Описание и технические характеристики проволоки сварочной СВ-08Г2С
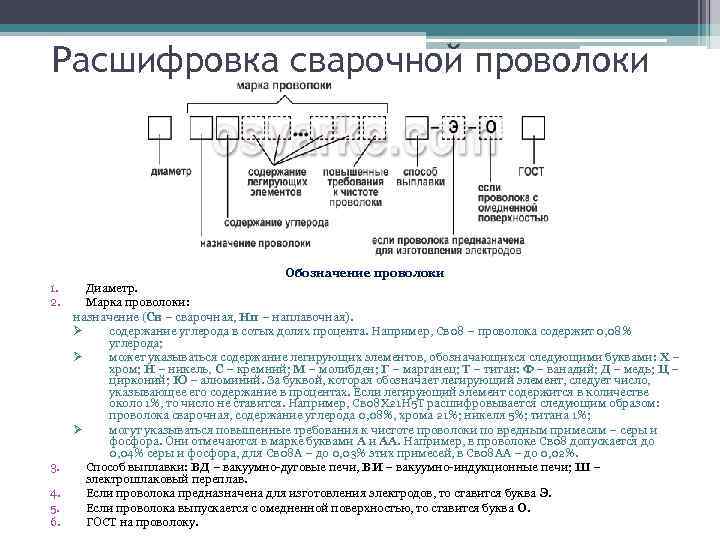
СВ-08Г2С (ПСГ-0302) – один из наиболее универсальных типов сварочной проволоки, используемых в механизированных сварочных процессах. Эта проволока подходит как для использования в сварочных автоматах, так и в устройствах полуавтоматической сварки. Омедненная проволока применяется для сварки в среде защитных газов (CO2 или смесь CO2 с 20% содержанием Ar). Проволока СВ-08Г2С позволяет использовать при сварке чистый CO2, что значительно удешевляет и ускоряет производственные процессы. Для высоконагруженных конструкций, при сварке проволокой СВ-08Г2С можно использовать газовую смесь из CO2 (80%) и Ar (20%). В такой газовой смеси сварочный шов, выполненный с использованием омедненной проволоки СВ-08Г2С будет иметь самые высокие показатели ударной вязкости и предела прочности. Этот тип проволоки можно использовать любыми сварочными аппаратами в любых пространственных положениях.
Сварочную проволоку СВ-08Г2С при производстве покрывают защитным слоем меди. Омедненная проволока имеет большие сроки хранения и в меньшей степени подвержена химическим и физическим воздействиям во время хранения. В настоящее время сварочная омедненная проволока с маркировкой СВ-08Г2С производится многими заводами на территориях России, стран СНГ, Китае и Турции.
Как ни странно, даже при таком количестве поставщиков выбор сварочной проволоки оказывается не таким простым занятием. При выборе поставщика сварочной проволоки нужно внимательно выбирать поставщика и четко знать, какой завод – изготовитель производит выбранную Вами сварочную проволоку. Особенно это касается выбора омедненной сварочной проволоки СВ-08Г2С – она является одной из самых популярных и производится многими заводами в больших объёмах.
Так использование для сварки некачественной проволоки может выйти боком не только заказчику работ, но и чрезмерно экономному, или просто невнимательному подрядчику. Сварочные швы, заполняемые такой проволокой, имеют сниженные показатели прочности и ударной вязкости. А сварочное оборудование работает с повышенным износом, и чем дороже сварочный аппарат, используемый в работе, тем более сомнительной кажется выгода от использования некачественной проволоки. Защитный слой меди отслаивается, проволока крошится, загрязняя внутренние части сварочных подающих механизмов и забивая направляющую спираль (канал) по которому проволока поступает к горелке. Это в свою очередь приводит к простоям производства и дополнительным тратам на оборудование.
Компания «ИТС – Москва» входит в группу компаний ИТС и является одним из крупнейших производителей и поставщиков сварочного оборудования. Проволока сварочная СВ-08Г2С произведенная на заводах группы компаний ИТС подвергается самому жесткому контролю на соответствие техническим стандартам. Контроль физических и химических характеристик проволоки проводится на соответствие ГОСТу 2246-70 и техническим условиям НПФ «ИТС» ТУ1211-022-11143754-2005. Единицей контроля выступают каждые 250! кг сварочной проволоки.
Сварочная омедненная проволока СВ-08Г2С, произведенная на заводах группы компаний ИТС успешно прошла все аттестационные испытания по испольщованию ее на высоконагруженных конструкциях и обьектах повышенной опасности, подконтрольных Ростехнадзору.
Отличительные особенности
При выборе сварочных материалов как перед технологами на производстве, так и перед домашним мастером встает серьезный вопрос. Ему надо найти проволоку или электроды, и обеспечивающие высокое качество шовных соединений, и неприхотливые к режимам сварки, и, не в последнюю очередь, не слишком дорогостоящие. Проволока СВ08Г2С при сравнении выходит вперед по многим параметрам.
СВ08Г2С имеет следующие особенности по сравнению с другими сварочными материалами:
- способствует стабильности электрической дуги, снижает риск прилипания электрода к поверхности заготовки;
- поддерживает широкий спектр режимов сварочных работ;
- совместима с большинством типов сварочных аппаратов;
- позволяет минимизировать расплескивание расплавленного металла;
- облегчает повторный розжиг сварочной дуги;
- способствует экономии других расходных материалов, таких, как медные наконечники.

Автоматическая сварка проволокой
Совокупность этих особенностей позволяет сваривать прочные и долговечные швы, с качественным проваром кромок, равномерные по своему составу и обладающие минимумом пористости и других дефектов.
Рекомендации
Напоследок дадим несколько рекомендаций касаемо покупки сварочной проволоки. Эти советы применимы и в случае приобретения любых других сварочных комплектующих.
Перед покупкой запросите у продавца сертификат соответствия. В нем указано, каким стандартам соответствует проволока и вообще подлинна ли она. Это защитит вас от подделок и контрафактных комплектующих. Сертификат тоже подделывают, но редко.
Также рекомендуем покупать проволоку в крупных магазинах, а не в мелких полуподвальных или в интернете. Вы не знаете, как она хранилась и в каких условиях. Вполне вероятно, что условия хранения не соответствуют нормам. А в крупных магазинах эти правила еще стараются соблюдать.
