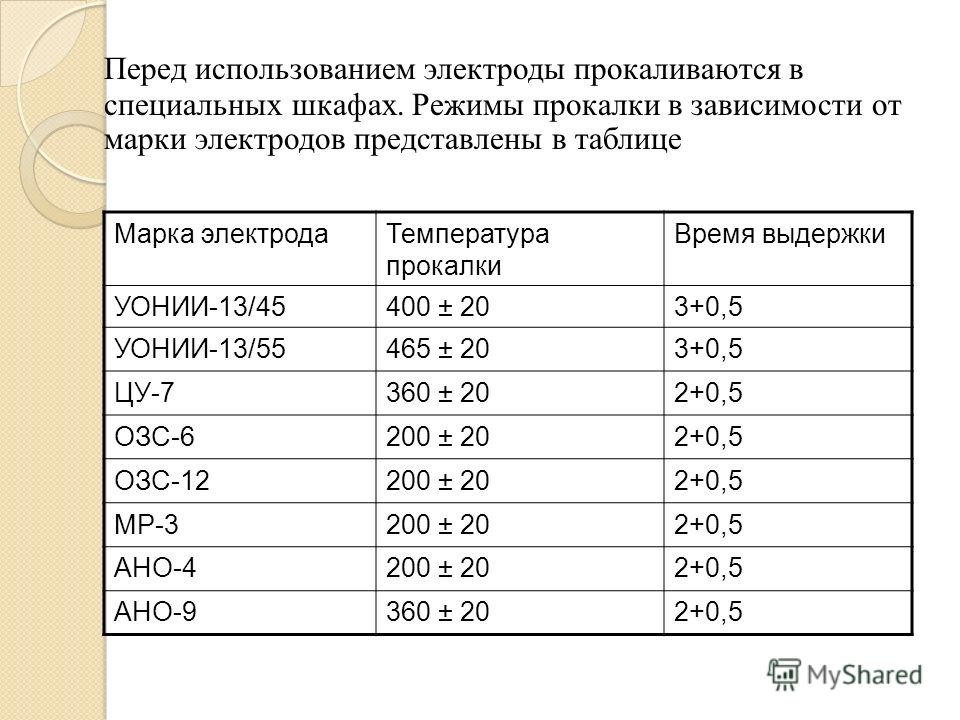
Для наглядности на примере наиболее известных марок покажем, как и сколько прокаливать электроды, в виде таблицы.
| Марка | Температура прокалки (+/- 20 °С) | Время выдержки, ч. |
| УОНИ-13/45 | 400°С | 3 |
| УОНИ-13/55 | 465°С | 3 |
| АНО-4 | 200°С | 2 |
| АНО-9 | 360°С | 2 |
| ОЗС-6 | 200°С | 2 |
| ОЗС-12 | 200°С | 2 |
| МР-3 | 200°С | 2 |
| ЦУ-7 | 360°С | 2 |
| НЖ-13 | 250°С | 1 |
| ЦЛ-17 | 380°С | 2 |
| ОЗЛ-7 | 250°С | 1 |
Прокалка электродов перед сваркой (сушка) : журнал, нужно ли, время прокаливания, сколько раз можно

На этой странице рассмотрим подробно и со всех сторон прокалку (или сушку, как еще называют) покрытых сварочных электродов. Для чего она нужна.
Сушка электродов: время прокалки
Разные типы необходимо прокаливать в различных температурных режимах. Каждая упаковка сварочных материалов снабжена инструкцией, где указана температура и продолжительность сушки и прокалки.
Пеналы
2. Часто сварочные работы проводятся на открытом воздухе. Для прогревания электродов на улице созданы пеналы: они герметичны, имеют термоизоляцию, способствуют долгому хранению электродов в сухом состоянии. Различают два вида пеналов, в зависимости от типа конструкции: пеналы-термосы и термопеналы. Они не прокаливают, а только поддерживают в сухом и, если нужно, подогретом состоянии.
Термопеналы
Пеналы-термосы обладают компактными размерами, имеют теплоизолирующее внутреннее покрытие, оснащены нагревательными элементами и термостатом. Все эти преимущества позволяют производить прокаливание прямо на месте.
