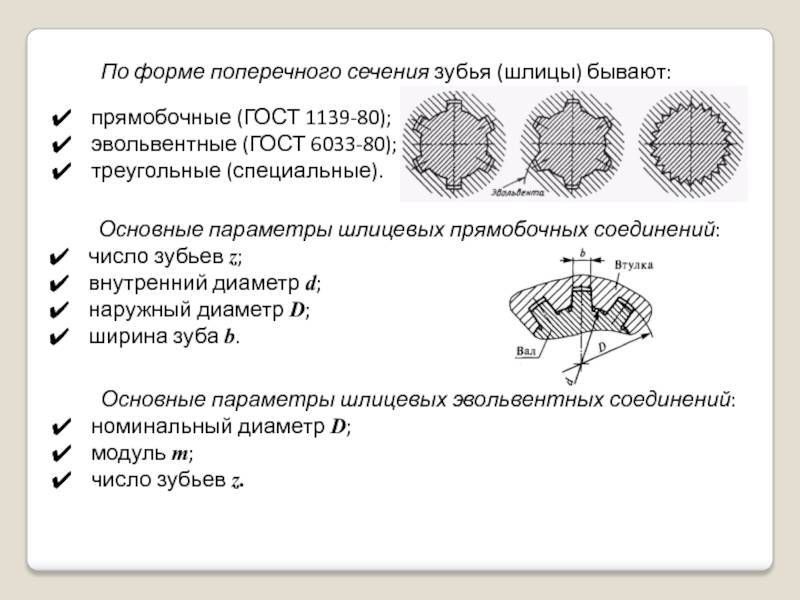
3.1. Назначение и применение
Шлицевые соединения с эвольвентным профилем зуба имеют то же назначение, что и прямобочные, но обладают рядом преимуществ: технологичностью; повышенной прочностью и передают большие крутящие моменты при аналогичных геометрических параметрах. Эвольвентные шлицевые соединения, особенно в тяжелонaгруженных механизмах, вытесняют шлицевые прямобочные соединения. Это объясняется повышенной прочностью зубьев эвольвентных шлицевых валов, более высокой технологичностью их изготовления (при заданном модуле шлицы любого размера вала нарезают с помощью одной червячной фрезы) и высокой точностью центрирования шлицевых соединений. Шлицевые валы и втулки эвольвентных шлицевых соединений отличаются формой и размерами зубьев и впадин от аналогичных валов и втулок прямобочных шлицевых соединений. Боковые поверхности зубьев и впадин выполнены по кривой, называемой эвольвентой, подобно профилю зубьев зубчатых колес.
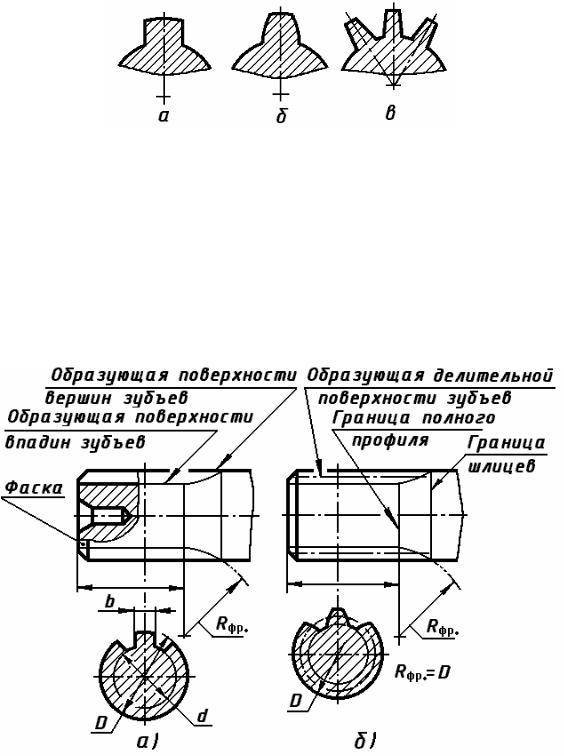
Рисунок 10. Эвольвентные шлицевые: а-вал, б-втулка
Использование
Изготовление эвольвентных шлицев просит большой точности. Нарезание зуба по втулке делается по большей части протяжкой. Другие способы дают меньшую точность и большую шероховатость поверхности. Часто выполняется ручная доводка по шаблону очистка выступов.
Сложность обработки оправдывается использованием шлицевых соединений с эвольвентным профилем в узлах с динамическими и переменными нагрузками. К примеру, в пустотелых валах клетей прокатных станов, редукторах больших строгальных и фрезеровочных станков, механизмов для подъема грузов, поднимающих вагонетки на доменные печи.
Помимо принятых параметров на эвольвентные соединения по ГОСТ, есть и остальные выполнения деталей. К примеру в немецких станках встречается din параметры по нормам, разработанным германским институтом стандартизации. На машинах, изготавливаемых на экспорт, встречается маркировка эвольвентных соединений с ссылкой на ISO – западный стандарт.
В обсуждениях автолюбителей часто можно услышать asa 24 48. Подобную маркировку имеют эвольвентные шлицевые соединения на карданных валах. Встречаются они у переднеприводных фиатов, сделанных по старым нормам.

Сейчас на передние карданы выполняется эвольвентный шлиц по ГОСТ 6033-80 или отраслевому стандарту ОСТ 1 00086-73. Устаревший стандарт важен и сейчас. По нему работают многие машиностроительные и автомобилестроительные предприятия.
3.2. Геометрические характеристики
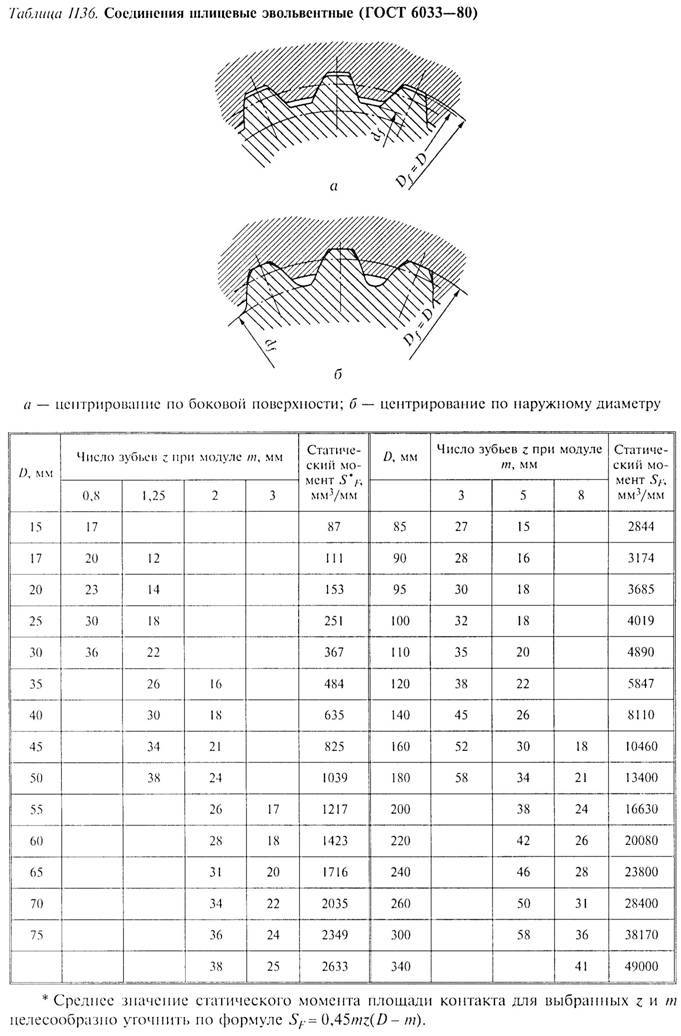
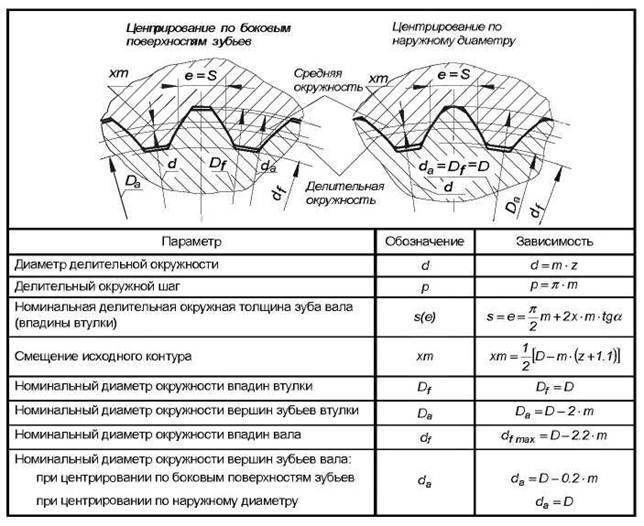
Профиль зубьев очерчивается окружностью выступов и впадин. Для вала (рис. 10, а) диаметр окружности вершин зубьев обозначают da, а диаметр окружности впадин df. Для втулки (рис рис. 10, б) диаметр окружности впадин обозначают Df,а диаметр окружности вершин зубьев-Da.