И последний, вполне очевидный совет, о котором многие забывают. Не покупайте самую дешевую проволоку. Вы не сэкономите свой бюджет. Потому что такая проволока быстро придет в негодность и качество сварки окажется неудовлетворительным. Вам придется снова идти в магазин и покупать другую проволоку. Выбирайте сварочные комплектующие из средней ценовой категории. Зачастую они являются примером идеального соотношения цены и качества.
Общая информация
Самая известная проволока для сварочных работ-это СВ08Г2С. Её зачастую величают разносторонней, потому как позволяется сплавлять углеродистые и низколегированные стали.
Эдакая проволока будет удобна начинающим, в свою очередь тренированному профессионалу. Вам будет возможна сварка разнообразных стальных комплектующих , когда вы эксплуатируете модель СВ08Г2С.
Коль в работе вы применяете проволоку СВ08Г2С, то вы сможете осилить сварку разных частей, не важно новичок вы или мастер. Спираль брэнда СВ08Г2С издаётся двумя разновидностями: омеднённой и без участия медной обшивки
Спираль с медным сечением маркируется цифрой «О». Она является более надёжной, из-за малого изнашивания. Медные пластины износостойкие
Спираль брэнда СВ08Г2С издаётся двумя разновидностями: омеднённой и без участия медной обшивки. Спираль с медным сечением маркируется цифрой «О». Она является более надёжной, из-за малого изнашивания. Медные пластины износостойкие.
Реализация спирали СВ08Г2С осуществляется в кассетах, также бобине.Существуют сжатые вариации по 5 кг, а также по 15 кг с целью мастерской сварки.
Также она скатана в кучные ряды, это позволяет ей не раскручиваться при выполнении работы и в тоже самое время выдерживания.
Преимущество этого материала в том, что он не амортизирует спускающиеся устройство, при том, что спираль, намотанная на валик-стоит дороже. Для мастерской сварки – это самый лучший вариант.
Расшифровка марки
СВ08Г2С расшифровывается следующим образом:
- СВ — сварочная;
- 08 — содержание углерода, в % — 0,08;
- Г — наличие в составе марганца;
- 2 — количество марганца, в % — 2;
- С — наличие в составе кремния, так как после буквы «С» не проставлена цифра, то это означает, что содержание кремния не превышает одного процента.
Справка. Производителями выпускается две модификации проволоки: омедненная и без покрытия. В маркировке первой разновидности присутствует буква «О».
Омедненная сварочная проволока также пользуется высоким спросом, так как при ее использовании отмечается незначительный износ медных наконечников и рост проводимости, что обеспечивает стабильность дуги, увеличивает прочность и долговечность шва
Важно не путать стальную проволоку с покрытием из меди и полностью медные расходные материалы
Расшифровка маркирования
- Св – для сварки.
- 0,8 – процентное содержание углерода (причем в сотых долях).
- Г – легирующий хим/элемент (марганец).
- Следующая цифра «2» – его содержание (в %).
Маркировка
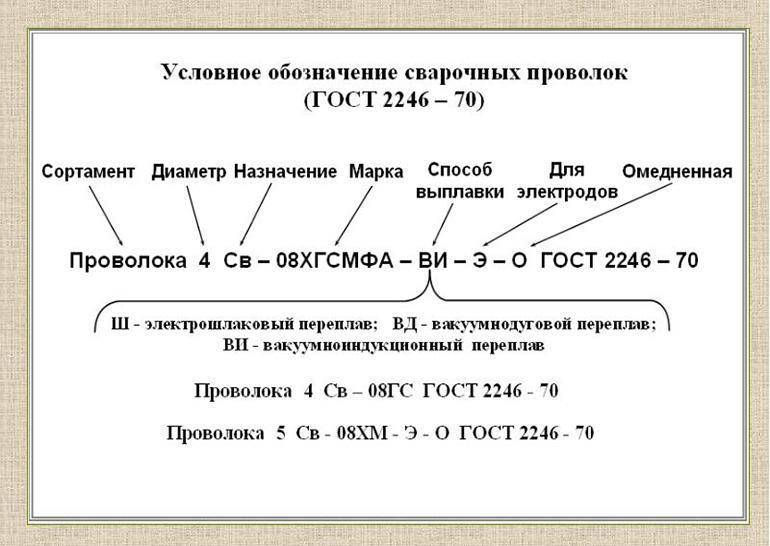
Прочитать марку стали поможет тот же ГОСТ. Узнаем, что означает Св-08Г2С. Расшифровка знака «Св-» перед маркой. Указывает — предназначена для сварочной проволоки. Обозначение массовой доли элементов в маркировке сварочной проволоки соответствует общепринятым. Однако, эти изделия могут дополнительно маркироваться в зависимости от следующего:
- Назначения — для изготовления электродов (Э).
- Вида поверхности — с омедненной поверхностью (О).
- Способу переплава — вакуумно-дуговой (ВД), электрошлаковый (Ш), вакуумноиндукционный (ВИ).
Знаки располагаются в конце марки, через тире. Например: Св-05Х19Н9Ф3С2— ВИ — Э — О. Высококачественные сплавы помечают в конце, как обычно (А). Например: Св-08АА, где на качество указывает последняя буква, а буква перед ней указывает азот.
Все специальные требования заказчик указывает как принято при заключении договора на поставку. При ужесточении или изменении требований по химсоставу или испытаниям, составляется Техническое соглашение или Протокол, подписанный двумя сторонами (изготовителем и потребителем). При длительном сотрудничестве предприятий могут быть изданы Технические условия (ТУ), где подробно изложены все условия.
Особенности марки Св-08Г2С
По названию Св-08Г2С расшифровка такая: сварочная (наплавочная) сталь, является низкоуглеродистой (две цифры вначале это 0,08% углерода), легированной марганцем (содержит 2% марганца) и кремнием (его содержание около 1%). Сравним с похожей маркой — Св-08ГС. Расшифровка, для неё отличается по марганцу (Г). После его символа цифра отсутствует, что соответствует единице. Предельное содержание основных определяемых веществ изложено в Таблице к ГОСТ 2246–70. Там же можно посмотреть и наличие вредных примесей (серы, фосфора и других). По ковшовой пробе узнают реальный химический состав, его подтверждают в конечном размере изделия.





