Как делать шов?
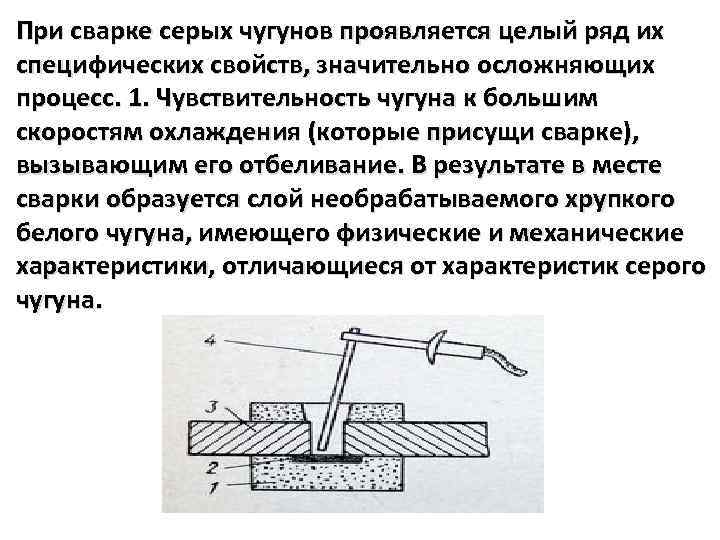
Процесс сварки чугуна, в связи с его высокой текучестью производится как правило в нижнем положении свариваемых деталей. Исключение — использование специальных электродов.
Поэтому, при необходимости выполнения с нескольких сторон изделие приходится кантовать. Чтобы при этом не происходило разрушение уже выполненного шва, детали помещают в общий каркас, не дающий им сдвигаться.
При значительной толщине изделий, выполнить их соединение либо заварить трещину с одного раза невозможно. В таких случаях первый шов кладут непосредственно по разрезу. Затем, отступив вправо и влево, с промежутком укладывают еще два шва. После чего заполняют расстояние между ними.
Если стык не заполнен операцию повторяют, накладывая еще один слой, и так далее.
Чтобы снизить перегрев деталей, шов по чугуну ведут отдельными отрезками.
Выбор электродов для сварки чугуна
При холодной сварке чаще всего пользуются недорогими электродами ОЧЗ с индексом от 2 до 6. Основой являются медные стержни со специальной обмазкой. Марка МНЧ-2 применяется для наплавки металла, для изготовления стержней применяется сплав, в который добавляется никель, марганец, железо, медь. Эти электроды дефицитны и стоят дорого. К более дешёвым относятся ЦЧ-4 и ОЗЖН-1.
В зависимости от марки электродов и диаметра выбирается сила тока:
| Марка | Ток, А Ø 3 мм | Ток, А Ø 4 мм | Ток, А Ø 5 мм | Ток, А Ø 6 мм |
| ЦЧ-4 | 63 — 80 | 90 — 120 | 130 — 150 | ― |
| ОЗЧ-2 | 90 — 110 | 120 — 140 | 160 — 190 | 220 — 250 |
| ОЗЖН-1 | 100 — 120 | 130 — 150 | 160 — 180 | ― |
| МНЧ-2 | 90 — 110 | 120 — 140 | 160 — 190 | 210 — 230 |
При отсутствии заводских делают самодельные электроды, используя медные стержни нужного диаметра. Для покрытия берётся обмазка, сколотая со стальных электродов. Её размельчают, добавляют такой же объём железных опилок и смешивают с жидким стеклом до густоты сметаны.
Стержни зачищаются, обезжириваются и вертикально опускаются в смесь. После неспешного извлечения, чтобы успело стечь лишнее, должен образоваться слой толщиной 1,5 — 2 мм. Установленные вертикально электроды сушат сначала без нагрева, а затем в духовке при 250⁰C.
Чугун можно заваривать обычным электродом после навивки на него медной проволоки диаметром от 0,5 до 2,0 мм. Наматывать начинают с рабочего конца, плотно укладывая витки на обмазку без зазоров между ними. Вес проволоки должен быть в 4 — 5 раз больше массы стального сердечника.
Независимо от того какими электродами варится чугун нужно соблюдать следующие условия:
- сварка ведётся швами длиной 3 — 5 см с перерывами;
- прерывистый режим позволяет избежать недопустимого нагрева участков выше 80⁰C;
- подключение полярности обратное.
Способы сварки
Инверторная сварка плавящимся электродом
Теперь перейдем к способам сварки. Чугун варится при средней температуре, так что его можно сварить инверторным аппаратом прямо в гараже или на даче, не говоря о заводском цеху. Сварка чугуна инвертором осуществляется с применением плавящегося электрода, а также со сварочным аппаратом и холодным методом (метод, при котором деталь перед сваркой не нагревается в печи или вручную с помощью горелки). Плавящиеся электроды должны иметь в составе никель или медь. Ниже вы можете видеть таблицу, с рекомендуемыми настройками для разных электродов.
Допускается делать прерывистые швы, но не короче 3 сантиметров в длину, нужно использовать температуру не более 80 градусов по Цельсию и давать чугуну остыть. Также установите обратную полярность.
Сварка стальными электродами
Можно ли сварить чугун обычными стальными электродами? Вы, конечно, можете попробовать, но мы не рекомендуем делать это, особенно дуговой сваркой. Да, стандартные электроды из стали стоят дешево, но такое соединение получится неэстетичным и недолговечным. Если вам нужно сварить ответственную деталь (например, часть водопровода), то лучше используйте специальные электроды и не экономьте.
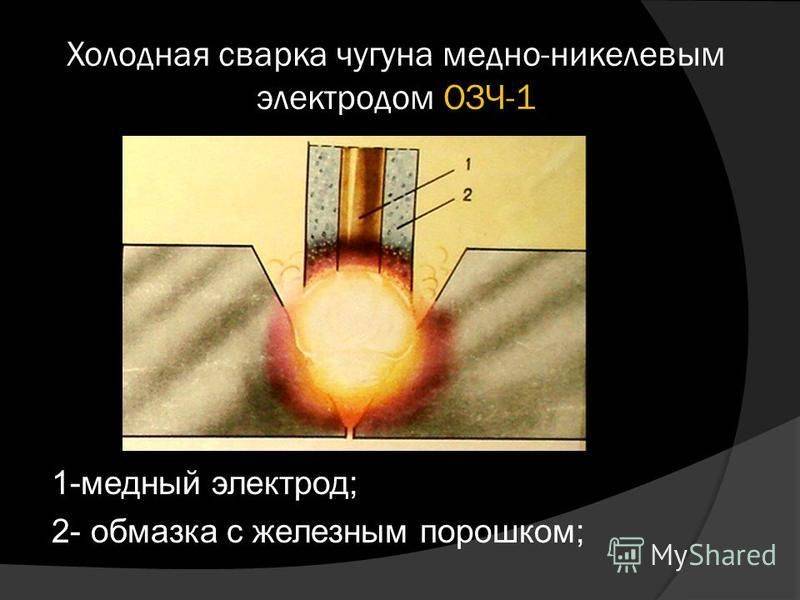
Сварка чугунными электродами
Для чугуна лучше всего подходят специализированные чугунные электроды. Варить можно и холодным, и горячим методом, как вы посчитаете нужным. Мы зачастую прогреваем деталь перед сваркой, чтобы структура металла стала лучше, а шов был надежнее.
