Используемые маркировки
Существует три ГОСТ, в которых установлены правила маркировки отрезных резцов. Типоразмеры и кодировка инструмента из быстрорежущей стали регламентируются ГОСТ 18874-73, с твердосплавными пластинами — ГОСТ 18884-73, изогнутого («петушкового») с пластинами из твердого сплава — ГОСТ 18894-73. Определить вид и геометрию по маркировке без использования таблиц ГОСТ невозможно. Во всех трех стандартах каждому типу соответствуют свой код и группа параметров, расписанная в таблицах. Единственный информативный элемент маркировки — это обозначение твердого сплава режущей пластины. К примеру, правый резец из быстрореза сечением 16×16 мм, длиной 80 мм, с головкой 15 м и шириной лезвия 12 мм обозначается как 2120-0519 ГОСТ 18874- 73. Остальные два ГОСТ придерживаются такой же системы маркировки. Подобный по геометрии отрезной резец с твердосплавной пластиной обозначается 2130-0255 Т5К10 ГОСТ 18884- 73, где Т5К10 — это твердый сплав с карбидом титана и кобальтом (цифры — процентное содержание). Некоторые производители в соответствии с международными нормами маркируют вид материала пластины цветом (наносится на торец державки). К примеру, Т5К10 обозначается желтым.
Помимо ГОСТ существует универсальная международная система обозначения режущего инструмента ISO. Это объемный документ с множеством таблиц, содержащих характеристики сменных пластин, поэтому здесь уместно привести только пример маркировки отрезного резца со сменными пластинами, который относится к группе «Наружная отрезка и обработка канавок»: QFGD2525R2252H. Расшифровка позиций кода:
- Q – отрезная державка.
- F – обработка на торце.
- G – размер пластины.
- D – для двусторонних пластин.
- 25 – высота державки.
- 25 – ширина державки.
- R – правое, нейтральное, левое.
- 22 – максимальная глубина обработки.
- 52 – минимальный диаметр врезания.
- H – положение пластины при обработке торцевых канавок.
Выбор твердосплавных пластин
Твердосплавные пластины для токарных резцов производятся в большом разнообразии, поэтому, порой сложно сделать правильный выбор. В первую очередь следует сопоставить размеры резца, чтобы они совпадали с подбираемой деталью. В ином случае, могут возникнуть серьезные проблемы с закреплением. Далее следует определиться с тем, с какими материалами будет идти работа, так как от этого будет зависеть состав. Сменные твердосплавные пластины для токарных резцов изготавливаются в различных соотношениях металлов в своем составе.
В качестве основных, можно выделить два направления, это изделия у которых имеется повышенная сопротивляемость к ударам и вибрациям во время работы и те, у которых лучше переносят воздействие высоких температур, которые возникают во время длительной работы и трения металла. В первом случае актуальным будет выбор, когда идет много работы с различными заготовками с высокой скоростью обработки. Тогда неминуемо случаются удары, которые со временем портят изделие. Если работа идет со снятием большого количества металла, то жаростойкие пластины станут лучшим материалом для выбора.
Помимо этого, большое влияние имеет еще тип изделия. Для каждой операции требуются свои особенности, которые отображаются в геометрии и других параметрах. Специально для них разрабатываются типы для определенных резцов.
«Совет профессионалов! Для активной работы следует всегда иметь запас самых востребованных пластин, так как поломка может случиться любой момент.»
С учетом всего разнообразия желательно иметь набор из нескольких изделий и уже в процессе работы с опытом можно будет определиться с самым подходящим вариантом.
Маркировка
Маркировка отображает состав, который входит в изделия. Сменные твердосплавные пластины для резцов встречаются с маркировкой Т5К10 и Т15К6. На примере Т15К6 можно понять, что они относятся к изделиям титановольфрамовой группы. Содержание карбида титана в нем 15%, кобальта – 6%.
Производители
- BDS Machinen (Германия);
- Инструмент-Сервис (Украина);
- Ceratizit (Люксембург);
- Proxxon (Германия);
- Новомосковский трубный завод (Украина).
Преимущества применения твердосплавных пластин для резцов
Пластины для расточных или отрезных резцов могут быть выполнены из различных марок твердых сплавов, что очень удобно, так как это позволяет иметь целый набор режущих элементов для обработки заготовок из разных материалов.
