Восстановление клиньев
При большом износе клиньев ремонт, как правило, сводится к их полной замене, что связано с дополнительными расходами металла и времени, затрачиваемого на изготовление новых клиньев.
Опыт ремонта по новой технологии показывает, что все клинья независимо от их износа могут быть восстановлены. Новая технология ремонта основана на применении стиракрила и соответствующей подготовке клиньев под заливку.
Как показывает опыт, трудоемкость ремонта клиньев по предлагаемой технологии сокращается примерно на 35%, при этом почти полностью исключаются ручные шабровочные работы, связанные с подгонкой клиньев по месту.
Технологический процесс восстановления клиньев стиракри-лом (рис. 72) представлен в табл. 12.
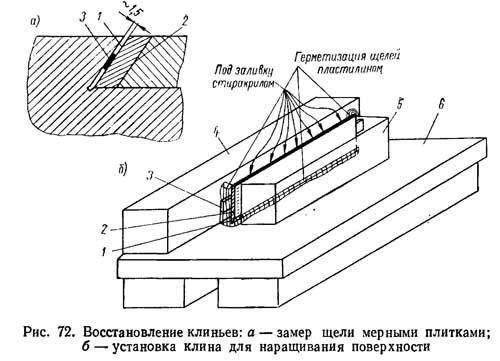
График и состав ремонтно-профилактических работ
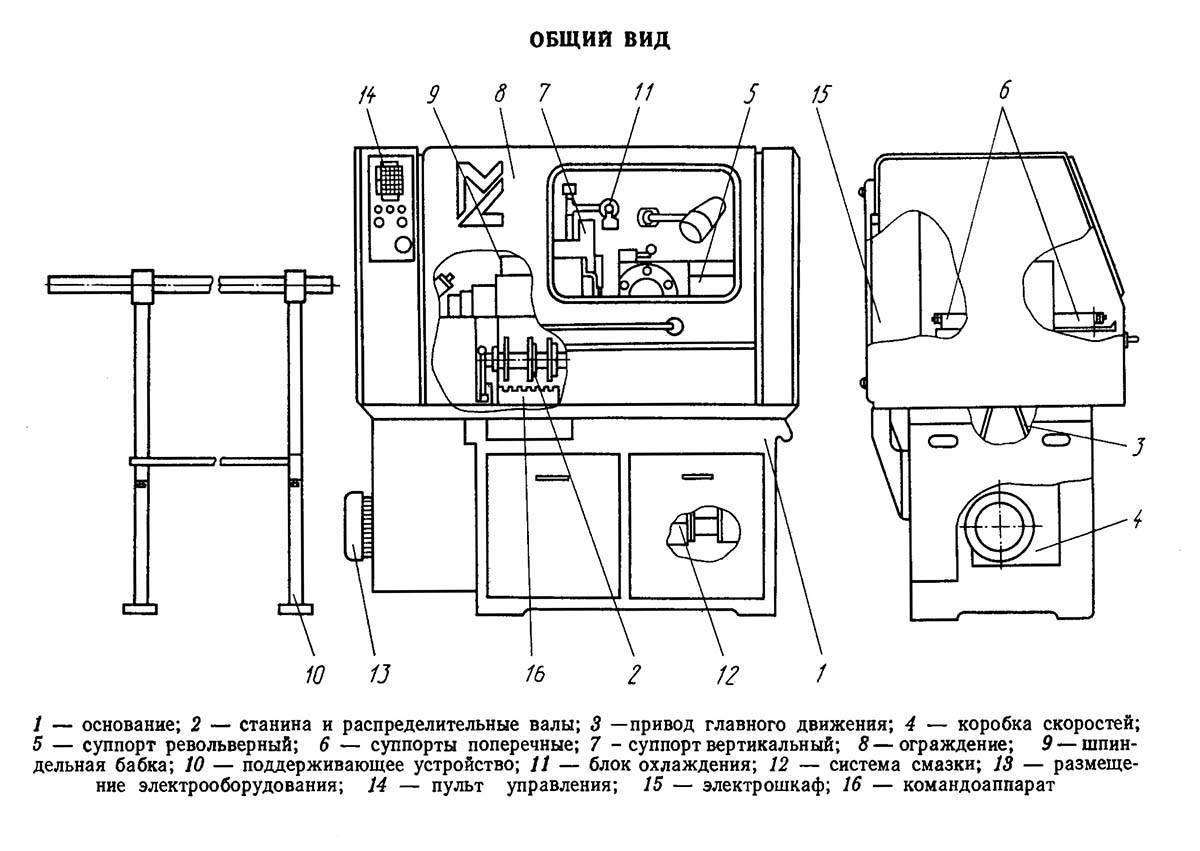
При работе станка в условиях нормальной эксплуатации и соблюдения всех правил эксплуатации и обслуживания, указанных в настоящем руководстве, межремонтный цикл (срок службы до капитального ремонта при двухсменной работе) составляет при обработке стали (преимущественно) не менее 9 лет, а чугуна — не менее 8 лет. Ремонтно-профилактические работы рекомендуется проводить согласно графику ремонтных работ (рис. 39).
Осмотр станка
- Наружный осмотр станка(без разборки для выявления дефектов) состояния и работы станка в целом ипо узлам;
- Осмотр и проверка состояния механизмов привода главного движения и подач;
- Регулирование зазоров ходовых винтов стола;
- Регулирование подшипников шпинделя;
- Проверка работы механизмов переключения скоростей и подач;
- Регулирование механизмов включения кулачковых муфт и подач и фрикционной муфты ускоренного хода;
- Регулирование клиньев стола, салазок, консоли и хобота;
- Осмотр направляющих, зачистка забоин и задиров;
- Подтяжка ослабевших крепежных деталей;
- Проверка исправности действия ограничительных кулачков;
- Проверка состояния и мелкий ремонт систем охлаждения и смазки;
- Проверка состояния и ремонт оградительных устройств;
- Выявление деталей, требующих замены при ближайшем ремонте (начиная со второго малого ремонта);
Малый ремонт станка
- Частичная разборка узлов;
- Промывка всех узлов;
- Регулирование или замена подшипников качения;
- Зачистка заусениц и забоин на зубьях шестерен, сухарях и вилках переключения;
- Замена и добавление фрикционных дисков муфты ускоренного хода (начиная со второго ремонта);
- Пришабривание и зачистка клиньев и планок;
- Зачистка ходовых винтов и замена изношенных гаек;
- Зачистка забоин и задиров направляющих и рабочей поверхности стола;
- Замена изношенных и сломанных крепежных деталей
- Проверка и регулирование механизмов включения скоростей и подач;
- Ремонт систем смазки и охлаждения;
- Испытание станка на холостом ходу, проверка на шум, нагрев и точность по обрабатываемой детали.
Средний ремонт станка
- Узловая разборка станка;
- Промывка всех узлов;
- Осмотр деталей разобранных узлов;
- Составление дефектов ведомости;
- Регулирование или замена подшипников шпинделя;
- Замена или восстановление шлицевых валов;
- Замена изношенных втулок и подшипников;
- Замена дисков и деталей фиксатора фрикционной муфты ускоренного хода;
- Замена изношенных зубчатых колес;
- Восстановление или замена изношенных ходовых винтов и гаек;
- Пришабривание или замена регулировочных клиньев;
- Ремонт насосов и арматуры систем смазки и охлаждения;
- Исправление шабрением или шлифованием поверхностей направляющих, если их износ превышает допустимый;
- Окраска наружных поверхностей станка;
- Обкатка станка на холостом ходу (на всех скоростях и подачах) с проверкой на шум и нагрев;
- Проверка станка на точность и жесткость по ГОСТ 17734—72.
Капитальный ремонт станка
Капитальный ремонт производится с полной разборкой всех узлов станка, по результатам которой в обязательном порядке составляется дефектно-сметная ведомость. В результате ремонта должны быть восстановлены или заменены все изношенные узлы и детали станка, а также восстановлена его первоначальная точность, жесткость и мощность. Характер и объем работ при данном виде ремонта определяются для конкретных условий эксплуатации единой системой планово-предупредительного ремонта.
Пекелис Г. Д., Гельберг Б.Т. Л., «Машиностроение». 1970 г.
Основные поломки, причины и методы их устранения
Первоначальная причина возникновения большинства неисправностей в работе токарного станка – неправильная эксплуатация и уход за оборудованием. Мастеру следует знать, как обслуживать агрегат. Это позволит в будущем сэкономить немалые суммы, так как капитальный ремонт токарных станков обходится недешево, даже если вы будете производить починку своими силами.