Для сварочной проволоки Св-08Г2С технические характеристики при диаметре проволоки 1,4 мм и менее по марганцу отличны от других сталей. Согласно Изменению № 2 к ГОСТ доля марганца (массовая) для этой стали допускается в пределах 1,65—2,1% (при согласии заказчика).
Естественно, если поверхность подвергается покрытию медью, маркировка уже Св-08Г2С — О. Такую проволоку наматывают на болванки квадратной или прямоугольной формы. Размеры, полученных мотков, оговорены в ГОСТ. По договорённости сторон в таких мотках допустимо поставлять метизы и без покрытия медью. Поставка на катушках, кассетах и тяжеловесных мотках также должна согласоваться обеими сторонами.
Проволока этой категории обязательно проходит испытания на сопротивление разрыву, согласно нормам. При отклонении от нормативных параметров, дополнительно термически обрабатывается.
Поверхность проверяется в соответствии с требованиями, установленными в следующем объёме:
- Чистота. Отсутствие загрязнений, как-то окалина, ржавчина, следы масла. Допустимы следы мыльного раствора без серы и графита.
- Гладкость. Такие дефекты проката, как трещины, раковины, закаты, расслоения, забоины не допускаются. Возможны небольшие царапины, риски и следы от волочения и шлифовки, отдельная рябизна. Состояние поверхности указывается в заказе. Возможна поставка изделий с улучшенной поверхностью (по требованию заказчика).
Методы испытаний
Проволока сварочная определенного диаметра на приемку поступает с одной плавки и партии. Сначала она проходит визуальный контроль. На поверхности не должно быть царапин, пятен. Диаметр замеряется микрометром в нескольких точках. Для этого отбирается 5%, но не менее 3.
С отобранных мотков вырезаются по 2 куска с начала и конца мотка для проведения испытаний на физические свойства стали: на разрыв, упругую деформацию и другие. Проволоку определенной длины закрепляют в специальном оборудовании, и лаборанты фиксируют в протоколе каждое значение.
Определение содержания ферритной фазы
Содержащийся в стали феррит ослабляет его механические свойства: твердость, прочность, пластичность. Определить его содержание можно по специально отлитому образцу. При производстве сварной проволоки содержание ɑ-фазы измеряется дважды.
- При разливе металла берется ковшовая проба – специальной ложкой сталевар зачерпывает жидкую сталь из ковша и выливает в кокиль.
- От уже готовой проволоки отрезают куски, укладывают в медные тигли, и расплавляют вольфрамовым электродом. Жидкую сталь переливают в кокиль.
Остывшие с определенной скоростью образцы разрезают. Поверхность шлифуют и полируют с охлаждением, не давая им нагреться. После травления с помощью электронного микроскопа изучают структуру и сравнивают с образцом.
Определения массовой доли следов мыльной смазки
Количество мыльной смазки определяется по разнице веса проволоки до и после очистки. Отбираются образцы весом до 200 гр. Взвешиваются с точностью до 0,0002гр. После этого поверхность обрабатывается бензолом, толуолом или эфиром. Взвешивание каждого образца повторяется.
Начальник ОТК Металлургического комбината ЧЛПК Овчаров В. П.: «Контроль химсостава осуществляется предварительно по ковшовым пробам. Затем от каждой партии отбирается 5%, но не менее 2 бухт. Отрезаются образцы и сдаются в химическую лабораторию. Часть веществ определяются быстро с помощью спектрального анализа. Остальные методом растворения, выжигания и химического взаимодействия. Только после этого выписывается сертификат на соответствие по химическому составу с указанием каждого элемента с точностью до 0,001%».
Сварочная проволока для наплавки. Химический состав сварочной проволоки.
Наплавочная проволока изготавливается согласно ГОСТ 2246-70, предназначена для всех видов наплавки и изготовления электродов. Согласно ГОСТа проволока выпускается диаметрами: 0,3; 0,5; 0,8; 1,0; 1,2; 1,4; 1,6; 2,0; 2,5; 3,0; 4,0; 5,0; 6,0; 6,5; 8,0; 10,0; 12 мм. При изготовлении электродов используют проволоку диаметром от 1,6 до 8,0 мм.
Поставка проволоки заказчику производится в мотках весом не более 40 кг и внутренними диаметрами от 150 до 750 мм. Для удобства установки на сварочный аппарат наплавочная проволока может наматываться на катушки. Мотки наплавочной проволоки должны быть обернуты в водонепроницаемую бумагу. На каждом мотке должна присутствовать бирка с названием предприятия, маркой проволоки и номером партии.
Хранят проволоку в сухим помещениях, защищающих от атмосферных осадков, коррозии и грязи. Возможно омеднение проволоки для лучшей защиты от коррозии.
ГОСТ 2246-70 проволока сварочная.
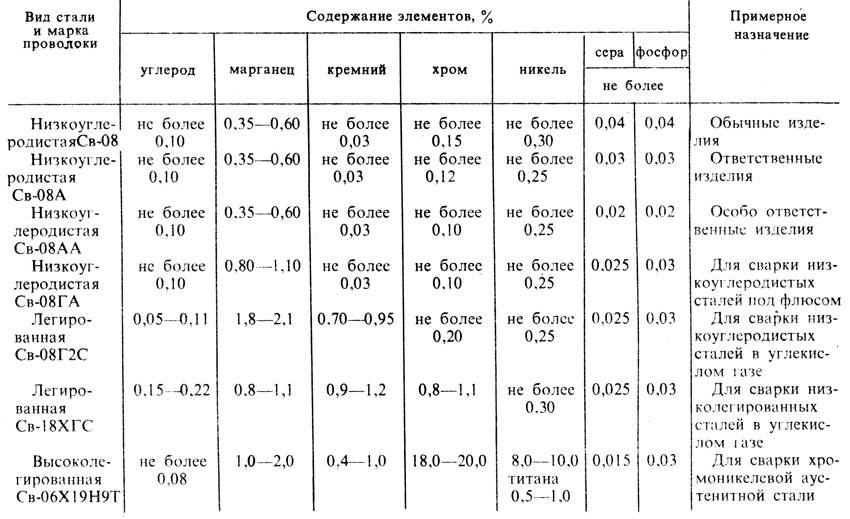
По ГОСТ 2246-70 выпускают 77 различных марок наплавочной проволоки, которые в свою очередь, в зависимости от химического состава, можно разделить на группы:
— низкоуглеродистая наплавочная проволока;
— легированная наплавочная проволока;
— высоколегированная наплавочная проволока.