Использование сменных пластин для режущего инструмента – это еще и экономически выгодное решение, так как в случае поломки или износа нет необходимости заменять весь резец новым инструментом: надо поменять только его режущую часть. Целесообразно использовать инструмент со сменными твердосплавными пластинами и в том случае, если стоит задача автоматизации технологических процессов, что особенно актуально в условиях мелко- и среднесерийного производства, где номенклатура выпускаемых изделий может меняться достаточно часто.

Резцы со сменными пластинами
Среди преимуществ, которыми обладают твердосплавные пластины, устанавливаемые на токарные резцы, следует выделить следующие.
- По сравнению с резцами цельного типа, пластины отличаются невысокой стоимостью.
- Замена твердосплавного режущего элемента не занимает много времени.
- О высокой надежности пластин из твердых сплавов можно говорить даже в условиях интенсивной эксплуатации.
- При необходимости такие сменные режущие элементы можно переналаживать.
- Все современные модели сменных режущих элементов для токарных резцов унифицированы, что дает возможность легко подобрать оптимальный вариант для определенного типа обработки и марки металла заготовки.
Благодаря применению сменных твердосплавных пластин с механическим креплением значительно увеличивается срок службы державки токарного резца, отпадает необходимость в осуществлении таких вспомогательных операций, как заточка режущей части и ее пайка
Что важно, при использовании такого режущего инструмента снижение температуры и силы резания может составить 40%. Благодаря характеристикам твердых сплавов, которые используются для изготовления пластин, с помощью последних можно выполнять обработку металла, изменяя режимы резания
Некоторые виды форм твердосплавных пластин для резцов
Современной промышленностью выпускаются различные типы сменных пластин, изготовленных из твердосплавных материалов. Требования к параметрам каждого из этих типов оговорены в соответствующих государственных стандартах.
- ГОСТ 19086-80 определяет характеристики пластин режущего, опорного типов и стружколомов.
- ГОСТ 19042-80 оговаривает требования к классификации, форме и системе обозначений сменных пластин из твердосплавных материалов.
- ГОСТ 25395-90 распространяется на твердосплавные пластины типов 01, 02, 61, 62, которые фиксируются на державке токарного резца при помощи напайки. Требования этого нормативного документа распространяются на элементы, которые соединяются при помощи напайки с резцами расточного, проходного и револьверного типов.
Механическое крепление пластин / Insert clamping system
Способы крепления пластин к резцам токарным Описание различных конструкций сборного режущего инструмента с пластинами без задних и с задними углами
Способы крепления пластин к резцам токарным Описание различных конструкций сборного режущего инструмента с пластинами без задних и с задними углами _ для металлооработки на станках Крепление пластин прижимом повышенной жёсткости Walter Turn (D) Первый выбор при обработке хрупких материалов _ например, чугуна — Подходит для тяжёлой черновой обработки, например, для обработки серого чугуна — Первый выбор при прерывистом резании благодаря надёжному креплению пластины — Один ключ для режущей и опорной пластины — Изготавливаются усиленные прихваты с твердосплавным башмаком для увеличения срока службы прихвата Державки Walter Turn с прижимом повышенной жёсткости с направленной подачей СОЖ (D. . . -P) — Подвод СОЖ непосредственно в зону резания через прижим и по задней поверхности пластины — Повышение стойкости на 30-150 % благодаря оптимальному охлаждению — Первый выбор при обработке нержавеющих материалов (ISO M) и жаропрочных сплавов (ISO S) — Гибкое подключение СОЖ: Державка с переходником для подвода СОЖ/адапте-ром (A2120-P/A2121-P) или с набором шлангов для СОЖ с резьбой G1/8” (K601) — Возможность использования при давлении СОЖ в диапазоне 10-150 бар — Оптимальное стружколомание, особенно при давлении свыше 40 бар Крепление пластин рычагом Walter Turn (P) — Универсальная система с простой заменой пластин — Первый выбор для односторонних пластин без задних углов, например, SNMM, для тяжёлой черновой обработки — Беспрепятственная эвакуация стружки из отверстия, альтернатива креплению прижимом повышенной жёсткости Крепление пластин клин-прихватом Walter Turn (M) — Для треугольных пластин без задних углов — Профильная обработка с применением пластин TNMG, максимальный угол врезания 22° — Часто применяется при продольном точении с поднутрением Крепление керамических пластин прижимом повышенной жёсткости Walter Turn (C) — Специальная система для керамических пластин без отверстия — Крепление прижимом повышенной жёсткости с твердосплавным башмаком для увеличения износостойкости — Первый выбор при обработке жаропрочных сплавов и чугуна с керамическими пластинами Токарные державки для пластин с задними углами Крепление пластин винтом Walter Turn (S) — Для пластин с задними углами 5° и 7° — Первый выбор для работы с малыми усилиями резания или для обработки тонких заготовок — Минимум сборочных деталей — Закрепление винтом Torx Plus для передачи повышенных моментов затяжки — Один ключ для режущей и опорной пластины Крепление пластин рычагом Walter Turn (P) — Для пластин с задними углами формы V/R 5° и 7° — Высокая точность обработки детали благодаря большому предварительному натяжению с помощью рычага у пластин V — Без риска ослабления винта в процессе обработки из-за перекручивания круглых пластин A 78 Токарные инструменты Walter Turn для наружной обработки Walter Токарная обработка ISO Описание инструментов Walter Turn/Walter Capto для наружной обработки Токарные державки для пластин без задних углов сш гтп










Особенности конструкции
Токарные резцы состоят из двух конструктивных частей: режущей головки и державки, посредством которой инструмент крепится в посадочном гнезде (резцедержателе) станка. Держатель является основной частью резца, она может выполняться к квадратной либо прямоугольной форме.