Специалисты рекомендуют перед тем, как впервые приступать к работе за станком, подробно изучить рекомендации по эксплуатации и другую документацию, которая поставляется в комплекте с оборудованием. Если вы приобретаете б/у станок без инструкции, то имеет смысл найти всю документацию, касающуюся агрегата 1К62 или любой другой модели, самостоятельно в сети.
Теперь, когда вы узнали о тонкостях эксплуатации вашего «помощника», настало время изучить самые распространенные поломки и способы их устранения. Для удобства восприятия приведем советы по ремонту токарного станка 1К62 в виде списка:
- Станок не включается. Самая распространенная и наиболее простая в решении проблема. Она, скорее всего, связана с отсутствием сетевого напряжения. Мастеру рекомендуется проконтролировать наличие и показатели напряжения.
- Не удается с помощью рукояти переключить блок шестерен, агрегат издает типичный звук проскальзывания. Такого рода проблема связана с тем, что блок не выводится из холостого положения. Рекомендуется запустить повторно электромотор и осуществить включение передачи «на выбеге».
- Электромотор самопроизвольно отключается в процессе работы. Скорее всего, это срабатывает реле, защищающее силовой агрегат от чрезмерной нагрузки. В этом случае мастеру стоит снизить интенсивность резания или подачи.
- Недостаточно высокий крутящий момент шпинделя, который не достигает предела, указанного в документации. Проблема может состоять в недостаточно сильном натяжении ремней. Увеличив его, вы повысите крутящий момент. Еще одной причиной проявления проблемы может быть плохо затянутая фрикционная муфта, увеличив натяжение которой, вам также удастся повысить крутящий момент.
- Медленное торможение шпинделя. В большинстве случаев причина этой неисправности – недостаточно сильное натяжение ленты торможения. Увеличив этот параметр, вы отметите, что торможение стало более динамичным.
- Усиление подачи суппорта не достигает показателей, указанных в документации. Чтобы справиться с проблемой, специалисты рекомендуют сильнее затянуть пружину перегрузочного устройства.
- Охлаждающий насос не функционирует. Обычно возникновение этой проблемы связывают с недостаточно высоким уровнем охлаждающей жидкости в системе. Долив ее, в большинстве случаев вам удастся устранить неисправность. Также причиной этой проблемы может оказаться выход из строя предохранителей. Обычная замена на новые решит внезапно возникшую перед вами задачу.
- Чрезмерная вибрация станка во время работы. Причин это этому может быть несколько. Первая – это некорректный монтаж агрегата по уровню. В этом случае нужно выверить станок. Вторая возможная причина – это износ стыка направляющих суппорта. Подтяните прижимные клинья и планки, и, скорее всего, ситуация исправиться. Также чрезмерные вибрации часто связывают с некорректным подбором режима резания или с неправильной заточкой режущего инструмента.
- Точность обработки заготовки неудовлетворительная. Есть четыре основные причины такой проблемы. Это – поперечное смещение задней бабки, чрезмерный вылет зафиксированной в патроне конструкции, недостаточно жесткая фиксация держателя резца или патрона. В первом случае вам необходимо настроить положение бабки, во втором – поджать конструкцию центром или поддержать люнетом. В третьем и четвертом случае вам следует подтянуть рукоять держателя резца или ремни крепления патрона.