Рисунок 11. Параметры эвольвентного шлицевого соединения
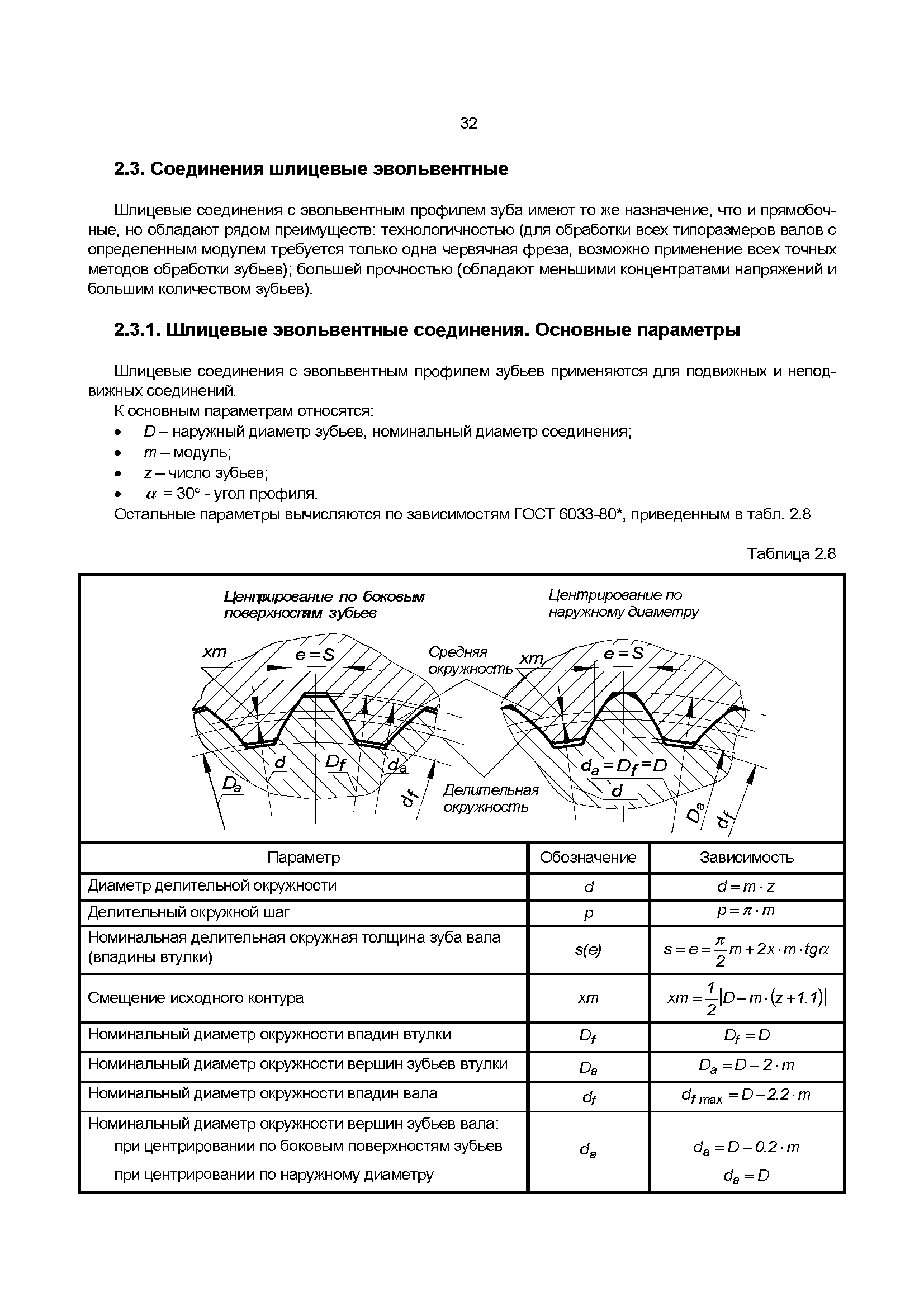
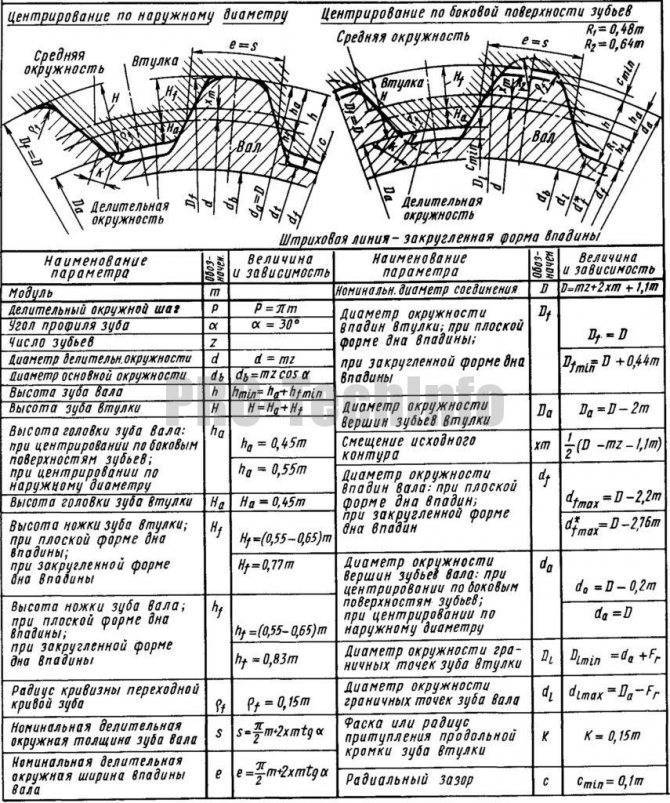
Важной размерной характеристикой зубьев вала и втулки являются толщина s зуба вала и ширина впадины e втулки, определяемые по делительной окружности диаметром d. Диаметр делительной окружности выражается через число зубьев z и модуль т (d =тz)
За номинальный диаметр соединения принимают наружный диаметр D. Геометрические характеристики соединения определяются по зависимостям показаны на рис. 11,12,13 и определены в табл.1.
Классификация
Детали шлицевых узлов нормализованы – существует определенный список типоразмеров, с соответствующими парами. Под них изготавливается инструмент и настраивается оборудование. В зависимости от условий работы и нагрузок, шлицевые соединения на несколько групп. Они характеризуются:
- формой зуба;
- базовыми поверхностями;
- возможностью смещения вдоль оси.
Форма выступа определяется по шлицевому валу. Втулка имеет только соответствующие вырезы – пазы. Характеристики определяются видами шлицов:
- прямые или прямобочные;
- эвольвентные;
- треугольные.
Классификация производится по форме зуба в сечении поперек соединения.
Прямобочные – прямозубые
У прямобочных шлицевых соединений зуб в поперечном сечении представляет собой прямоугольник. Ширина по всей высоте одинаковая. Встречаются в механизмах чаще всего, поскольку изготовление относительно простое. Прямозубые шлицевые соединения различают по величине нагрузки: малая, средняя, высокая.
По способу движения вдоль оси различают типы соединений:
- неразъемные;
- подвижные без нагрузки;
- подвижные под нагрузкой.
Неразъемные используют в редукторах и других узлах при передаче вращения между постоянной парой деталей.
Примером подвижных соединений без нагрузки служат коробки скоростей станков. При переключении смещается вал, и другая пара вступает в зацепление. Изменяется передаточное число и скорость вращения патрона или шпинделя.
Коробка скоростей автомобиля не требует полной остановки для переключения. Происходит передвижение втулки относительно оси вращения без остановки, под нагрузкой.