Положениями действующих ГОСТ установлены основные размеры резцов:
- прямоугольной формы: 63*50, 50*40, 50*32, 40*32, 50*25, 25*20, 25*16, 20*12, 16*10 см;
- квадратной формы: 40*40, 32*32, 25*25, 20*20, 16*16, 12*12, 10*10, 8*8, 6*6, 4*4 см.
Головка выступает в качество основной рабочей части резца. Она состоит из заточенных под заданным углом кромок, именно от угла заточки зависит то, как именно резец будет срезать металл с обрабатываемой заготовки.
Конструкция токарного резца
Выделяют следующие углы заточки:
- Основной задний (α) — образуется между задней плоскостью и плоскостью резания. От его значения зависит сила трения, образующаяся между деталью и инструментом. Конфигурация основного заднего угла оказывает ключевое влияния на качество обработки и скорость износа самого инструмента (чем угол больше, тем выше износ). Выбирается исходя из плотности обрабатываемой стали.
- Угол заострения (β) — формируется между задней и передней плоскостями, определяет остроту и механическую прочность инструмента.
- Основной передний (γ) — влияет на степень деформации срезаемого материала, также от него зависит необходимое для резания усилие и эффективность теплоотвода. Чем выше твердость обрабатываемой стали, тем меньшим должен быть передний угол.
- Угол резания (δ) — формируется между передними и задними плоскостями режущей головки.
- Основной угол в плане (φ ) — от данного угла зависит количество срезаемого материала при стандартной скорости подачи. В обратной пропорции по отношению к значению угла находится прочность инструмента и уровень вырабатываемых им вибраций, в прямой пропорции — качество обработки. Значение угла варьируется в пределах 10-900.
- Вторичный угол в плане (φ1 ) — чем он меньше, тем ниже шероховатость обрабатываемого металла.
- Угол вершины (ε) — формируется между режущей кромкой и задней вспомогательной плоскостью, значение в прямом соотношении с прочностью инструмента.
- Задний вспомогательный (а1) — при маленьких значениях угла достигается минимальная сила трения между обрабатываемой деталью и задней плоскостью резца;
- Наклон режущей кромки (λ) — от данного угла зависит геометрия контактирующей с деталью части резца. Именно этот угол определяет назначение инструмента: в резцах для чистовой обработки он отрицательный, для черновой — 13-150, для работы с закаленной сталью — 30-350, универсальные — 00.
Все элементы токарного резца по дереву или металлу (головка и державка) выполняются из одной марки стали, чаще всего это твердосплавные сплавы Т5К10 либо 16К20, классифицирующиеся как металлокерамические материалы повышенной износоустойчивости . к меню
Рекомендации по выбору отрезных резцов по металлу
Отрезной токарный резец является узкоспециализированным инструментом и применяется для выполнения только двух видов операций: отрезания и проточки узких пазов. Поэтому для домашних и небольших ремонтных мастерских одним из основных критериев при его выборе, скорее всего, будет цена. В случае разового использования этого инструмента вполне подойдет российский отрезной резец с напайкой, цена которого в полтора-два раза меньше, чем у одной твердосплавной пластины с механическим креплением. В серийном производстве, особенно на станках с ЧПУ и токарных автоматах, или операция отрезки является завершающей, или после нее следует передача детали в контршпиндель для дальнейшей обработки. В этих условиях к геометрии и качеству работы отрезного инструмента предъявляют особые требования, поэтому в таких производствах альтернативы высокотехнологичным резцам со сменными пластинами попросту нет.