Нередко ремонт токарного станка 1К62 нужно произвести по причине неисправности смазочной системы. Если в маслоуказателе отсутствует слабая струя смазки, то это говорит о том, что винт упора рычага насоса не настроен. Мастеру нужно отрегулировать положение плунжера.
Кроме того, неисправность пружины плунжерного насоса может привести к полному отсутствию струи смазки в маслоуказателе. Заменив пружину, вы устраните проблему. Если же смазочная жидкость не подается на направляющие станины, то причина, скорее всего, лежит в загрязнении одного из клапанов плунжерного насоса. Опять же, ремонт заключается в тщательной промывке.
Итоги
Как видно, ремонт токарных станков можно производить самому, если разбираться в способах устранения основных неисправностей. Надеемся, что представленная информация сэкономит вам деньги и массу времени.
Описание работы электросхемы токарного станка Универсал-В
Питание электрооборудования осуществляется от однофазной сети переменного тока напряжением 220 В, частотой 50 Гц.
Пуск и останов электродвигателя осуществляется с помощью реле KV (см. рис.14), которое управляется кнопками SB2 (пуск) и SB1 (останов). При пуске реле KV включается и становится на самопитание, подключая своими контактами электродвигатель к сети и обеспечивая нулевую защиту, т.е. отключение электродвигателя при отсутствии напряжения в сети. Защита электродвигателя от перегрузки производится пускозащитным реле А, которое разрывает пусковую цепь, отчего отключается реле KV. Повторный пуск возможен только через 15-50 с, т.е. после возвращения элементов тепловой защиты пускозащитного реле А в исходное положение.
При пуске электродвигателя увеличение его пускового момента происходит за счет подключения контактами пускозащитного реле А пускового конденсатора С1 параллельно рабочему конденсатору С2. После разгона электродвигателя и уменьшения, пускового тока конденсатор С1 отключается.
Реверсирование электродвигателя осуществляется с помощью переключателя SA, который при среднем (вертикальном) положении рукоятки обеспечивает отключение электродвигателя, т.е. его останов даже при включенном реле KV. Рукоятку следует оставлять в нейтральном положении
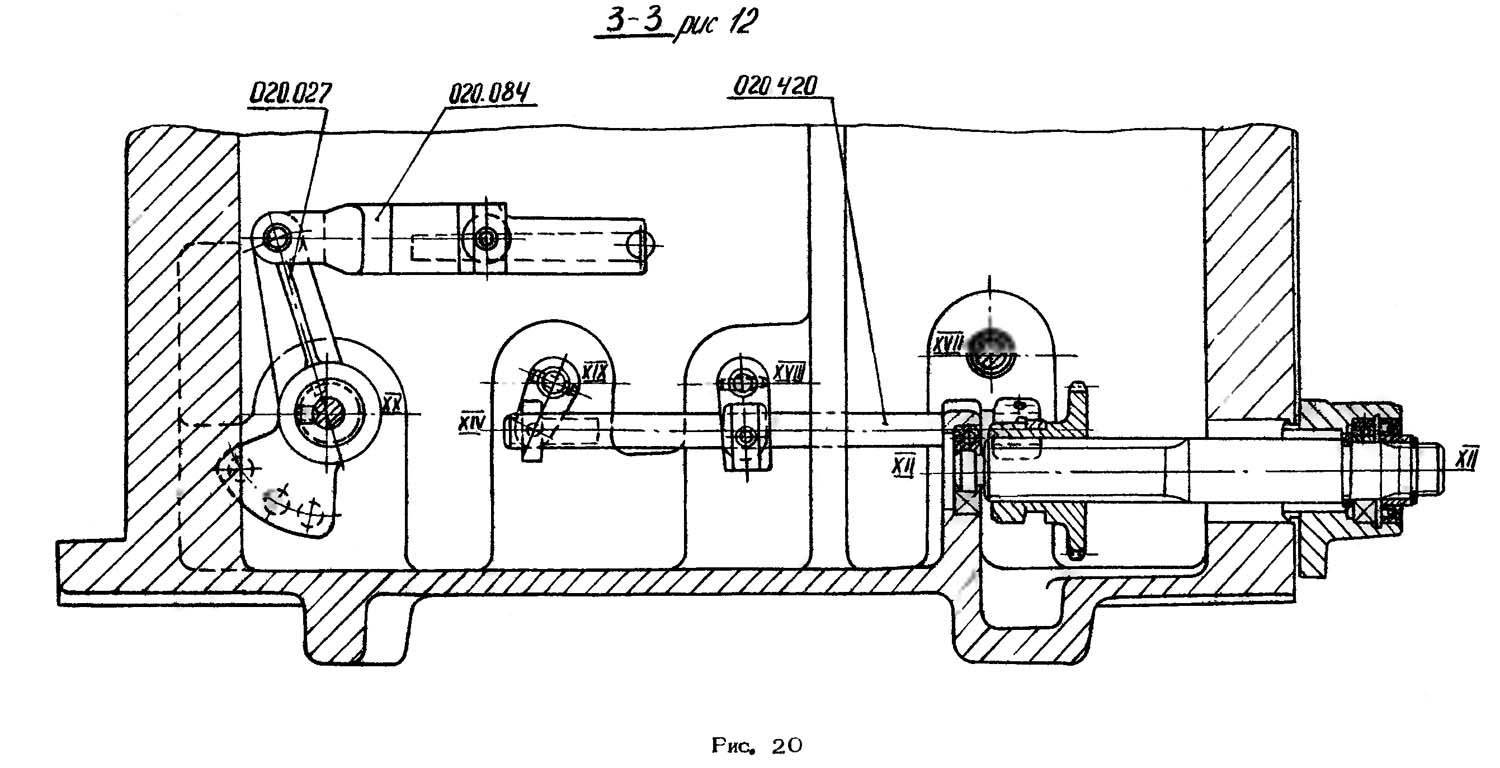
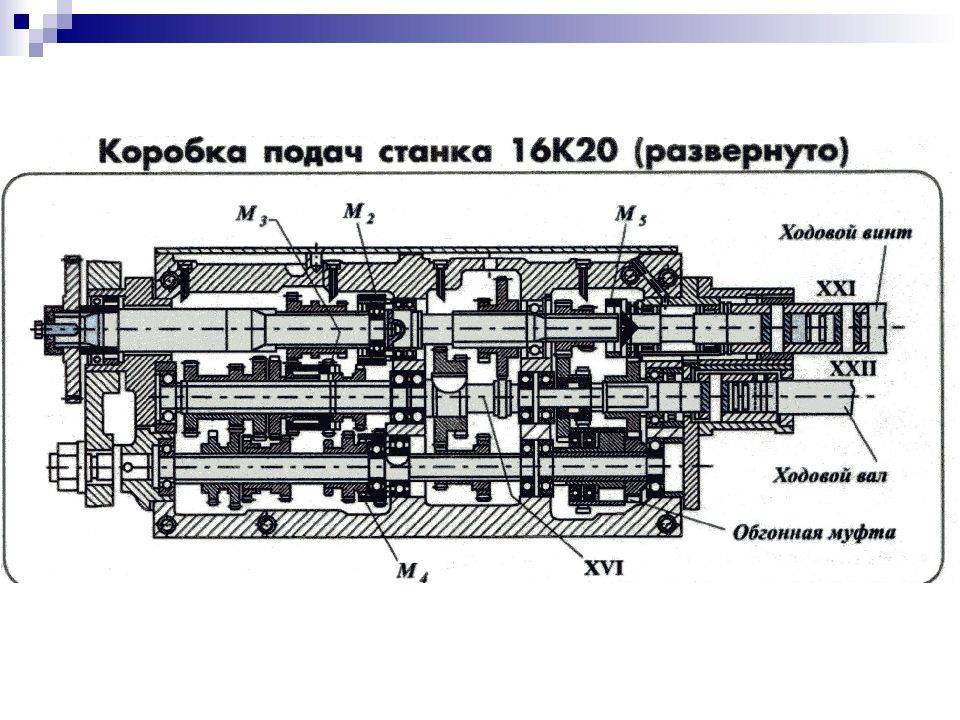
16к20 смазка
В станке применена, автоматическая система смазки шпиндельной бабки и коробки подач.
Принцип действия
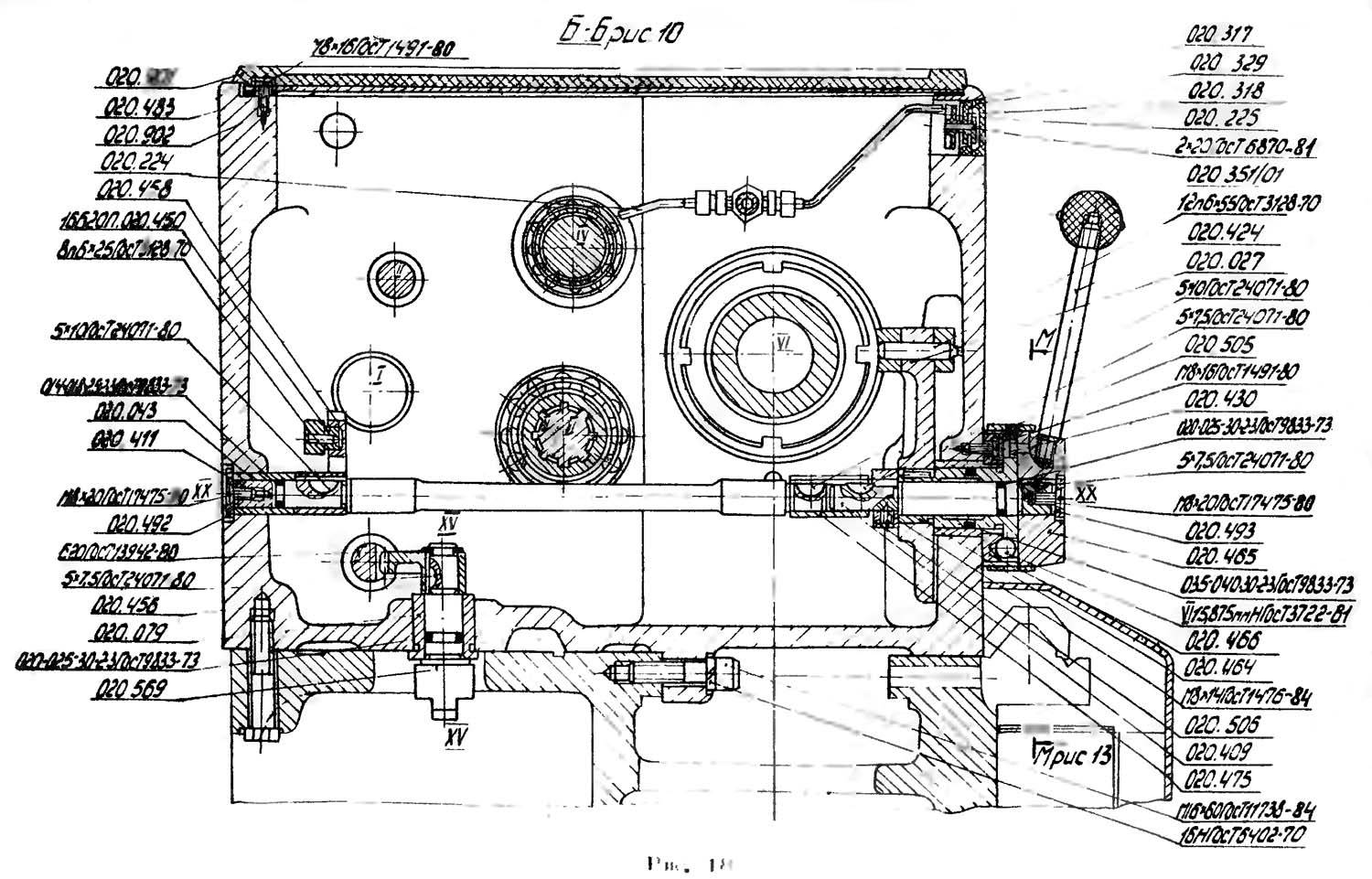
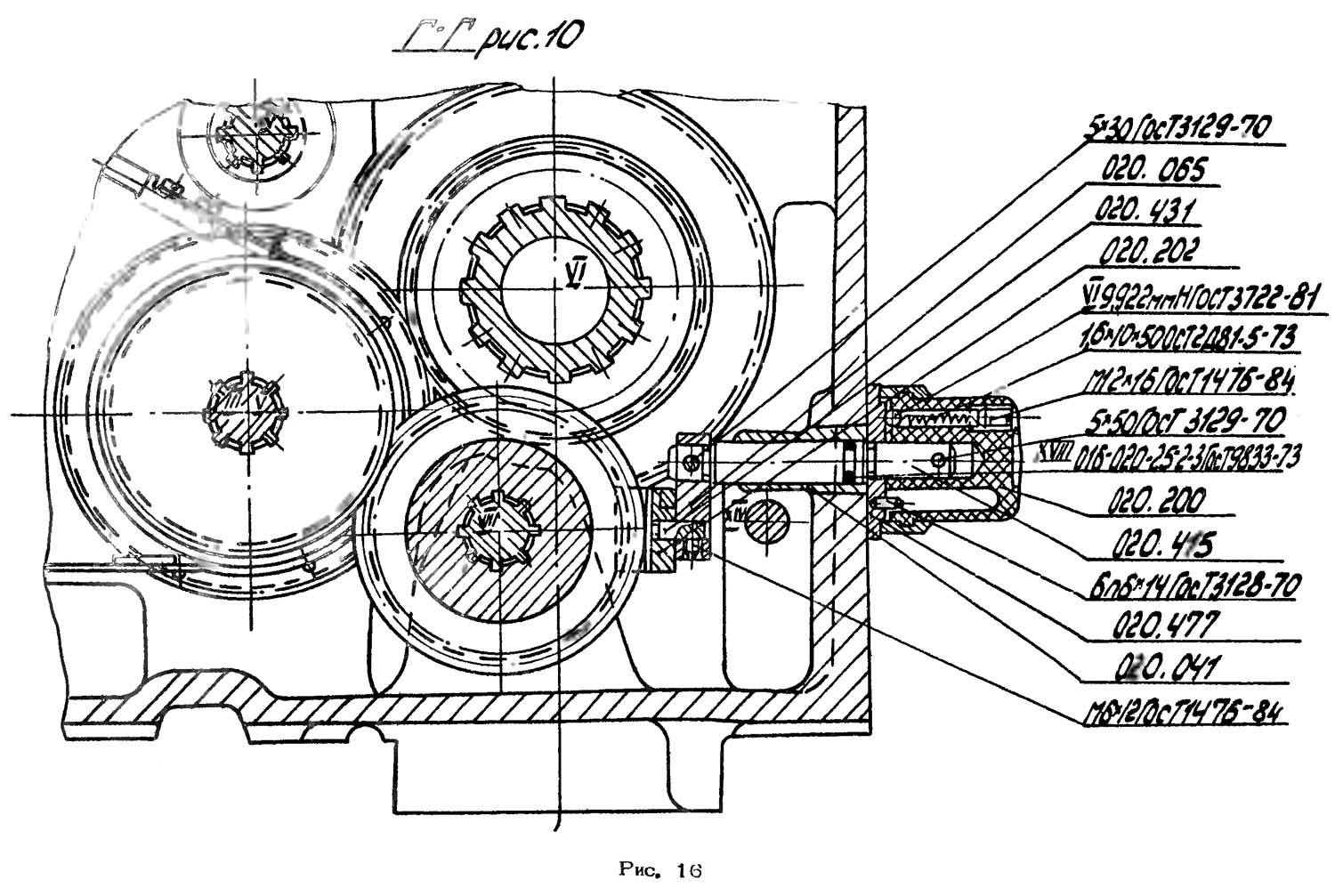
Шестеренный насос, приводимый от электродвигателя главного привода через ременную передача, засасывает масло из резервуара и подает его через сетчатый фильтр к подшипникам шпинделя и на маслораспределительные лотки. Примерно через минуту после включения электродвигателя начинает вращаться диск маслоуказателя 1 на шпиндельной бабке, постоянное вращение которого свидетельствует о нормальной работе системы смазки. Из шпиндельной бабки и ко робки подач масло через заливной сетчатый фильтр 8 с магнитным вкладышем сливается в резервуар.