С помощью таких электродов можно без проблем исправить множественные дефекты чугунного литья, например, трещины, дыры или сколы. В работе зачастую используются электроды марок МНЧ-1, ОЗЧ-1 или ОЗБ-2М. Они стоят не так уж дорого, зато качество работы на высоте.
Сварка чугуна электродом в домашних условиях осуществляется на постоянном, и на переменном токе. Чтобы правильно установить значение тока посмотрите, каков диаметр вашего электрода. 1 миллиметр диаметра электрода соответствует 25-50 амперам.
Сварка неплавящимися электродами
Сварка чугунных деталей неплавящимися электродами осуществляется в среде защитного газа или с использованием флюсов бура. Также можно использовать присадочную проволоку из никеля, меди или алюминия. В качестве неплавящегося электрода используют угольные, вольфрамовые или графитовые стержни.
В большинстве случаев при использовании неплавящихся электродов осуществляется сварка чугуна аргоном (так называемая TIG сварка). Мы рекомендуем немного нагреть деталь перед сваркой с помощью газовой горелки. Установите небольшое значение сварочного тока. Сварка должна быть прерывистой, по 3 сантиметра. После сварки нужно постепенно охладить деталь и следить за температурой, чтобы не допустить переохлаждения и образования трещин.
Сварка чугуна аргоном применяется нечасто, поскольку требуется не только электрод, но еще и баллон с газом, предварительный прогрев детали и аккуратное охлаждение, а это все отнимает много времени. Также сварка чугуна полуавтоматом стоит дороже других методов, но когда у вас нет другой возможности, можно сварить и этим способом.
Газовая сварка чугуна
Газовая сварка чугуна — довольно популярный способ, поскольку для работы необходим лишь горючий газ, кислород, проволока сварочная из чугуна и флюс. При этом качество швы очень достойное. Сварочная проволока по чугуну, используемая в работе, должна содержать в своем составе кремень
Это очень важно, поскольку кремний способствует образованию графита в чугуне, не отбеливает металл. Вы также можете использовать проволоку из низколегированного чугуна для лучшего качества шва. Применением флюсов при газовой сварке чугуна просто обязательно, особенно, если предстоит сварка стали с чугуном
Чугун и сталь вообще очень разные металлы, поэтому на поверхности в большом количестве образуется окисная пленка
Применением флюсов при газовой сварке чугуна просто обязательно, особенно, если предстоит сварка стали с чугуном. Чугун и сталь вообще очень разные металлы, поэтому на поверхности в большом количестве образуется окисная пленка.
Сварка неплавящимися электродами
Сварка чугуна по данной технологии проводится в защитной среде аргона или флюсов, основным компонентом которых является бура. В качестве присадочных материалов используются литые чугунные или специальные прутки, содержащие никель, алюминий и медь. Сваривание чугуна осуществляется с помощью вольфрамовых, угольных и графитовых электродов.
Наиболее распространенным методом является аргонодуговая сварка (AC TIG). Чтобы работы прошли удачно, следует придерживаться нескольких правил:
- тщательная очистка поверхности от мусора и загрязнений;
- заготовку нужно зафиксировать в нескольких точках;
- рекомендуется использовать небольшой предварительный нагрев изделия, для этого можно использовать подручные средства. Следует помнить, что наличие или отсутствие нагрева зависит от вида свариваемого чугуна;
- присадка подается под углом в 20-30 градусов;
- необходимо использовать небольшие величины тока;
- соединение следует проводит поэтапно: исполнитель варит небольшой отрезок в 2-3 см. и проковывает наплавленный металл, чтобы
- избежать остаточного напряжения. Проковка производится небольшим молотком, вес которого не превышает 1,2 кг.,боек – закругленного типа.
- охлаждение детали после сварки осуществляется постепенно.
Данный способ является неосновным при соединении чугунных изделий. Это обусловлено определенными сложностями, возникающими в процессе работы, а также повышенным уровнем трудовых и финансовых затрат.
Как правильно заваривать чугун
Особые свойства металла вызывают повышенные требования к осуществлению сварочного процесса. Правильный подход обязывает к проведению тщательной подготовки. Рабочая зона должна быть хорошо очищена от любых загрязнений. Используются: болгарка, металлические щетки, «наждачка». Масляные пятна удаляются растворителями. При сильном загрязнении применяются горелки или пескоструйный аппарат.
Частое явление — трещины на поверхности по краям чугунных изделий. К их заделке необходим особый подход. Трещины разделываются и очищаются на всю длину для полноценного заполнения расплавом. При необходимости заготовки засверливаются по краям, а торцы разделываются под нужным для сварки углом.





