
ПРИМЕРЫ УСЛОВНЫХ ОБОЗНАЧЕНИЙ
Прокат фасонный горячекатаный, обычной точности прокатки (В), балка двутавровая номер 30 по ГОСТ 8239-89 класса прочности 345:
Прокат фасонный горячекатаный, швеллер номер 20 с параллельными гранями полок (П) по ГОСТ 8240-97, класса прочности 315:
Прокат фасонный горячекатаный, обычной точности прокатки (В) угловой неравнополочный размерами 63´40´4 мм по ГОСТ 8510-86, класса прочности 345:
Прокат сортовой горячекатаный, квадратный, обычной точности прокатки (В1) со стороной квадрата 50 мм по ГОСТ 2591-2006, класса прочности 315:
Прокат сортовой горячекатаный, круглый, обычной точности прокатки (В1) диаметром 40 мм по ГОСТ 2590-2006, первой группы, девятой категории, класса прочности 345:
Прокат листовой, нормализованный, повышенной точности прокатки (А), высокой плоскостности (ПВ), с обрезной кромкой (О) размерами 8´1100´5000 мм по ГОСТ 19903-74, класса прочности 390 из стали марки 10ХСНД:
Прокат листовой горячекатаный, нормальной точности прокатки (Б), нормальной плоскостности (ПН) с необрезной кромкой (НО) размерами 16´1200´6000 мм по ГОСТ 19903-74, класса прочности 325 из стали марки 16ГС, с гарантией свариваемости (св), 12 категории:
(Измененная редакция, Изм. № 1).
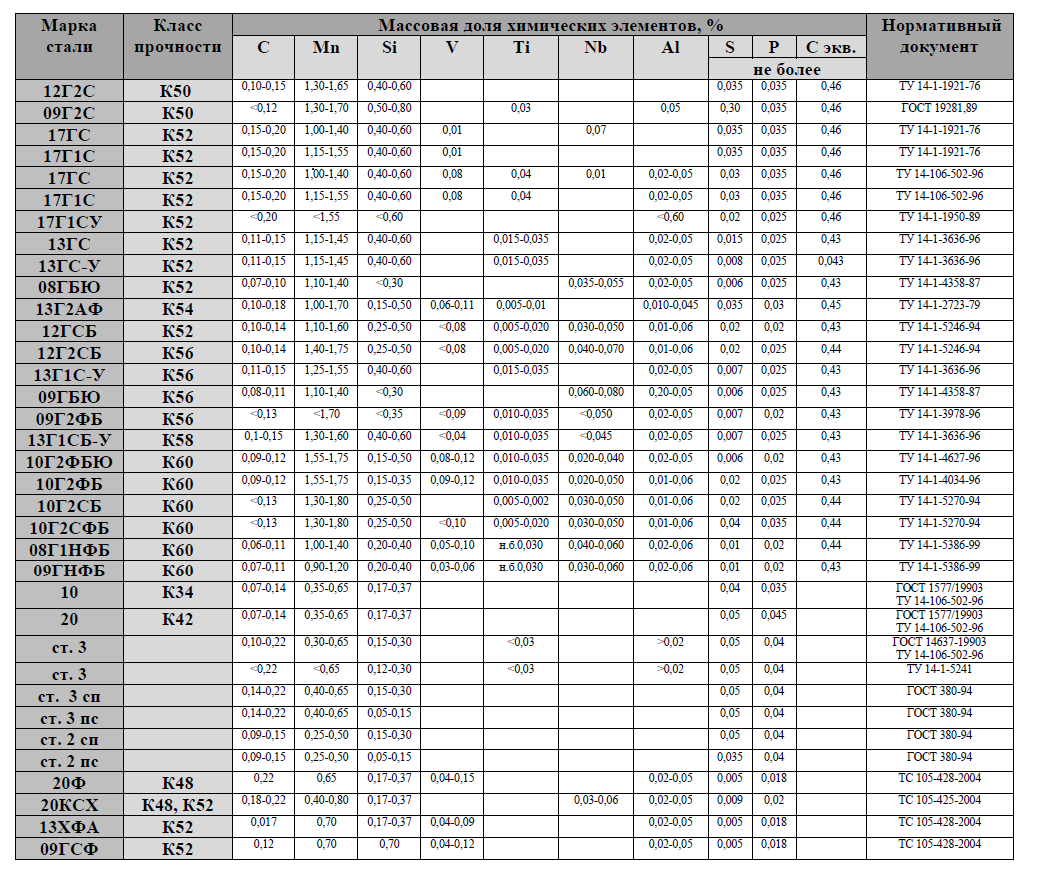
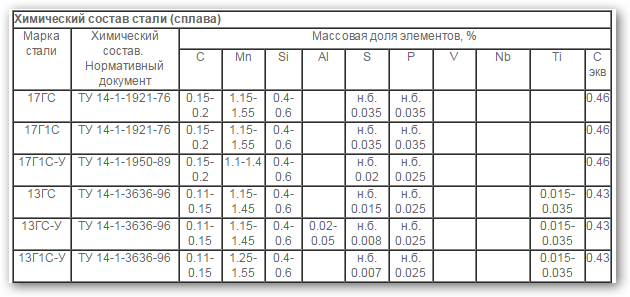
Химический состав
| Стандарт | C | S | P | Mn | Cr | Si | Ni | Fe | Cu | N | As | Al | V | Ti | Nb | Ce |
| TУ 14-1-1921-76 | 0.15-0.2 | ≤0.025 | ≤0.03 | 1.15-1.55 | ≤0.3 | 0.4-0.6 | ≤0.3 | Остаток | ≤0.3 | ≤0.012 | ≤0.08 | ≤0.05 | — | ≤0.03 | — | ≤0.03 |
| TУ 14-1-1950-2004 | ≤0.2 | ≤0.02 | ≤0.025 | ≤1.55 | ≤0.3 | ≤0.6 | ≤0.3 | Остаток | ≤0.3 | ≤0.012 | ≤0.08 | ≤0.05 | — | ≤0.03 | — | — |
| ГОСТ 19282-73 | 0.15-0.2 | ≤0.04 | ≤0.035 | 1.15-1.6 | ≤0.3 | 0.4-0.6 | ≤0.3 | Остаток | ≤0.3 | ≤0.008 | ≤0.08 | ≤0.05 | — | ≤0.03 | — | — |
| TУ 14-3-1138-82 | 0.15-0.2 | ≤0.02 | ≤0.025 | 1.15-1.55 | ≤0.3 | 0.4-0.6 | ≤0.3 | Остаток | ≤0.3 | — | — | 0.015-0.05 | — | — | — | — |
| TУ 14-158-146-2004 | ≤0.18 | ≤0.015 | ≤0.02 | 1.15-1.5 | — | 0.4-0.6 | — | Остаток | — | ≤0.012 | — | — | ≤0.08 | — | ≤0.07 | — |
| TУ 14-3-1573-96 | 0.15-0.2 | ≤0.03 | ≤0.035 | 1.15-1.55 | ≤0.3 | 0.4-0.6 | ≤0.3 | Остаток | ≤0.3 | ≤0.012 | — | — | — | — | — | — |
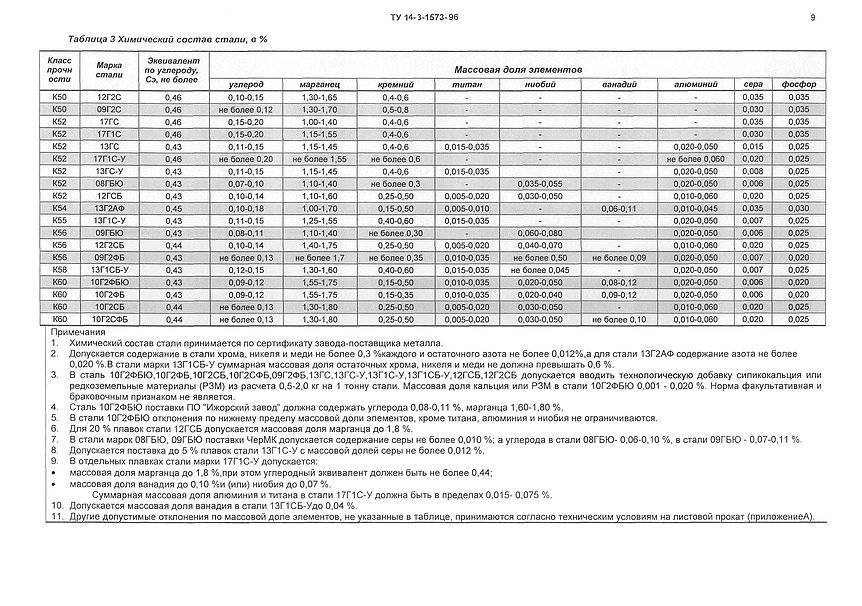