Указания по эксплуатации
В процессе работы необходимо следить за вращением диска маслоуказателя 1 на шпиндельной бабке. При его остановке необходимо тут же выключить станок и очистить сетчатый фильтр 7. Для этого его надо вынуть из корпуса резервуара, предварительно отсоединив трубы, отвернуть гайку, расположенную в нижней части, и снять фильтрующие сетчатые элементы в пластмассовой оправе. Каждый элемент промыть в керосине до полного очищения. Нельзя продувать фильтрующие элементы сжатым воздухом, т. к. это может привести к повреждению мелкой сетки. После очистки фильтр собрать, установить в резервуар и подсоединить трубы.
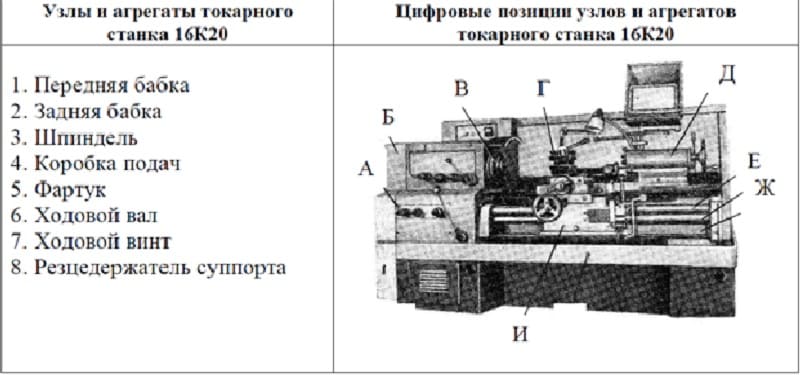
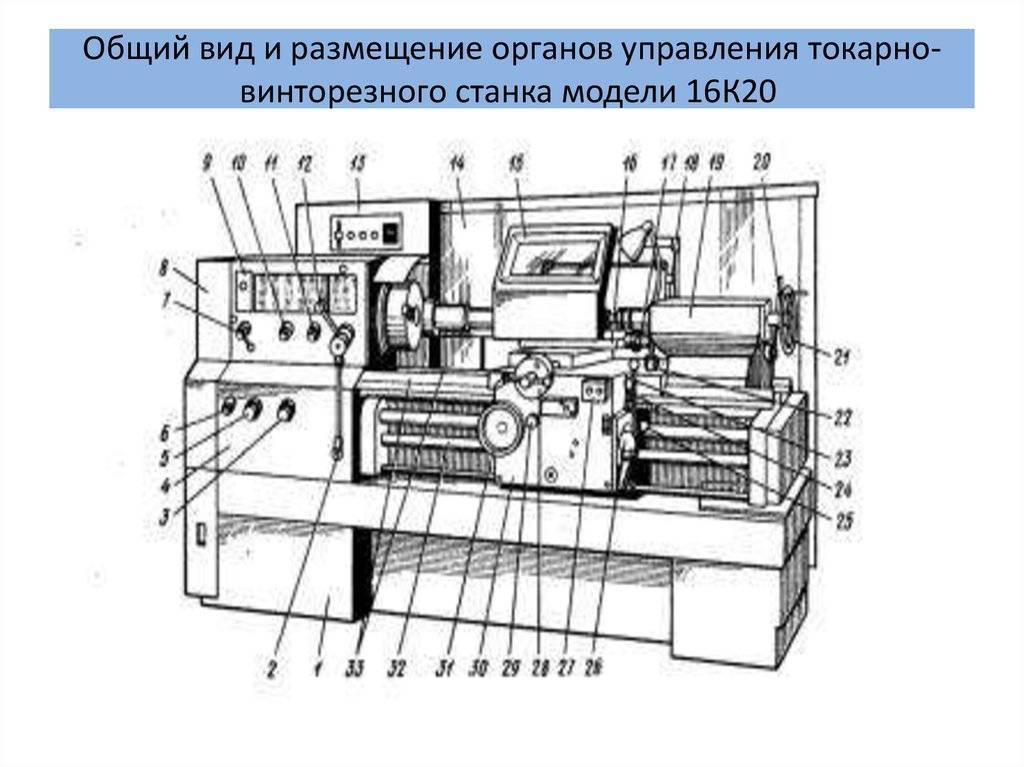
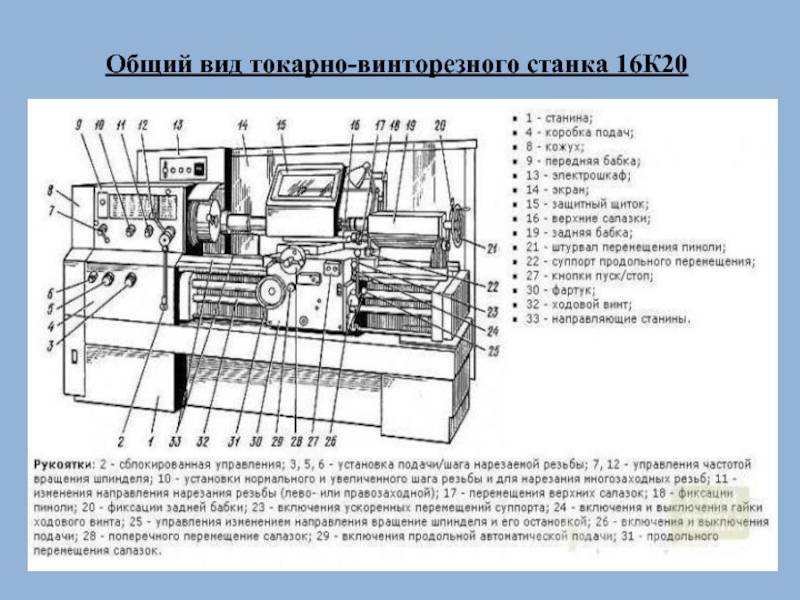
Токарно-винторезный станок 16К20
Паспорт станка 16К20 содержит основные пункты и разделы, которые описывают устройство основных узлов, принцип их работы, требования к обслуживанию, ремонту, наладку оборудования. А также в нем описаны технические характеристики 16К20.
В отличие от своего предшественника, токарного станка 1К62, токарному станку 16К20 присущи следующие качества:
- надежность;
- долговечность;
- высокая производительность;
- высокое качество обработки;
- безопасность;
- простая конструкция;
- простота в обслуживании.
