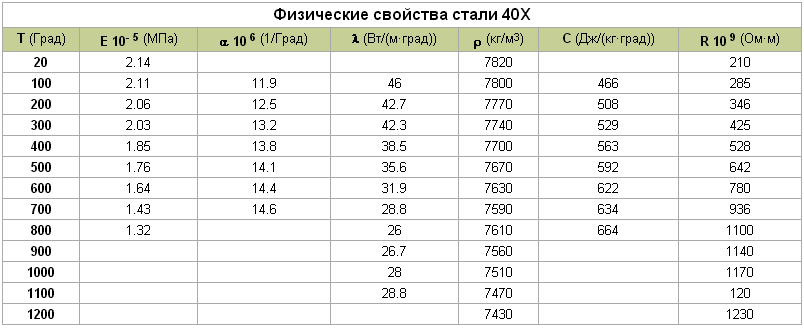
Механические и физические свойства
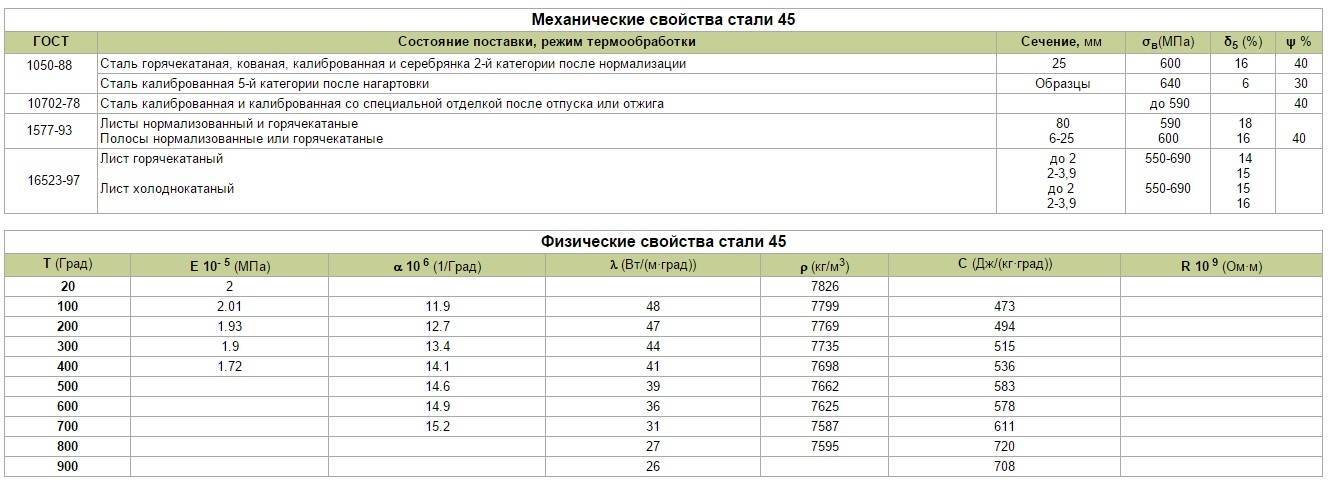
Свойства сплава определяются в первую очередь его составом. Высокое содержание углерода в стали придаёт ей прочность, но одновременно и хрупкость. Плотность СТ45 – 7826 кг/м3, поэтому изделия, изготовленные из неё, легче стандартных. Обычно СТ45 закаливается, приобретая твёрдость (около 170 МПа), но не хрупкость.
Сталь 45 с трудом поддаётся сварке, поэтому перед началом работ её нужно прогревать и при ручном дуговом и контактно-точечном методах сваривании использовать специальные электроды. Из-за низкого значения прокаливаемости резать этот материал (в том числе и сварочным аппаратом) достаточно трудно.
Ковка стали выполняется в температурном диапазоне от 1250 °C в начале работы, до 750 градусов при окончании. Прочность и упругость материала определяется температурой нагрева.
Чтобы сплав можно было использовать для изготовления выносливых деталей, которые работают на износ, применяют азотирование продолжительностью около 6 часов при температуре от 520 до 570 °C. При этом происходит увеличение сопротивляемости знакопеременным нагрузкам и коррозии с небольшим повышением прочности.
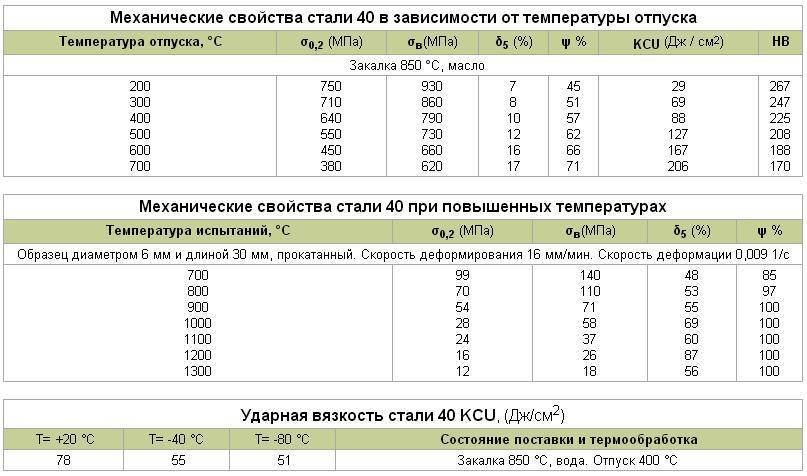
Отпуск – это процесс термической обработки сплава для увеличения пластичности, снижения хрупкости и сохранения достаточного значения прочности. С этой целью изделие нагревают в температурном диапазоне от 150 до 650 °C и медленно охлаждают.