Fe — основа. По ГОСТ 19282-73 допускается модифицирование стали кальцием и редкоземельными элементами из расчета введения в металл не более 0,02 % кальция и 0,05 % редкоземельных элементов. По ГОСТ 19281-89 и ГОСТ 19282-73 допускается допускается добавка алюминия и титана из расчета получения массовой доли в прокате алюминия — не более 0,050 %, титана — не более 0,030 %. По ГОСТ 5520-79 при выплавке стали из керченских руд допускается массовая доля мышьяка до 0,15 %, при этом массовая доля фосфора должна быть не более 0,030 %. По требованию потребителя массовая доля серы не должна превышать 0,025, 0,030 или 0,035 %, а фосфора 0,030 или 0,035 %. При выплавке стали в электропечах массовая доля азота должна быть ≤ 0,012 %. По ТУ 14-1-1921-76 вместо Се может быть введен Ca≤0,020%. По ТУ 14-1-1950-2004 химический состав представлен для стали марки 17Г1С-У. В стали марки 17Г1С-У производства ОАО «МК «Азовсталь», предназначенной для производства труб диаметром 1020 мм для транспортирования малосернистого газа, массовая доля серы не должна превышать 0,007%, фосфора — 0,020%. Для газонефтепроводов повышенной коррозионной стойкости с увеличенным ресурсом эксплуатации листы изготовляют из природнолегированной стали марки 17Г1С-У: — первой категории — с массовой долей хрома и никеля по 0,20-0,50%, фосфора — не более 0,030%; — второй категории — с массовой долей хрома и никеля по 0,20-0,50%, меди — 0,15-0,35% и фосфора — не более 0,030%. Сталь марки 17Г1С-У раскисляют алюминием и титаном, суммарная массовая доля которых (по ковшевой пробе) должна быть в пределах 0,015-0,075%, при этом массовая доля алюминия должна быть не более 0,06%. Для глобуляризации сернистых включений допускается присадка церия или кальция. Массовая доля церия или кальция не должна быть более 0,03% и 0,02% соответственно. Углеродный эквивалент должен быть не более 0,46, а для производства труб диаметром 1020 мм для транспортирования малосернистого газа, должен быть не более 0,42. По ТУ 14-3-1138-82 химический состав представлен для стали марки 17Г1С-У. Химический состав стали и эквивалент по углероду принимаются по сертификату завода-поставщика листового проката. В таблице указано допустимое остаточное содержание никеля, хрома, меди и алюминия. Допускается, для глобуляции сернистых включений, обработка стали добавками церия (до 0,03 %) и кальция (до 0,03 %) соответственно. В отдельных плавках