В таблице 1 ниже представлены некоторые из этих марок.
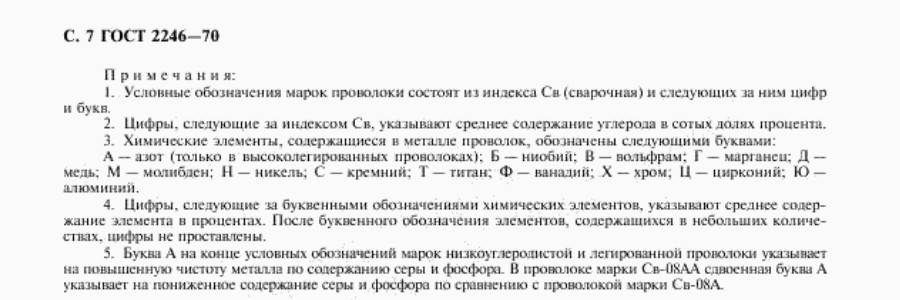
Маркировка сварочной проволоки.
На примере проволоки Св-08А разберем что означает каждая буква и цифра.
Св-08А
— индекс Св означает, что она сварочная;
— цифры 08 указывают на содержание в проволоке углерода в процентах;
— буква А указывает на содержание в проволоке главных элементов. В высоколегированных проволоках буквой А обозначают азот, в низкоуглеродистых и легированных буква А указывает на повышенную чистоту металла по содержанию серы и фосфора.
Если в конце обозначения после буквы присутствуют еще цифры, значит они указывают на процентное содержание данного элемента, например:
Св-10Г2
Значит, что в данном составе проволоки содержится до 2% марганца. Буква Г означает марганец, а цифра рядом с ним его процентное содержание в сотых долях.
Если рядом с элементом отсутствует цифра, это означает, что его содержание в наплавочной проволоке незначительно и составляет менее одного процента.
Если в конце обозначения присутствует сдвоенная буква АА (Св-08АА), это означает о пониженном содержании серы и фосфора по сравнению с проволокой Св-08А.
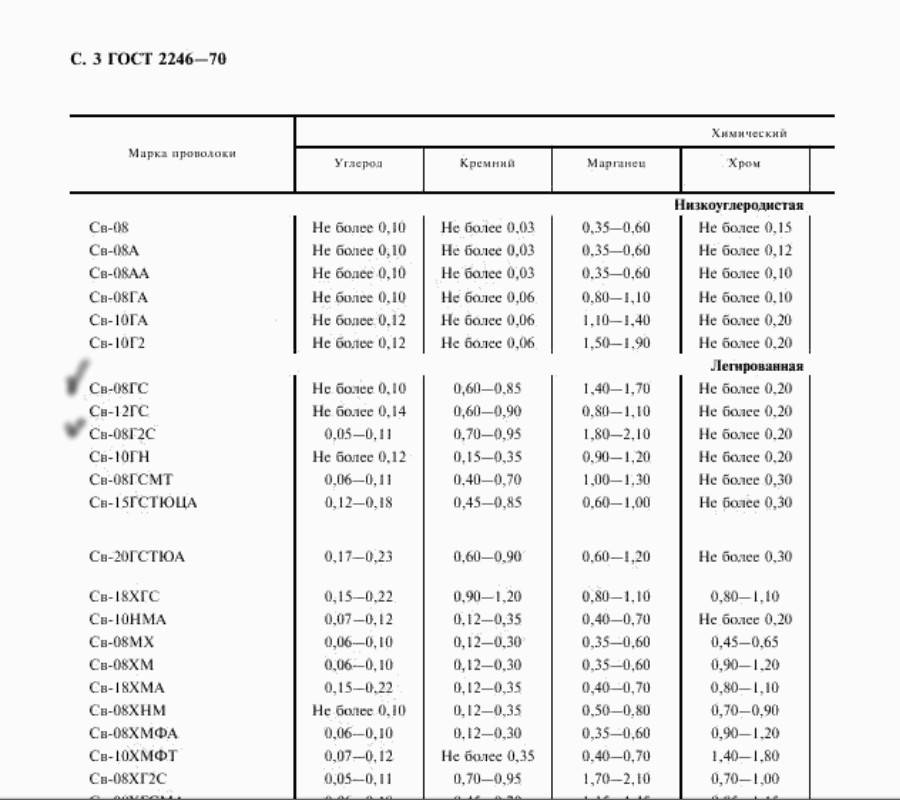
Химический состав сварочной проволоки.
Таблица 1. Химический состав сварочной проволоки по ГОСТ 2246-70.