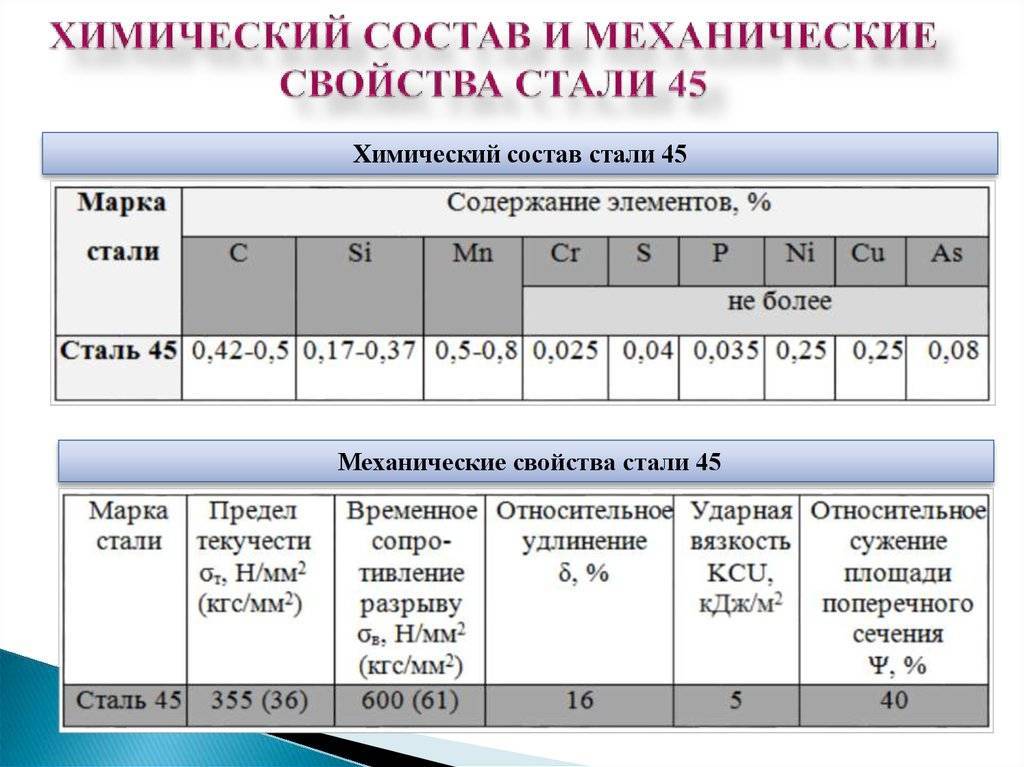
Химический состав стали 45
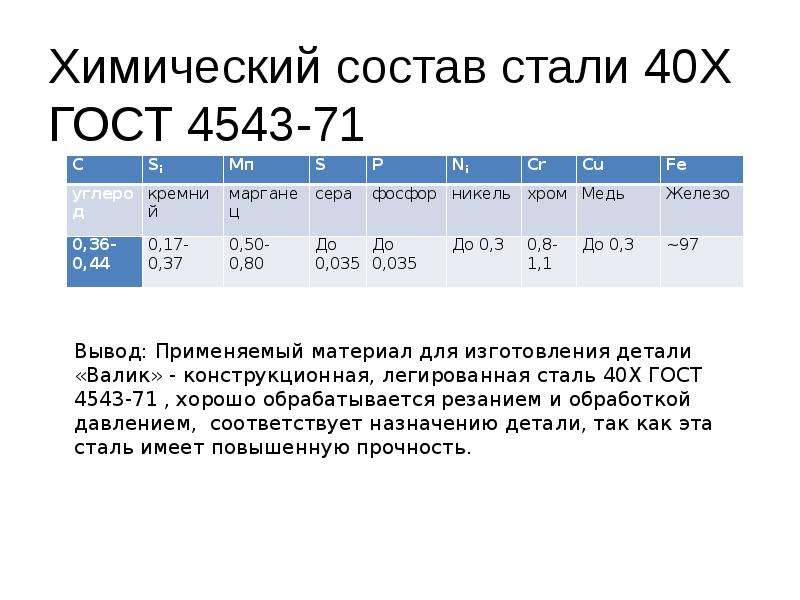
Во много эксплуатационные и другие качества определяются химическим составом. Это связано с тем, что некоторые элементы способны существенно повысить прочность, другие увеличивают хрупкость. Химический состав стали 45 характеризуется присутствием следующих элементов:
- Основные химические элементы Ст 45 представлены железом и углеродом. От концентрации второго элемента во многом зависит то, насколько прочным и твердым получается изделие. Установленные стандарты определяют то, что концентрация углерода должна составлять от 0,42 до 0,5%. При этом в составе металла около 97%.
- В состав включается относительно небольшое количество легирующих элементов. Основными можно назвать магний и кремний. Их показатель концентрации составляет более 0,1%.
- Концентрация других элементов выдерживается в определенном диапазоне. К примеру, ГОСТ определяет небольшое количество серы и фосфора, так как эти элементы приводят к ухудшению эксплуатационных качеств.

Трубы Ст45
Содержание углерода, как и многих других элементов, выдерживается в определенном диапазоне. Этот элемент во многом определяет основные характеристики получаемых изделий, слишком высокая концентрация может привести к твердости поверхности и хрупкости структуры.
Классификация стали
На рынке 99% всей стали представлен материал конструкционный в широком смысле. К этой группе относятся стали для возведения строительных сооружений, изготовления деталей машин, упругих элементов, инструментов, а также для особых условий работы, имеющие определенные показатели, например, теплостойкие, нержавеющие и другие.
Главными качествами материала являются:
- Прочность, которая характеризуется способностью к выдерживанию достаточного напряжения.
- Пластичность, эта характеристика позволяет выдерживать деформации без ущерба разрушения как при производстве конструкций, так и в точках перегрузок при их работе.
- Вязкость способствует поглощению работы внешних сил, препятствует распространению трещин.
- Жаропрочность и холодостойкость.
- Упругость и твердость.
Сталь и сплавы классифицируют:
- По составу химическому, структурному.
- По качеству. На данный показатель влияет способ производства и содержание вредных примесей.
- По степени раскисления и затвердеванию металла в изложнице.
- По применению.
Химический состав
В зависимости от содержания углерода делят на группы:
- углерода менее 0,3%С — малоуглеродистые.
- Среднеуглеродистые, когда его от 0,3 до 0,7% С.
- Более 07 %С — высокоуглеродистые.
Чтобы улучшить технологические свойства материала сталь легируют. Что это значит? Кроме обычных примесей в ее состав добавляют в определенных сочетаниях легирующие элементы. Обычно лучшие свойства появляются, когда легируют комплексно.
В легированных сталях классификация происходит благодаря суммарному проценту содержащихся в ней примесей:
- Низколегированные, в которых менее 2,5%.
- Среднелегированные — от 2,5% до 10%.
- Высоколегированные — выше 10%.
Структурный состав
Легированные стали подразделяются на виды по структурному анализу:
- В оттоженном виде — ледебуритный, ферритный, доэвтектоидный, заэвтектоидный, аустенитный.
- В нормализованном виде — аутенитный, мартенситный, перлитный.
Перлитный класс характеризуется низким содержанием легирующих элементов. К нему относятся легированные и углеродистые стали. Мартенситный включает в себя стали с более высоким процентом легирующих веществ. В аутенитный класс входят материалы с высоким значением легирующих элементов.
Содержание примесей
По способу производства и содержании примесей данный материал делится на 4 группы:
- Обыкновенного качества. По химическому составу являются углеродистыми. Они выплавляются посредством кислорода или в мартеновских печах. Данные стали являются недорогими и уступают по своим свойствам другим классам.