Примеры наиболее востребованных моделей пенал-термосов: П-5 “BRIMA”, ПТ-5 “БАРС”.
Термопеналы осуществляют две функции:
- – создание определенного уровня температура для хранения электродов;
- – прогревание материалов.
Термопенал представляет собой конструкцию в виде небольшого ящика с дверцей, средний вес равен примерно трем килограммам. Внутри расположено специальное термоустройство, которое отделано слоем изоляции. Температура, которую способен выдавать термопенал, варьируется в диапазоне от 0 до 120 градусов.
Термоконтейнеры
Термоконтейнеры имеют два типа подключения: к розетке и к сварочному трансформатору.Примеры моделей термпеналов от проверенных производителей: DS5 ESAB, ТМ 5/150 “BRIMA”.
Узнайте больше о пеналах вот в этом материале.
Шкафы
3. Шкафы представляют собой прочную конструкцию, имеют схожие функции с термопеналами: хранение и прокаливание. Корпус надежно изолирован, что предотвращает потерю тепла. Шкафы также могут быть оснащены (в зависимости от модели) электронным блоком управления, термометром, термостатом, сигнальной лампочкой.
Примеры моделей шкафов для прокаливания: PK 410 ESAB, ШП-0.4-60 НПП “Теплоприбор”.
Данные приспособления разработаны для промышленного прокаливания сварочных материалов. Также существует несколько “народных” способов, то есть без использования специального оборудования. Однако прибегать к просушке электродов в домашних условиях следует только при наличии нескольких причин:
- последующий сварочный процесс будет носить бытовой характер;
- проводимые работы не потребует особо серьёзного подхода;
- мастер не предъявляет высоких требований к качеству готового изделия.
“Домашнее оборудование”
- В домашних условиях прокалку можно произвести в газовой или электрической духовке. Однако, второй вариант позволяет получать лучший результат, так как в газу содержится некоторое количество воды и ни в коем случае нельзя проводить обработку на открытом огне.
- 2Зимой можно проводить сушку электродов на горячем радиаторе. Необходимо оставить прутки на батарее на 2-3 дня.
Данной обработки будет вполне достаточно для проведения бытовой сварки (по мнению многих умельцев). Для ответственных конструкций применять такой метод сушки не рекомендуется!
- Некоторые находчивые мастера используют для просушки строительный фен. Кроме этого, специалисту понадобится емкость для размещения электродов, например, асбестовая или из иного материала труба. Продолжительность прокалки зависит от мощности фена.
Подробнее про прокалку и домашние условия здесь.
Следует отметить, что результат прокалки в “домашних” условиях не идет в сравнение с термической обработкой в профессиональном оборудовании.
Эксплуатация
Инструкция по правильной эксплуатации оборудования рекомендует горячими доставать электроды по завершении прокаливания и укладывать их внутрь термопенала. Внутри камеры они будут недоступны влаге. Их можно перемещать на большое расстояние и долго хранить.
Перед тем как сушить сварочные электроды, устройство устанавливается на специальную ножку. Выбирается способ подключения к питанию. Вилка включается в сетевую розетку. Два провода соединяют с кабелями, идущими к держаку и зажиму на детали.
Термопенал включается заранее, чтобы камера успела прогреться. Примерно через 30 мин можно открывать переднюю крышку, брать электрод и начинать работать. Пенал следует держать закрытым, чтобы просушивать оставшиеся материалы.
С какой целью производят прокалку электродов
Прокаливание – принципиально иной технологический момент подготовки стержней к работе. Оно выполняется при температурах, которые значительно превышают те, что нужны для просушивания. Такая термообработка:
- задает нужные технические характеристики обмазке;
- сводит уровень влажности в покрытии практически к нулю (0,2–0,5% против 8–12% при сушке);
- предотвращает залипание электрода;
- обеспечивает хороший первый и повторный поджиги и стабильное горение дуги;
- позволяет существенно снизить расход электрода (на 10–15%);
- задает ровное, качественное формирование шва.
Первичную прокалку электроды проходят в заводских условиях на заключительном этапе производства. И если они используются практически сразу после изготовления, нет необходимости в повторном прокаливании. Но подобные ситуации бывают редко, готовая продукция может месяцами храниться на складах производителя или потребителя.