| Марка проволоки | Химический состав, % | |||||||||
| Углерод | Кремний | Марганец | Хром | Никель | Молибден | Титан | Сера | Фосфор | Прочие элементы | |
| Не более | ||||||||||
| Низкоуглеродистая проволока | ||||||||||
| Св-08 | 0,10 | 0,03 | 0,35-0,60 | 0,15 | 0,30 | — | — | 0,040 | 0,040 | Алюм. Не более 0,01 |
| Св-08А | 0,10 | 0,03 | 0,35-0,60 | 0,12 | 0,25 | — | — | 0,030 | 0,030 | |
| Св-08АА | 0,10 | 0,03 | 0,35-0,60 | 0,10 | 0,25 | — | — | 0,020 | 0,020 | — |
| Св-08ГА | 0,10 | 0,03 | 0,80-1,10 | 0,10 | 0,25 | — | — | 0,025 | 0,030 | — |
| Св-10ГА | 0,12 | 0,03 | 1,10-1,40 | 0,20 | 0,30 | — | — | 0,025 | 0,030 | — |
| Св-10Г2 | 0,12 | 0,03 | 1,50-1,90 | 0,20 | 0,30 | — | — | 0,030 | 0,030 | — |
| Легированная проволока | ||||||||||
| Св-08ГС | 0,10 | 0,60-0,85 | 1,40-1,70 | 0,20 | 0,25 | — | — | 0,025 | 0,030 | — |
| Св-12ГС | 0,14 | 0,60-0,90 | 0,80-1,10 | 0,20 | 0,30 | — | — | 0,025 | 0,030 | — |
| Св-08Г2С | 0,05-0,11 | 0,70-0,95 | 1,80-2,10 | 0,20 | 0,25 | — | — | 0,025 | 0,030 | — |
| Св-15ГСТЮЦА (ЭП-439) | 0,12-0,18 | 0,45-0,85 | 0,60-1,00 | 0,30 | 0,40 | — | 0,05-0,20 | 0,025 | 0,025 | Алюм. 0,20-0,50 Цирконий 0,05-0,15 Церий не менее 0,4 |
| Св-18ХГС | 0,15-0,22 | 0,90-1,20 | 0,80-1,10 | 0,80-1,10 | 0,30 | — | — | 0,025 | 0,030 | — |
| Высоколегированная проволока | ||||||||||
| Св-12Х13 | 0,09-0,14 | 0,30-0,70 | 0,30-0,70 | 12,00-14,00 | Не более 0,60 | — | — | 0,025 | 0,030 | — |
| Св-06Х19Н9Т | Не более 0,08 | 0,40-1,00 | 1,00-2,00 | 18,00-20,00 | 8,00-10,00 | — | 0,50-1,00 | 0,015 | 0,030 | — |
| Св-07Х19Н10Б | 0,05-0,09 | Не более 0,70 | 1,50-2,00 | 18,50-20,50 | 9,00-10,50 | — | — | 0,018 | 0,025 | Ниобий 1,20-1,50 |
| Св-10Х16Н25АМ6 | 0,08-0,12 | Не более 0,60 | 1,00-2,00 | 15,00-17,00 | 24,00-27,00 | 5,50-7,00 | — | 0,018 | 0,025 | Азот 0,10-0,20 |
Характеристики и назначение проволоки
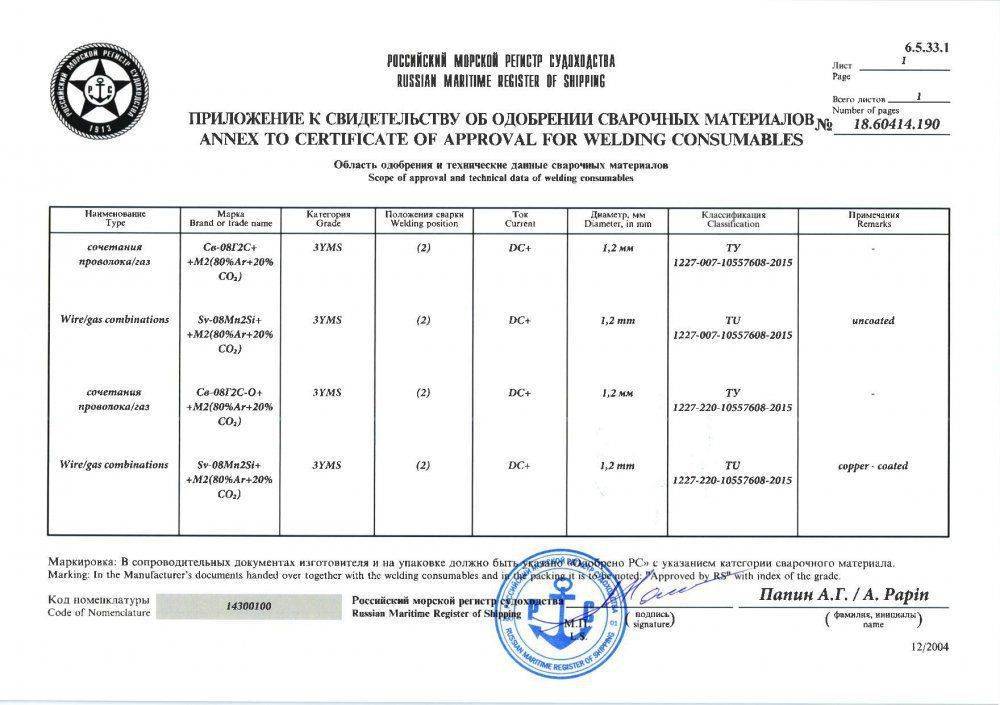
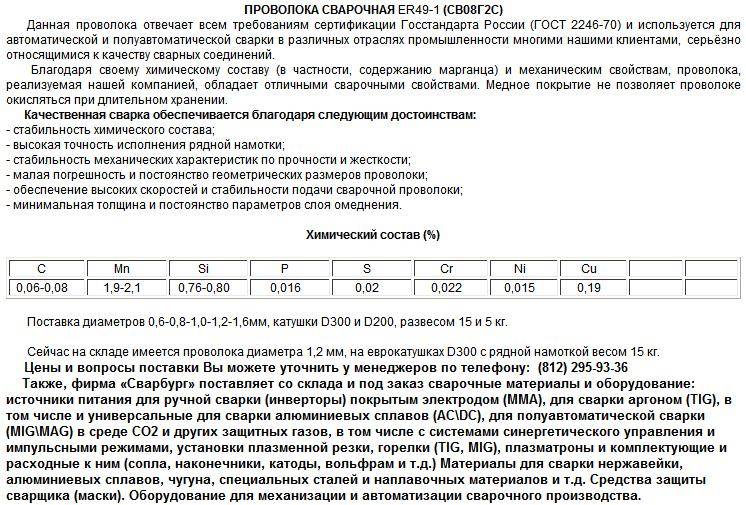
Проволока СВ08Г2С производится в соответствии с ГОСТом 2246-70 и ТУ 1227-220-10557608-2015. Основное назначение этой продукции заключается в использовании в качестве наплавки при выполнении аргонодуговой сварки, а также для изготовления плавящихся электродов для присадки при сварке.

Ее аббревиатура расшифровывается так:
СВ — обозначает назначение для сварки;
08 — количество углерода в процентах (С=0,08%);
Г — наличие в составе марганца;
2 — количество марганца в процентах.