- Качественные. По химическому свойству являются углеродистыми или легированными. Так же, как и предыдущий тип, выплавляются в конвертерах или в мартеновских печках, при этом соблюдаются более строгие требования к составу шихты, работам по плавке и разливке.
- Высококачественные. Данный тип выплавляется, как правило, в электрических печах. Очень высокого качества сталь изготавливается благодаря электропечам с электрошлаковым переплавом. Применяются также другие совершенные методы, направленные на повышение чистоты по неметаллическим включениям (сера и фосфор).
- Благодаря электрошлаковому переплаву, который эффективно очищает от сульфидов и оксидов, создаются особовысококачественные стали. Такие стали бывают только легированными. Они проходят обработку в электропечах, к ним применяются специальные методы электрометаллургии.
Применение
Шарикоподшипниковые хромистые стали применяются для изготовления подшипников. Этот вид зарекомендовал себя, как высокопрочный, твердый и контактно-выносливый материал.
Упругой деформацией обладают некоторые виды стали, поэтому они применяются для пружин, рессор и других изделий. Многие из них должны выдерживать циклические нагрузки. Поэтому основными требованиями к данным видам стали являются высокие значения упругости, текучести, выносливости, также необходима пластичность и сопротивление хрупкому разрушению.

Высокопрочные стали обладают прочностью при необходимой пластичности, малой чувствительностью к надрезам, низким порогам хладноломкости, отличной свариваемостью, высоким показателям сопротивления хрупкому разрушению.
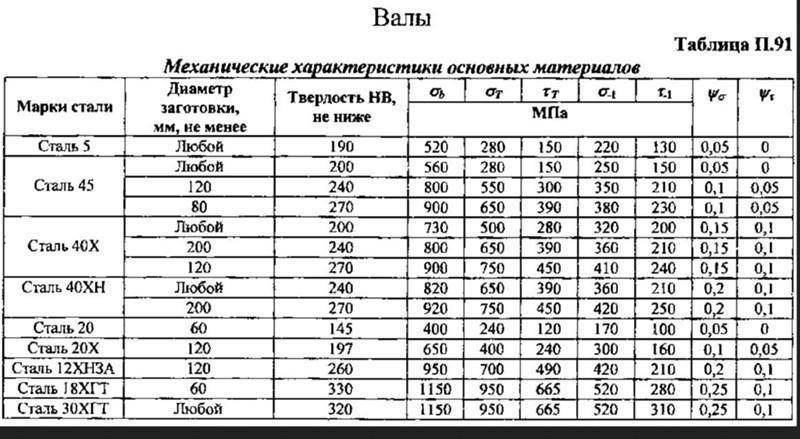
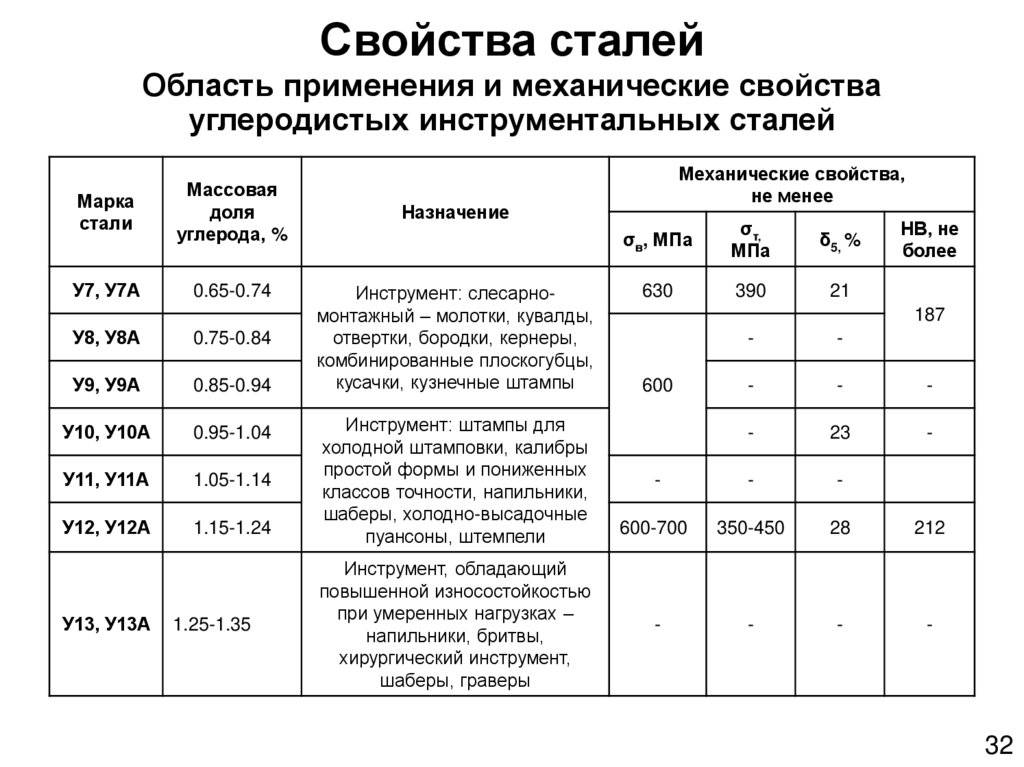
Марка 45 – назначение
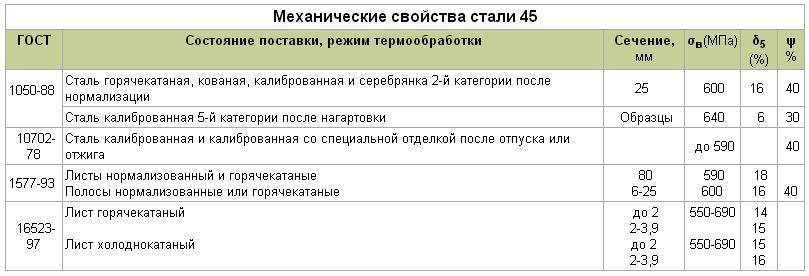
Конструкционная качественная углеродистая сталь 45 используется для изготовления улучшаемых, нормализованных, с поверхностной обработкой деталей повышенной прочности – распределительные/ коленчатые валы, кулачки, цилиндры, бандажи, шпиндели, шестерни, вал-шестерни, другие изделия.
Закалка стали 45
В целом, отжиг стали или же ее нормализация являются подготовкой сплава к последующим процессам термообработки. Вторым по счету процессом обработки идет закалка стали 45
. С виду может показаться, что этот этап полностью дублирует отжиг и нормализацию:Закалка стали 45 также состоит из двух основных технологических операций: нагрева и охлаждения. Однако у него имеются свои довольно важные отличительные характеристики.