При повышенной влажности окружающего воздуха (85–90%) обмазка склонна к обратному поглощению влаги, и всего за две недели она ее набирает. Пример:
- прокаленные при t 400˚С электроды типа Э50А набирают 1,5% влаги;
- изделия того же типа, прокаленные при t 200˚С, впитывают уже до 2,2%.
И это – только за 14 дней, а они могут храниться и гораздо дольше. Если покрытие отсырело, ему необходимы сушка и повторная прокалка.
Сколько времени, при какой температуре и как сушат электроды

Прокаливать можно любые типы электрода, исключение – целлюлозные. Они не поддаются термической обработке, поскольку при воздействии свыше 70 градусов покрытие электрода разрушается. В результате они становятся непригодными для сварки. Такие типы расходников хранят в металлических банках, поскольку при попадании влаги они не подлежат восстановлению.
Максимально можно просушивать электроды на высоких температурах 3 раза. После этого обмазка осыпается, что приводит к разрушению структуры расходника.
Если сравнивать понятия «прокаливание» и «просушивание», главное отличие заключается в том, что при прокаливании мы придерживаемся строго инструкции производителя. При просушивании электрода пытается избавиться от влаги любым удобным способом.
Соответственно, при сушке мы можем использовать любые термические приборы. Даже строительный фен позволит убрать ненужную влагу. Достаточно загрузить электрод в трубу и прогреть их при температуре не менее 150 градусов. Диаметр трубы определяется по окружности фена. Существуют модели с терморегулятором для сушки, которые позволяют контролировать температуру.
Печи для прокалки электродов – популярные модели
Электронагревательные печи ЭПСЭ предназначаются для прокаливания и просушки сварочных электродов при температурах от 100 до 400 градусов по Цельсию. Последние модели печей оборудованы электронными блоками управления с цифровыми индикаторами, которые позволяют отслеживать оставшееся время прокалки (сушки) и текущую температуру.Повышенный эксплуатационный ресурс, достигнут благодаря применению трубчатых электронагревателей (ТЭН) вместо нихромовой проволоки, которые обладают большим сроком службы и при ремонте легко меняются.
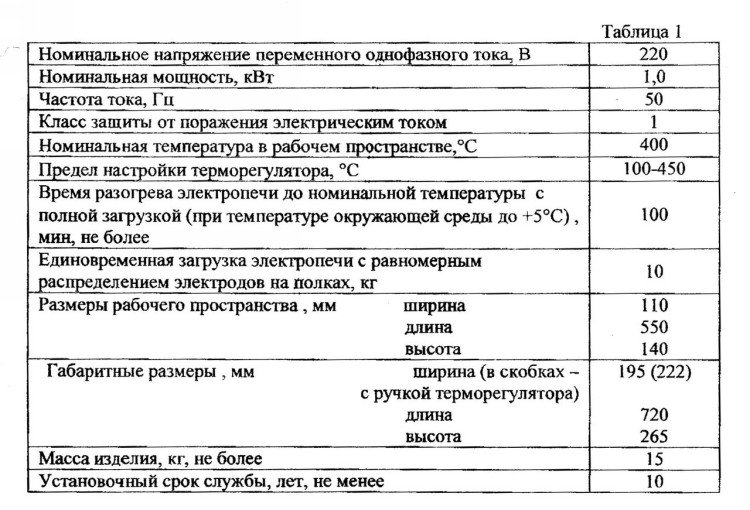
ЭПСЭ-10/400
Наиболее популярной моделью из серии электродных печей ЭПСЭ является модель ЭПСЭ-10/400. ЭПСЭ-10/400 – печка для электродов электронагревательного типа, используется для сушки и прокалки. В ходе термообработки поддерживается автоматическое поддержание температуры в границах 100-400 градусов. Модель оснащена блоком управления с терморегулятором для настройки параметров.
Основные технические характеристики:
- Масса загружаемых электродов – 10 кг.
- Вес – 15 кг.
- Напряжение – 220 В.
- Мощность – 100 Вт/ч.
- Габариты – 222 мм. х 720 мм. х 265 мм.
- Время разогрева до номинальной температуры с полной загрузкой – 100 мин.