С — наличие в составе кремния, не более 1%.
Виды продукции и химические элементы в составе
Производят проволоку в двух видах: с покрытием медным слоем (в обозначении добавляется в конце О, что значит «омедненная») и без применения покрытия Омедненная продукция производится с сечением от 0,8 до 2,0 мм и может иметь размер: 0,8; 1,0; 1,2; 1,4; и 1,6 мм.
Непокрытые изделия имеют сечение в диапазоне от 0,6 до 6,0 мм.
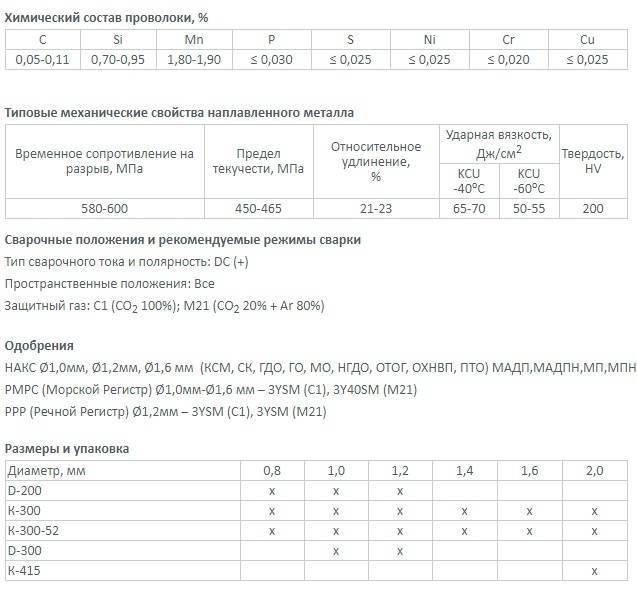
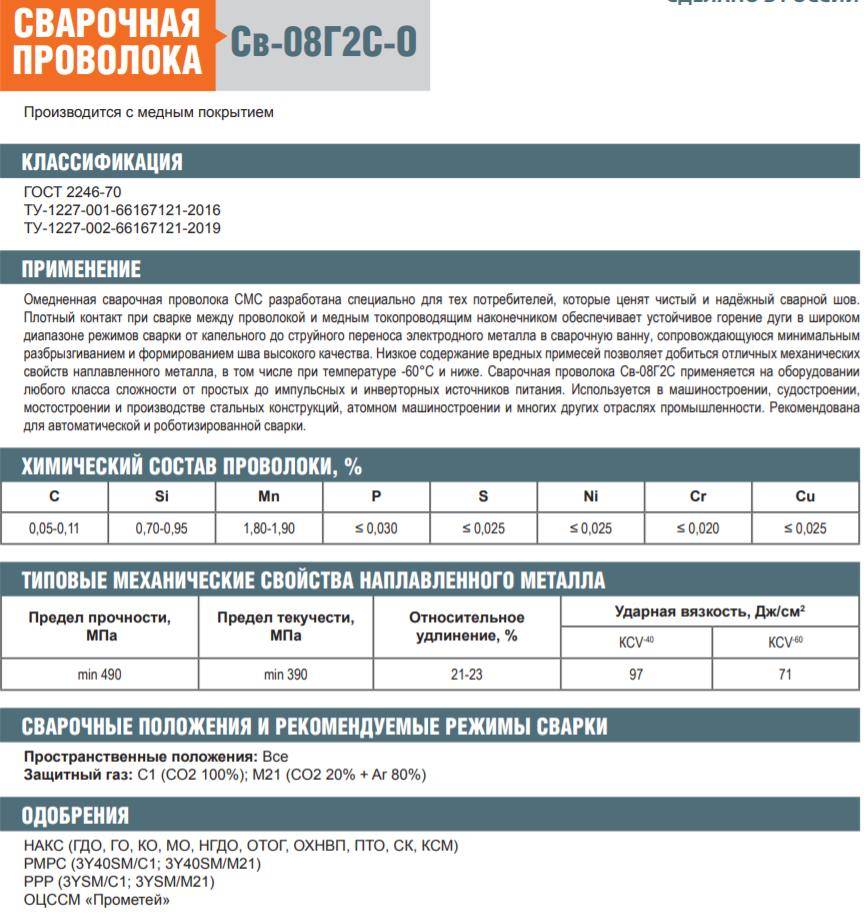
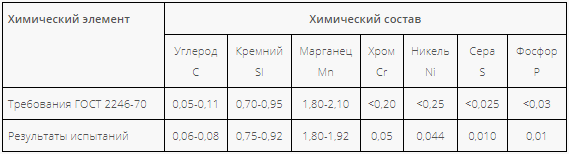
В состав продукции в соответствии с нормативной документацией должны входить:
С= 0,05 — 0,11%; Mn= 1,8 — 2,1 %; Si= 0,70 — 0,95%; S< 0,025 %; Р< 0,03 %; Cu < 0,25 %.
Общее содержание меди для проволоки с покрытием не более 0,3% (с учетом покрытия медью, толщиной не менее 0,1 мкм).
В состав также может входить не более 0,25% никеля и не больше 0,2% хрома.
Требования к условиям поставки
ПОСМОТРЕТЬ Проволока сварочная на AliExpress →
Поставка изделий с согласия потребителей осуществляется в катушках или кассетах весом 5 кг или 15 кг. Намотка проволоки должна представлять непрерывную нить, уложенную плотными рядами, не допускающими ее произвольного разматывания во время транспортировки.
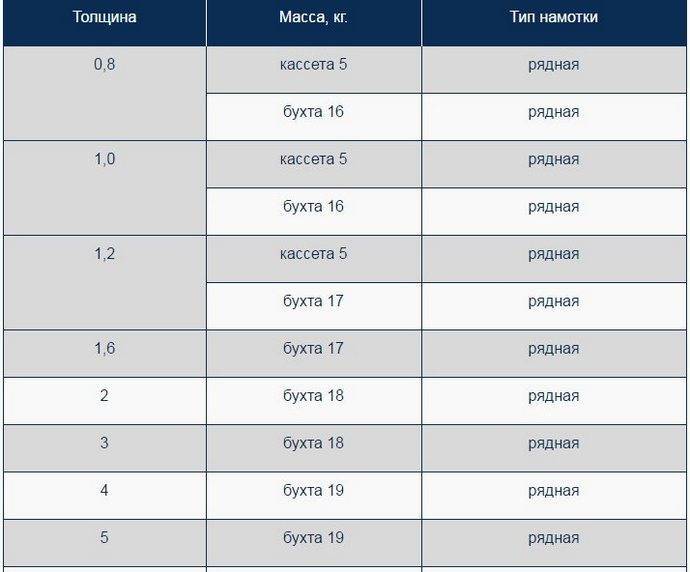
Продукция большого диаметра реализуется в герметичных упаковках без намотки на катушки, весом по 80 или 250 кг.