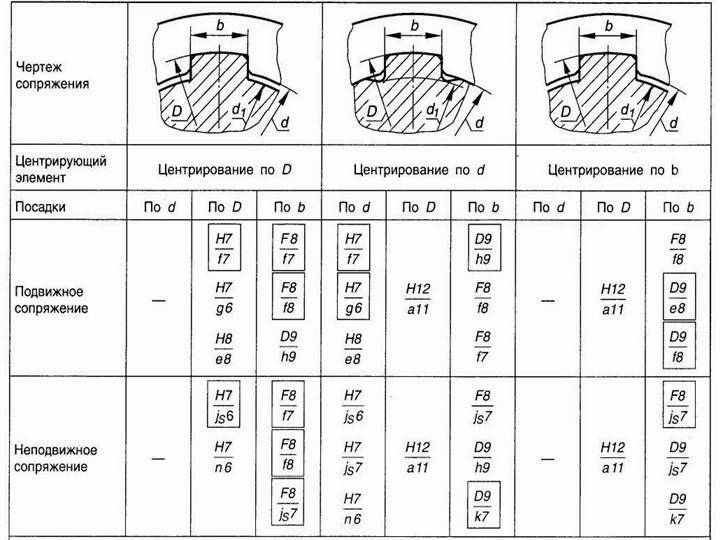
К классификации шлицевых соединений относится и способ центровки. Он может быть:
- по внутреннему диаметру – d;
- по наружному диаметру – D;
- по боковым сторонам, ширине зуба – b.
При центровке по внутреннему диаметру минимальные допуска на изготовление даются на размер вала по впадине и внутренний диаметр втулки. Просвет образуется между вершиной зуба на валу и дном шлица. Точность соединения достигается шлифовкой отверстия втулки на внутришлифовальном станке. Обработка меньшего диаметра на валу производится абразивным кругом вдоль оси.
При центровке по наружному диаметру плотное прилегание происходит по вершине выступа на валу и диаметром по впадине на втулке. В этом случае производится наружная шлифовка вала и чистовая обработка – долбежка, втулки.
Шлицы изготавливаются с высокой точностью по ширине зуба и его расположения относительно оси. Втулка запрессовывается на вал. По обоим диаметрам имеются зазоры.
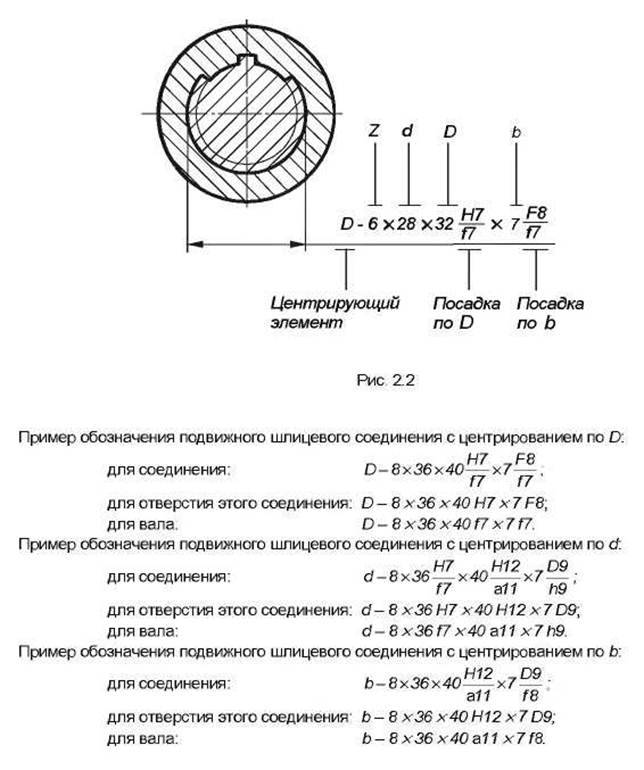
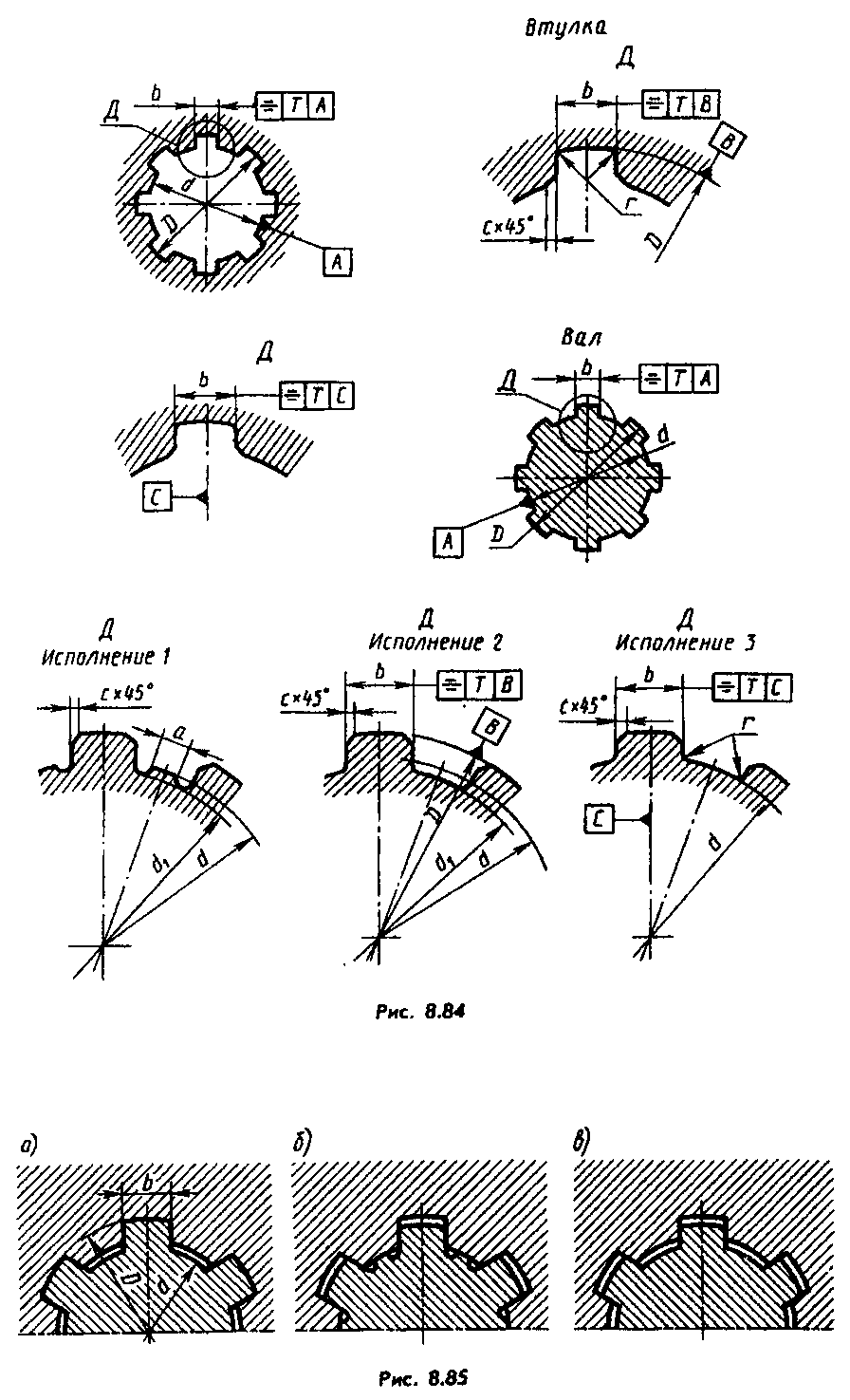
На чертеже показывается поперечное сечение соединения с одним зубом и диаметрами пунктирной линией. Втулка заштриховывается. Прямозубые шлицевые соединения на основном виде обозначают выносом линии с характеристиками. Расшифровка включает в себя буквенное обозначение способа центровки, количество и ширина шлицев, размер внутреннего и наружного диаметра с указанием класса точности и чистоты обработки всех поверхностей.
Эвольвентные
Соединение получило свое название за форму боковой поверхности в виде эвольвенты, как у цилиндрического зубчатого зацепления. Большая площадь контакта и широкий зуб в основании позволяет передавать огромное усилие. Зуб отличается высокой прочностью на изгиб.