ЭПСЭ-50/400
Печи для сушки электродов ЭПСЭ-50/400 имеют близкую к максимальной загрузку в 50 кг. (для мобильных устройств). Это позволяет использовать агрегат для прокалки материалов как в стационарных условиях, так и при выезде сварщика на объект.
Основные технические характеристики:
- Масса загружаемых электродов – 50 кг.
- Вес – 40 кг.
- Напряжение – 220 В.
- Мощность – 250 Вт/ч.
- Габариты – 605 мм. х 470 мм. х 680 мм.
ПСПЭ-10/400
ПСПЭ-10/400 – печь предназначена для прокаливания электродов при температуре от 100 до 400 градусов. Модель обладает компактными размерами, оснащена ручным терморегулятором и двумя ТЭНами. Внутри прибора расположены две выдвижные полки, на каждую из которых можно расположить по 5 кг. материалов. Небольшие параметры печи позволяет сварщикам брать аппарат с собой на объект.








Основные технические характеристики:
- Масса загружаемых электродов – 10 кг.
- Вес – 15 кг.
- Напряжение – 220 В.
- Мощность – 100 Вт/ч.
- Габариты – 222 мм. х 710 мм. х 305 мм.
Видео
СШО 3,2.3,2.5/4,0
СШО 3,2.3,2.5/4,0 – печь для сушки и прокалки электродов при температуре до 400 градусов.
Основные технические характеристики:
- Масса загружаемых электродов – максимум 90 кг.
- Вес – 80 кг.
- Напряжение – 220 или 380 В.
- Мощность – 600 Вт/ч.
- Габариты – 765 мм. х 640 мм. х 850 мм.
HydroGuard Bench 240
HydroGuard Bench 240 – печь для прокалки электродов, работает в диапазоне температур от 38 до 288 градусов, оснащена терморегулятором. Круглая форма агрегата гарантирует правильную циркуляцию воздуха. Полки внутри прибора съемные, это позволяет использовать печь для нагревания рабочих изделий.
Основные технические характеристики:
- Масса загружаемых электродов – 159 кг.
- Напряжение – 240/480 В.
- Два нагревательных элемента суммарной мощностью 1000 Вт.
Радуга-34
Печь для прокалки электродов «Радуга-34» устроена по модульному принципу и состоит из пяти пятиметровых модулей, которые одновременно являются зонами температурного нагрева. Контроль температуры осуществляется с точностью до одного градуса при помощи термопары.
Основные технические характеристики:
- Масса загружаемых электродов – 2 тонны электродов диаметром 4 мм. за 7 часов работы.
- Габариты печи – 27000 мм. х 920 мм. х 1200 мм.
- Длина нагревательной камеры, ориентировочно – 25500 мм.
- Количество управляемых зон нагрева – 12 ( 6 – сверху, 6 – снизу).
- Максимальная температура нагрева изделия – 450 °С.
- Каждая зона нагрева имеет щелевидную трубу для удаления влаги.
- Ширина туннеля нагревательной камеры – 540 мм.
- Максимальная потребляемая мощность – 23500 Вт.
- Средняя потребляемая мощность – 6000 Вт.
- Тип конвейера составной (тефлоновая лента + сетка).
Как прокаливать электроды для сварки правильно: прокалить или просушить, температура
Обмазка (покрытие) электродов играет большую роль в процессе сваривания и она должна быть сухая, иначе она будет осыпаться, как на фото справа
О других аспектах важности прокалки смотрите тут. Если вам нужна качественная сварка ответственных конструкций или вы просто хотите сваривать металл без лишних осложнений, но электроды не только с завода в герметичной упаковке, то вам нужно рассмотреть тему прокалки, которая рассматривается ниже
Прокаливание – важный этап термической обработки, которую следует проводить в следующих случаях:
- прутков при повышенной влажности;
- хранение материалов в течение долгого времени (более трех месяцев);
- попадание жидкости на покрытие или выявление ее наличия во время проведения работ;
- распаковка новой (негерметичной) пачки.
Как прокалить электроды: варианты
Начинающие специалисты и опытные мастера разделяют методы прокалки на две группы: с помощью промышленного оборудования и в домашних условиях.