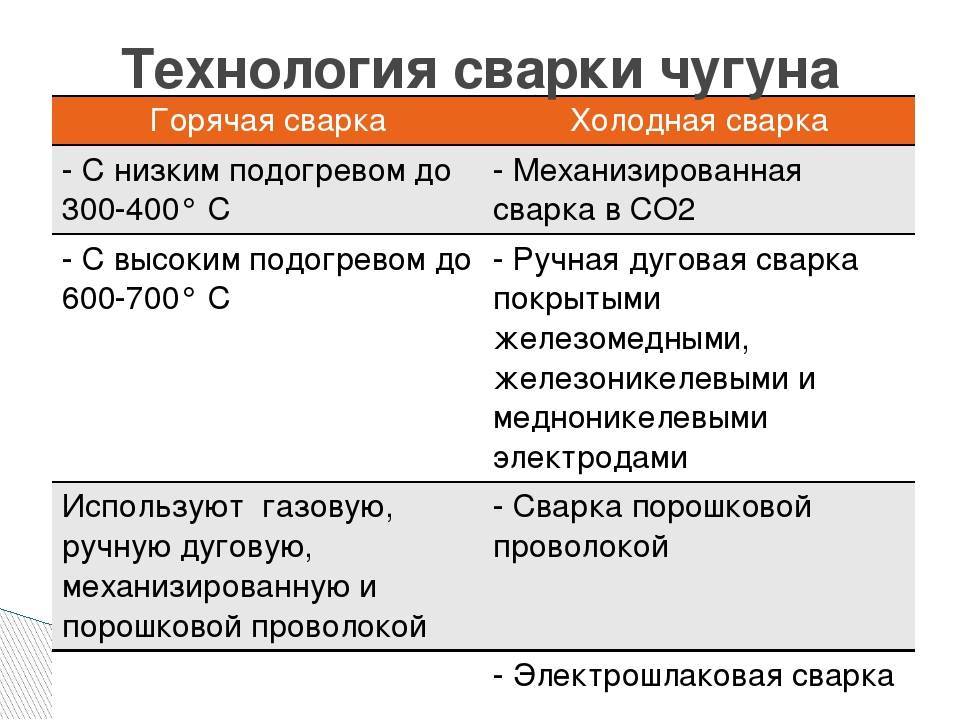
Технология и способы сварки
Выделяется 3 чугуна в зависимости от предварительного нагрева:
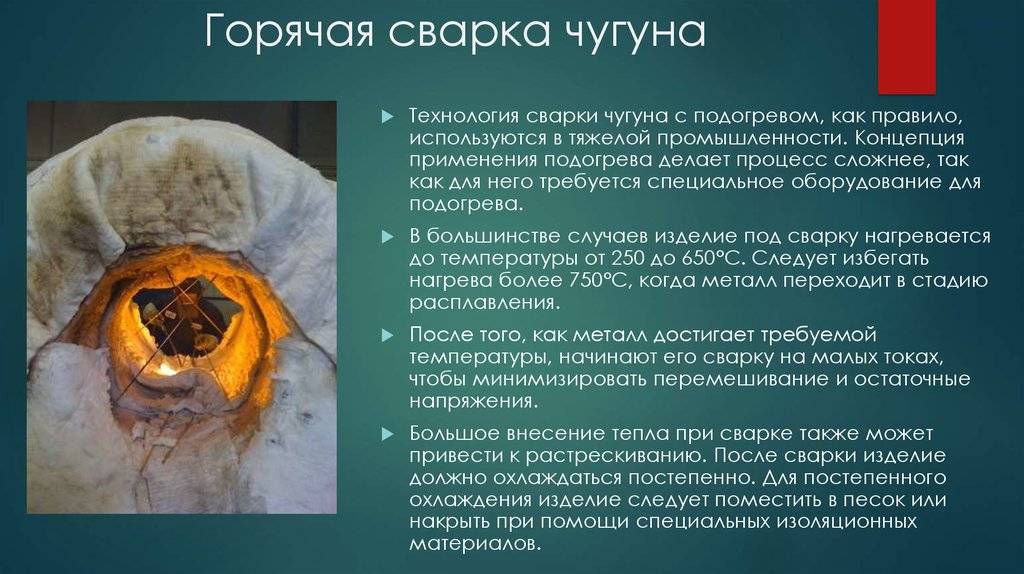
- Горячий метод. Перед сваркой детали нагреваются до 600-680 °С, что повышает пластичность металла и снижает риск растрескивания. Такая техника идеально подходит для производственных условий, где имеются специальные печи. В доме подобный нагрев обеспечить крайне сложно, да и опасно.
- Полугорячая технология. Металл предварительно нагревается до 320-360 °С. Разогрев производится специальными фенами. В домашних условиях способ осуществить трудно, но при наличии отдельной мастерской можно провести процесс.
- Холодная сварка. Это наиболее распространенная методика для работ дома. Предварительный разогрев не производится или не превышает 60–80 °С. При этом способе придется учитывать все сложности работы с чугуном.
При выборе метода необходимо учитывать безопасность, тип металла и наличие необходимого оборудования.
Особенности сварки в домашних условиях инвертором
Для электросварки в домашних условиях можно использовать обычный инвертор или специальный домашний полуавтомат. Наиболее распространенный способ — холодная сварка электродами, когда в качестве источника тока используется инвертор. При подключении аппарата устанавливается . Он включается на минимальную мощность для данного типа электрода. Сварка производится короткими швами длиной 40–50 мм.
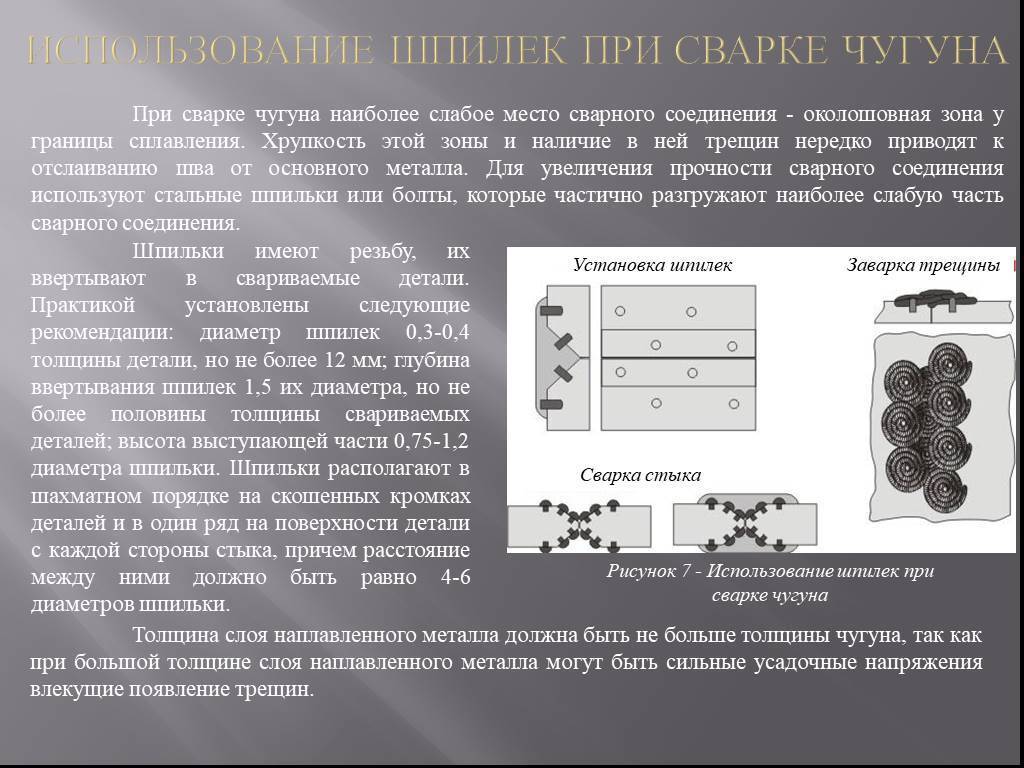
Применяется 2 способа обеспечения прочности сварного шва:
- Сварка со шпильками. Как правило, используются стальные шпильки диаметром до 0,4 толщины чугунной заготовки. Они вставляются в просверленные по краям отверстия. Вылет их не превышает 4–5 мм, а шаг установки — до 5 диаметров. На начальном этапе выступающая часть обваривается вокруг, а расплав заполняет шов. Затем, металл проваривается от шпильки к шпильке, формируя кольцевой шов. Постепенно вся поверхность в месте соединения должна равномерно заполниться наплавляемым металлом.