Если быть точнее, то этой важной отличительной чертой будет скорость охлаждения стали. В случае с закалкой стали 45 заготовка сперва нагревается до температуры, которая превышает критическую
После этого сталь будет сразу же охлаждена в специальной жидкости. В роли такой жидкости может выступать чистая вода, вода с растворами солей, вода с содержанием в составе 5%-й каустической соды, либо же различные минеральные масла (рис. 1)
Рисунок 1
Закалка стали 45
в воде производится при температуре жидкости от +20°С до +30°С. Если в качестве закалочной среды используют раствор каустической соды, то его температура будет составлять от +50°С до +60°С.Температура закалки стали 45 , при которой этот материал помещают в охлаждающую жидкость, составляет от + 820 °С до + 860°С. Визуально подобные температуры соответствует диапазону от светло-красного до темно-оранжевого цвета.
Н агрев стали до этих значений обычно выполняется в специальных печах. Но в некоторых случаях также применяется закалка стали 45
токами высокой частоты (ТВЧ). Между этими двумя методами существует разница в о времени выдержк и заготовки. Это обусловлено тем, что данные установки имеют раз лич ные режимы нагрева. При этом с помощью ТВЧ сталь 45 будет нагрета за более быстрый промежуток времени в сравнении с обычной печью.
Устройство для нагрева стали
Температура нагрева стали
От +820°С до +860°С
От +880°С до +920°С
Несмотря на то, что при использовании ТВЧ нагрев стали 45 нужно выполнять до чуть более высоких температур, как такового перегрева материала не происходит. Размер и структура у зерна остается прежним, так как для нагрева через ТВЧ требуется намного меньше времени. Кстати говоря, с помощью проведения закалки токами высокой частоты, твердость стали 45
возрастает по шкале Роквелла (HRC) возрастает приблизительно на 2-3 единицы.
При нагреве стали 45 до температуры, превышающей критическое значение на отметку в +30°С — +50°С, материал достигнет своего аустенитного состояния. Иначе говоря, атомная решетка железа (Fe) изменит объемно-центрированн ой вид на решетку гранецентрированной формы. У глерод (С), содержащийся в перлит е как кристалл ы соединения Fe 3 C (цементита) примет вид твердого раствора — атомы внедрятся в гранецентрированную решетку.
После помещения раскаленного материала в охлаждающую ванну для закалки, температура стали 45
очень быстро понижается до значения комнатной от +20°С до +25°С. Само собой, в связи с этим в структуре сразу происходит процесс обратной перестройки атомной решетки металла — из гранецентрированной она возвращается в исходную объемно-центрированную. Именно это и придает итоговому материалу высокую твердость и прочность.


Дело в том, что при комнатной температуре рабочей среды атомы будут иметь крайне малую степень подвижности. Поэтому при резком охлаждении они попросту не успевают выйти из состояния раствора и образовать цементит. Получается, что сам углерод силой удерживается в решетке железа, тем самым образовывая перенасыщенный твердый раствор. В решетке при этом создается избыточное внутреннее напряжение от атомов углерода.
Технология сварки
До проведения работ необходимо прогреть детали до 150-200 градусов по Цельсию. После этого выполняются сварочные работы. Затем готовое изделие должно медленно остывать. Такой способ уменьшает вероятность образования трещин.
Сварочные работы производятся с применением покрытых электродов Есаб ОК 68.81, УОНИ 13/55, Lb-52U, при помощи полуавтоматической сварки в углекислом газе проволокой ESAB OK Autrod 312 и ESAB OK Autrod 16.95 или в среде аргона.
По окончании работы рекомендуется поместить деталь в печь и прогревать при температуре 400-450 градусов по Цельсию (процесс нормализации) около 1 часа.
После полного остывания изделия необходимо выполнить испытания в зависимости от назначения конструкции: на разрыв, кручение, ударные нагрузки или изгиб. Если создаются ответственные металлоконструкции, то для проверки рекомендуется обращаться в специализированные организации, которые проводят тесты готовых соединений.
Ручная дуговая сварка осуществляется в соответствии с ГОСТ 5264-80, где указаны типы применяемых соединений и конструктивные элементы с информацией об их размерах.
Зачем проводить закалку?
В последнее время закалка все чаще проводится для того, чтобы повысить твердость поверхность для повышения срока службы детали. Если закалка прошла правильно, ее результатом станет:
- Существенно повышается прочность и твердость. Для того чтобы поверхность зуба зубчатого колеса не деформировалось при воздействии нагрузки выполняется рассматриваемая процедура. Также пружины и рессоры могут выдерживать большие нагрузки по причине существенного повышения прочности путем изменения структуры при сильном нагреве и быстром охлаждении материала.
- Повышается износостойкость поверхности. Несмотря на хорошие эксплуатационные качества стали, при ее использовании для изготовления деталей, используемых в машиностроении, авиастроении, есть вероятность быстрого износа из-за возникающей силы трения при контакте. Существенно повысить срок службы деталей можно путем изменения начальной структуры металла.
- Современные методы проведения рассматриваемого процесса позволяют улучшить качества только поверхности детали, сердцевина, ее вязкость, остается неизменной. Этот момент определяет то, что прочность, твердость и износостойкость повышаются без проявления хрупкости, то есть получаемая деталь также имеет хорошую пластичность, может выдерживать продольную нагрузку.
Качество проводимой закалки зависит от скорости нагрева и правильности выбора температуры, времени выдержки и охлаждения. При этом наиболее важным параметром можно назвать температуру нагрева и скорость охлаждения, так как они определяют твердость, прочность металла. Закалка является сложным технологически процессом, для реализации которого нужно специальное оборудование и определенные навыки в проведении подобной работы.