допускается содержание марганца до 1,60 %, ванадия до 0,10 %, азота до 0,02 %. Допускается поставка отдельных плавок стали с суммарным содержанием остаточного алюминия и титана в пределах 0,010-0,060 % при условии обеспечения требуемых механических свойств. По ТУ 14-3-1573-96 химический состав приведен для стали марки 17Г1С. Сталь марки 17Г1С-У имеет отличие в химическом составе: С ≤ 0,20 %, Mn ≤ 1,55 %, Si ≤ 0,60 %, Al ≤ 0,060 %, S ≤ 0,020 %, P ≤ 0,025 %. Углеродный эквивалент для обеих марок Сэ ≤ 0,46 %. В отдельных плавках стали марки 17Г1С-У допускается: массовая доля марганца до 1,80 %, при этом Сэ ≤ 0,44; массовая доля ванадия ≤ 0,10 % и (или) ниобия ≤ 0,070 %. Суммарная массовая доля алюминия и титана в стали марки 17Г1С-У должна быть в пределах 0,015-0,075 %. По ТУ 14-158-146-2004 химический состав приведен по ковшевой пробе для 1-го уровня качества труб из стали марок 17Г1С, 17Г1С ПЛ-1, 17Г1С ПЛ-2, 17Г1С-У, предназначенных для производства труб класса прочности К52 и стали 17Г1С-У, для производства труб класса прочности К55. Ниобий и ванадий являются необязательными и вводятся в сталь по расчету при согласовании изготовителя с потребителем.
Классификация легированных сталей
С развитием новых технологий, появлением разных легированных сталей, их нужно было классифицировать.
Разделение по количеству углерода, содержащегося в сплаве:
- Высокоуглеродистые — более 0.65%.
- Среднеуглеродистые — от 0.25% до 0.65%.
- Низкоуглеродистые — менее 0.25%.
Разделение по процентному содержанию легирующих добавок:
- Низколегированные — до 5% (по некоторым источникам до 2.5%).
- Среднелегированные — до 10%.
- Высоколегированные — 10–50%.
По внутренней структуре легированные стали бывают:
- Эвтектоидные — перлитная структура.
- Ледебуритные — наличие первичных карбидов в структуре.
- Доэвтектоидные — присутствие избыточных ферритов, насыщающих состав.
- Заэвтектоидные — наличие вторичных карбидов в сплаве.
По назначения эти материалы можно разделить на две больших группы:
- Строительные — для изготовления металлоконструкций, которые во время последующей эксплуатации не будут подвергаться критическим температурам.
- Машиностроительные — используются при изготовлении деталей для разных механизмов, корпусов.
Машиностроительные стали бывают:
- Цементуемые — при изготовлении проходят процесс цементации, а затем закалки.