- Многослойная сварка. После тщательной подготовки кромок заготовок и формирования фасок, детали стыкуется и начинается послойное формирование сварного шва. После нанесение первого слоя осуществляется его тщательная проковка молотком. Затем, процедура повторяется со вторым слоем, и т. д. Если должны вариться плоские заготовки, то после наложения каждого слоя детали переворачиваются и слой накладывается на обратной стороне.
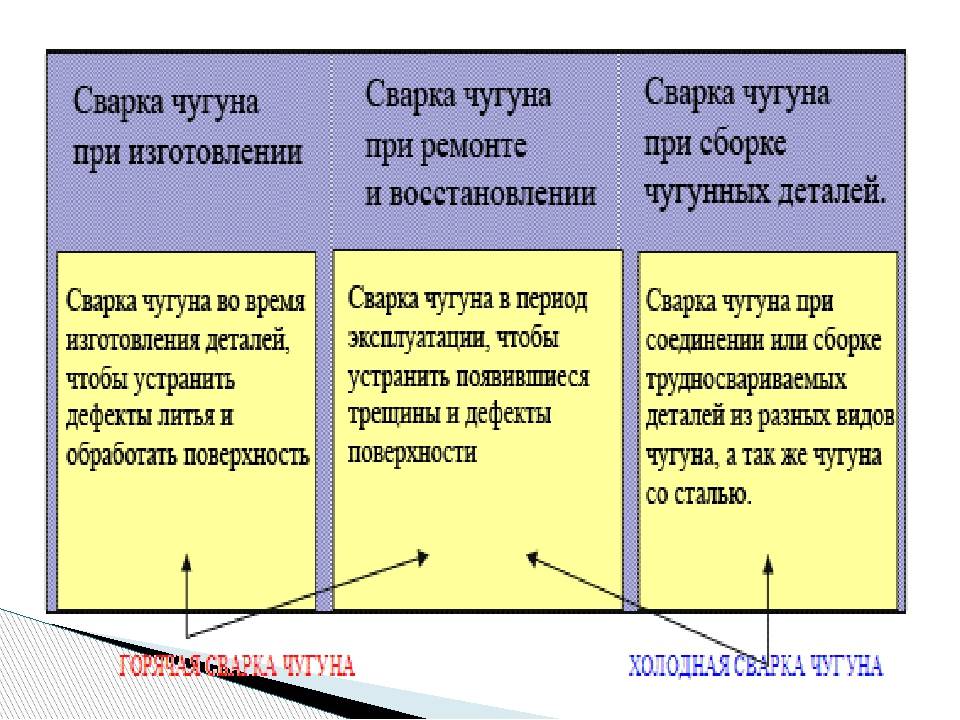
Виды сварки чугуна
Существует два вида сварки чугуна – холодная и горячая.
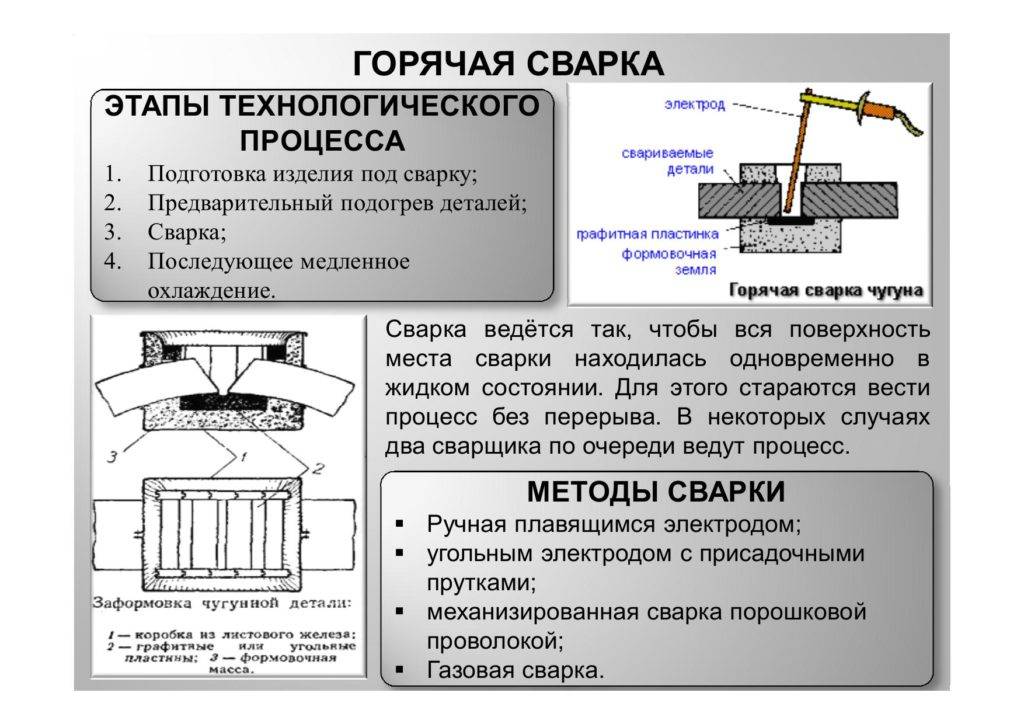
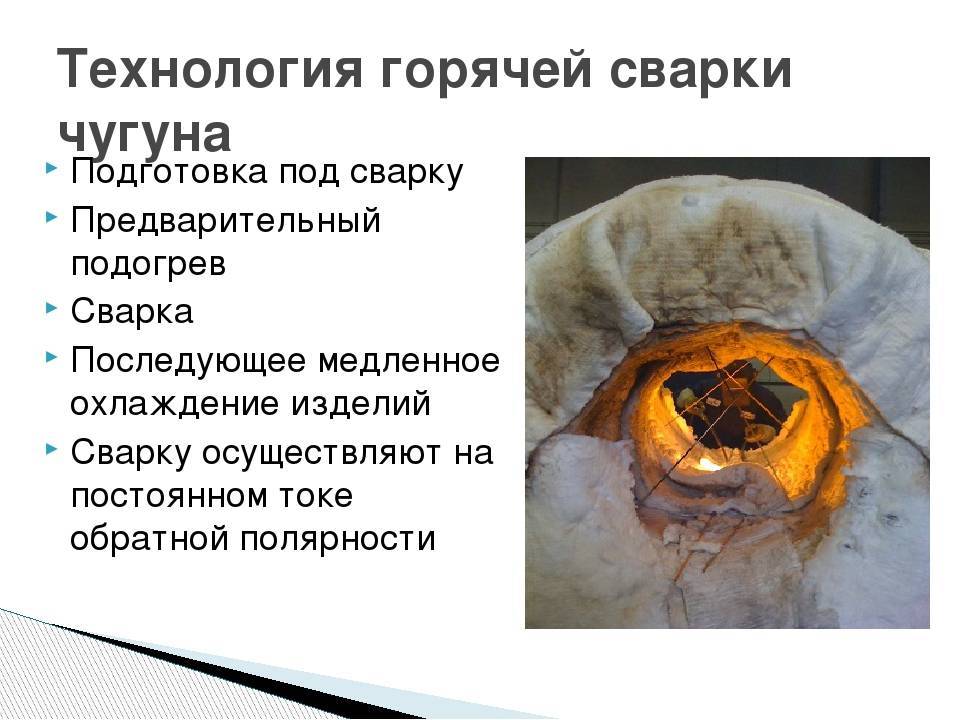
Горячая сварка чугуна
Суть её состоит в подготовке детали, нагрева её до температуры 600-800°C и медленном остывании.