Удельная теплоемкость сталей и сплавов
Удельная теплоемкость c, Дж/(кг*К)
| Марка стали | c, Дж/(кг*К), при температуре испытаний, °С | |||||||||
| 20-100 | 20-200 | 20-300 | 20-400 | 20-500 | 20-600 | 20-700 | 20-800 | 20-900 | 20-1000 | |
| 08кп | 482 | 498 | 514 | 533 | 555 | 584 | 626 | 695 | 703 | 695 |
| 10кп | 466 | 479 | — | 512 | — | 567 | — | — | — | — |
| 15кп | 465 | 486 | 515 | 532 | 565 | 586 | 620 | 691 | 708 | — |
| 20кп | 486 | 498 | 514 | 533 | 555 | 584 | 636 | 703 | 703 | 695 |
| 08пс | 482 | 498 | 514 | 533 | 555 | 584 | 626 | 695 | 703 | 695 |
| 15пс | 465 | 486 | 515 | 532 | 565 | 586 | 620 | 691 | 708 | — |
| 20пс | 486 | 498 | 514 | 533 | 555 | 584 | 636 | 703 | 703 | 695 |
| 25пс | 470 | 483 | — | 521 | 571 | — | — | — | — | — |
| 08 | 482 | 498 | 514 | 533 | 555 | 584 | 626 | 695 | 703 | 695 |
| 466 | 479 | — | 512 | — | 567 | — | — | — | — | |
| 465 | 486 | 515 | 532 | 565 | 586 | 620 | 691 | 708 | — | |
| 20 | 486 | 498 | 514 | 533 | 555 | 584 | 636 | 703 | 703 | 695 |
| 470 | 483 | — | 521 | 571 | — | — | — | — | — | |
| 470 | 483 | 546 | 563 | 764 | — | — | — | — | — | |
| 469 | 490 | 511 | 532 | 553 | 578 | 611 | 708 | 699 | — | |
| 486 | 497 | 512 | 529 | 550 | 574 | 628 | 674 | 657 | 653 | |
| 473 | 494 | 515 | 536 | 583 | 578 | 611 | 720 | 708 | — | |
| 487 | 500 | 517 | 533 | 559 | 584 | — | — | — | — | |
| 479 | 487 | — | 525 | 571 | — | — | — | — | — | |
| 483 | 487 | — | 529 | — | 567 | — | — | — | — | |
| 483 | — | — | 525 | — | — | — | — | — | — | |
| 483 | 487 | — | 521 | — | 567 | — | — | — | — | |
| 15Г | — | 496 | — | 538 | — | 592 | — | — | — | — |
| 20Г | — | 525 | — | 554 | — | 689 | — | — | — | — |
| 30Г | 470 | 483 | 546 | 601 | 764 | |||||
| 40Г | 487 | 483 | — | 491 | — | 575 | — | — | — | — |
| 50Г | 487 | 500 | 517 | 533 | 559 | 584 | 609 | 676 | — | — |
| 45Г2 | — | 445 | 428 | — | — | — | — | — | — | — |
| 15Х | 496 | 508 | 525 | 538 | 567 | 588 | 626 | 706 | — | — |
| 20Х | 496 | 508 | 525 | 537 | 567 | 588 | 626 | 706 | — | — |
| 30Х | 482 | 496 | 513 | 532 | 655 | 583 | 620 | 703 | 687 | 678 |
| 40Х | 466 | 508 | 529 | 563 | 592 | 622 | 634 | 664 | — | — |
| 40ХФА | 466 | 508 | 529 | 563 | 592 | 621 | 634 | 664 | — | — |
| 18ХГТ | 495 | 508 | 525 | 537 | 567 | 588 | 626 | 705 | — | — |
| 25ХГСА | 496 | 504 | 512 | 533 | 554 | 584 | 622 | 693 | — | — |
| 30ХГТ | 495 | 508 | 525 | 537 | 567 | 588 | 626 | 705 | — | — |
| 30ХГС | 493 | 504 | 512 | 533 | 554 | 584 | 622 | 693 | — | — |
| 30ХГСА | 496 | 504 | 512 | 533 | 554 | 584 | 622 | 693 | — | — |
| 33ХС | 466 | 508 | 529 | 563 | 592 | 622 | 634 | 664 | — | — |
| 38ХС | 466 | 508 | 529 | 563 | 592 | 621 | 634 | 663 | — | — |
| 12МХ | 473 | 519 | 565 | 594 | 653 | 733 | 888 | 1365 | — | — |
| 15ХМ | 487 | — | — | — | — | — | — | — | — | — |
| 30ХМ | 462 | — | — | — | — | — | — | — | — | — |
| 30ХМА | 462 | — | — | — | — | — | — | — | — | — |
| 35ХМ | 462 | — | — | — | — | — | — | — | — | — |
| 38ХМА | 496 | 508 | 525 | 538 | 567 | 600 | 672 | 697 | — | — |
| 25X1МФ | 462 | — | — | — | — | — | — | — | — | — |
| 25Х2М1Ф | 538 | 575 | 609 | 634 | 676 | 735 | — | — | — | — |
| 38Х2МЮА | 496 | 517 | 533 | 546 | 575 | 609 | 638 | 676 | — | — |
| 20ХЗМВФ | 502 | 560 | 610 | 650 | 710 | 750 | — | — | — | — |
| 15Х5М | 483 | — | — | — | — | — | — | — | — | — |
| 60Г | 483 | 487 | — | 529 | — | 575 | — | — | — | — |
| 65Г | 490 | 510 | 525 | 560 | 575 | 590 | 625 | 705 | — | — |
| 60С2 | 510 | 510 | 520 | 535 | 565 | 585 | 620 | 700 | — | — |
| 60С2А | 510 | 510 | 520 | 535 | 565 | 585 | 620 | 700 | — | — |
| 70СЗА | 480 | 510 | 520 | 535 | 565 | 585 | 620 | 700 | — | — |
| 50ХФА | 490 | 505 | 510 | 530 | 560 | 580 | 620 | 700 | — | — |
| 65С2ВА | 475 | 500 | 510 | 530 | 555 | 580 | 615 | 690 | — | — |
| А12 | 470 | — | 479 | 517 | — | 571 | — | — | — | |
| 50ХН | 500 | 510 | 560 | 630 | 700 | 800 | 910 | 650 | 610 | 700 |
| 12ХН2, 12ХН2А | 494 | 507 | 523 | 536 | 565 | 586 | 624 | 703 | — | — |
| 12ХНЗА | — | — | — | 528 | 540 | 565 | — | — | — | — |
| 20ХН3А | 494 | 507 | 523 | 536 | 565 | 586 | 624 | 703 | — | — |
| 30ХНЗА | 494 | 504 | 518 | 536 | 558 | 587 | 657 | 703 | 695 | 687 |
| 40ХН2МА | 490 | 506 | 522 | 536 | 565 | — | — | — | — | — |
| 38XH3MA | 496 | 508 | 525 | 538 | 567 | 601 | 672 | 697 | — | — |
| 38Х2Н2А1А | 490 | 502 | 523 | 532 | 565 | 590 | 615 | 670 | — | — |
| 30ХН2МФА | 466 | 508 | 529 | 567 | 588 | — | — | — | — | — |
| 36Х2Н2МФА | 496 | 508 | 525 | 538 | 567 | 601 | 672 | 697 | — | |
| 38ХНЭМФА | 496 | 508 | 525 | 538 | 567 | 601 | 672 | 697 | — | — |
| 45ХН2МФА | 480 | 500 | 520 | 540 | 555 | — | — | — | — | — |