- Жаропрочные — среднеуглеродистые стали. Применяются при изготовлении изделий, использующихся в сфере энергетики.
- Улучшаемые — материалы, проходящие дополнительную закалку. Из них изготавливаются детали, подвергающиеся большим нагрузкам.
 Легированная сталь высокоуглеродистая
Легированная сталь высокоуглеродистая
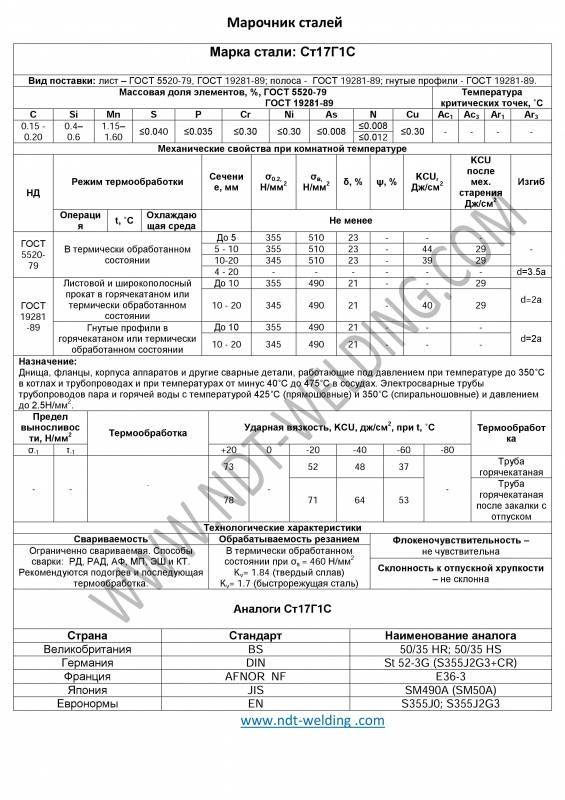
Аналоги стали 17Г1С
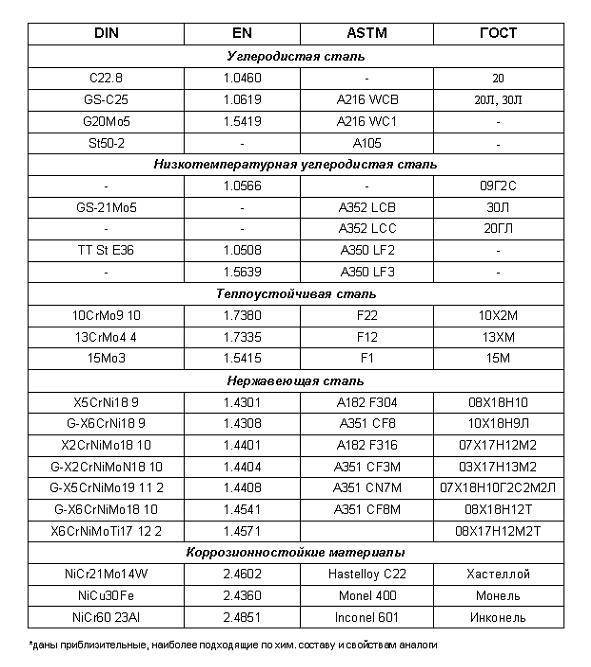
К идентичным по техническим показателям материалам иностранного производства относятся:
- польская 16G и 18G;
- южнокорейская STKM16;
- китайская 16 MN и HP 345;
- японская SM 490 и SM 520;
- австрийская St52F;
- шведская 2132, 2133, 2134;
- немецкая, французская, английская S355 и P355.
При этом стоимость закупки их будет значительно выше, что обусловлено сложностью доставки и необходимостью уплаты таможенной пошлины. В составе аналогов содержатся другие компоненты, их концентрация также может отличаться. В ЕС предусмотрено использование номенклатуры Fe52, S235, S355.
Рекомендуем также ознакомиться:
- 40Х13;
- М390;
- 12Х18Н10Т;
- 40ХН.
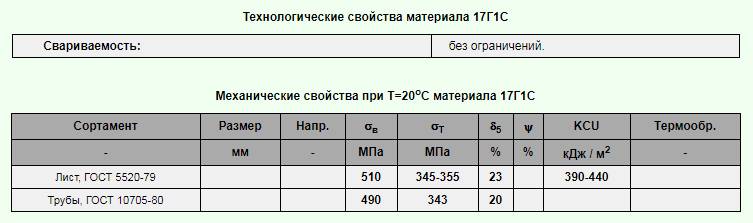
Характеристика стали 17г1с
Ст.17г1с относится к низколегированным конструкционным сплавам, работающим под давлением в диапазоне температур от -40 до +475 °C. Материал используют в промышленности со сложными условиями работы: при прокладке нефтепроводов, тепловых сетей, атомных электростанций.