Параметры классификации изделий
Сменные твердосплавные пластины, устанавливаемые на токарный резец, классифицируются по некоторым параметрам:
- типу инструмента — токарные резцы бывают канавочными, фасонными, отрезными, подрезными, расточными и прочими. Под каждый из перечисленных типов потребуется разная форма профиля, которую формируют на стадии производства пластины для резца;
- материалу производства — свойства твердосплавных материалов меняются в зависимости от того, в каком количестве в них присутствуют титан, вольфрам и другие материалы. Сменные пластины могут быть сделаны и на основе керамики, их в таком случае применяют в основном с целью обработки жаропрочных сплавов, а еще они актуальны в случаях, когда требуется сделать непрерывную чистовую или получистовую обработку металлических заготовок;
- размеру — в зависимости от размера обрабатываемой заготовки с помощью токарного станка нужно выбирать и твердосплавную пластину с требуемыми геометрическими параметрами. Для токарного резца независимо от его типа подбираются изделия соответствующих параметров;
- величине заднего угла — этот параметр определяется по марке изделия, от него зависит, насколько чисто будет обработана металлическая заготовка. И чем больше будет задний угол, тем чище будет выполнена обработка поверхности. Пластины с большими задними углами в основном применяются с целью токарной обработки мягких металлов;
- классу точности — в настоящее время производители выпускают пластины 5 таких классов. С их помощью можно обрабатывать изделия с разными допусками в зависимости от геометрических параметров заготовки.
Применяемая маркировка
В РФ действуют три государственных стандарта (ГОСТ), которые разработаны еще в советские времена и действуют с 1973 года (имеют индекс «73» в окончании цифрового названия документа) и которые призваны установить регламент маркирования резцов отрезных. Кодировка насадок и их типоразмеры из стали быстрорежущей устанавливаются стандартом №18874; насадки, имеющие твердосплавные пластины – стандарт №18884; имеющие изогнутые пластины («петушковые») твердосплавные – стандарт №18894. Надлежащим образом установить геометрию и тип по маркировке, не применяя технических таблиц указанных стандартов, попросту невозможно. Во всех трех перечисленных регламентирующих документах для каждого типа установлен собственный код и количество параметров, указанных в таблицах. Единственный поддающийся расшифровке информативный элемент маркировки – это классификация сплава режущей части. Например, правый резец, изготовленный из быстрорежущей стали, имеет следующие характеристики:
- Сечение – 16х16 миллиметров;
- Длина – 80 миллиметров;
- Головка – 15 миллиметров;
- Ширина лезвия – 12 миллиметров.
Вышеуказанные параметры по стандарту №18874 будут иметь общую маркировку «2120-0519». Резец со сходными геометрическими данными, но имеющий твердосплавную пластину, будет промаркирован на основе стандарта №18884 как «2130-055 Т5К10». Последний буквенно-цифровой набор означает наличие в твердосплавном составе карбида титана с кобальтом, где 10 – это процентное содержание последнего. Для большей информативности некоторые производители специально выделяют цветом применяемый тип материала. К примеру, вышеуказанный «Т5К10» имеет желтый цвет.
В мире также существует универсальная интернациональная система для обозначения режущего инструментария в градации ISO (Международная организация по стандартизации). Соответствующий документ данной организации очень объемен, содержит множество характеристик, поэтому полная маркировка представляется достаточной длинной. Как пример, можно привести расшифровку «QFGD2525R2252H» в категории «Обработка канавок и наружные отрезы», где:
- Q – державка отрезная;
- F – торцевая обработка;
- G – габариты пластины;
- D – для пластин двусторонних;
- 25 – высота державки;
- 25 – ширина державки;
- R – левое, правое, нейтральное;
- 22 – максимальная рабочее заглубление;
- 52 – минимальный врезной диаметр;
- H – положение пластины для работы по торцевым канавкам.
Классификация державки
Токарные державки разделяются на несколько видов, в зависимости от типа фиксации.
Система крепления ISO C
Классическая система присоединения «Прижим сверху» для пластин без отверстий. Используется для наружной, внутренней черновой обработки, подрезки торца, точения вдоль заготовки. При использовании учитывается строение стружколома. Обеспечивает жесткое закрепление детали, хорошую повторяемость цикла.
Система ISO D для станка по металлу
Двойной прижим крепления кронштейном гарантирует прочную фиксацию пластинки, надежность позиционирования в резце. Применяется для пластин с отверстием для среза большого количества стружки.