| 9Х2МФ | 440 | 460 | 500 | 570 | 680 | 800 | 940 | 1100 | 500 | 500 |
| 75ХМ | 490 | 500 | 530 | 570 | 640 | 750 | 900 | 700 | 760 | 810 |
| У7, У7А | — | — | 580 | 664 | 819 | 970 | 710 | 706 | 685 | — |
| У8, У8А | 477 | 511 | 528 | 548 | 565 | 594 | 624 | 724 | 724 | 703 |
| У12, У12А | 469 | 503 | 519 | 536 | 553 | 720 | 611 | 712 | 703 | 699 |
| 90ХФ | 460 | 500 | 560 | 620 | 670 | 730 | 1320 | 720 | 640 | 650 |
| 5ХВ2С | 462 | — | 462 | — | — | 655 | — | — | 832 | 752 |
| 40X10С2М | — | — | — | 532 | 561 | 586 | — | — | — | — |
| 08X13 | 462 | — | — | — | — | — | — | — | — | — |
| 12X13 | 473 | 487 | 506 | 527 | 554 | 586 | 636 | 657 | 666 | — |
| 20X13 | 112 | 117 | 123 | 127 | 132 | 137 | 147 | 155 | 159 | — |
| 30X13 | 473 | 486 | 504 | 525 | 532 | 586 | 641 | 679 | 691 | 682 |
| 40X13 | 452 | 477 | 502 | 528 | 553 | 678 | 620 | 666 | 691 | — |
| 12X17 | 462 | — | — | — | — | — | — | — | — | — |
| 08X17Т | 462 | — | — | — | — | — | — | — | — | — |
| 95Х18 | 483 | — | — | — | — | — | — | — | — | — |
| 15Х25Т | 462 | — | — | — | — | — | — | — | — | — |
| 14X17Н2 | 462 | — | — | — | — | — | — | — | — | — |
| 12Х18Н9 | 504 | — | — | — | — | — | — | — | — | — |
| 17Х18Н9 | 504 | — | — | — | — | — | — | — | — | — |
| 08X18Н10 | 504 | — | — | — | — | — | — | — | — | — |
| 12Х18Н9Т | 469 | 486 | 498 | 511 | 519 | 528 | 532 | 544 | 548 | — |
| 12Х18Н10Т | 462 | 496 | 517 | 538 | 550 | 563 | 575 | 596 | — | — |
| 20Х23Н13 | 538 | — | — | — | — | — | — | — | — | — |
| 20Х23Н18 | 538 | — | — | — | — | — | — | — | — | — |
| 45Х14Н14В2М | — | — | 507 | 511 | 523 | 528 | — | — | — | — |
| 08Х18Г8Н2Т | 462 | — | — | — | — | — | — | — | — | — |
| 15Л | 470 | 479 | — | 517 | — | 571 | — | — | — | — |
| 20Л | 487 | 500 | 517 | 533 | 559 | 588 | 638 | 706 | 706 | — |
| 25Л | 470 | 483 | — | 525 | — | 571 | — | — | — | — |
| 30Л | 470 | 483 | — | 525 | — | 571 | — | — | — | — |
| 35Л | 470 | 491 | 512 | 533 | 554 | 580 | 613 | 710 | 701 | — |
| 40Л | 470 | 483 | — | 525 | — | 571 | — | — | — | — |
| 45Л | 470 | 483 | — | 525 | — | 571 | — | — | — | — |
| 50Л | 479 | 500 | 517 | 542 | 559 | 584 | 617 | 727 | 710 | — |
| 55Л | 479 | 487 | — | 525 | — | 571 | — | — | — | — |
| 35ХГСЛ | 496 | 504 | 512 | 533 | 554 | 584 | 622 | 693 | 689 | — |
| 40ХЛ | 491 | 508 | 525 | 538 | 567 | 588 | 626 | 701 | 689 | — |
| 35ХМЛ | 479 | 500 | 512 | 529 | 550 | 580 | 617 | 689 | 685 | — |
| 32Х06Л | 491 | 508 | 521 | 533 | 567 | 584 | 622 | 701 | 684 | — |
| 08ГДНФЛ | 483 | 500 | 517 | 529 | 554 | 571 | 613 | 697 | 693 | — |
| 12ДН2ФЛ | 487 | 504 | 517 | 529 | 559 | 575 | 617 | 689 | 685 | — |
| 20ХГСНДМЛ | 491 | 500 | 521 | 533 | 554 | 584 | 622 | 689 | 685 | — |
| 20X1ЗЛ | 470 | 491 | 512 | 533 | 563 | 596 | 643 | 680 | 693 | — |
| 12Х18Н9ТЛ | 512 | 533 | 533 | 542 | 554 | 571 | 580 | 588 | 596 | — |
| 15К | 470 | 483 | — | 525 | 571 | — | — | — | — | — |
| 20К — | 470 | 483 | — | 538 | 571 | — | — | — | — | — |
| 22К | 470 | 483 | — | 525 | 571 | — | — | — | — | — |
| 16ГС | 470 | — | — | — | — | — | — | — | — | — |
Узнать еще
Коэффициент линейного расширения сталей и сплавов…
Модуль нормальной упругости сталей и сплавов…
Плотность некоторых сталей и сплавов…
Модуль упругости при сдвиге на кручение…
Температура критических точек стали 45
Как ранее было отмечено, для улучшения эксплуатационных качеств металла проводится термическая обработка. Она предусматривает оказание определенного воздействия на структуру, после чего происходит перестроение кристаллической решетки и изменение качеств. Во много при проведении термической обработки учитываются критические точки. Обработка стали Ст 45 проводится с учетом следующих факторов:
Температурного режима
Важно выбирать правильную температуру, так как слишком низкая становится причиной неполного нагрева структуры и полное перестроение структуры не произойдет. Слишком высокий показатель становится причиной перегрева металла, а также появления окалины
Для обеспечения воздействия требуемой температуры могут применяться самые различные установки. Примером назовем доменные печи или электрические установки. Слишком высокие температуры плавления определяют то, что выполнить закалку рассматриваемой стали в домашних условиях довольно сложно.
Скорости повышения температуры. Скорость нагрева также может определять то, какие именно качества будут передаваться обрабатываемому изделию. Современное оборудование позволяет с высокой точностью контролировать скорость нагрева. К примеру, ТВЧ имеют электронный блок управления, электрическая энергия преобразуется в магнитную, которая и становится причиной нагрева структуры.