Печи применяются для прокаливания сварочных стержней и для сушки уже обработанных материалов. На рынке представлен широкий ассортимент подобных агрегатов как отечественного производства, так и импортного изготовления
При выборе такого вида оснащения необходимо обращать внимание на основные технические характеристики: масса загружаемых электродов, мощность, напряжение, вес аппарата и его габариты, а также функции оборудования
Востребованным видом оснастки среди сварщиков являются шкафы. В данных приборах можно прокаливать и просушить сварочные материалы, а также хранить их довольно длительное время. Однако, не все модели оснащены всеми перечисленными функциями
Поэтому при подборе необходимого устройства нужно обращать внимание на технические характеристики
Пеналы делятся на термопеналы и пеналы-термосы; представляют собой мобильные приборы для прогревания уже обработанных материалов. Внутри такого агрегата поддерживается благоприятная среда для хранения сварочных прутков: влажность не превышает 80%. Функцией прокаливания такого рода аппараты не обладают.
Если металлические стержни не будут использоваться при работе с ответственными изделиями и конструкциями, а также если сварка будет носить бытовой характер, то обработку материалов можно произвести одним из “народных” способов. Чаще всего отдают предпочтение двум методам:
- прокаливание осуществляется в обычной газовой или электрической духовке;
- просушка строительным феном в специально оборудованном ящике или трубе.
Просушить или прокалить?
Процессы прокалки и сушки практически схожи. Однако сушить электрические проводники можно не на таких высоких температурах, а также процедура выполняется с постепенным нарастающим нагреванием. Некоторые марки в первую очередь необходимо просушить, а потом – прокалить.
Как правильно прокаливать электроды в прокалочных печах и шкафах
Многие начинающие мастера интересовались ответом на вопрос: “Как прокалить электроды для сварки?”.
Термическая обработка материалов включает несколько несложных этапов:
- загрузить электроды внутрь прибора;
- плотно закрыть крышку (дверцу);
- настроить температуру согласно той информации, которая расположена на упаковке;
- засечь или установить продолжительность процедуры согласно данным на упаковке;
- выдержать весь период времени;
- выключить прибор и дать ему остыть вместе с материалами, что избежать резкого перепада температур. Достаточно, чтобы температура упала до 100-150 градусов.
Как прокалить электроды в домашних условиях, как сушить, в духовке, феном, своими руками

Важность прокаливания материалов перед выполнением сварочных работ доказана многими профессионалами. Отсутствие термической обработки влияет на качество как во время сварки, так и после
Плохое поджигание и залипание стержня, осыпание обмазки, ненадежность и дефективность сварного соединения, неудовлетворительный внешний вид готового изделия (на фото справа: пузырчатый шлак от сырой обмазки) – и это только основные проблемы
Плохое поджигание и залипание стержня, осыпание обмазки, ненадежность и дефективность сварного соединения, неудовлетворительный внешний вид готового изделия (на фото справа: пузырчатый шлак от сырой обмазки) – и это только основные проблемы.
Прокалить или просушить – в чем разница
Процедуры прокалки и сушки схожи практически по всем параметрам. Однако, есть некоторые незначительные различия. Прокаливание выполняется строго по инструкциям, представленным на упаковке (как на фото выше). цель просушивания – удаление влаги
Поэтому для данной процедуры не так важно точно и серьезно следовать рекомендациям
К сведению! Многие сварщики-профессионалы просто держат электроды на радиаторе отопления и это заменяет им прокалку. Это если варить, к примеру, скамейку или калитку
Но когда варят корабли или трубопровод под давлением, тогда важно соблюсти технологию
Таким образом, в некоторых случаях можно применять “народные” средства для осуществления термообработки. Но для этого необходимо обладать информацией о том, как просушить электроды в домашних условиях. Сведения следует черпать из надежных источников и полагаться только на мнения мастеров. Основные разъяснения о том, как просушить электроды в домашних условиях указаны ниже.







Способы сушить и прокаливать электроды в домашних условиях
Находчивость некоторых специалистов в области сварки привела к появлению нескольких действенных способов для обработки материалов без использования специальной оснастки. Рекомендуем также ознакомиться с этим материалом, о том, как прокаливать.