Рекомендован для черновой, чистовой обработки, проведения операций по отделке отверстий большого диаметра. Обеспечивает беспрепятственный сход стружки, быструю замену пластины. Подходит для крепления керамических, твердосплавных деталей.
Резец системы крепления ISO M
Обозначает прижим сверху и поджим за отверстие. Позволяет закреплять односторонние пластины без задних углов. Обеспечивает надежный, жесткий прижим с одновременным давлением на пластину и внутреннюю часть гнезда.
Система ISO S
Крепление винтом применяется преимущественно для фиксации мелкогабаритных инструментов при растачивании небольших в диаметре отверстий. А также для наружной обработки деталей пониженной жесткости.
Наиболее компактная, надежная система крепления, обеспечивающая свободный сход стружки, не требует большого количества комплектующих (по сравнению со старым типом фиксации верхним прижимом).
Типы и назначение резцов
Существует несколько разновидностей резцов, предназначенных для определенных операций:
- Подрезные. Используются для обтачивания торцов и обработки поверхностей, расположенных под прямым углом к оси вращения. При необходимости этим инструментом можно выполнять работы по дереву на любительском уровне. Отогнутый подрезной резец внешне похож на проходной.
- Резьбовые применяются для нанесения наружной и внутренней квадратной, прямоугольной, круглой, треугольной и трапецеидальной резьбы.
- Проходные (упорный, отогнутый и прямой) используются для обточки, подрезки торцов цилиндрических и конических деталей на станках с продольной и поперечной подачей. Пример такого инструмента — резец отрезной 25х16х140 Т5К10.
- Расточные предназначены для вырезания и расточки сквозных и глухих отверстий, углублений и выемок.
- Отрезные применяются для формирования кольцевых канавок и отрезания заготовок от прутов небольшого диаметра на токарных станках с поперечной подачей.
Резец прорезной, фасонный и некоторые другие применяются сравнительно редко. Для обтачивания цилиндрических и конических поверхностей с продольной подачей широко применяется отогнутый резец отрезной 25х16х140 Т15К6.
Особое назначение имеют отрезные канавочные резцы для токарного станка. Их используют для формирования узких канавок. Параметры рабочей головки подбираются в соответствии размерами и формой будущего углубления. Иногда приходится сделать несколько заходов, например, если металл слишком твердый или нужен широкий паз. Соотношение сечения обрабатываемой детали и длины рабочей части инструмента должно составлять примерно 2:1,1.
Рекомендации по выбору резцов отрезных
Технология производства
При покупке рассматриваемого типа резцов следует большее внимание уделить именно требованиям государственных стандартов, применяемых изготовителем при производстве. Вопрос малой цены при этом не должен занимать главенствующих позиций
Таким образом, резцы, технологию изготовления которых невозможно подтвердить, вряд ли смогут долго прослужить, да и затачивать их будет проблематично. Самый простой признак несоответствия технологии производства инструмента – это его очень дешевая цена. Всегда следует помнить, что только товары произведенные по государственным стандартам, смогут обеспечить технологический рабочий цикл без перебоев.









Критерии выбора
Необходимо знать, что резцы являются узкоспециализированными насадками и должны применяться длишь для двух операций – проточки и отрезания. Таким образом, для малых ремонтных учреждений и бытового использования не стоит приобретать через чур дорогие и профессиональные образцы. В данной ситуации вполне возможно обойтись образцом российского изготовления с напаянной пластиной, стоимость которого будет в 1,5-2 раза ниже, чем у аналогичного с твердосплавной пластиной на механическом креплении. В то же время, данное правило не распространяется на серийное производство, особенно, если резак будет применяться на станках с ЧПУ. Здесь никакой альтернативы высокотехнологичной режущей модели со сменной пластиной попросту быть не может.
Подытоживая, следует отметить, что до приобретения потенциальному покупателю необходимо определиться со следующими моментами:
- Просчитать интенсивность будущих нагрузок;
- Учесть твердость обрабатываемого материала;
- Учесть виды будущих работ;
- Установить приоритет между параметрами нужного качества поверхности и точности размеров изделия;
- Принять нужную степень износостойкости оснастки.
Маркировка твердосплавных пластин
Маркировка твердосплавной пластины информирует о материале изготовления, форме, величине заднего угла, длине режущей кромки и классе точности оснастки. Буквы и цифры в обозначении всегда расшифровывают слева направо.