Продолжительности временного промежутка между воздействием различных температур. При термической обработке всех металлов учитывается присутствие трех критических точек, которые учитываются. Длительность выдержки может зависеть не только от химического состава материала, но и размеров, формы заготовки.
Особенности прохождения процесса охлаждения. Во много качества получаемого изделия зависят от того, при каких условиях проходил процесс охлаждения. К примеру, есть возможность использовать масло или воду, а также различные порошки в качестве охлаждающей среды.
Довольно часто для изменения качеств металла применяется ТВЧ. Она характеризуется высокой эффективностью в применении, а также простотой в использовании. Сегодня встречаются модели, которые при желании можно установить в домашней мастерской.
Критическими точками принято считать температуры, при которых происходит перестроение структуры. Выделяют три основных температурных точек, которые отображаются на построенной диаграмме.
Уделяется внимание и выбору более подходящей среды охлаждения. К примеру, есть возможность провести охлаждение в воде
Однако подобная среда приводит к неравномерному охлаждению, что приводит к появлению окалины и других проблем. Для более высокого качества применяется масло. Крупногабаритные заготовки можно охлаждать на открытом воздухе, так как для снижения температуры требуется много времени.

Ценообразование
Лом стали 45 имеет стоимость в пределах 13 000 – 14 000 рублей за тонну. Данная цена ниже, чем у нержавейки и любых цветных металлов, но выше чем у чугунов. Точное значение стоимости лучше узнавать непосредственно в точках приема металлолома, так как на нее влияет много факторов:
- Значение котировок на Лондонской бирже черных металлов. Именно ее выбирают за основу стоимости большинство российских металлоприёмщиков.
- Соотношения потребительского спроса и предложения в Вашем регионе. Здесь также сказывается удаленность от крупных металлоперерабатывающих заводов.
- Процент содержания вредных примесей в составе, особенно серы.
- Наличие следов ржавчины на поверхности лома.
- Габариты кусков лома.
- Вид профиля: шестигранник, лист, квадрат, круг и прочее.
- Оплата по наличному или безналичному расчету. Как правило, пункты приема металлолома отдают предпочтение в покупке металла безналичным способом, за что делают соответствующую наценку.
- Вес поставки. Предпочтительные объемы составляют от 1000 килограмм.

Другие сплавы из категории Сталь конструкционная углеродистая качественная
| Марка сплава | ГОСТ | Хим. состав |
|---|---|---|
| ГОСТ 1050 – 88 | Feот 98%Mn0.35-0.65%Si0.17-0.37%C0.05-0.12%… | |
| ГОСТ 1050 – 88 | Feот 98%Mn0.35-0.65%Si0.17-0.37%C0.07-0.1%… | |
| ГОСТ 1050 – 88 | Feот 97.8%Mn0.35-0.65%Si0.17-0.37%C0.12-0.19%… | |
| ГОСТ 1050 – 88 | Feот 97.9%Mn0.35-0.6%Si0.17-0.3%C0.17-0.2%… | |
| ГОСТ 1050 – 88 | Feот 97.6%Mn0.5-0.8%C0.22-0.3%Si0.17-0.3%… | |
| ГОСТ 1050 – 88 | Feот 97.6%Mn0.5-0.8%C0.27-0.3%Si0.17-0.3%… | |
| ГОСТ 1050 – 88 | Feот 97.5%Mn0.5-0.8%C0.32-0.4%Si0.17-0.3%… | |
| ГОСТ 1050 – 88 | Feот 97.4%Mn0.5-0.8%C0.37-0.45%Si0.17-0.3%… | |
| 45 | ГОСТ 1050 – 88 | Feот 97.4%Mn0.5-0.8%C0.42-0.5%Si0.17-0.3%… |
| ГОСТ 1050 – 88 | Feот 97.4%Mn0.5-0.8%C0.47-0.5%Si0.17-0.3%… | |
| ГОСТ 1050 – 88 | Feот 97.3%C0.52-0.6%Mn0.5-0.8%Si0.17-0.3%… | |
| ГОСТ 1050 – 88 | Feот 97.9%C0.55-0.6%Si0.1-0.3%… | |
| ГОСТ 1050 – 88 | Feот 97%C0.57-0.6%Mn0.5-0.8%Si0.17-0.3%… | |
| 05кп | ГОСТ 1050 – 88 | Feот 98.7%… |
| 08кп | ГОСТ 1050 – 88 | Feот 98.5%Mn0.25-0.5%C0.05-0.1%… |
| 08пс | ГОСТ 1050 – 88 | Feот 98.3%Mn0.35-0.6%C0.05-0.1%Si0.05-0.1%… |
| 08Фкп | Feот 99.4%Mn0.2-0.4%V0.02-0.04%… | |
| 08Ю | ГОСТ 9045 – 93 | Feот 99.4%Al0.02-0.07%… |
| 08ЮА | ГОСТ 4041 – 71 | Feот 98.9%Mn0.2-0.4%Al0.02-0.08%… |
| 10кп | ГОСТ 1050 – 88 | Feот 98.4%Mn0.25-0.5%C0.07-0.1%… |
| 10пс | ГОСТ 1050 – 88 | Feот 98.3%Mn0.35-0.6%C0.07-0.1%Si0.05-0.1%… |
| 10ЮА | ГОСТ 4041 – 71 | Feот 98.9%Mn0.2-0.4%C0.07-0.1%Al0.02-0.08%… |
| 11кп | ГОСТ 1050 – 88 | Feот 98.5%Mn0.3-0.5%C0.05-0.1%… |
| 11ЮА | ГОСТ 803 – 81 | Feот 98.5%Mn0.3-0.5%C0.08-0.1%Al0.02-0.08%… |
| 12К | Feот 97.8%Mn0.4-0.7%Si0.17-0.3%C0.08-0.16%… | |
| 15К | ГОСТ 5520 – 79 | Feот 97.8%Mn0.35-0.6%Si0.15-0.3%C0.12-0.2%… |
| 15кп | ГОСТ 1050 – 88 | Feот 98.2%Mn0.25-0.5%C0.12-0.19%… |
| 15пс | ГОСТ 1050 – 88 | Feот 98.1%Mn0.36-0.6%C0.12-0.19%Si0.05-0.1%… |
| 15ЮА | ГОСТ 4041 – 71 | Feот 98.8%Mn0.25-0.4%C0.12-0.18%Al0.02-0.08%… |
| 16К | ГОСТ 5520 – 79 | Feот 97.7%Mn0.45-0.7%Si0.17-0.3%C0.12-0.2%… |
| 18К | ГОСТ 5520 – 79 | Feот 97.6%Mn0.55-0.8%Si0.17-0.3%C0.14-0.2%… |
| 18кп | ГОСТ 1050 – 88 | Feот 98.3%Mn0.3-0.5%C0.12-0.2%… |
| 18ЮА | ГОСТ 803 – 81 | Feот 98.5%Mn0.2-0.4%C0.16-0.2%Al0.02-0.08%… |
| 20А | ГОСТ 21729 – 76 | Feот 98.3%Mn0.35-0.6%Si0.17-0.3%C0.17-0.2%… |
| 20К | ГОСТ 5520 – 79 | Feот 97.8%Mn0.35-0.65%C0.16-0.24%Si0.15-0.3%… |
| 20кп | ГОСТ 1050 – 88 | Feот 98.2%Mn0.25-0.5%C0.17-0.2%… |
| 20пс | ГОСТ 1050 – 88 | Feот 98.1%Mn0.35-0.6%C0.17-0.2%Si0.05-0.1%… |
| 20ЮА | ГОСТ 4041 – 71 | Feот 98.8%Mn0.25-0.4%C0.16-0.2%Al0.02-0.08%… |
| 22К | ГОСТ 5520 – 79 | Feот 97.4%Mn0.7-1%C0.19-0.2%Si0.17-0.4%… |
| 25пс | ГОСТ 4041 – 71 | Feот 98.4%Mn0.25-0.5%C0.22-0.2%… |
| 50А | ГОСТ 1050 – 88 | Feот 97.4%Mn0.5-0.8%C0.47-0.5%Si0.17-0.3%… |