Назначение
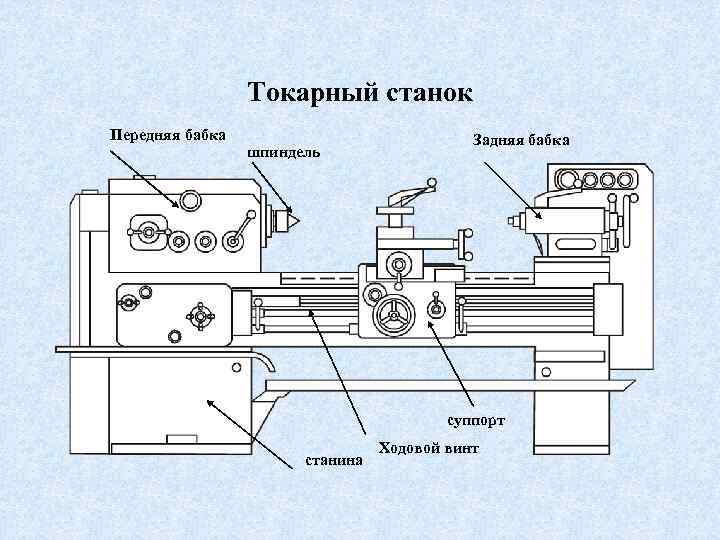
Токарный станок модели 16К20 проектировался для выполнения разнообразных работ. На нем можно точить наружные и внутренние поверхности в виде цилиндров, конусов, разных профилей; растачивать внутренние поверхности; обрабатывать торцы; нарезать несколько типов наружной и внутренней резьбы; обрабатывать осевым инструментом; отрезать, подрезать и прочие операции.Главным движением является вращение шпинделя с закрепленной заготовкой в патроне. Инструмент, закрепленный на суппорте в резцедержателе, осуществляет прямолинейное вдоль или поперек станины движение подачи.



Заводская маркировка и обозначение
На основании буквенно-цифрового индекса маркировки станка обозначение можно расшифровать следующим образом:
- 1 — станки токарные;
- 6 — станки винторезные;
- К — прошедший модернизацию;
- 20 — параметр, характеризующий станок — размер высоты центров в сантиметрах.
Технические характеристики
Обрабатываемая деталь:
- окружность детали над направляющими — 400 мм;
- окружность детали над суппортом — 220 мм;
- наибольшая длина заготовки зажатой в центрах — 1500 мм;
- максимальный вес заготовки, зажимаемой в патроне — 300 кг;
- максимальный вес заготовки, закрепляемой в центрах — 1300 кг.
Шпиндель:
- точностной класс — Н согласно ГОСТ 8–82 ;
- посадочный место на шпинделе — 6К согласно ГОСТ 12593–72 ;
- посадочный конус на шпинделе — Морзе 6, М80;
- отверстие в валу шпинделя — 55 мм;
- крутящий момент — 2 тыс. Нм.
Обороты шпинделя:
- количество ступеней — 12;
- частоты прямого вращения — max 12,5 min 2000 об/мин;
- частоты обратного вращения — max 19 min 2420 об/мин.
Подачи:
- вдоль станины — 42;
- поперек станины — 42;
- продольные рабочие — 0,7−4,16 мм/об;
- поперечные рабочие — 0,035−2,08 мм/об.
Резьбы:
- число метрических — 45;
- число дюймовых — 28;
- число модульных — 38;
- число питчевых — 37;
- нарезаемые архимедовой спиралью — 5.
Смещения узлов:
- максимальное продольное перемещение пиноли — 200 мм;
- поперечное смещение передней бабки — ± 15 мм.
Инструмент:
максимальный размер резца — 25 мм.
Электрооборудование, мощность двигателей:
- главный привод — 10 тыс. Вт;
- привод подач — 705 Вт;
- насос СОЖ — 120 Вт.
Габариты:
- размеры станка (ДхШхВ) — 3200×1166×1324 мм;
- общий вес — 3035 кг.