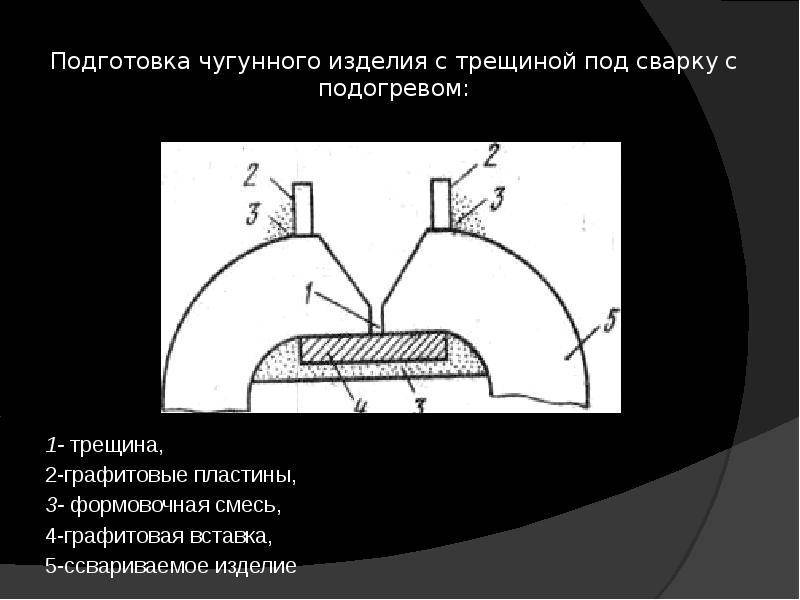
Подготовка изделия из чугуна к горячей сварке
Зная особенности данного металла, перед выполнением сварочных работ, необходимо произвести подготовку чугуна к сварке.Для этого необходимо:
— Очистить поверхность изделия от загрязнения (масла, ржавчины, окалины и др. загрязнений).
— Выполнить разделку дефектного участка. При заварке трещины, необходимо «выбрать» трещину на всю её глубину. Если нет возможности добраться до корня трещины, тогда следует выполнить засверловку по краям трещины. Это поможет предотвратить её распространение при сварке.
При соединении двух деталей, необходимо выполнить разделку с учётом толщины металла и формой предполагаемого шва.
— Выполнить подогрев чугуна. Подогрев свариваемой детали следует выполнять постепенно, так чтобы изделие прогревалось равномерно. Для этих целей применяются специальные нагревательные печи. При отсутствии таковых, нагрев производится газовой горелкой.
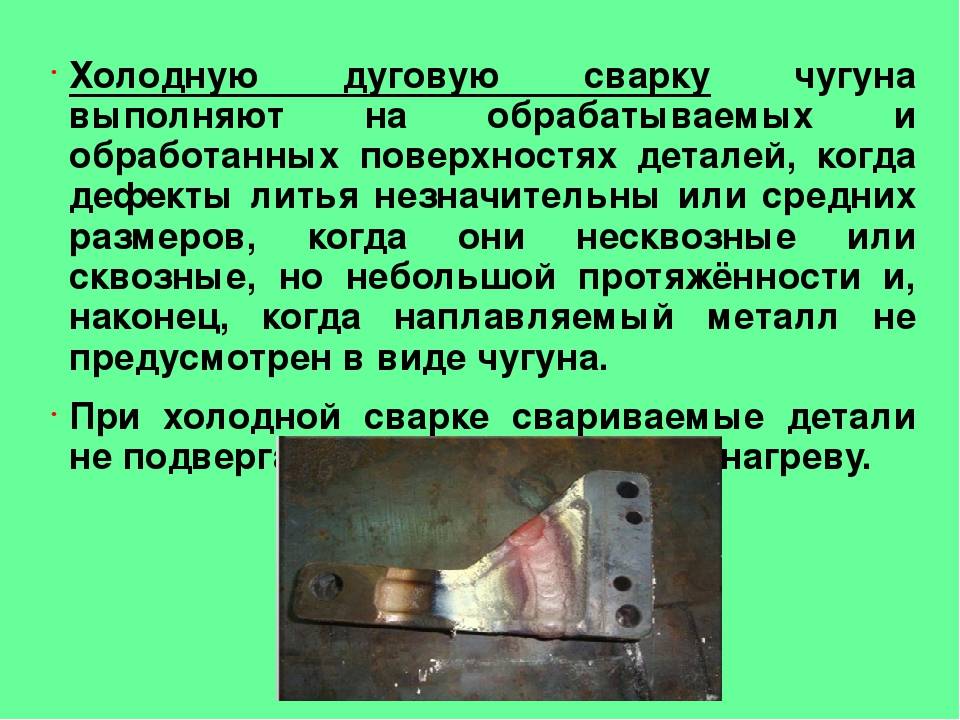
Холодная сварка чугуна
Технология холодной сварки чугуна заключается в выполнении сварочных работ без предварительного и сопутствующего подогрева изделия. В основном такой способ сварки выполняется покрытыми электродами, предназначенными для чугуна или обычными электродами
Применяется для устранения небольших дефектных участков на неответственных изделиях.
Подготовка изделия к сварке точно такая, как при горячем способе.
Дуговая сварка чугуна
К такому способу относится сварка покрытыми электродами. Причём возможно применять обычные электроды марки УОНИ-13/55. В качестве источника питания сварочной дуги применяются сварочные трансформаторы или инверторные аппараты. Это даёт возможность использования обратной полярности.
При отсутствии источников постоянного тока, можно использовать сварочный трансформатор. Дуга при переменном токе может обрываться и гореть не стабильно. По этой причине приходится завышать режимы сварки.
Для наилучшего качества следует применять электроды для холодной и горячей сварки чугуна марки ЦЧ-4, МНЧ-2 или ОЗЧ-6. Более подробно о применении электродов марки ЦЧ-4, МНЧ-2 и ОЗЧ-6 читайте в этой статье.
При отсутствии таких электродов, можно применить УОНИ-13/55 с намотанной медной проволокой. Такой «дедовский» метод применяется до сих пор, так как медь делает шов более пластичным. Но такой способ не даёт полной гарантии, что шов не треснет после остывания.