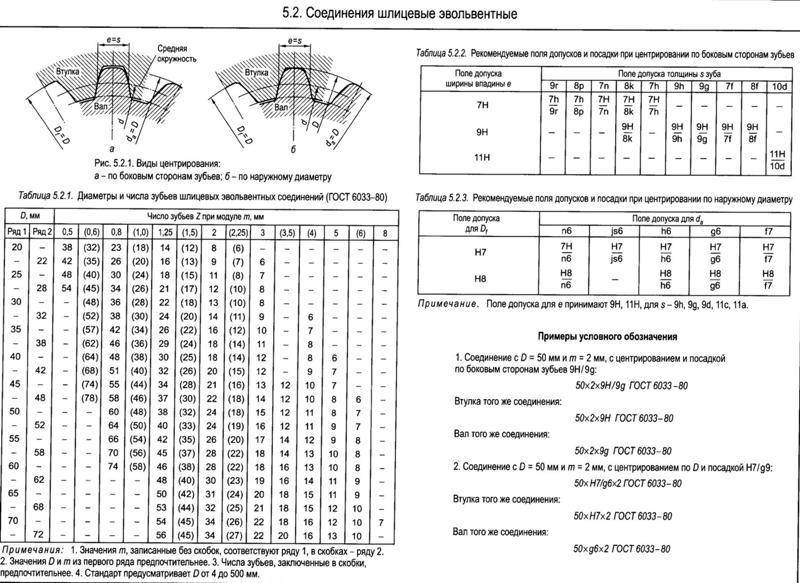
Изготавливают шлицевые валы на зубофрезерных станках. Получается высокая точность при использовании стандартного оборудования. Центрирование делается по наружному диаметру для механизмов, работающих с высокой точностью, и по боковой поверхности для сильно нагруженных узлов. Соединение неподвижное. При боковом смещении возникает большая сила трения.
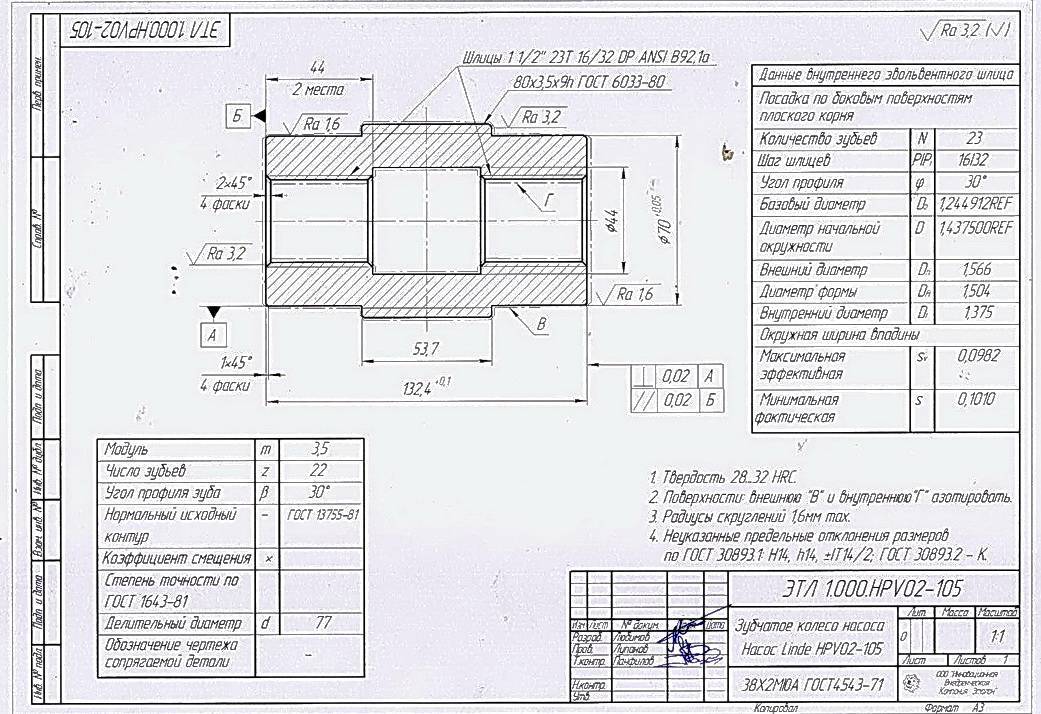
На чертеже указывается один зуб и его форма, по аналогии с прямозубыми зацеплениями. Кроме диаметров и классом обработки под выносной линией указывается ГОСТ, по которому изготавливались шлицы.
Треугольный профиль
Для передачи вращения тонкостенными ступицами изготавливаются шлицевые соединения с треугольным профилем. Они соединяются неподвижно и используются для маломощных усилий, требующих большой точности передачи вращения.
Изготавливается зуб по отраслевым стандартам с углом: 30°, 36° и 45°. Зубья мелкие, количество большое, в пределах 20 – 70 шт. центрирование производится только по боковым поверхностям.
Стоят на приводе стеклоочистителя в автомобилях, торсионных валах триммеров.
Применение
Изготовление эвольвентных шлицев требует высокой точности. Нарезание зуба по втулке выполняется в основном протяжкой. Остальные способы дают меньшую точность и большую шероховатость поверхности. Часто производится ручная доводка по шаблону зачистка выступов.
Сложность обработки оправдывается применением шлицевых соединений с эвольвентным профилем в узлах с динамическими и переменными нагрузками. Например, в полых валах клетей прокатных станов, редукторах крупногабаритных строгальных и фрезерных станков, грузоподъемных механизмов, поднимающих вагонетки на доменные печи.
Кроме принятых стандартов на эвольвентные соединения по ГОСТ, имеются и другие исполнения деталей. Например в немецких станках встречается din параметры по стандартам, разработанным германским институтом стандартизации. На машинах, изготавливаемых на экспорт, встречается маркировка эвольвентных соединений с ссылкой на ISO – международный стандарт.
В обсуждениях автомобилистов часто можно услышать asa 24 48. Такую маркировку имеют эвольвентные шлицевые соединения на карданных валах. Встречаются они у переднеприводных фиатов, изготовленных по старым стандартам.
В настоящее время на передние карданы делается эвольвентный шлиц по ГОСТ 6033-80 или отраслевому стандарту ОСТ 1 00086-73. Старый стандарт актуален и сегодня. По нему работают многие машиностроительные и автомобилестроительные предприятия.
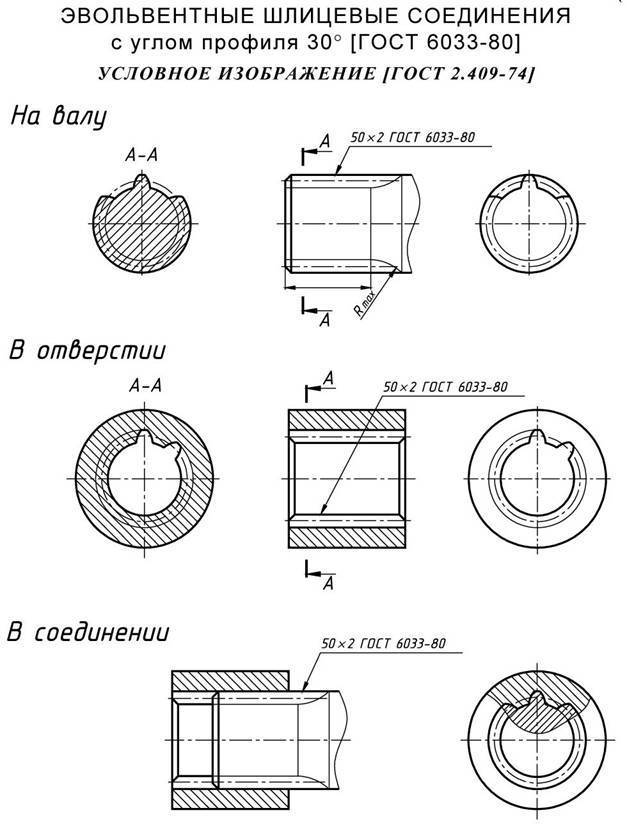
СОЕДИНЕНИЯ ШЛИЦЕВЫЕ ЭВОЛЬВЕНТНЫЕ С УГЛОМ ПРОФИЛЯ 30°
РАЗМЕРЫ, ДОПУСКИ И ИЗМЕРЯЕМЫЕ ВЕЛИЧИНЫ
ГОСТ 6033-80 (СТ СЭВ 6505-88)
1.2. Допускается применять сочетания профилей зубьев вала и втулки с различной формой дна впадины.
1.3. Выбор величин параметров шлицевых соединений Н и hi в зависимости от вида применяемого инструмента приведен в справочном приложении 1.
1.4. На поверхности вершин зубьев вала, полученных методом накатки, допускаются углубления.