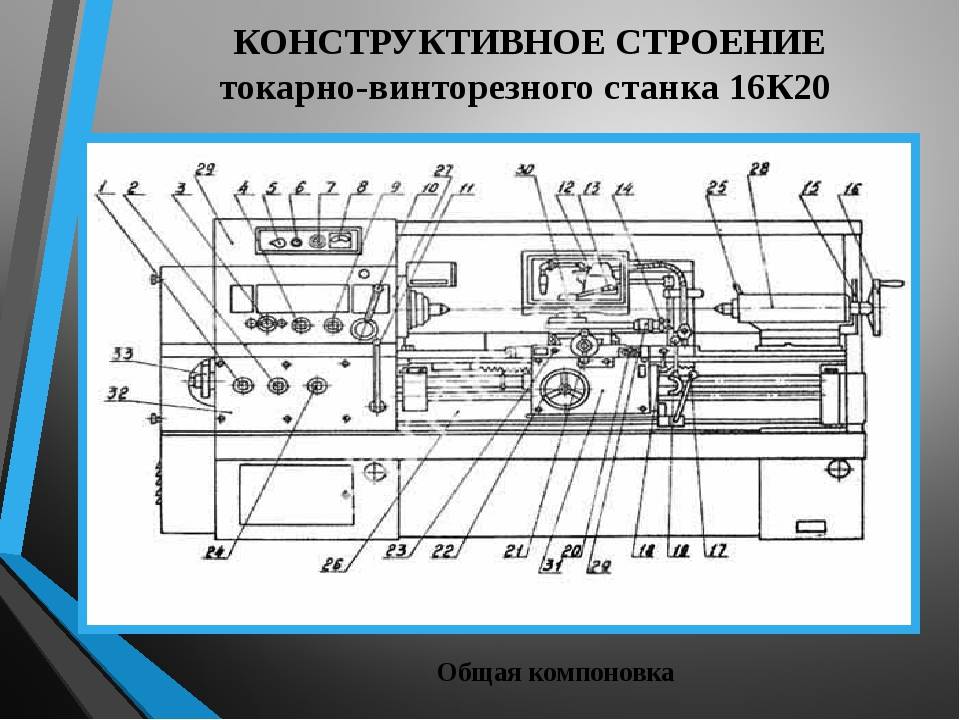
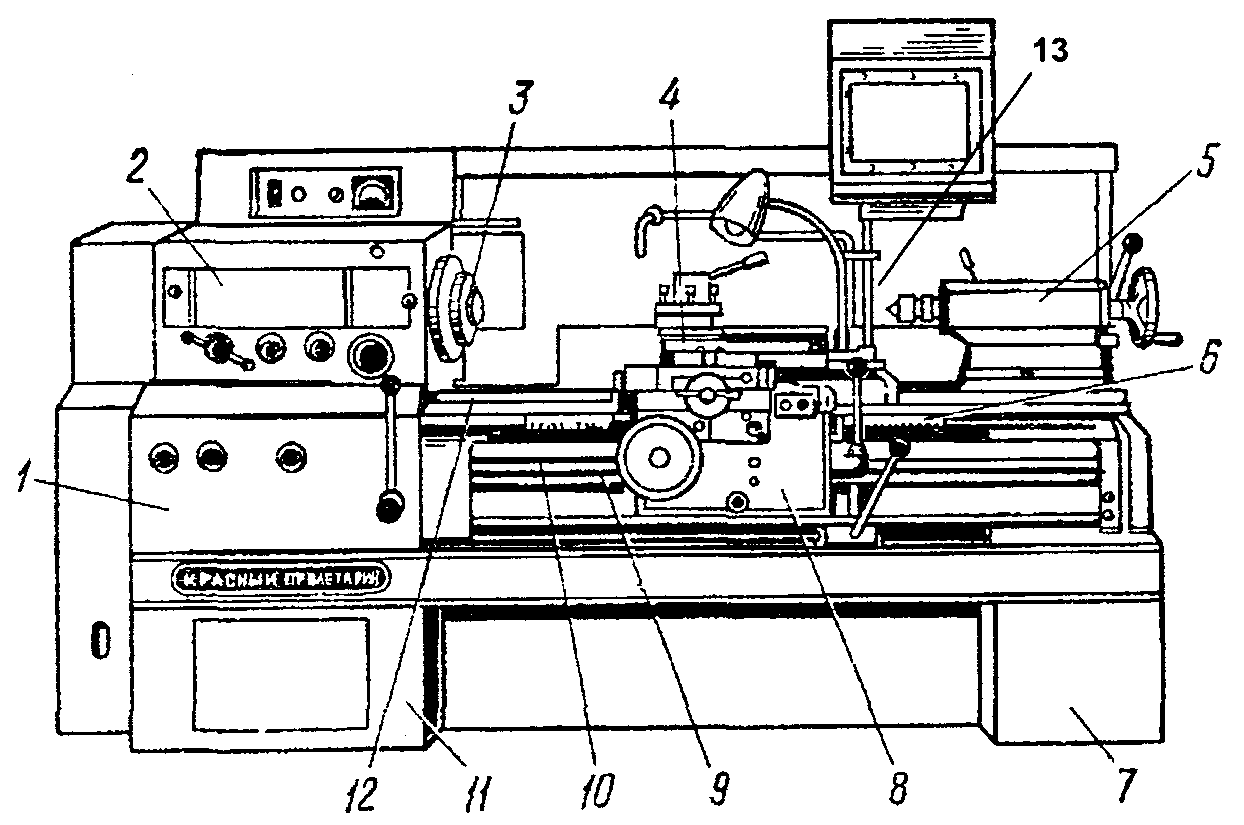
Конструкция станка
Токарный станок 16К20, технические характеристики которого во многом зависят от механизмов, состоит из:
- бабка шпиндельная (передняя);
- защитное ограждение патрона;
- патрон;
- каретка;
- защитный экран;
- суппорт;
- механизм отключения;
- система СОЖ;
- задняя бабка;
- шкаф с электрооборудованием;
- станина;
- фартук;
- рукоятка переключения прямого и обратного вращения на шпинделе;
- тумба с двигателем главного движения;
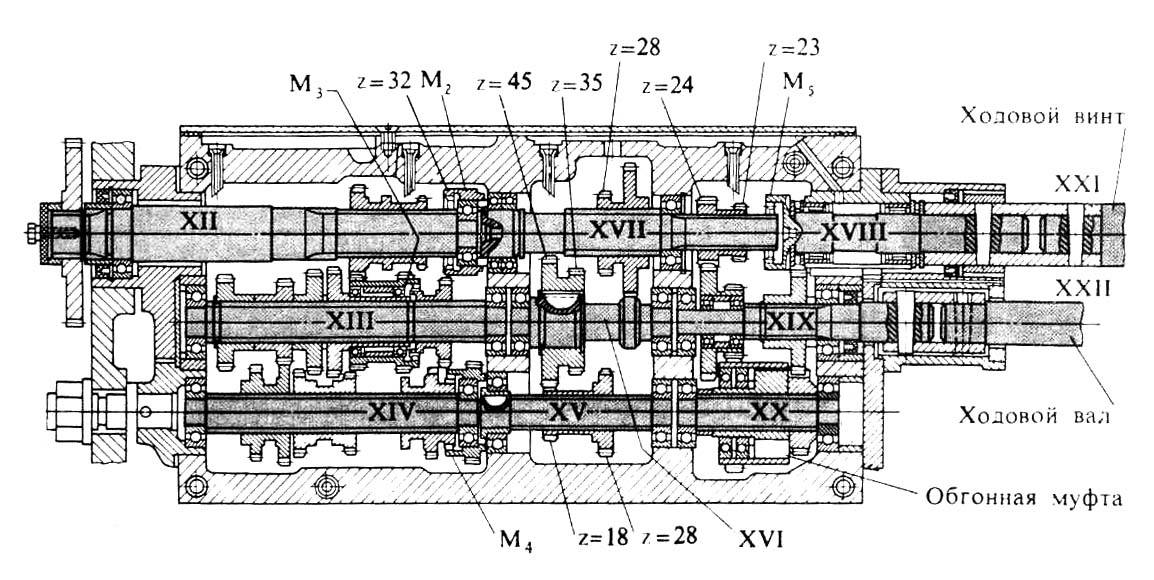
- коробка подач;
- гитара.
Технический паспорт на токарный станок содержит электрическую схему управления. В ее состав входят три цепи. Для каждой своя характеристика, имеющая разные параметры:
https://youtube.com/watch?v=Q5NAEPuwab4
https://youtube.com/watch?v=vtaEQnN8HSs
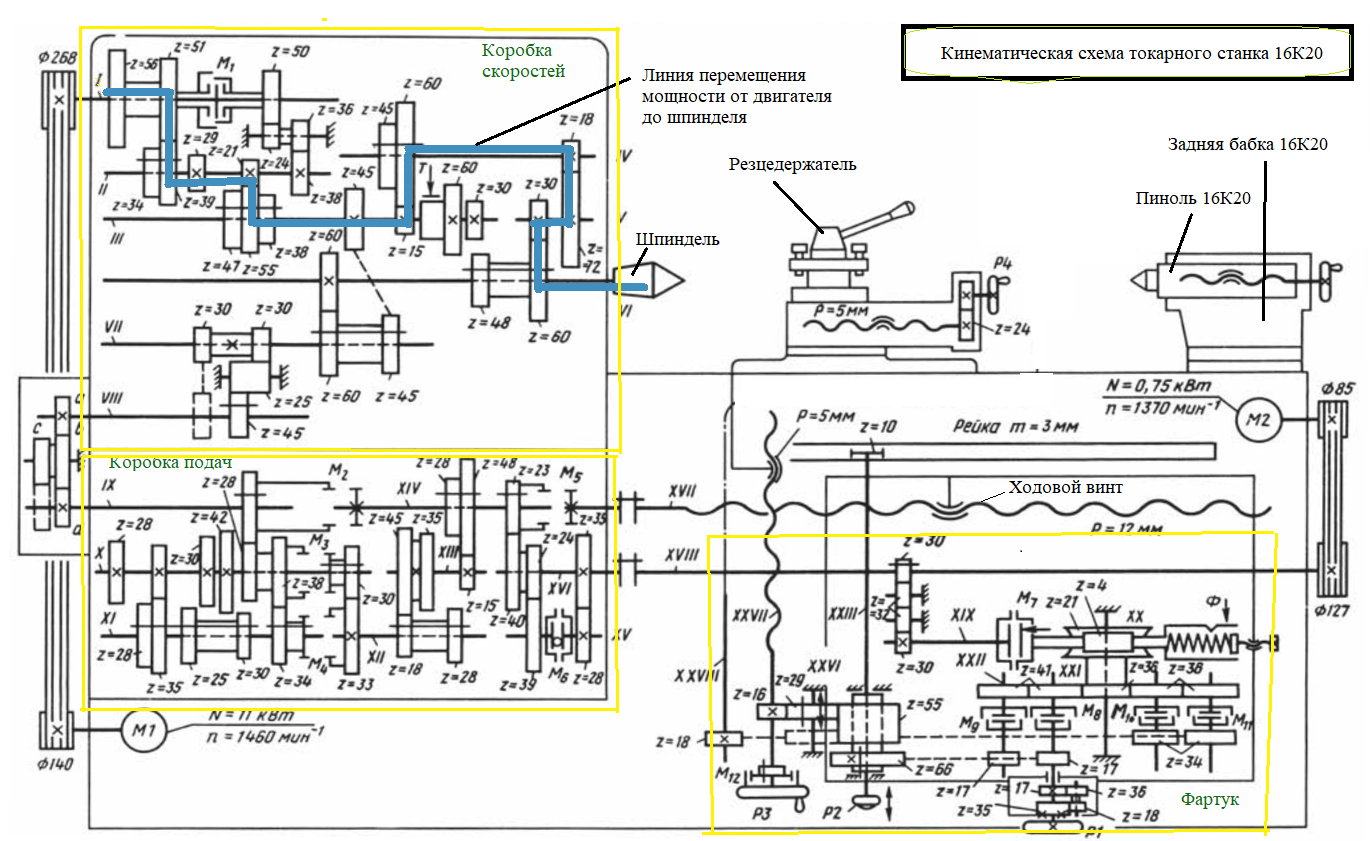
1 Фартук станка и особенности его конструкции
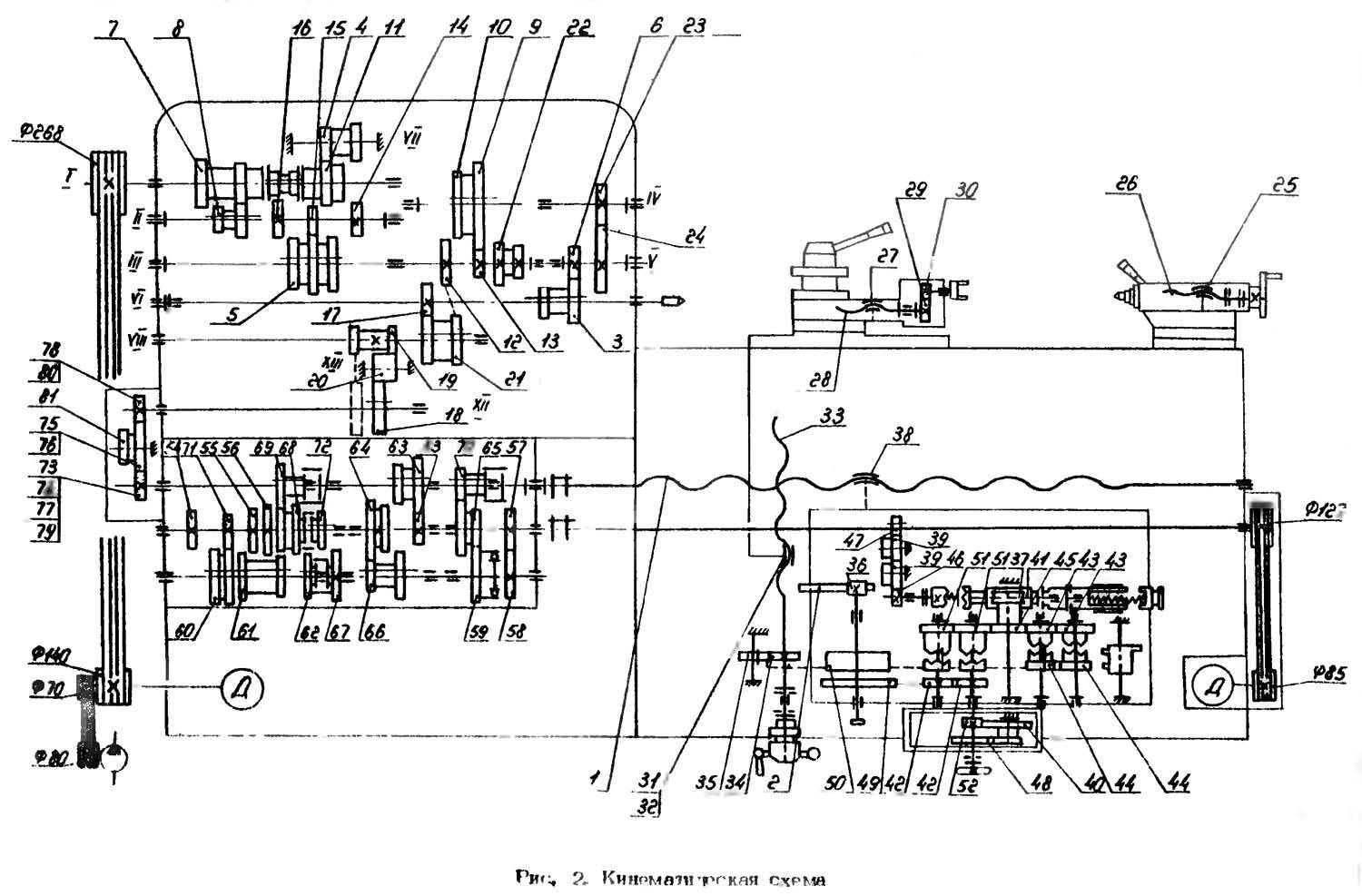
Механизм фартука размещается в специальном корпусе, который присоединен к каретке. В его составе имеется отдельный вал с несколькими колесами (одно из них является червячным), которые получают движение от ходового вала. От указанных колес вращение идет дальше – на муфты, оснащенные зубьями торцовой формы. Именно эти муфты запускают в нужном направлении подачу суппорта. Как видим, схема достаточно проста.
Суппорт 16К20 может передвигаться вправо либо влево (продольное перемещение) через другое колесо, установленное на втулке, которая соединена с реечным колесом шпонкой. Вывод данных элементов из зацепления производится посредством кнопки управления. Паспорт токарного станка разрешает перемещать суппорт и вручную, используя штурвал (кинематическая схема при этом не меняется).
Механизм фартука требует регулярной настройки усилия подачи. Она выполняется при помощи гайки (она видна на фото и общей схеме агрегата), причем показатель усилия устанавливают посредством стандартного динамометра, а проверяют ее значение по специальной табличке
Очень важно, чтобы полученная величина усилия при регулировке не превышала рекомендованной (приведенной в таблице)