Перед ручной дуговой сваркой необходимо выполнить разделку, вырубив дефектный участок «под корень».
Для снижения перегрева зоны шва, сварку следует выполнять небольшими участками, давая возможность постепенно остывать шву. Движение электрода должно быть плавным, для избегания растекания металла.
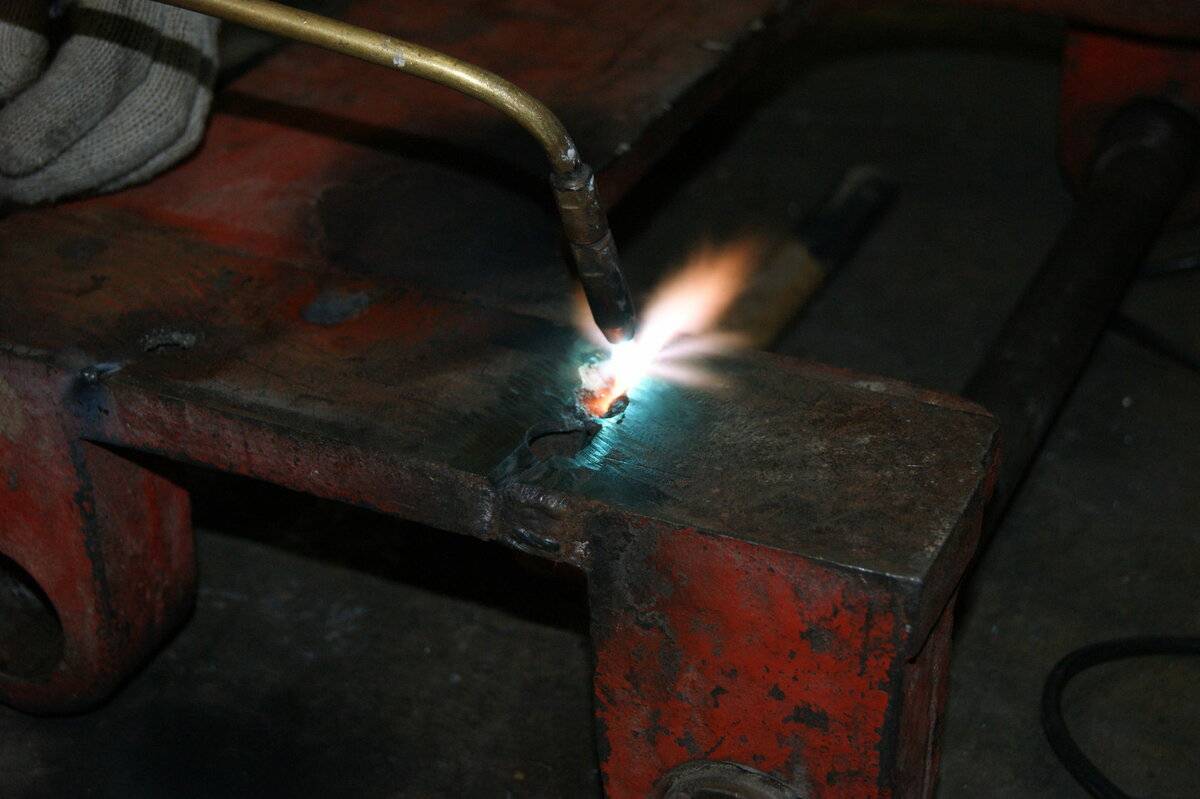
Газовая сварка чугуна
Для расплавления чугуна применяется газовое пламя. В качестве газа применяется ацетилен. Он на много чище по составу, чем пропан и имеет более высокую температуру горения.
В качестве присадочного материала применяются чугунные прутки или прутки из никеля. Для раскисления зоны сварки применяются флюсы. Самым распространённым из них является бура.
Газовая сварка чугуна способна обеспечить стабильное прогревание зоны сварки, что положительно скажется на остывании сварного шва. Единственный недостаток такого способа – это большой расход ацетилена и кислорода.
Сварка чугуна аргоном
Такой тип сварки схож с газовой сваркой. Расплавление присадочного материала происходит за счёт горения дуги. В качестве присадочного материала применяются чугунные прутки.
Аргонодуговым способом очень редко выполняют заварку дефектов в изделии. Это связано с неэффективным использованием газа аргон. Для прогрева изделия приходится тратить большое количество аргона.
Возможные варианты устранения дефектов
Для заварки дефектный участков больших размеров можно применять следующий способ:
В изделии делают разделку под углом 90 градусов. В полученных сварках делаются отверстия, для вкручивания стальных шпилек. После вкручивания шпилек производится заварка разделки чугунным присадочным прутком или специальными электродами. После этого свариваются между собой стальные шпильки. Такое соединение напоминает соединение скобками, которые придают дополнительную жесткость шву.