- 17 ‒ содержание углерода (0,17%);
- г1 ‒ наличие марганца не более 1%;
- с ‒ указывает на кремний в составе, концентрация которого не превышает 1%.
В химсостав также входят никель (Ni), сера (S), фосфор (P), хром (Cr), ванадий (V), медь (Cu) и пр. легирующие элементы.
Добавление буквы «у» на конце (17г1с-у) расшифровывается, как «улучшенная». Такая сталь обладает повышенной прочностью.
- пластичность сплава обеспечивает ему устойчивость к образованию трещин;
- марка не имеет ограничений в свариваемости;
- не деформируется при эксплуатации;
- хладостойкая;
- выдерживает высокие температуры;
- легко подвергается механической обработке.
Наименование и маркировка
В наименовании сталей легирующие компоненты указывают в порядке убывания их содержания (к примеру, хромомолибденовая, хромокремнемарганцовая, хромоникелевая).
Маркировка содержит и буквы, и цифры. Буквы соотносимы с химическими легирующими элементами, цифры, соответственно, – с их «%-ным присутствием». Наиболее известны такие добавки, как:
Маркировка Элемент
Х Cr – хром
М Mo – молибден
Н Ni – никель
С Si – кремний
Д Cu – медь
В W – вольфрам
Ю Al – алюминий
Г Mn – марганец
Т Ti – титан
Б Nb – ниобий
К Co — кобальт
Начальные цифры повествуют о содержании углерода (десятые или сотые доли). Если марка начинается с буквенного обозначения, то доля его в составе сплава – от 1% и выше. Так, к примеру, сталь 18ХГТ состоит из 0,18% углерода и хрома, марганца, титана (доля каждого не превышает 1%).


Иногда в начале маркировки есть вспомогательные обозначения, характеризующие назначение сырья: А – сталь автоматная, Р – быстрорежущая, Ш – шарикоподшипниковая и др.
Основные достоинства
К достоинствам этой стали отнесем следующие:
- Структура способна переносить воздействие низкой температуры без изменения основных эксплуатационных качеств. Именно поэтому металл получил распространение в применении на Крайнем Севере.
- Высокий показатель сопротивления на разрыв и прочность определяет то, что металл может использоваться при изготовлении машин, мостов и других ответственных конструкций.
- Низкие затраты на выполнение монтажных работ характеризуются хорошей свариваемостью. Для соединения металла не нужно проводить временный нагрев.
- Предел текучести при температуре 355 градусов Цельсия составляет 175 МПа, что позволяет получать изделия сложных конфигураций.
Читать также: Инструменты и приспособы своими руками
Допускаемое напряжение на материал этой категории зависит от:
- класса прочности;
- толщины, линейных размеров и иных конфигураций заготовок.
Эквивалент рассматриваемой марки производят более чем в 12 странах. Примером назовем то, что в Германии подобной стали получил название DIN, WNr, в Китае G. B. .
Обработка
Относительно малое содержание углерода в данном металле дает возможность применять различные сварные технологии. Причем они могут использовать как с предварительным разогревом, так и без него.
Заготовки со значительной толщиной обрабатываются посредством многослойной сварки. Чтобы провести механическую обработку, чаще всего используется специальное оборудование, в том числе фрезерные установки, токарные аппараты, сверловка, пескоструйный агрегат.
В процессе таких обработок на специальном оборудовании прочность и пластичность металла не будут изменяться. При помощи нагрева и последующего резкого охлаждения проводится закаливание, отпуск, отжиг.
Предварительный нагрев такой стали не потребует слишком много времени. Закалка заготовок позволит значительно повысить прочность, твердость материала. Отпуск устранит напряжение внутри, увеличит эксплуатационный срок металлических изделий.
Термический отжиг придаст изделиям максимально равномерный кристаллический состав, иногда эта процедура проводится для уменьшения пластичности.
Сталь данной марки отлично поддается сварке. Причем она может проходить без подогрева. Кроме того, после такой процедуры не нужно будет дополнительно нагревать металлические заготовки. Электродами для выполнения работ могут стать Э42А, Э50А.
Иногда заготовки перед сваркой все же нагревают до температуры в 120 градусов. Далее разделку кромок выполняют при толщине материала не более 5 миллиметров. Но даже без этого можно будет качественно варить изделия с толщиной до 40 миллиметров.
Иногда применяется полуавтоматическая сварка. Ее выполняют при токе в 200-230 ампер, давление при этом должно достигать 2-2,2 атмосферы. Сразу после этого проводится охлаждение при обычных условиях, что обеспечивает максимальную надежность соединения.