Ремонт фартука требуется нечасто – станок 16К20 и его кинематическая схема отличаются высокой надежностью каждого элемента. Самым уязвимым узлом данного механизма считается маточная гайка – ее первоначальная регулировка осуществляется на заводе-производителе. Она периодически изнашивается. Решение проблемы – замена гайки при помощи метчика и кондукторного приспособления. Паспорт установки не содержит чертежей указанных инструментов, поэтому искать их придется самостоятельно (например, на специализированных интернет-сайтах).

Также может понадобиться ремонт винта поперечных салазок. Бывает, что его ход стопорится из-за износа гаек. Руководство по эксплуатации описывает то, каким образом можно восстановить винт поперечной подачи 16К20:
- демонтируется крышка;
- откручивается контргайка (паспорт агрегата рекомендует для выполнения этого действия использовать выколотку, сделанную из мягкой стали);
- посредством вращения гайки производится выборка зазора.
Руководство требует, чтобы показатель зазора после процедуры его регулировки был идентичным свободному ходу винтовой пары в рамках деления лимба. Если полученная величина соответствует данному требованию, можно затягивать контргайку и монтировать крышку обратно.

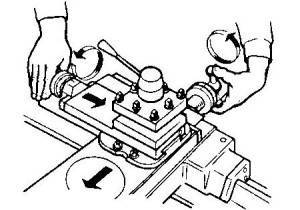
Как правило, винт поперечной подачи 16К20 ремонтируется силами оператора станка. Рабочий также может самостоятельно настроить и задний резцедержатель, находящийся на поперечных салазках (он имеется не на всех агрегатах, так как поставляется дополнительно). В тех случаях, когда резцедержатель не обеспечивает должного уровня фиксации рабочего инструмента, следует снять резцовую головку и очистить максимально тщательно и ответственно все элементы узла.
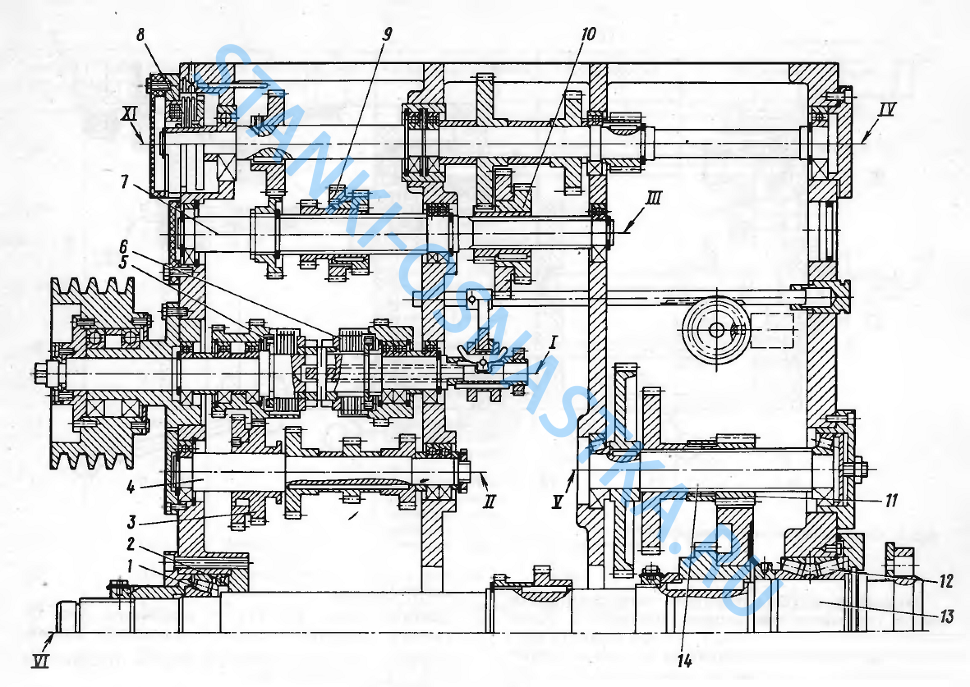
Замена подшипников шпинделя токарного станка марки SHAUBLIN 135.
В процессе эксплуатации станка изнашиваются подшипники шпинделя (или шпиндельные подшипники). Проявляется это в потере чистоты обработки детали из-за появления недопустимого люфта шпинделя. На примере токарного станка марки SHAUBLIN 135 рассмотрим процедуру ремонта.
Сначала демонтируем вариатор и снимаем приводные ремни. Затем разбираем гитару сменных зубчатых колес и защитный кожух гитары.
Рис.1
Рис.2
Рис.3
Рис.4
Для удобства демонтажа шпинделя на SHAUBLIN 135 необходимо снять часть передней бабки со шпинделем, а часть передней бабки с коробкой скоростей оставить на станине.