Низкотемпературная пайка-сварка чугуна латунными припоями
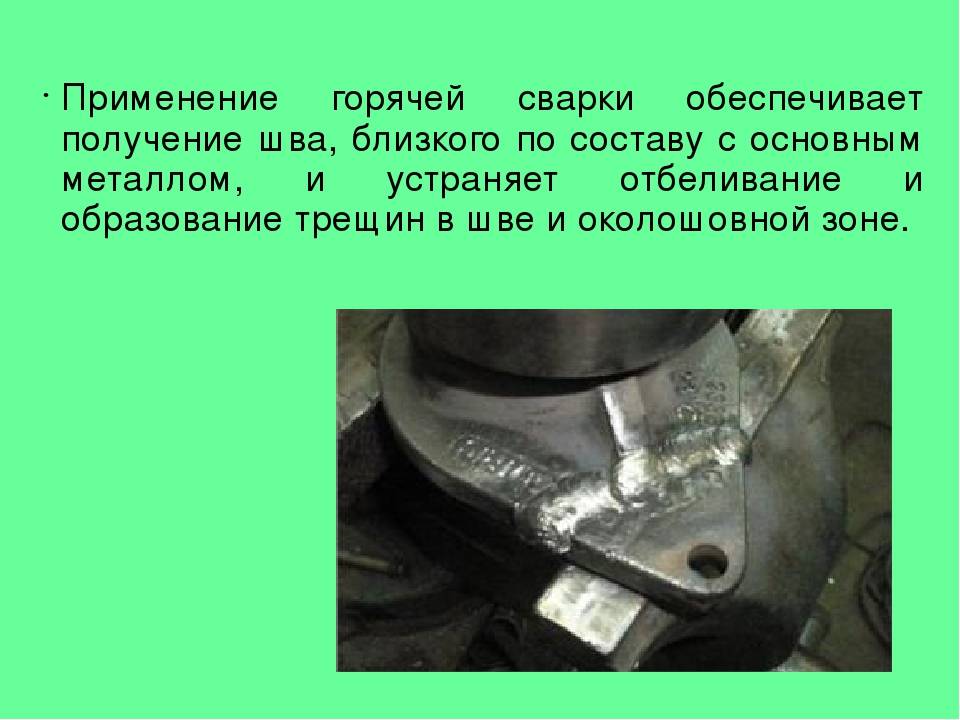
Процесс протекает при температуре 700…750 °С, при которой в чугуне не происходит структурных изменений. Это исключает опасность отбеливания чугуна и уменьшает возможность образования трещин
Пайку-сварку целесообразно применять при исправлении дефектов на уже обработанных поверхностях, где важно сохранить первоначальную форму изделия, нельзя использовать предварительный подогрев, а также в тонких сечениях, когда необходимо снизить опасность возникновения деформации. Этот способ позволяет получать соединения чугуна с чугуном и другими металлами, что упрощает конструкцию отливок
В качестве припоя используется кремнистая латунь ЛОК-59-1-0,3, содержащая до 0,4 % кремния. Для пайкисварки изделий применяется припой ЛОМНА-54-1-10-4-02, содержащий медь, олово, марганец, никель и до 0,6 % алюминия. При пайке-сварке этим припоем металл паяно-сварного шва имеет цвет чугуна, твердость 180…200 НВ и временное сопротивление разрыву 280…340 МПа. Применяется поверхностно-активный флюс марки ФПСН-2, содержащий 50 % борной кислоты (Н3ВО3), 25 % углекислого лития (LiCO3), 25 % углекислого натрия (Na2CO3) и галоидосодержащую добавку для удаления вязкой окиси алюминия, образующейся в процессе пайки-сварки. Флюс плавится при 650 °С и служит индикатором начала процесса. Пайку выполняют обычной сварочной горелкой, работающей на ацетилене или газах-заменителях. Пламя должно быть нормальным. Кромки подготавливают механической обработкой. На поверхности чугуна не допускается грязь, окалина. Следы жиров удаляют протиркой растворителями (ацетоном, бензином и др.). Флюс наносят на основной металл после предварительного подогрева кромок до 300…400 °С. Пайку-сварку начинают в момент плавления флюса, направляя пламя на прилегающие к разделке участки основного металла во избежание раздувания флюса.
Расплавленный флюс прутком припоя равномерно распределяют по всей поверхности свариваемого места; затем пламя направляют на конец прутка, оплавляют его и по спирали снизу вверх заполняют разделку металлом припоя. Сразу же после затвердевания наплавки ее проковывают медным молотком.
Особенности материала
Чугун — это сплав углерода с железом, где содержание углерода 2,14%. Что отрицательно сказывается на качественном соединении.
Процесс трудоемок ввиду:
- образования трещин и пор;
- при обработке появлению каленых структур и быстрому затуплению инструмента;
- тонкий материал рассыпается от перегрева.
По составу чугун подразделяется на серые и белые:
- Белые не свариваются ввиду хрупкости и твердости. Подаются шлифовке;
- Серые (высокопрочный, ковкий) легко обрабатываются и ограниченно свариваются.
Технология сварки чугуна электродами
Существует 2 способа сварки чугуна — горячая и холодная.
К горячей относится и полугорячая .
При горячем соединении деталь нагревают до температуры 600-700°С, выполняют сварку и медленно охлаждают чугунное изделие в печи. При полугорячем соединении поддерживают температуру 300-400°С.
Горячая и полугорячая сварка нуждается в дополнительном оборудовании. В бытовых условиях применяется холодное соединение.
Разделка кромок
Сварка чугуна электродом в домашних условиях нуждается в разделке фасок. Обезжиривать и зачищать детали не требуется.
Снятие фасок выполняется:
- напильником;
- наждаком;
- болгаркой.
Нюанс : острые кромки не допускаются. Остроту снимают подходящим инструментом.
Как правильно сварить чугунные детали на холодную
При соединении не перегревайте околошовную зону (не более 80°С). Делайте частые перерывы между проходами. Используйте многопроходную сварку.
- сначала выполните наплавку по краям фасок;
- затем постепенное заполнение шва;
- после каждого прохода делайте проковку валика по горячему.
Валики выполняйте длиной 40 мм, вразброс для снижения нагрева детали.
Как заварить чугун электросваркой в домашних условиях. Что понадобится:
- источник тока (инвертор);
- электроды 3 мм;
- щетка для зачистки шва;
- молоток для проковки и удаления шлака;
- шарошка или фреза для разделки фасок;
- щиток и перчатки.
- сначала разделка кромок и притупление острых углов;
- затем наплавка по краям фасок;
- далее постепенное заполнение шва.
Делайте проковку каждого валика по горячему. Не спешите, давайте время для остывания детали (нагрев околошовной зоны не более 80°С).
После заполнения сварочного шва, переверните деталь и разделайте кромки с обратной стороны. Выполните сварку, как описано выше. Соблюдая температурный режим и делая проковку каждого валика. По окончанию процесса, по желанию отшлифуйте наплавленную поверхность.
Видео:
Холодной сваркой ремонтируют батареи, тиски, блок цилиндров двигателя и другие конструкции из серого чугуна.
Марки электродов для сварки чугуна
В этой статье, вы можете познакомится с заводскими электродами и самодельными для соединения разных видов чугуна.
Таблица ниже, поможет выставить ток на аппарате для разных диаметров марок электродов:
Значение тока указаны для нижнего положения электрода. Для вертикального положения ток уменьшают на 15-20 А, кроме ЦЧ-2.
В целях экономии, домашние умельцы приноровились выполнять сварку чугуна обычным электродом с медной проволокой. Видео ниже:
Также, медная проволока поможет в сварке чугуна со сталью.
Некоторые умельцы спрашивают, как варить чугун полуавтоматом? На форумах по металлообработке опытные сварщики советуют применять проволоку ПАНЧ 11. Соединение выполняется стежками по 2-5 см с проковкой, без газовой защиты на прямой полярности. Ток 90-110 Ампер в зависимости от толщины металла.
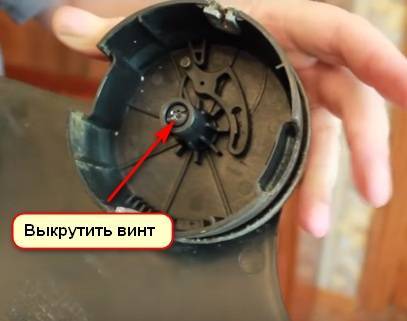
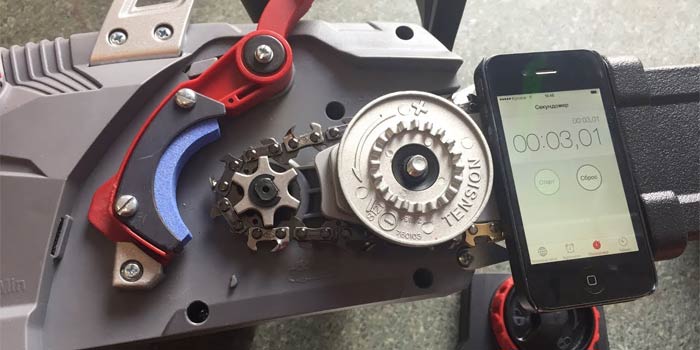
Чем резать чугун
Виды резки делятся на термические и механические. Перечень инструментов и способов:
- Болгарка — простой и доступный способ. Минус: рез происходит по прямой.