Чтобы избежать появления закалочной структуры, нужно выполнять отпуск при температурном режиме в 600-650 градусов. Затем заготовки отправляют в специальное печное оборудование, там они остывают. Медленное и равномерное остывание позволяет избежать коробления. Если сечение изделия составляет менее 36 мм, то тогда отпуск можно и не производить.
Термообработка заготовок может выполняться как в специальных печах, так и на механических станках. В процессе станочной обработки применяются резка, правка и прочие операции. Все это позволяет придавать металлу необходимую форму.
Как отличить сталь 3 от 09г2с
Марки высокопрочной стали
Сталь является одним из самых важных материалов, который используется практически во всех отраслях промышленности. К высокопрочной стали (в зависимости от области применения) предъявляют различные требования. Марки сталей отличаются по структуре, химическому составу и по своим свойствам (физическим и механическим).
Сталью называют деформируемый сплав железа с углеводом (не более 2 процентов) и примесями других элементов: марганца, кремния, фосфора. К высокопрочному крепежу предъявляются особые требования. Поэтому для получения стали, которая будет идеально соответствовать всем характеристикам добавляют специальные примеси – легирующие элементы.
Это – хром, вольфрам, ванадий, титан, марганец или кремний.
Сталь 20
Сталь конструкционная углеродистая качественная
трубы перегревателей, коллекторов и трубопроводов котлов высокого давления, листы для штампованных деталей, цементуемые детали для длительной и весьма длительной службы при температурах от -40 до 350 град.
СТАЛЬ МАРКИ 3
Углеродистая сталь обычного качества. Именно такая сталь пользуются наибольшим спросом в строительстве. Причина такой популярности – технологичность, прочность и привлекательная цена.
МЕТОДЫ КОНТРОЛЯ
4.1. Отбор проб для определения химического состава проводят по ГОСТ 7565.
4.2. Химический анализ стали проводят по ГОСТ 22536.0—ГОСТ 22536.12, ГОСТ 27809, ГОСТ
12346, ГОСТ 12347, ГОСТ 12348, ГОСТ 12350, ГОСТ 12351, ГОСТ 12352, ГОСТ 12355, ГОСТ 12356,
ГОСТ 12357, ГОСТ 12358, ГОСТ 12359, ГОСТ 12361, ГОСТ 12364, ГОСТ 18895 или другими
методами, обеспечивающими необходимую точность анализа.
При разногласиях в оценке качества оценку проводят методами, установленными в стандарте.
(Измененная редакция, Изм. № 1).
4.3. Углеродный эквивалент (Сэ) вычисляют по формуле
где С, Mn, Si, Cr, Ni, Си, V, P — массовые доли углерода, марганца, кремния, хрома, никеля, меди,
ванадия и фосфора.
4.4. Контроль качества поверхности и размеров листового проката по — ГОСТ 14637, сортового — по ГОСТ 535.

4.5. Расслоение проката при резке контролируют осмотром кромок и торцов без применения
увеличительных приборов.
При необходимости качество металла на кромках листов и универсальных полос проверяют
снятием стружки: при этом раздвоение стружки служит признаком несплошности металла.
4.5.1. Ультразвуковой контроль сплошности листового проката проводят в соответствии с
ГОСТ 22727.
4.6. Отбор проб и изготовление образцов для механических и технологических испытаний
проводят по ГОСТ 7564. Из фасонного проката и универсальной полосы образцы вырезают вдоль,
из листового — поперек направления прокатки. При испытании на ударный изгиб на образцах с
острым надрезом образцы отбирают вдоль направления прокатки.
Для проката диаметром или стороной квадрата более указанных в табл. 1 и 7 допускается
механические свойства определять на образцах, вырезанных из заготовок, прокованных или
прокатанных на размеры, регламентируемые табл. 1 и 7. Нормы механических свойств в этом случае
должны соответствовать табл. 1 и 7.
(Измененная редакция, Изм. № 1).
4.7. От каждой отобранной для контроля штанги, листа, универсальной полосы, рулона
отбирают для испытания на растяжение и изгиб по одному образцу, для определения ударной
вязкости — по два образца для каждой температуры. Качество гнутых профилей контролируют по
заготовке.
4.8. Испытание проката на растяжение проводят на образцах пятикратной длины по
ГОСТ 1497.
(Измененная редакция, Изм. № 1).
4.9. Испытание на изгиб проводят по ГОСТ 14019.
4.10. Определение ударной вязкости проката с номинальной толщиной до 10 мм включительно проводят на образцах типа 1, 2 или 3, а для категорий 8 и 9 — типа 11, 12, 13 по ГОСТ 9454. Для
проката толщиной более 10 мм ударную вязкость определяют на образцах типа 1, а для категорий
8 и 9 — типа 11 по ГОСТ 9454.