Допускается термическая обработка поставленной проволоки для улучшения ее свойств, если по стандартной технологии изготовления это не было предусмотрено.
Поверхность продукции с медным покрытием иногда при поставке может иметь остатки технологической обработки в виде мыльной смазки. Это, в соответствии с требованием ГОСТ, допустимо в небольших количествах, но при этом в составе смазки не должна присутствовать сера и графит.
Механические характеристики
- Изделия после изготовления обязательно проходят проверку на разрыв.
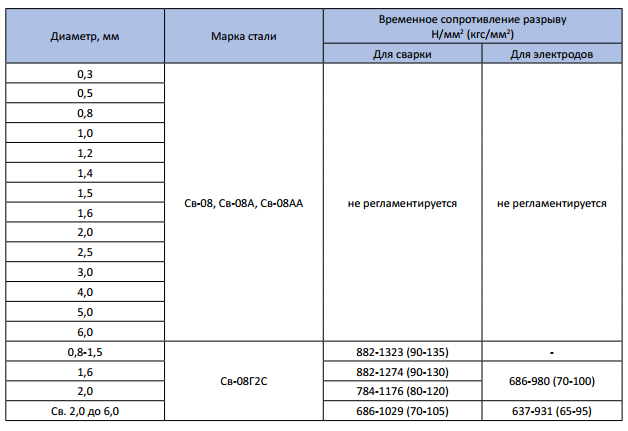
Допускаются следующие показатели сопротивления разрыву (Sв кгс/мм2):
- для Ø до 1,5 мм значение Sв должно быть в интервале от 90 до 135;
- для Ø 1,6 мм — в интервале 90-130(для наплавки) и 70-100 (для электродов);
- для Ø 2,0 мм — в интервале 80-120 (для наплавки), 70-100 (для электродов);
- для Ø больше 2,0 мм в интервале 70-105 (для наплавки), 65-95 (для электродов).
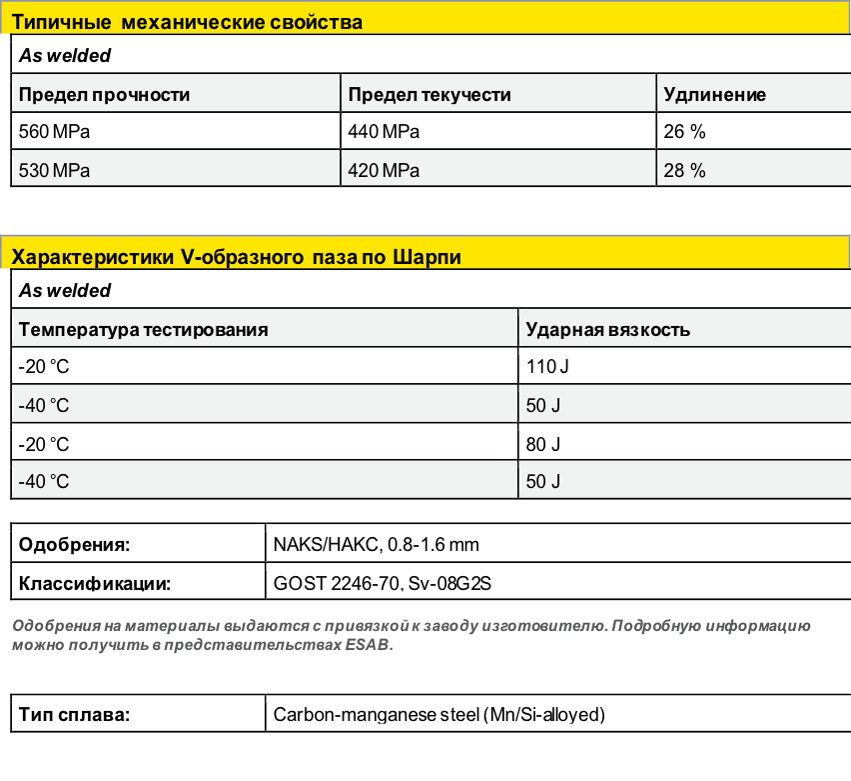
- Показатель относительного удлинения не менее 30%.
- Значение предела текучести в МПа — в интервале от 415 до 440.
- Показатель ударной вязкости, (Дж/см2): при 40оС равен 56, при 20оС — 69.
Общая информация
Проволока сварочная СВ08Г2С это одна из самых распространенных марок. Ее часто называют универсальной, поскольку можно варить углеродистые и низколегированные стали. Такая проволока подойдет как новичкам, так и практикующим мастерам. Вам под силу сварка любых стальных деталей, если вы используете проволоку СВ08Г2С. Ниже вы можете видеть состав сварочной проволоки св08г2с.
Выпускается два типа проволоки марки СВ08Г2С: омедненная и без медного покрытия. Омедненная сварочная проволока обозначается буквой «О». При ее использовании отмечается крайне незначительный износ медных наконечников.
Проволоку СВ08Г2С можно купить как в кассетах, так и в катушках. Есть и компактные варианты, например, катушки по 5 кг. Есть и кассеты для профессиональной сварки по 15 кг и более. При хранении и применении проволока не разматывается, поскольку скручена в плотные ряды.
Если вы планируете заниматься профессиональной сваркой, то лучше купить проволоки без намотки, в упаковке. Она продается весом в 250 кг, что немало. Но за то такой материал практически не изнашивает подающий механизм и при этом стоит дешевле проволоки, намотанной на бобину. Это хороший выбор для продолжительной профессиональной сварки.