Рис.5
Рис.6
Далее, разбираем снятую часть передней бабки. Снимаем приводной ремень масляного насоса шпинделя.
Рис.7
Затем, освобождаем гайку затягивающую приводной шкив и задние подшипники шпинделя. Освобождаем переднюю крышку шпинделя. Разбираем приводной шкив и снимаем его.
Рис.8
Рис.9
Аккуратно выбиваем шпиндель. Демонтируем старые подшипники и устанавливаем новые.
Рис.10
Рис.11
Рис.12
Сборка происходит в обратном порядке.
Система ЧПУ
Токарный станок 16К20Ф3 оснащается различными системами ЧПУ. Модификации станка в зависимости от комплектации устройством ЧПУ имеют разные индексы (например, 16К20Ф3С32). Контурная система ЧПУ обеспечивает движение формообразования, изменение в цикле обработки значений подач и частот вращения шпинделя, индексацию поворотного резцедержателя, нарезание резьбы по программе. Число одновременно управляемых координат – 2, всего управляемых координат – 2. Дискретность задания поперечных перемещений подачи (по оси Х) – 0,005 мм, продольных перемещений (по оси Z) – 0,01 мм. Станок 16К20Ф3 с устройством ЧПУ 2Р22 оснащен главным приводом КЕМРОН и приводом подач КЕМТОК по оси Z и X.
Обозназначение
Буквенно-цифирный индекс станка 16К20Ф3 обозначает следующее: цифра 1 — это токарный станок; цифра 6 – обозначает токарно-винторезный станок, буква К – поколение станка, цифра 20 – высота центров (200 мм). Наличие «Ф3» в конце индекса говорит о наличии ЧПУ — числового программного управления.

| Технические характеристики | Параметры |
| Диаметр обработки над станиной, мм | 500 |
| Диаметр обработки над суппортом, мм | 200 |
| Наибольшая длина обработки, 6-позиционная головка, мм | 900 |
| Наибольшая длина обработки, 8-позиционная головка, мм | 750 |
| Наибольшая длина обработки, 12-позиционная головка, мм | 850 |
| Наибольшая длина обработки в центрах, мм | 1000 |
| Диаметр цилиндрического отверстия в шпинделе, мм | 55 |
| Наибольший поперечный ход суппорта, мм | 210 |
| Наибольший продольный ход суппорта, мм | 905 |
| Максимальная рекомендуемая скорость продольной рабочей подачи, мм | 2000 |
| Максимальная рекомендуемая скорость поперечной рабочей подачи, мм | 1000 |
| Количество управляемых координат, шт. | 2 |
| Количество одновременно управляемых координат, шт. | 2 |
| Дискретность задания перемещения, мм | 0,001 |
| Пределы частот вращения шпинделя, мин-1 | 20 — 2500 |
| Скорость быстрых перемещений суппорта — поперечного, мм/мин | 2 400 |
| Максимальная скорость быстрых продольных перемещений, мм/мин | 15000 |
| Максимальная скорость быстрых поперечных перемещений, мм/мин | 7500 |
| Количество позиций инструментальной головки | 8 |
| Мощность электродвигателя главного движения, кВт | 11 |
| Класс точности по ГОСТ 8-82 | П |
| Габаритные размеры станка (Д х Ш х В), мм | 3700 × 2260 × 1650 |
| Масса станка, кг | 4000 |
Особенности конструкции
Высокопрочная станина станка 16К20Ф3 выполнена литьем из чугуна марки СЧ20 с термообработанными шлифованными направляющими обеспечивают длительный срок службы и повышенную точность обработки. Привод главного движения, включающий главный двигатель 11 кВт и шпиндельную бабку обеспечивает наибольший крутящий момент до 800 Нм. Высокоточный шпиндель с отверстием 55 мм (по заказу 64 мм), позволяющий обрабатывать детали из пруткового материала. Зона обработки может быть оснащена как линейной наладкой, так и револьверной головкой, в зависимости от требований покупателя. Надежная защита шарико-винтовых пар обеспечивает долговечность работы механизмов перемещения по координатам X и Z. Станок 16К20Ф3 оснащается системами ЧПУ и электроприводами как отечественного производства, так и производства зарубежных фирм. Датчики обратной связи и резьбонарезания модели ВТМ-1М.
Управление
Технические характеристики токарно-винторезного станка 1е61м, схемы
Программа перемещений инструмента, управление главным приводом и вспомогательные команды вводятся в память системы управления с клавиатуры пульта оператора, а так же с кассеты внешней памяти и могут корректироваться с пульта оператора ЧПУ с визуализацией на панели цифровой индикации.
Автоматическая инструментальная головка
Токарный станок с ЧПУ 16К20Ф3 оснащается 6-, 8- или 12-позиционной автоматической универсальной головкой (УГ9321, УГ9324, УГ9325) с горизонтальной осью поворота. Головка имеет инструментальный диск на 6 радиальных и 3 осевых инструмента (6-позиционная) или на 8 блоков под радиальные и осевые инструменты (8-позиционная) или 12 блоков под радиальные и осевые инструменты, комбинированные при наладке на деталь (12-позиционные).
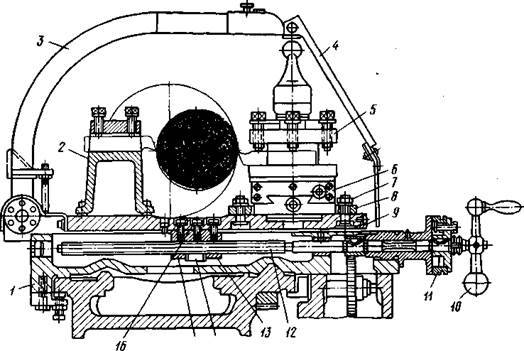
Устройство и принцип работы
Несмотря на различия в строении задних бабок у многих станков, схема их работы и производства в большинстве случаев приблизительно одинакова. Исходя из этого, можно сложить общую схему строения этой детали в большинстве станков. Классическая конструкция данного элемента конструкции будет выглядеть следующим образом:
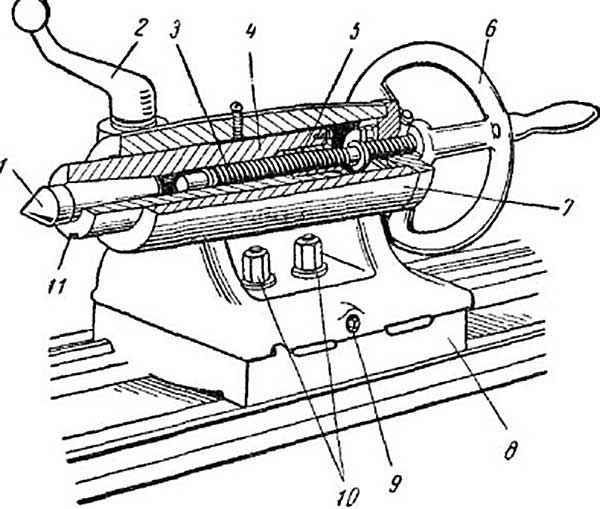
- Хвостовик центра конического типа.
- Ручка управления.
- Винт для вращения.
- Пиноль. Подвижная полая деталь, выполненная в форме цилиндра, предназначена для фиксации вращательного винта. При помощи специальной шпонки пиноль (шпиндель) страхуется от поворота. Шпиндель фиксируется посредством специальной рукоятки, которая имеет прямую и обратную резьбу. Данная деталь может полностью убираться в узел задней бабки.
- Гайка.
- Рукоятка.
- Основа.
- Плита.
- Винт.
- Штыри.
- Паз шпоночного типа.
Данный узел обладает отверстием в шпинделе, куда устанавливаются инструменты для работы с заготовками. Во время эксплуатации станка, узел двигается станиной для подбора походящей дистанции в зависимости от размеров обрабатываемой детали. Учитывая специфику выполняемых работ, шпиндель можно настроить как на вращающиеся, так и на неподвижные детали. Все передвижения данного узла осуществляются в рамках подготовительных работ.
Узел в устройстве двигается путем зацепления выступа планок. В этом же случае активируется автоматическое передвижение суппорта. Перемещать узел параллельно станине можно посредством специальной рукоятки. Так делают в том случае, если надо закрепить заготовку в центрах, для подводки режущей поверхности к детали и для перемены положения револьверной головки.
В станках с небольшими параметрами, передвижение шпинделя осуществляется посредством специальной шестерни, которая находится в кронштейне. На больших станках узел приводится в движение при помощи электропривода. Передвижение шпинделя осуществляется в направлении оси, и оно не зависит от того, что в нем закреплено – рабочий инструмент или заготовка.