Ударную вязкость фасонного и полосового проката толщиной 3—4 мм, листового проката
толщиной менее 5 мм допускается определять на образцах шириной, равной толщине проката.
(Измененная редакция, Изм. № 1).
4.11. Ударную вязкость после механического старения определяют по ГОСТ 7268 на образцах
с концентратором вида U. Толщина образцов должна соответствовать принятым в п. 4.10.
4.12. При испытании образцов с концентратором вида U допускается снижение ударной
вязкости на одном образце на 15 %, при испытании образцов с концентратором вида V допускается
снижение ударной вязкости на одном образце на 30 %; при этом среднее значение результатов
испытаний должно быть не ниже норм табл. 6 и 7.
4.13. При использовании заводом-изготовителем статистических и других неразрушающих
методов контроля механических свойств в соответствии с нормативно-технической документацией,
контроль механических свойств изготовителем по методике, предусмотренной настоящим стандартом, допускается не проводить. Изготовитель гарантирует при этом соответствие выпускаемой
продукции требованиям настоящего стандарта. При разногласиях в оценке качества и при периодических проверках качества продукции применяют методы контроля, предусмотренные настоящим
стандартом.
Сталь 17г1с у расшифровка что означает у
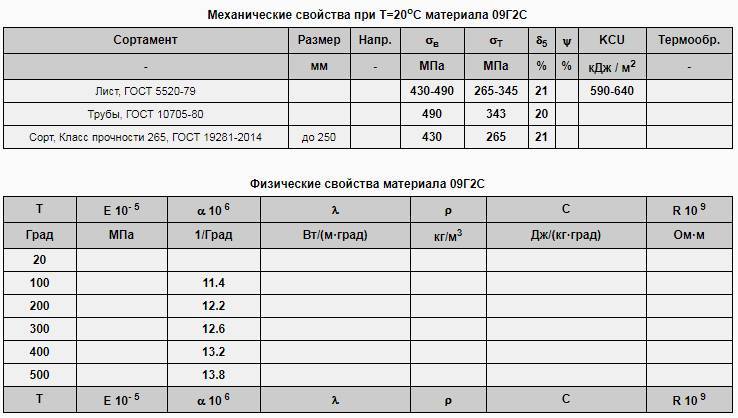
Стоит обратит внимание на физические характеристики стали 17Г1С. Они позволяют использовать материал при температуре от -40 до +475 градусов по Цельсию, а также при достаточно высоких показателях давления. Сама марка стали принадлежит к низколегированному классу конструкционного сплава и без ограничения по свариваемости
Сама марка стали принадлежит к низколегированному классу конструкционного сплава и без ограничения по свариваемости.
Благодаря своим характеристикам материал широко используется в строительстве, так как он легко сваривается и достаточно устойчив к механическим нагрузкам. Толщина некоторых видов фасонного проката достигает 60 см.
Примеры маркировки сталей различных видов
Определение марки стали и причисление сплава к определенному виду – это задача, которая не должна вызывать никаких проблем у специалиста. Не всегда под рукой есть таблица, в которой дается расшифровка названий марок, но разобраться с этим помогут примеры, которые приведены ниже.
Конструкционные стали, не содержащие легирующих элементов, обозначаются буквосочетанием «Ст». Цифры, стоящие следом, – это содержание углерода, исчисляемое в сотых долях процента. Несколько иначе маркируются низколегированные конструкционные стали. К примеру, в стали марки 09Г2С 0,09% углерода, а легирующие добавки (марганец, кремний и др.) содержатся в ней в пределах 2,5%. Очень похожие по своей маркировке 10ХСНД и 15ХСНД отличаются разным количеством углерода, а доля каждого легирующего элемента в них составляет не больше 1%. Именно поэтому после букв, обозначающих каждый легирующий элемент в таком сплаве, не стоит никаких цифр.
20Х, 30Х, 40Х и др. – так маркируются конструкционные легированные стали, преобладающим легирующим элементом в них является хром. Цифра в начале такой марки – это содержание углерода в рассматриваемом сплаве, исчисляемое в сотых долях процента. За буквенным обозначением каждого легирующего элемента может быть проставлена цифра, по которой и определяют его количественное содержание в сплаве. Если ее нет, то указанного элемента в стали содержится не больше 1,5%.
Маркировка тех сталей, которые входят в категорию быстрорежущих, начинается с буквы «Р», за которой идут цифры, указывающие на количественное содержание вольфрама. В остальном марки таких сплавов называются по стандартному принципу: буквы, обозначающие элемент, и, соответственно, цифры, отражающие его количественное содержание. В обозначении таких сталей не указывается хром, так как его стандартное содержание в них составляет около 4%, а также углерод, количество которого пропорционально содержанию ванадия. Если количество ванадия превышает 2,5%, то его буквенное обозначение и количественное содержание проставляют в самом конце маркировки (З9, Р18, Р6М5Ф3 и др.).