| ОсВ | ГОСТ 4728 – 79, в последней версии материал отсутствует | Feот 97.5%Mn0.55-0.8%C0.4-0.48%Si0.15-0.3%… |
Виды обработки стали: отжиг
Отжиг – это один из способов высокотемпературной обработки стали, с которым отлично справится установка ТВЧ. В основе его принципа лежит нагрев металла до заданной температуры, выдержка, а затем медленное охлаждение. Производится отжиг стали для того, чтобы выровнять структуру металла, улучшить пластичность, а также уменьшить напряжение металла, если перед отжигом производились какие-либо другие процессы термической обработки. Отжиг, как и другие виды термообработки стали, подразделяется на подтипы:
- Отжиг первого рода. Во время произведения данного вида термической обработки не происходит перекристаллизация, называемая фазовыми превращениями. Если данные превращения и произведутся, то на итоговые результаты вовсе не скажутся. Производиться отжиг первого рода может при температуре, которая будет ниже или выше температуры фазовых превращений.
- Диффузионный отжиг. По-другому называется гомогенизацией. Во время произведения данного вида отжига происходит длительная выдержка изделия в среде, имеющей температуру выше 950 градусов. Диффузионный отжиг позволяет устранить или уменьшить химическую неоднородность стали, которая негативно сказывается на металле, снижая его пластичность и повышая хрупкость. Время выдержки изделия при произведении гомогенизации определятся исходя из параметров и марки стали, однако колеблется в пределах 50-100 часов.
- Отжиг второго рода. Во время произведения отжига второго рода сталь нагревается до температуры, которая будет выше точек АС1 или АС3 (смотрите изображение 1), затем происходит выдержка и медленное охлаждение. В результате медленного охлаждения фазовые превращения внутри металла приводят к получению почти равновесного состояния структуры металла.
- Полный отжиг. Еще данный тип отжига называют высоким. Производится он при нагреве металла под температурой, которая будет на 30-50 градусов ниже, чем верхняя критическая точка АС3, также изделие выдерживается при этой температуре, а затем медленно охлаждается вместе с установкой. Полный отжиг позволяет произвести полную перекристаллизацию металла, получив перлитную структуру.
- Неполный отжиг. До термической обработки сталь имеет слишком высокую твердость и тяжело поддается обработке. Внутри структуры имеется напряжение металла. Неполный отжиг применяется для устранения этого недостатка в виде уменьшения твердости металла. При неполном отжиге сталь нагревают, придерживаясь интервала температур между точкам АС1 и АС3. После произведения неполного отжига металл полностью избавляется от внутреннего напряжения, а сталь становится более податливой.
- Сфероидизирующий отжиг. Высокоуглеродистая заэвтектоидная сталь, обладающая структурой пластинчатого перлита очень плохо поддается обработке при помощи режущих инструментов, поэтому должен быть произведен сфероидизирующий отжиг для изменения структуры на зернистый перлит. Для это металл нагревают ниже точки АС1, выдерживают при этой температуре несколько часов, а затем остужают. На изображении 2 вы можете заметить схему отжига на зернистый перлит.
- Изометрический отжиг. Производится для получения ферритно-перлитовой смеси из аустенита при постоянной температуре. Изометрический отжиг предусматривает нагрев стали на 30-50 градусов выше точек АС3 или АСm, выдержку при соблюдении этой температуры и дальнейшее охлаждение до температуры перлитного превращения, которая как правило равняется 620-680 градусов, а затем снова выдерживают до конечного превращения аустенита в перлит.
- Рекристализационный отжиг. По-другому называется разупрочняющим отжигом. Рекристализационный отжиг производится в отношении изделий, которые были подвержены наклепу металла, и кристаллическая решетка которых исказилась. Разупрочняющий отжиг производится при температуре ниже точки АС1, то есть 630-650 градусов.
- Светлый отжиг. Производится для того, чтобы сохранить блестящую и чистую поверхность стальных листов, лент, прутков и т.п.
Как видите, существует немало видов отжига, позволяющих добиться нужных изменений в структуре металла. Установка ТВЧ способна с высокой точностью и хорошим качеством производить отжиг стали, приводя ее структуру в нужное состояние.
Закалка стали
Процесс закалки стали заключается в проведении термообработки заготовок с нагреванием до температуры выше критической с дальнейшим ускорением охлаждения. Данное состояние способствует повышению прочности и твердости (HRC) стали с одновременным снижением пластичности и улучшением потребительских характеристик.
Режим воздействия температуры охлаждения металла зависит от количества содержания углерода и легирующих присадок в стали.
После проведения закалки стали заготовки покрываются налетом окалины и частично теряют содержащийся углерод, поэтому технология обязательно должна соблюдаться согласно установленному регламенту.
Охлаждение металла должно проходить быстро, для предотвращения преобразования аустенита в сорбит или троостит. Охлаждение должно производиться точно по графику быстрое остывание заготовок, приводит к образованию мелких трещин. В процессе охлаждения от 200 °C до 300 °C происходит искусственное замедление при постепенном остывании изделий для этого, могут использоваться охлаждающие жидкости.