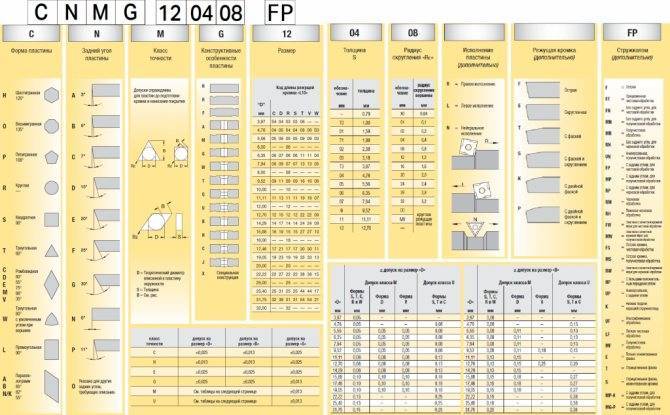
Расшифровка маркировки твердосплавной пластины
Каждый символ в маркировке обозначает конкретный показатель. Первая буква дает информацию о форме твердосплавной пластины, вторая — о заднем угле, третья — о допусках по высоте, толщине и размеру вписанной окружности, четвертая — о наличии стружколома или отверстия.
Следом за буквами перечисляют цифры. Первыми двумя обозначают длину пластины, двумя следующими — толщину, двумя последними — радиус углы. Последние две буквы характеризуют тип стружколома или его отсутствие (в этом случае вместо двух букв пишут None). Последнее обозначение (две буквы и четыре цифры) говорят о сплаве, из которого изготовлена токарная сменная твердосплавная пластина.
Перейдем к обозначениям.
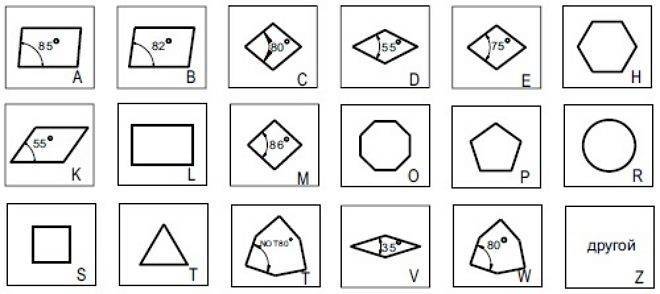
Форма пластины
Может быть абсолютно разной, от ромбовидной с углом при вершине 35 градусов до круглой. Пластины разной геометрии придают обрабатываемой детали разные свойства.
- H — шестигранная 120°.
- O — восьмигранная 135°.
- P — пятигранная 108°.
- R — круглая.
- S — квадратная 90°.
- T — треугольная 60°.
- C — ромбовидная 80°.
- D — ромбовидная 55°.
- E — ромбовидная 75°.
- M — ромбовидная 86°.
- V — ромбовидная 35°.
- W — треугольная 80° с увеличенным углом при вершине.
- L — прямоугольная 90°.
- A — параллелограмм 85°.
- B — параллелограмм 82°.
- N/K — параллелограмм 55°.
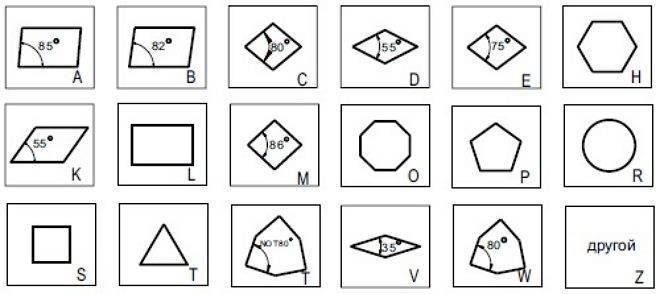
Некоторые формы твердосплавных пластин по металлу
Задний угол пластины
Пластины режущие твердосплавные используют для снижения усилия, прилагаемого при наружной и внутренней обработке.
- A — 3°.
- B — 5°.
- C — 7°.
- D — 15°.
- E — 20°.
- F — 25°.
- G — 30°.
- N — 0°.
- P — 11°.
- O — специальный угол.
Класс точности
Подразумевает допуски на теоретический диаметр вписанной в пластины окружности, толщины и других параметров
Допуски важно учитывать для пластин до подготовки кромки и нанесения покрытия
Конструктивные особенности пластины
Описывают форму пластины: наличие или отсутствие крепежных отверстий, наличие одной или двух рабочих сторон, наличие или отсутствие стружколомающей геометрии.
Размер, толщина, радиус
В маркировке твердосплавной пластины цифрами зашифрованы:
- первые две цифры — длина режущей кромки;
- вторые две цифры — толщина пластины;
- третья пара цифр — радиус скругления при вершине.