Сварка
В большинстве случаев предварительная подготовка материала не требуется. Однако некоторые технологические процессы предусматривают нагрев рабочей поверхности до 120 градусов. Электродами для проведения работ могут выступать Э42А, Э50А, а также ряд других. Разделка кромок осуществляется при толщине металла более 5 мм, но и без нее можно качественно варить детали толщиной до 40 мм. В остальном порядок и правила сварочных работ остаются стандартными.
Полуавтоматическая сварка осуществляется при токе 200-230 Ампер и под давлением 2-2,2 атмосферы. После сварки происходит охлаждение в обычных условиях, это не влияет на свойства стали 09Г2С, но обеспечивает прочность сварного соединения.
Чтобы исключить проявление закалочной структуры, необходимо осуществлять отпуск при температуре 600-660 градусов. После этого происходит медленное остывание в печи, что исключает коробление. Если сечение детали не достигает 36 мм в толщину, отпуск можно не проводить.
Сталь 09Г2С
Изделия из низколегированной конструкционной стали 09Г2С востребованы во многих отраслях производства, что подкрепляется широким предложением сортамента продукции этой марки. Благодаря своим физическим свойствам, сталь 09Г2С заслуженно заняла свою позицию на рынках современного спроса и предложений.
Характеристики стали 09Г2С предоставляют возможность применять её в качестве основного материала при изготовлении деталей, которые предназначены для работы в температурном диапазоне рабочей среды от -70 ºС до + 425 ºС, что при проектировании изделий привлекает к себе внимание ещё большего числа конструкторов
Химический состав стали 09Г2С
Перед тем, как перейти к подробному рассмотрению химического состава, нужно понять, что означает расшифровка стали 09Г2С. Буквы «С» и «Г» сообщают о том, что в составе сплава имеется марганец и кремний. Но в каком количестве? Давайте разберёмся.
Первая цифра, стоящая в начале названия марки, сообщает о количестве углерода, содержащегося в сплаве, и отображаемая в сотых долях. Соответственно, процент углерода в сплаве 09Г2С составляет примерно 0,09. Следующие цифры показывают содержание легирующих элементов: марганца в этом сплаве содержится около 2% и менее 1% кремния.
Химический состав стали 09Г2С
Помимо основных легирующих элементов, химический состав стали 09Г2С содержит в себе нижеследующие составляющие периодической таблицы:
| без ограничений | сварка производится без подогрева и без последующей термообработки |
| ограниченно свариваемая | сварка возможна при подогреве до 100-120 град. и последующей термообработке |
| трудносвариваемая | для получения качественных сварных соединений требуются дополнительные операции: подогрев до 200-300 град. при сварке, термообработка после сварки — отжиг |
| Хим.элемент | в стали, % |
| C | Менее 0,12 |
| Si | 0,5…0,8 |
| Mn | 1,3…1,7 |
| Ni | Менее 0.3 |
| S | Менее 0.035 |
| P | Менее 0.03 |
| Cr | Менее 0.3 |
| V | Менее 0.12 |
| N | Менее 0.008 |
| Cu | Менее 0.3 |
| As | Менее 0.08 |
Суммарное количество легирующих компонентов в низколегированных сплавах не превышает значения 2,5%.
Удельный вес стали 09Г2С равен 7850 кг/м3, но нужно заметить, что плотность стали непостоянна и может иметь небольшой разброс значений, которые находятся в прямой зависимости от количества легирующих элементов.
Но в любом случае, относительно небольшой вес готового изделия, в котором при изготовлении деталей прибегли к использованию стали этой марки, имеет большое преимущество по сравнению с другими более тяжеловесными сплавами.
Сварка
Чтобы соединить детали из низколегированной стали с помощью сварки, нужно учитывать несколько нюансов:
- Изготавливать вертикальные, потолочные швы.
- Сварочный стержень должен быть не менее 4 мм по сечению.
- Чтобы снизить скорость охлаждение металла, требуется выполнять стыковые или бортовые швы.
- Сваривая заготовки толщиной, не превышающей 6 мм, требуется выполнять только один проход.
- Чтобы придать соединению высокую пластичность, нужно использовать электроды Э42А.
- Если металл содержит малое количество углерода, требуется применять электроды с покрытием из фтора, кальция.
Для проведения сварочных работ, требуется использовать специальную присадку Св-10Г2.
Низколегированные стали имеют повышенные технические параметры, благодаря добавлению дополнительных компонентов в состав. Их используют в тех направлениях промышленности, где нужно применять детали, металлоконструкции высокой прочности, износоустойчивости. Для соединения отдельных деталей, нужно учитывать ряд нюансов использования сварочного оборудования.