- Труборезы хорошо себя зарекомендовали при работе с трубами.
- Сабельная пила.
- Электродом.
- Газокислородная резка — неплохой вариант. Кислородно флюсовая улучшит качество резки чугуна.
- Мобильные установки Терморезак 2М (вес до 5 кг).
- Кислородно-копьевая резка и плазменная.
Как видите, есть из чего выбрать! В бытовых условиях широко применяется болгарка.
Холодная
Поскольку при холодной сварке неизбежно отбеливание металла в месте стыка, качественное соединение, аналогичное горячему способу, получить нельзя. Тем не менее, ряд методов дает прочность достаточную для большинства случаев.





Чтобы решить задачу как заварить чугун обычным электродом в домашних условиях, воспользуйтесь простым способом. Намотайте на его стержень медную проволоку, толщиной не менее миллиметра, виток к витку. После чего варите на минимально возможном токе.
Прочность подобного стыка невысока, поэтому на производстве используют специальные электроды.
Они представляют собой стержень, имеющий покрытие из двух или трех слоев. Первый состоит из легирующих добавок, графита, различных присадок. Второй и третий содержат флюсы, обеспечивающие защитное газообразование, а также шлаковое покрытие.
При соединения полуавтоматами используют проволоку, создающую шов с высоким содержанием серого чугуна. Защитная среда образуется подачей углекислоты.
Чугун: виды, применение
Чугуном называется своего рода смесь из железа и углерода. Материал твердый и износостойкий, но, парадокс, довольно хрупкий, если неправильно с ним обращаться. Вот почему сварка чугуна электродом в домашних условиях инвертором, должна производиться только после тщательной подготовки (об этом будет сказано чуть ниже).
В мире чугун известен давно — считается, что он появился в 6 веке до нашей эры.
Средняя температура плавления составляет более 1000 градусов по Цельсию. Работать с материалом можно при нагреве до 600 градусов.
По видам чугунный металл делят на следующие категории:
- белый;
- половинчатый;
- серый;
- высокопрочный;
- ковкий.
С течением времени чугун не теряет своей актуальности, его используют в разных сферах жизнедеятельности человека. Применяют материал для следующих целей и задач:
- ковки оградок;
- производства станков;
- выпуска сковородок для домашнего хозяйства;
- изготовления радиаторов отопления, труб, сантехнических соединений;
- создания ванн;
- в автомобилестроении — для выпуска коленчатых валов, цилиндров, двигателей и прочего.
Это — лишь малая часть задач, с которыми успешно справляется обыкновенный чугун. Важная особенность заключается и в том, что наплавка чугуна электродами осуществима в домашних условиях без помощи профессионального сварщика.
Особенности сварки чугуна
В зависимости от того, в каком виде присутствует углерод, чугун подразделяется на несколько видов:
- Белый чугун. В нем углерод содержится в виде цементита. Он отличается высокой твердостью, не поддается обработке режущими инструментами. Его крайне трудно варить.
- Серый чугун. Он содержит углерод в форме графита. Сплав достаточно легко поддается обработке. При сварке чугуна электродом в домашних условиях с инвертором обеспечивается надежное соединение.
- Ковкий тип. Он получается путем специальной обработки белого чугуна с преобразованием углерода в форму хлопьевидного графита. Этот сплав активно используется в машиностроении. Сварить его можно специальными электродами.
- Половинчатый чугун. Содержит углерод в обеих формах — цементит и графит. Применяется для изготовления изделий повышенной износоустойчивостью.
- Высокопрочный чугун. В нем углерод имеет шаровидную форму, приобретаемую в процессе кристаллизации. Применяется металл для особо ответственной продукции, в т. ч. труб.
Последние 2 типа сплава поддаются сварке электродом, но требуют особый подход. Сварочная технология разных типов чугуна существенно различается, что необходимо учитывать при работе.
Сварка чугуна связана со следующими сложностями:
- Некоторые составляющие сплава легко окисляются при расплавлении с образованием тугоплавких оксидов. Они приводят к неоднородности сварного шва и появлению непроваренных участков.
- При быстром охлаждении околошовной зоны формируется цементит, который в последующем не поддается механической обработке.
- Чугунный расплав обладает повышенной текучестью, что затрудняет формирование шва и удержание в сварочной ванне.
- Любой неравномерный прогрев и охлаждение сварочной зоны ведет к растрескиванию металла.
- При расплавлении чугуна выделяются газы, способные вызвать появление пор в сварном шве.
Важно! Особая структура и свойства чугуна приводит к плохой его свариваемости в домашних условиях. Однако при соблюдении режимов, правильном выборе метода и расходных материалов качественно заварить можно большинство чугунных изделий, используемых дома
Виды чугуна
Перед тем как проводить сварку чугуна в домашних условиях, стоит внимательно рассмотреть разновидности сплава. Виды могут отличаться по степени прочности, тугоплавкости, по степени свариваемости.

Ниже в таблице описаны основные разновидности чугуна.
| Вид | Особенности |
| Белый | В составе белого чугуна весь имеющийся углерод присутствует в форме цементита. Расцветка излома светлая. Этот вид сплава обладает высокой прочностью, по этой причине он подвергается обрабатыванию режущими инструментами. Он используется в виде полупродукта при изготовлении ковкого чугуна. |
| Серый | Весь углерод или его часть присутствует в составе сплава в виде графита. При изломе обычно можно увидеть серый цвет. За счет того что серый чугун обладает высокими литейными качествами его применяют в качестве основного материала для литья. В отличие от белого чугуна достаточно хорошо поддается ковке. |
| Ковкий | Эту разновидность получают при отливке и последующей обработке белого чугуна с образованием графита с хлопьевидной структурой. Данная разновидность сплава в основном используется для изготовления автомобилей, сельскохозяйственных машин, тракторов. |
| Половинчатый или отбеленный | В составе данного вида чугуна углерод может присутствовать в двух формах – в виде графита или цементита. Его применяют в качестве функционального материала для работы в условиях сухого трения, а также для производства деталей с высокой износостойкостью. |
| Высокопрочный | В данном виде сплава имеется шаровидный графит, которые образуется в процессе кристаллизации. Обычно его применяют для изготовления элементов с высокой ответственностью в машиностроении, а также для производства труб с высокой прочностью для водоснабжения, нефте- и газопроводов. |