2. НОМИНАЛЬНЫЕ ДИАМЕТРЫ, МОДУЛИ И ЧИСЛА ЗУБЬЕВ
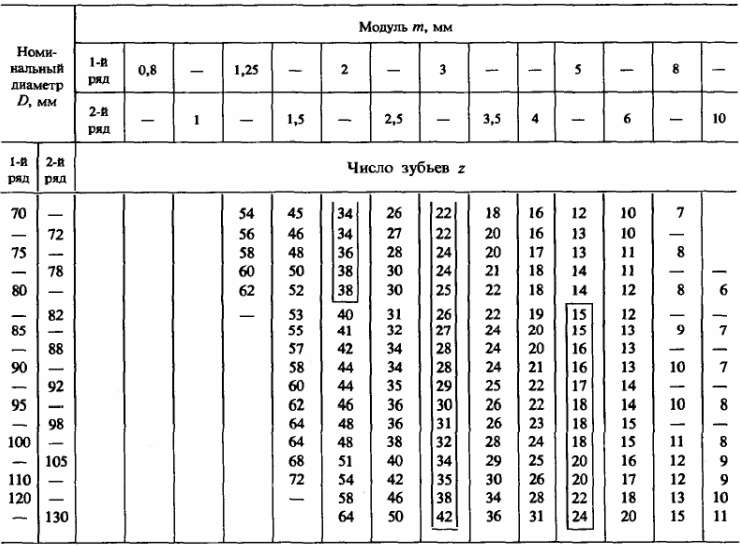
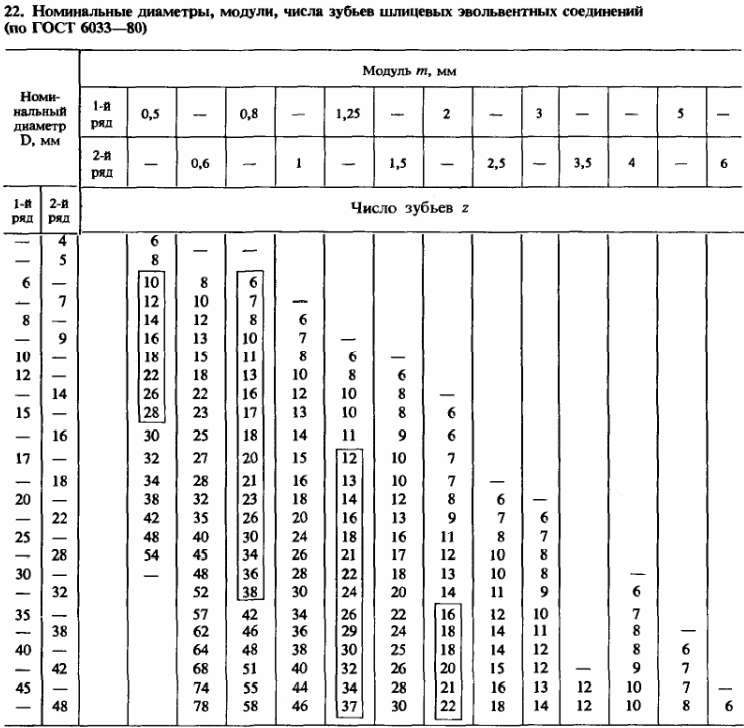
2.1. Номинальные диаметры, модули и числа зубьев шлицевых соединений должны соответствовать указанным в табл. 2.
Размеры, мм Продолжение табл. 2
Размеры, мм Продолжение табл. 2
Продолжение табл. 2
Номинальный диаметр D
1 При выборе номинальных диаметров и модулей ряд 1 следует предпочитать ряду 2
2. Числа зубьев, подчеркнутые линией, являются предпочтительными.
3 Модуль 3, 5 по возможности не применять.
3. ПРЕДЕЛЬНЫЕ ОТКЛОНЕНИЯ ОТ ПАРАЛЛЕЛЬНОСТИ СТОРОН ЗУБЬЕВ ВАЛА И ВТУЛКИ
3.1. Предельные отклонения от параллельности сторон зубьев вала и втулки относительно оси центрирующей поверхности уста-навливаются в стандартах на комплексные калибры.
4 НОМИНАЛЬНЫЕ РАЗМЕРЫ И ИЗМЕРЯЕМЫЕ ВЕЛИЧИНЫ
4.1. Номинальные размеры шлицевых соединений должны соответствовать указанным в табл. 3, 5, 7, 9, 11, 13, 15, 17, 19, 21, 23, 25, 27, 29, 31.
4.2. Номинальные размеры по роликам и длины общей норма-ли (черт. 4) для отдельных измерений шлицевых валов и втулок должны соответствовать указанным в табл. 4, 6, 8, 10, 12, 14, 16, 18, 20, 22, 24, 26, 28, 30, 32.
Размер между роликами
Размер по роликам
Номинальные размеры шлицевых соединений с модулем 0,5 мм
Номинальные размеры по роликам и длины общей нормали для шлицевых валов и втулок с модулем 0,5 мм
Чиоло зубьев (впадин) на длине общей нормали
Номинальные размеры шлицевых соединений с модулем 0,6 мм
Номинальные размеры по роликам и длины общей нормали для шлицевых валов м втулок с модулем 0,6 ммм
Число зубьев (впадин) на длине общей нормали zw
Длина общей нормали
Номинальные размеры шлицевых соединений с модулем 0,8 мм
Поправка к ГОСТ 6033— 80 Основные нормы взаи м одам е наем ости. Соединенна ныицсвыс звольвентные с углом профиля 30″. Размеры, допуски и измеряемые величины (Переиздание. Январь 1993 г.)
Напечатано Должно быть
С. Н2. Информационные данные. Пункт 6
Взамен ГОСТ 6033-51 —
УДК 621.831:006.354 Группа Г14
ГОСУДАРСТВЕННЫЙ СТАН ДАРТ СО ЮЗА ССР
Основные нормы взаимозаменяемости
СОЕДИНЕНИЯ ШЛИЦЕВЫЕ ЭВОЛЬВЕНТНДОЕ С УГЛОМ ПРОФИЛЯ 30°
Размеры, допуски и измеряемые величины
Basic norms of interchangeability.
Involute splined joints with 30° profile angle Dimensions, tolerances and measurable sizes
Дата введения 01.01.82
Настоящий стандарт распространяется на шлицевые соединения с эвольвентным профилем зубьев, расположенных параллель^ но оси соединения, с углом профиля 30° ff устанавливает исходный контур, форму зубьев, номинальные ддрметры, модули и числа зубьев, номинальные размеры и измеряете величины при центрировании по боковым поверхностям зубьеП» а также допуски и посадки.
Стандарт не распространяется на специальные шлицевые соединения, которые отличаются от регламентируемых настоящим стандартом номинальными размерами и видом центрирования.
(Измененная редакция, Изм. № 1, 2).
1. ИСХОДНЫЙ КОНТУР И ФОРМА ЗУБЬЕВ
].]. Исходный контур и форма зубьев шлицерых соединений и основные зависимости для определения и* размеров должны соответствовать указанным на черт. 1—3 и в табл. 1.
Издание официальное Перепечатка воспрещена
Центрирование по наружному диаметру 2оС**бр* _ Ь*Ц!тп
ПРИЛОЖЕНИЕ. ДОПУСКИ И ПОСАДКИ ДЛЯ ЭВОЛЬВЕНТНЫХ ЗУБЧАТЫХ СОЕДИНЕНИЙ
ПРИЛОЖЕНИЕ
1. Устанавливаются три предела отклонений ширины впадин отверстия и толщины зубьев вала:
а) предельное суммарное отклонение (нижнее для ширины впадин отверстия и верхнее для толщины зубьев вала), определяющее соответственно толщину зубьев или ширину впадин комплексных калибров (пробки и кольца);
б) предельные отклонения (верхнее и нижнее) одного размера ширины впадин (для отверстия) или толщины зубьев (для вала).Примечания:
1. Отклонения ширины впадин отверстия и толщины зубьев вала отсчитываются от общего номинального размера:
2. Разность между предельным отклонением по комплексному калибру и верхним отклонением толщины зуба вала (или соответственно нижним отклонением ширины впадины отверстия) компенсирует ошибки профиля и расположения зубьев.Валы считаются годными, если комплексный калибр-кольцо проходит и толщина зуба не выходит за установленный нижний предел.Отверстия считаются годными, если комплексный калибр-пробка проходит и ширина впадины не выходит за установленный верхний предел.Верхнее отклонение толщины зуба и нижнее отклонение ширины впадины — ориентировочные.