Дополнительные обозначения
Дополнительно указывают тип исполнения пластины (правое, левое, нейтральное) и параметры режущей кромки (острая, со скруглением, с фаской).
Стружколом
Маркировка стружколомов разнится от производителя к производителю. При выборе следует опираться на рекомендации из каталога.







Выбор с механическим креплением
При выборе инструмента для точения, с целью оптимизировать производство, учитывают следующие факторы.
Форма, габариты детали, а также чистота обработки, ее точность, указывающие направление движения инструмента, последовательность выполнения процесса.
Тип операции, влияющий на выбор режущей части: отрезание детали, нарезание резьбы, точение, обработка канавок и т.д.
Строение режущей пластины, величина ввода, скорость вращения детали оказывает влияние на точность, степень шероховатости поверхности детали.
Для наружной обработки и расточки изделий выбирают разные резцы и твердосплавные пластины.
Жесткость крепления заготовки, инструмента, условия обработки детали
Например, в условиях вибрации обращают внимание навылет, размер приспособления, учитывают геометрию инструмента.
Способ фиксации, размеры посадки инструмента, в зависимости от конструкции, габаритов станка, а также его мощности, технологических возможностей.
Материал заготовки: чугун, нержавеющая, легированная или углеродистая сталь.
Производительность, эффективность инструмента, оказывающие влияние на качество обработки. Размер партии, наличие простоя оборудования и т.д.
Сохранение номенклатуры инструмента, применяемого на производстве, влияющая на уровень оптимизации.

Виды токарных резцов со сменными пластинами
Выделяют следующие виды режущих инструментов со сменными пластинами:
- Расточные резцы: обладают державкой в форме конуса и механическим креплением для проделывания сквозных и глухих отверстий в деталях. Они также могут использоваться для нарезания внутренней и внешней резьбы в изделиях цилиндрической формы. При проделывании глухих отверстий режущая кромка должна располагаться под углом 90°, для сквозных – под углом 60°.
- Проходные: применяются во время наружной обработки металлических деталей. Их режущая кромка располагается под углом 45°.
- Фасонные: необходимы для обработки фасонных поверхностей. Эти режущие инструменты способны обеспечить идентичность формы и точность размера обрабатываемых заготовок. Фасонные резцы изготавливаются из высококачественных быстрорежущих сталей.
- Отрезные резцы: используются для разрезки заготовок на несколько частей.Применяются при обработке маленьких и крупных прутковых деталей. Главная режущая кромка инструмента находится под углом 90°.
- Резцы с многогранными твердосплавными пластинами: оснащены пластинами, имеющими форму многогранника.
- Канавочные: предназначения для прорезки канавок в цилиндрических и конических изделиях. Они отличаются высокой жесткостью конструкции и высокой производительностью.Данные инструменты способны выдерживать высокие нагрузки во время проведения токарных работ.
Преимущества и недостатки
Резцы со сменными пластинами выделяются следующими преимуществами:
- быстрая замена основной части детали;
- соответствие с большинством станков, приспособлений;
- возможность быстрой смены режущих элементов;
- износостойкость, высокая степень надежности при высоких скоростях;
- невысокая цена составляющих;
- унифицированность режущих элементов;
- повышение срока эксплуатации державки резца за счет применения съемных элементов из твердых сплавов.
Из недостатков отмечены:
- высокая стоимость деталей импортного производства, по сравнению с отечественными;
- неправильное крепление пластины приводит к поломке инструмента, снижает срок его эксплуатации.