Наиболее востребованным и простым методом является улучшение сварочных стержней путем прокаливания в духовке.
Данная процедура включает несколько этапов, после ознакомления с которыми любой начинающий сварщик будет знать, как прокалить электроды в духовке:
- для сушки подойдет в большей степени электрическая духовка, нежели газовая. В газе содержится небольшое количество воды, также прогрев нельзя проводить на открытом огне;
- следует разогреть духовку до 200-250 градусов (или до той температуры, которая написана на упаковке);
- поместить сварочные прутки внутрь;
- плотно закрыть дверцу;
- выждать 1,5-2 часа;
- отключить прибор, дать ему и материалам постепенно остыть.
Если мастеру нужно знать как высушить электроды в домашних условиях, то необходимо ознакомиться с ещё одним “народным” способом – прогревание материалов строительным феном.
Для проведения данной процедуры сварщику понадобится инструмент, способный выдавать температуру до 150 градусов, и емкость (труба) для загрузки материалов. Электроды загружаются в трубу, диаметр которой должен подходить по размеру к диаметру устройства.
В емкость направляется горячий воздух и процесс продолжается столько, сколько необходимо для конкретных материалов. На некоторых моделях фенов можно задать нужную температуру.
Правда, так мы уже приближаемся к созданию самодельной печи.
Некоторые умелые мастера строят печь для прокалки электродов своими руками:
- для этого необходимо сварить каркас из профильной трубы;
- снаружи каркас “обшить” листовой оцинкованной сталью, изнутри – стекломагниевым листом;
- швы и стыки замазать герметиком;
- пространство между внешним и внутренним слоями заполнить минеральной ватой, которая будет служить термоизолирующим материалом;
- слой СМЛ покрыть зеркальной нержавейкой;
- для предотвращения темлопотерь на дверце необходимо разместить силиконовый уплотнитель;
- для загрузки материалов необходимо внутри прибора прикрутить уголки и сварить решетки.
- печь для сушки электродов также необходимо оборудовать термодатчиком.
Самостоятельно построенная печь для прокалки электродов
Данная схема может допускать некоторые изменения.
Учтите! Качество вышеперечисленных способов не сравнится с результатами, которые показывает специализированное оборудование. Для осуществления сварки не ответственных изделий, подойдет и обработка в домашних условиях
Потому как выполнение бытовой сварки не требует от металла сварного шва высоких показателей, внешний вид и качество готового изделия, чаще всего, также не играет важной роли
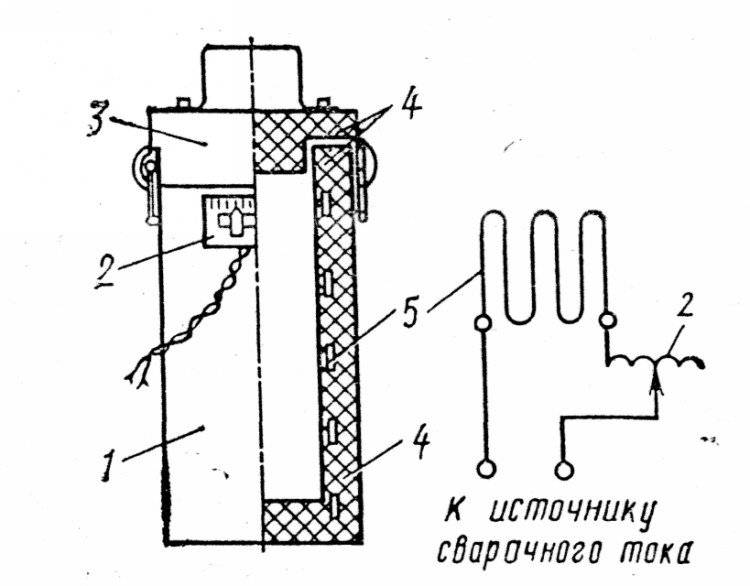
Конструкция и функционал
Пенал для прокалки электродов имеет прямоугольную форму. Размеры зависят от объема вмещаемых электродов, у бытовых устройств это примерно 150×170×600 мм. Пенал состоит:
- корпус;
- камера;
- нагревательный элемент;
- электроизоляция;
- теплоизоляция;
- передняя крышка для загрузки камеры;
- задняя крышка и блок управления нагревом;
- провода.