2. Предельное отклонение ширины впадин отверстия по комплексному калибру устанавливается равным нулю, т.е. разные посадки по осуществляются по системе отверстия. Поля допусков ширины впадин отверстия и их обозначения устанавливаются следующие:
Таблица 1
Модуль | Обозначение полей допусков отверстий | ||
Предельное отклонение, мк | |||
1 и 1,5 | +45 | +70 | +100 |
+20 | +30 | +40 | |
2-3,5 | +55 | +85 | +125 |
+25 | +35 | +45 | |
5 и 7 | +65 | +100 | +150 |
+30 | +40 | +50 | |
10 | +80 | +120 | +180 |
+40 | +50 | +60 | |
3. Поля допусков толщины зубьев вала устанавливаются следующие:
Таблица 2
Модуль | Обозначение полей допусков валов | ||||||
Предельное отклонение, мк | |||||||
1 и 1,5 | +45 | +20 | +70 | +30 | -30 | ||
+25 | -20 | +40 | -30 | -60 | |||
-25 | -45 | -40 | -70 | -120 | |||
2-3,5 | +55 | +25 | +85 | +35 | -35 | ||
+30 | -25 | +50 | -35 | -70 | |||
-30 | -55 | -50 | -85 | -150 | |||
5 и 7 | +65 | +30 | +100 | +40 | -40 | ||
+35 | -30 | +60 | -40 | -80 | |||
-35 | -65 | -60 | -100 | -180 | |||
10 | +80 | +40 | +120 | +50 | -50 | ||
+40 | -40 | +70 | -50 | -110 | |||
-40 | -80 | -70 | -120 | -230 |
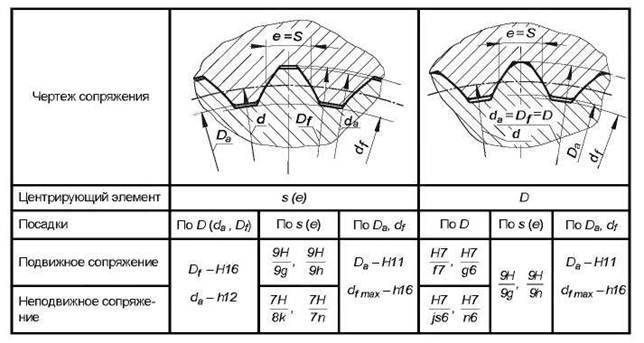
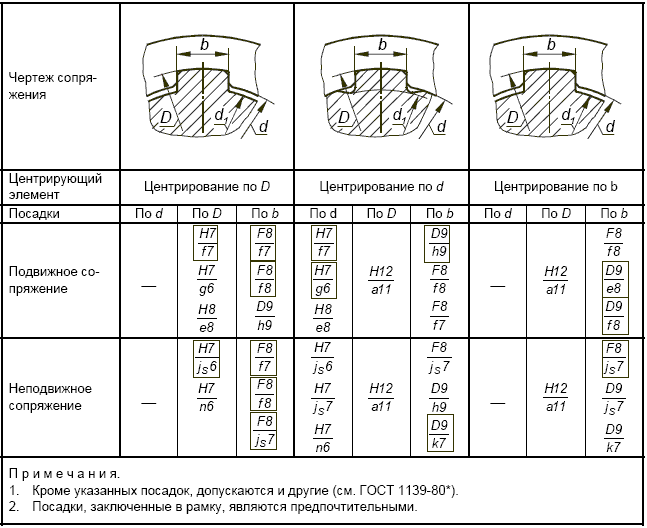
4. При центрировании по предельные отклонения наружного диаметра вала и отверстия должны назначаться по стандартам на посадки гладких цилиндрических поверхностей в системе отверстия. Рекомендуются следующие посадки:
; ; ; ; ; ; ; .
Посадки по при центрировании по рекомендуются:
и .
5. Предельные отклонения нецентрирующих диаметров и устанавливаются следующие (если по условиям обработки не требуется большая точность):
по (ОСТ 1013) или (ОСТ 1014); | |
по (ОСТ 1013), (ОСТ НКМ 1017) или (ОСТ 1014). |
6. Обозначения отверстий, валов и их соединений при допусках по табл.1 и 2 должны содержать: буквы «Эв», номинальный диаметр соединения, модуль, число зубьев и обозначения полей допусков размеров и при центрировании по или размера при центрировании по .Примеры:Обозначение соединения диаметром 50 мм, с модулем 2,5 числом зубьев 18, с центрированием по и посадкой по и по :
Эв. 502,518
То же, при центрировании по :
Эв. 502,518
Обозначение отверстия того же соединения при центрировании по :
Эв. 502,518 .
То же, вала:
Эв. 502,518 .
3.2. Геометрические характеристики
Профиль зубьев очерчивается окружностью выступов и впадин. Для вала (рис. 10, а)
диаметр окружности вершин зубьев обозначают da, а диаметр окружности впадин df. Для втулки (рис рис. 10, б) диаметр окружности впадин обозначаютDf, а диаметр окружности вершин зубьев-Da.
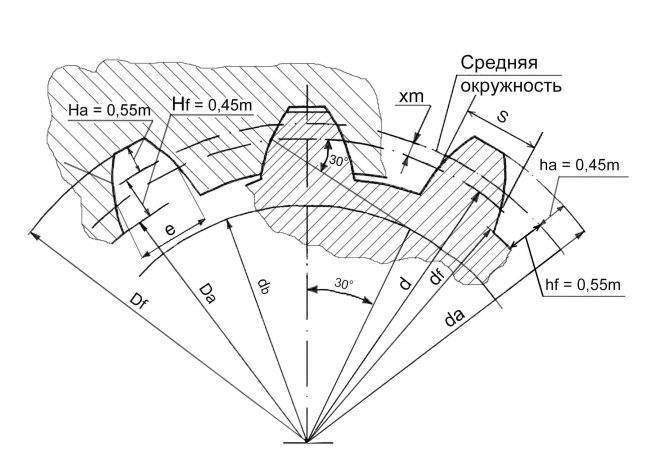
Рисунок 11. Параметры эвольвентного шлицевого соединения
Важной размерной характеристикой зубьев вала и втулки являются толщина s зуба вала и ширина впадины e втулки, определяемые по делительной окружности диаметром d. Диаметр делительной окружности выражается через число зубьев z и модульт(d =тz). За номинальный диаметр соединения принимают наружный диаметр D
Геометрические характеристики соединения определяются по зависимостям показаны на рис. 11,12,13 и определены в табл.1
За номинальный диаметр соединения принимают наружный диаметр D. Геометрические характеристики соединения определяются по зависимостям показаны на рис. 11,12,13 и определены в табл.1
Диаметр делительной окружности выражается через число зубьев z и модульт(d =тz). За номинальный диаметр соединения принимают наружный диаметр D. Геометрические характеристики соединения определяются по зависимостям показаны на рис. 11,12,13 и определены в табл.1.