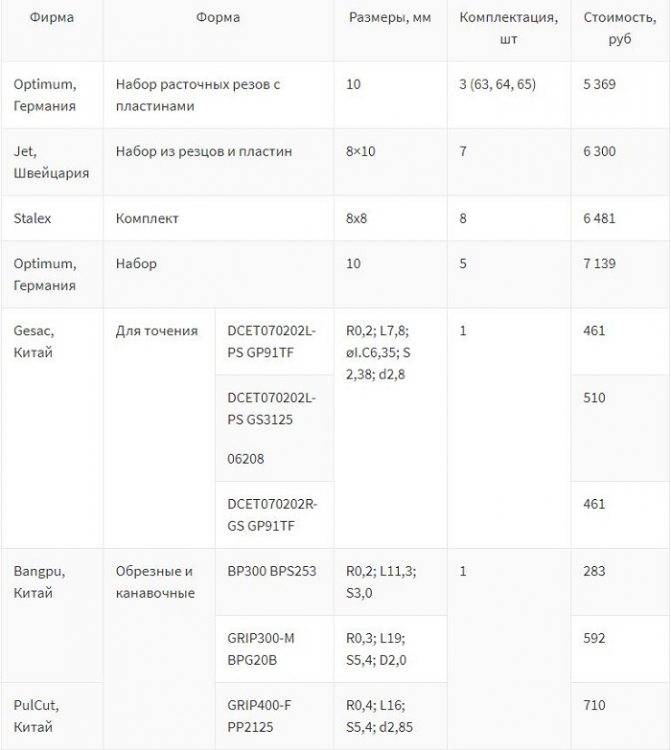
Цены на оборудование
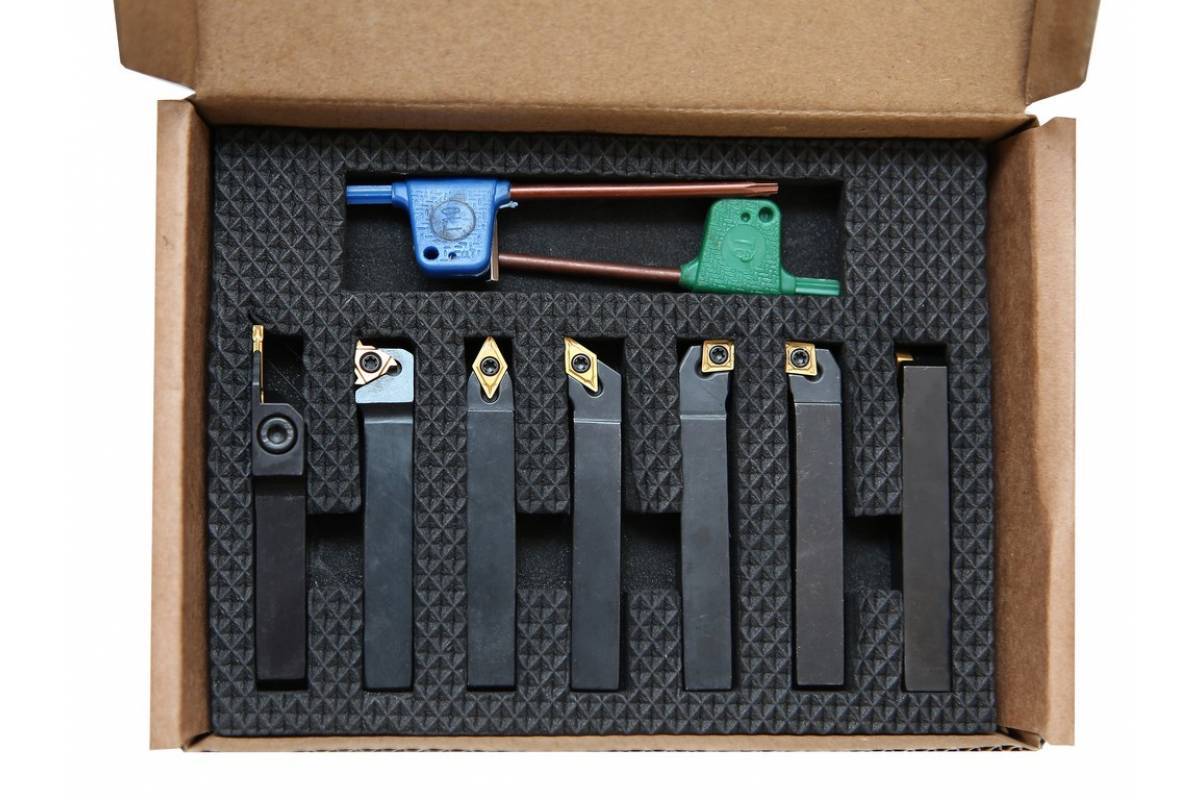
Чаще всего к реализации представлены наборы, состоящие из резцов с пластинами. Как показывает практика, применение сменных элементов существенно экономит расходы на приобретение комплектующих. На стоимость влияет модификация, конфигурация, марка выпускаемой продукции.
- набор из резцов и пластин германского производства составляет 5 300-7 200 руб, в зависимости от размера;
- Китай предлагает от 283 до 710 руб за комплект;
- у Stalex и Jet (Швейцария) цена практически одинакова — около 6 400 руб.
При выборе резцов со сменными пластинами изучают маркировку державок, обращают внимание на качество, строение головки и держателя. Неправильно выбранный инструмент усложнит обработку деталей, негативно скажется на итоге выполненных работ