Перед тем как просушить прокаленные электроды, их помещают в камеру и плотно закрывают крышкой. Затем с обратной стороны провода подключаются в источнику питания. Включается нагревательный элемент – спираль, обвивающая снаружи камеру.
Камера сначала покрывается изоляцией, только потом укладывается спираль, чтобы ток не бил при касании к электродам и внутренней поверхности термопенала.
Нагревательный элемент поднимает температуру внутри устройства до 110⁰C. Этого достаточно, чтобы влага испарилась. Через 2 часа можно начинать работать.
В условиях домашней мастерской, при небольшом объеме сварочных работ, пользуются чехлами для электродов, имеющими пластиковый герметичный корпус. Они сохраняют тепло положенных внутрь горячих предметов и не пропускают воздух. Прутки с обмазкой остывают несколько часов, оставаясь герметично закрытыми.
Прокалить или просушить — в чем разница
Процедуры прокаливания и сушки практически во всех отношениях схожи. Однако есть небольшие отличия. Прокаливание проводится строго по инструкции, представленной на упаковке (как на фото выше). Основная цель сушки — удаление влаги
Поэтому для этой процедуры не так важно внимательно и серьезно следовать рекомендациям
Поэтому в некоторых случаях можно использовать «народные» средства для проведения термической обработки. Но для этого необходимо иметь информацию о том, как сушить электроды в домашних условиях. Информацию следует брать из надежных источников и полагаться только на мнение экспертов. Ниже приведены основные объяснения того, как сушить электроды в домашних условиях.
Прокалка сварочных стержней
Процесс сушки (прокаливание) — это обработка с использованием температуры, при которой влага удаляется с поверхностей. Избыточное присутствие воды в отложениях электродов приводит к их падению со стержня.
с таким электродом невозможно работать, трудно воспламеняется, качество работы оставляет желать лучшего.
Придется покупать новый пакет, который стоит недешево. Перед сваркой рекомендуется проверить электроды и при необходимости подготовить их. Начинающих сварщиков интересует: зачем при приготовлении использовать сушку и известкование?
Есть несколько ситуаций, в которых необходима сушка:
- Палочки для еды давно не упаковывались в вакууме.
- Место хранения отличается повышенной влажностью.
- Электроды мокрые.
Запомнить! Сушка сварочных стержней перед сваркой — важный процесс, который, если его не сделать, повлияет на результат вашей работы.
При этом помните, что такую работу нельзя делать более двух раз, иначе напыление стержня полностью развалится.
Интересный факт, отжиг сварочных стержней увеличивает тепловой режим расхода материала перед работой. Некоторое сырье из-за большой разницы температур искажает ванну припоя, что делает припой слабым.
Во избежание дефектов прибегают к предварительной сушке.
Агрегаты для прокаливания
Сушка сварочных стержней в домашних условиях возможна с помощью специальных инструментов.
Рекомендуется использовать:
- Электрический духовой шкаф с регулятором температуры. Аппарат имеет небольшие размеры и его легко переносить с одного места на другое. В основе работы лежат нагревательные элементы, управление которыми осуществляется автоматически с помощью регуляторов. Такая печь работает в штатной сети десять двадцать вольт. Мощность этого типа механизма варьируется от одного до трех киловатт. Максимальная нагрузка — пятьдесят килограмм.
- Электрический духовой шкаф с функцией осушения. В современные модели встроен микропроцессор, с помощью которого можно настроить всю операцию. Теплоизоляция — особенность этого агрегата. Равномерное нагревание сварочных стержней достигается за счет использования встроенных тепловых экранов. Обычная сеть не подходит, для такого оборудования необходимо иметь три фазы по 380 Вт. Максимальная мощность 8,5 кВт и мощность до 160 кг.
- Термопенал. Так называемая «сушилка» для сварочных стержней. Теплоизолированная герметичная конструкция, которую можно использовать как контейнер для хранения. Аппарат оптимальных размеров, что позволяет хранить сварщиков на рабочем месте. Основное умение этой техники — возможность нагревать сварочные прутки от трансформатора или от обычной сети 220. Вместимость таких ящиков — 10 кг прутков.