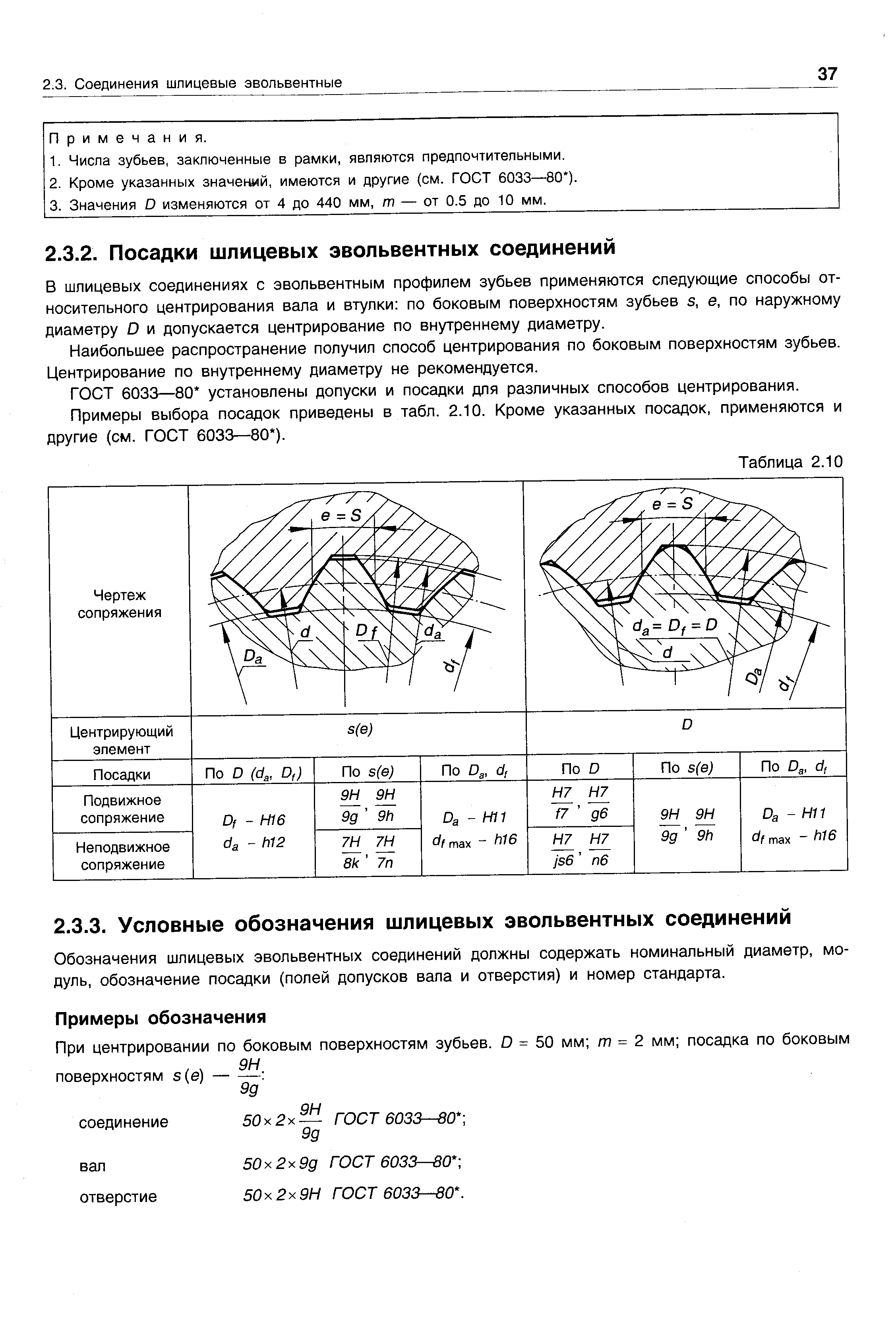
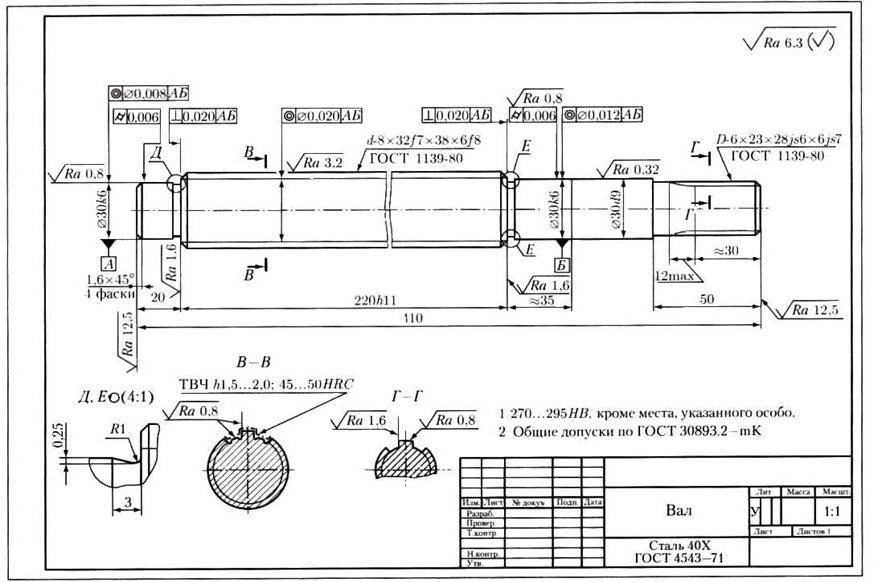
Обозначение шлицевых эвольвентных соединений
Варианты условных обозначений эвольвентных шлицевых соединений на чертежах показаны на рис 17.
Центрирование по боковым сторонам
Рисунок 17. Шлицевое эвольвентное соединение при центрировании по боковым сторонам зубьев.
Шлицевое эвольвентное соединение с D = 65мм; т = 3 мм, при центрировании по боковым сторонам зубьев с посадкой 9H/9g.
Центрирование по наружному диаметру:
Центрирование по внутреннему диаметру:
здесь: D=65, m=3, центрирование по внутреннему диаметру с посадкой H7/g6, посадки остальных поверхностей предусмотрены в табл.5.
Предельные значения радиального биения должны соответствовать значениям табл…., а ориентировочно это половина суммарного допуска
Пример выбора параметров эвольвентного шлицевого соединения.
Для подвижного шлицевого соединения D = 50 мм, с модулем т = 2 мм, без повышенных требований к соосности, выбрать геометрические параметры, определить предельные размеры вала и втулки, представить схему расположения полей допусков с оценкой предельных зазоров.
Принимаем центрирование шлицевого соединения по боковым поверхностям зубьев. По номинальному (исходному) диаметру соединения D = 50 мм и модулю т = 2 мм, по табл. 2 определяем число зубьев z = 24.
- Геометрические параметры получаем в соответствии с табл. 1,
- где:
- для вала толщина зуба по делительной окружности
- s =(π/2) m+2 Xm tgα,
- здесь смещение исходного контура будет:
- Теперь:
- s =(3,1415/2) · 2+2· (-0,1) · 0,5773
- s =3,1415+(-0,11547)=3,026мм
- для шлицевой втулки ширина впадины по делительной окружности
- s=e=3,026мм
- диаметр окружности вершин зубьев:
- da =d-0,2m
- da =50-0,2·2=49,6 мм.
- диаметр окружности вершин зубьев втулки
- Da = D – 2m
- Da = 50 – 2·2 = 46мм.
- Диаметр делительной окружности вычисляем
- d = mz = 2·24 =48мм.
Принимаем плоскую форму дна впадины и согласно примечанию к табл. 4. определяем, диаметр окружности впадин вала
- df тах = D- 2,2т = 50 — 2,2·2 = 45,6 мм
- Диаметр окружности впадины втулки будет
- Df = D = 50 мм.
Учитывая заказанную подвижность соединения выбираем посадки с зазорами. на каждый размер шлицевых деталей по табл.4.
Для центрирования по боковым сторонам предусмотрены предпочтительные посадки 9H/9h и 9H/9g,больший зазор у 9H/9g, её принимаем и получаем формулу соединения.
По таблице приложения 22 выписываем параметры, для шлицевой втулки c полем 9H при D = 50 мм, и модуля т = 2 мм, ES=+71, ESe=+26, EI=0, для шлицевого вала c с полем 9g: es=-11, ese=-37, ei=-82.
Для большего диаметра примем посадку H16/d9 по таблице 4. Параметры шлицевой втулки по Df=50 ,будут определены по таблицам приложения: EI=0, ES=+1600, шлицевого вала по da= 49,6,es=-80,ei=-142.
Для меньшего диаметра по табл. 4 принимаем посадку H11/h16 определяя характеристики по таблицам допусков и посадок, приложения. Параметры шлицевой втулки при Da=46, будут EI=0, ES=+160, шлицевого вала при df= 45,6, es=0, ei=-1600мкм,
По полученным значениям отклонений не трудно получить предельные размеры поверхностей соединения. Результаты удобно представить в виде таблицы табл.6. Подсчитываем предельные размеры и допуски, занося в таблицу.
| Параметр мм | Поле допуска | Предельные отклонения мкм | Предельные размеры мм | Допуск мм | |||
| ES (es) | ESe (ese) | EI (ei) | max | min | |||
| Шлицевый вал | |||||||
| s=3,026 | 9g | -11 | -37 | -82 | 2,989 | 2,944 | 0.045 |
| da=49,6 | d9 | -80 | — | -142 | 49,520 | 49,458 | 0,062 |
| df=45,6 | h16 | — | -1600 | 45,6 | 44,0 | 1,6 | |
| Шлицевая втулка | |||||||
| e=3,026 | 9H | +71 | +26 | 3,097 | 3,052 | 0,045 | |
| Df=50 | H16 | +1600 | — | 51,6 | 50,0 | 1,6 | |
| Da=46 | H11 | +160 | — | 46,16 | 46,0 | 0,16 |
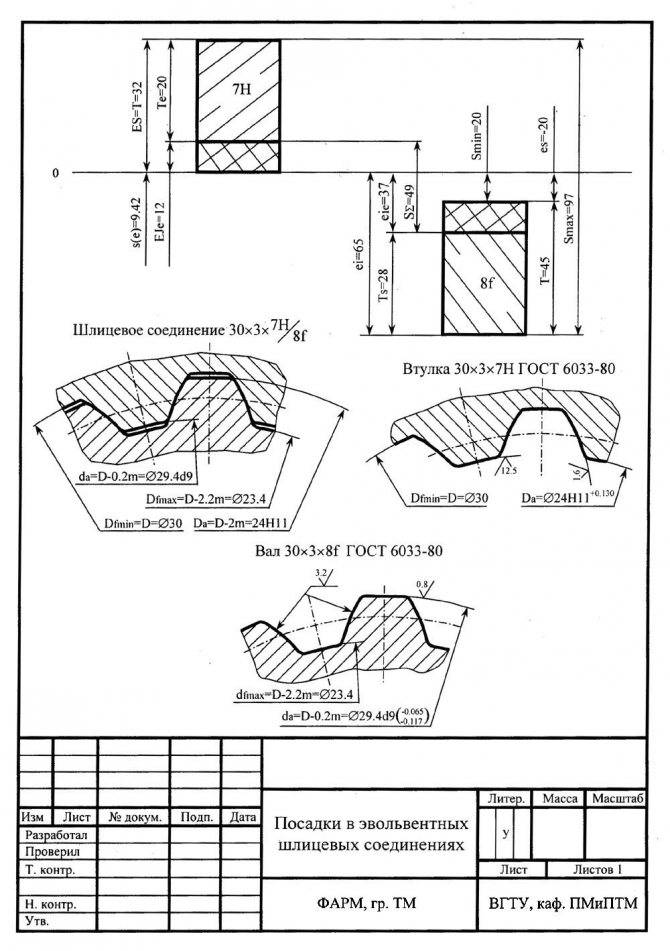
Схемы расположения полей допусков изображены на рис.9.