Принцип дегидратации
Для разных типов электродов необходимо правильно определять температуру и время высыхания. Для этого перед началом отжига ознакомьтесь с инструкциями на упаковке для правильного определения параметров сушки.







Обращаем ваше внимание, что зарубежные производители часто не предоставляют запрашиваемую информацию. Поэтому рекомендуем вам посетить их сайт, там вы обязательно найдете интересующие параметры
Запомнить! Сварочные прутки из целлюлозы не подвергаются отжигу
Кроме того, в них должно быть минимум воды в спрее, для этого они продаются в стальных баллончиках. Опыт показывает, что такие электроды можно прокаливать, пока температура не должна превышать 70 градусов, иначе покрытие будет повреждено
Запомнить! Сварочные прутки из целлюлозы не подвергаются отжигу. Кроме того, в них должно быть минимум воды в спрее, для этого они продаются в стальных баллончиках. Опыт показывает, что такие электроды можно прокаливать, пока температура не должна превышать 70 градусов, иначе покрытие будет повреждено.
Просушка своими руками
Как уже упоминалось, основная цель прокаливания — уменьшить количество влаги, попавшей при распылении металлического стержня. Процесс прост и не требует времени.
Как прокалить электроды
Часто перед свариванием заводы-изготовители рекомендуют Вам производить прокалку сварочных электродов. Многие люди задаются различными вопросами по поводу прокалки электродов. Из этой статьи Вы узнаете ответы на некоторые из них.
Теперь давайте поговорим о назначении прокалки. Главной целью прокалки является уменьшение процентного содержания влаги в покрытии сварочных электродов. Многие люди решают прокаливать электроды прямо у себя дома, используя духовку. При температуре 180 – 200 градусов Вы можете прокаливать электроды, однако если Вы используете обычную духовку, то качество прокалки будет не на лучшем уровне.
Самым неправильным решением в данной ситуации является то, что если Вы решили совсем не прокаливать электроды. Это будет означать, что у Вас есть большая вероятность того что обмазка может начать опадать.
Наиболее разумно поступают люди, которые используют для прокалки специальную печь для прокалки электродов. Приобретение специальной печи для прокалки электродов позволит Вам сделать качественный сварочный шов. Приобрести такую печь Вы можете у одного из самых популярных в нашей стране заводов-изготовителей.
Сварочные электроды с основным покрытием нужно прокаливать в течение двух часов при температуре около 250 градусов по Цельсию. При этом предел текучести прокаливаемых электродов должен составлять не менее 355 N/мм.
Если же Вам нужно производить сваривание высокопрочных соединений, а также соединения высокопрочной стали, то Вам нужно прокаливать электроды при температуре не более 350 градусов по Цельсию. Продолжительность прокалки должна составлять не более двух часов. Предел текучести электродов должен составлять менее 355 N/мм.
Также Вам нужно помнить, что низколегированные сварочные электроды не нуждаются в прокалке. Если электроды с рутиловым или покрытием на основе железа попадали под воздействие влаги, то их лучше всего прокалить при нужной температуре.
Если же условия хранения не были нарушены, то есть не была открыта упаковка электродов, то Вы можете не производить прокаливание электродов. В противном случае наилучшим решением будет прокалка электродов при температуре 100 градусов по Цельсию на протяжении не более 1 часа.
Так как целлюлозные электроды должны иметь наименьшее содержание влаги в покрытии, то их упаковывают в металлические банки и данный вид электродов прокаливать нельзя. В некоторых ситуациях сварочные электроды должны доставляться в вакуумной упаковке. После вскрытия такой упаковки сварочные электроды, находящиеся в ней должны быть использованы в сварочном процессе не позже чем через 8 часов, при этом, Вам не нужно бояться каких-либо последствий.
Однако если время после вскрытия превысило 8 часов, для Вас лучше всего будет прокалить электроды, чтобы избежать возможных проблем. Если Ваши электроды находились на открытом воздухе, то Вам нужно их прокалить при температуре 300 – 350 градусов по Цельсию. Какой расход электродов на 1 кг металла Электроды озс-12 Для сварки меди с нержавейкой