- Рисунок 18. Графическое представление посадок шлицевого соединения 65x3x 9H/9g Гост 6033-60
- Определяем наибольший Smax и наименьший Smin зазоры для посадки 9H/9g по боковым поверхностям зубьев:
- Smax =eimax — Smin = 3,097 — 2,944 = 0,153мм;
- Smin =eimin — Smax = 3,052 — 2,989 =0,063 мм.
Шлицевые соединения
Характеристика шлицевых соединений
Шлицевое соединение образуют выступы (зубья) на валу (рис. 1, 2, 3) , входящие в соответствующие впадины (шлицы) в ступице. Рабочими поверхностями являются боковые стороны выступов. Выступы на валу выполняют фрезерованием, строганием или накатыванием в холодном состоянии профильными роликами по методу продольной накатки. Впадины в отверстии ступицы изготовляют протягиванием или долблением.
Условно можно представить шлицевое соединение, как многошпоночное соединение, у которого шпонки выполнены как одно целое с валом.
Основное назначение шлицевых соединений – передача вращающего момента между валом и ступицей. При этом ступица может быть закреплена на колесе, фланце, шкиве, ролике или другом валу (карданный вал) . Шлицевые соединения стандартизованы и широко распространены в машиностроении.
Достоинства шлицевых соединений по сравнению со шпоночными:
- Способность точно центрировать соединяемые детали или точно выдерживать направление при их относительном осевом перемещении.
- Меньшее число деталей соединения (шлицевое соединение образуют две детали, шпоночное – три) .
- Большая несущая способность вследствие большей суммарной площади контакта.
- Взаимозаменяемость (нет необходимости в ручной пригонке) .
- Большая усталостная прочность вследствие меньшей концентрации напряжений изгиба, особенно для эвольвентных шлицев.
- Меньшая длина ступицы и меньшие радиальные зазоры.
- Большая надежность при динамических нагрузках.
Недостатки шлицевых соединений – более сложная технология изготовления (зубофрезерование, протягивание, шлифование) , а следовательно, более высокая стоимость.
Классификация шлицевых соединений
Шлицевые соединения различают:
- по характеру соединения – неподвижные для закрепления детали на валу; подвижные, допускающие перемещение вдоль вала (например, блока шестерен коробки передач; шпинделя сверлильного станка, карданного вала автомобиля) ;
- по форме выступов – прямобочные, эвольвентные, треугольные.
Шлицевые соединения с прямобочным профилем
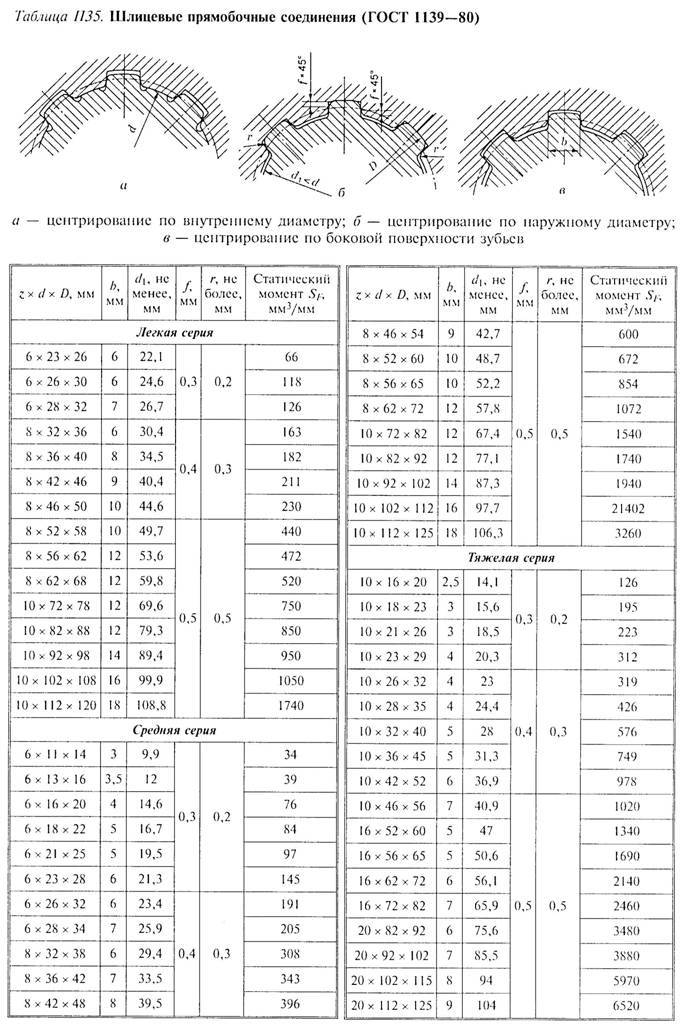
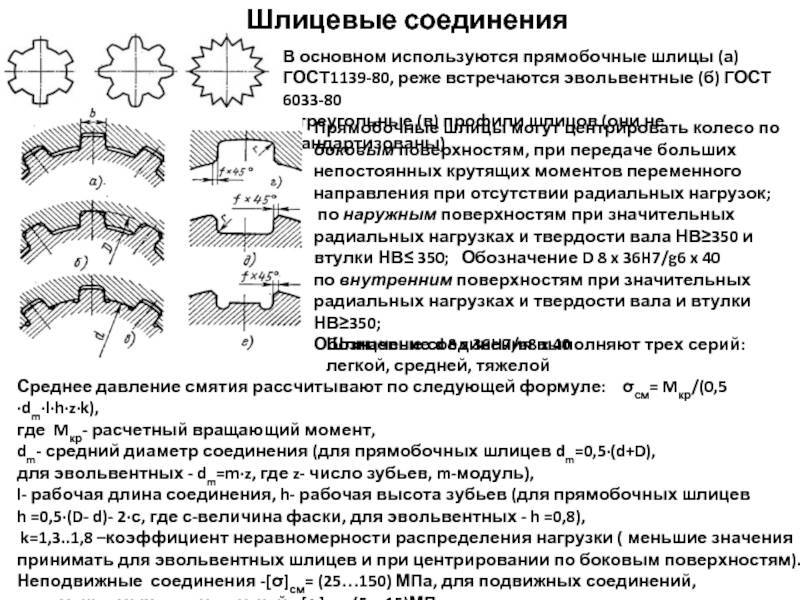
Соединения с прямобочным профилем (рис. 1,а) применяют в неподвижных и подвижных соединениях. Они имеют постоянную толщину выступов.
Стандарт предусматривает три серии соединений с прямобочным профилем: легкую, среднюю и тяжелую, которые различаются высотой и числом z выступов. Тяжелая серия имеет более высокие выступы с большим их числом; рекомендуется для передачи больших вращающих моментов.
Центрирование (обеспечение совпадения геометрических осей) соединяемых деталей выполняют по наружному D , внутреннему d диаметрам или боковым поверхностям b выступов. Выбор способа центрирования зависит от требований к точности центрирования, от твердости ступицы и вала. Первые два способа обеспечивают наиболее точное центрирование. Зазор в контакте поверхностей: центрирующих – практически отсутствует, не центрирующих – значительный.