Классификация
Признаки, по которым классифицируется сварочная проволока, следующие:
- назначению;
- виду поверхности;
- структуре;
- хим. составу.
По назначению изделия бывают общего и специального назначения. Проволока специального назначения предназначается для выполнения специфических работ – подводной сварки, сварки арматуры, ванной сварки и т.д. Такая проволока имеет химический состав, позволяющий упрощать вышеуказанные работы и содействовать получению сварного соединения высочайшего качества.
Проволока общего назначения предназначена для сварки, используется при проведении наплавочных работ и при изготовлении различных типов электродов (в маркировке присутствует буква Э).
По виду поверхности проволока выпускается неомедненной и омедненной (в маркировке присутствует буква О). Омедненная проволока применяется для сварки конструкций и изделий, изготовленных из углеродистой или низколегированной стали. Ее назначение – создать антикоррозионную защиту шву, а также способствовать устойчивости горения дуги. Особенно это актуально при проведении газовой сварки.
По структуре проволока бывает сплошной, порошковой и активированной. Состав стали, из которой изготавливают проволоку, имеет огромное значение при ее выборе для сварки конкретной марки металла и зависит от условного обозначения – маркировки. Обозначение проволоки
Хим. состав марок стали, из которой изготавливают проволоку, оговаривается в ГОСТ 2246-70 и согласно ему существует 6 марок, изготовленных из марок cтали с пониженным содержанием углерода, 30 марок – из легированной стали и 41 марка – из высоколегированной стали. Проволока считается низкоуглеродистой, если в ней суммарное содержание легирующих элементов составляет менее 2,5%, легированной, если суммарное содержание этих элементов находится в пределах от 2,5 до 10%, и высоколегированной – более 10%. Проволока имеет условное обозначение, которое говорит о количественном содержании различных элементов в ее составе.
Маркировка состоит из цифр и букв, где цифры это количество элементов, входящих в состав проволоки в %, а буквы — название химического элемента. Сварочная проволока может иметь в своем составе следующие элементы:
- А (N) – азот;
- Б (Nb) – ниобий;
- В (W) — вольфрам;
- Д (Cu)– медь;
- М (Mo) — молибден;
- Н (Ni)– никель;
- С (Si)- кремний;
- Т (Ti) — титан;
- Ю (Al) — алюминий;
- Ф (V) — ванадий;
- Х (Cr)– хром;
- Ц (Zr) – цирконий.
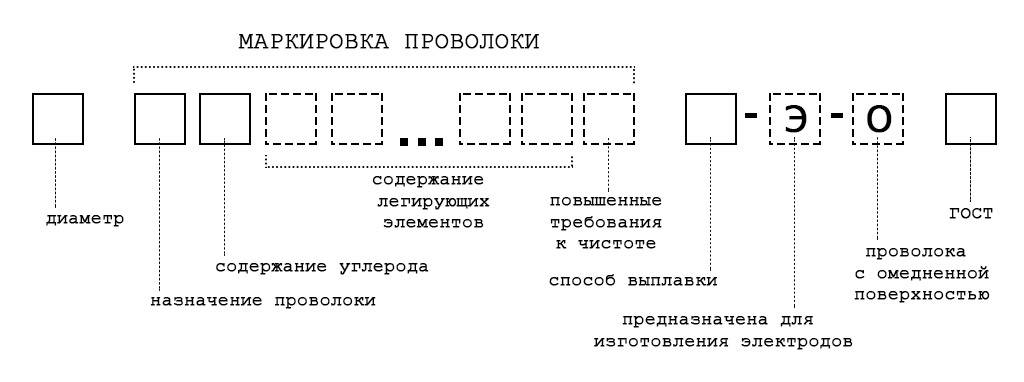
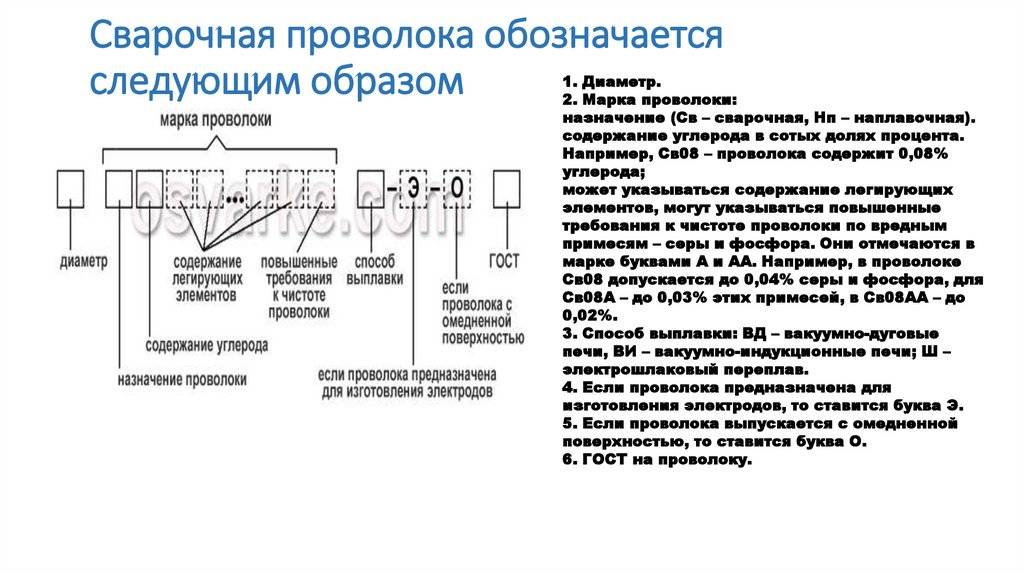
Перед маркировкой обязательно ставится цифра. После нее через дефис пишется Св. Цифра указывает Ø проволоки в мм, а Св говорит о том, что она предназначена для сварки. После Св идут цифры, указывающие на количество углерода (в сотых долях %) . В конце маркировки могут стоять буквы:
- А – в стали уменьшено содержание фосфора (Р) и серы (S);
- АА — проволока изготовлена из металла, у которого Р и S минимальное количество, т.е. металл очищен максимально от этих примесей.
Сера и фосфор негативно влияют на свариваемость, поэтому при сварке ответственных конструкций обязательно выбирают марки проволоки с пониженным их количеством.
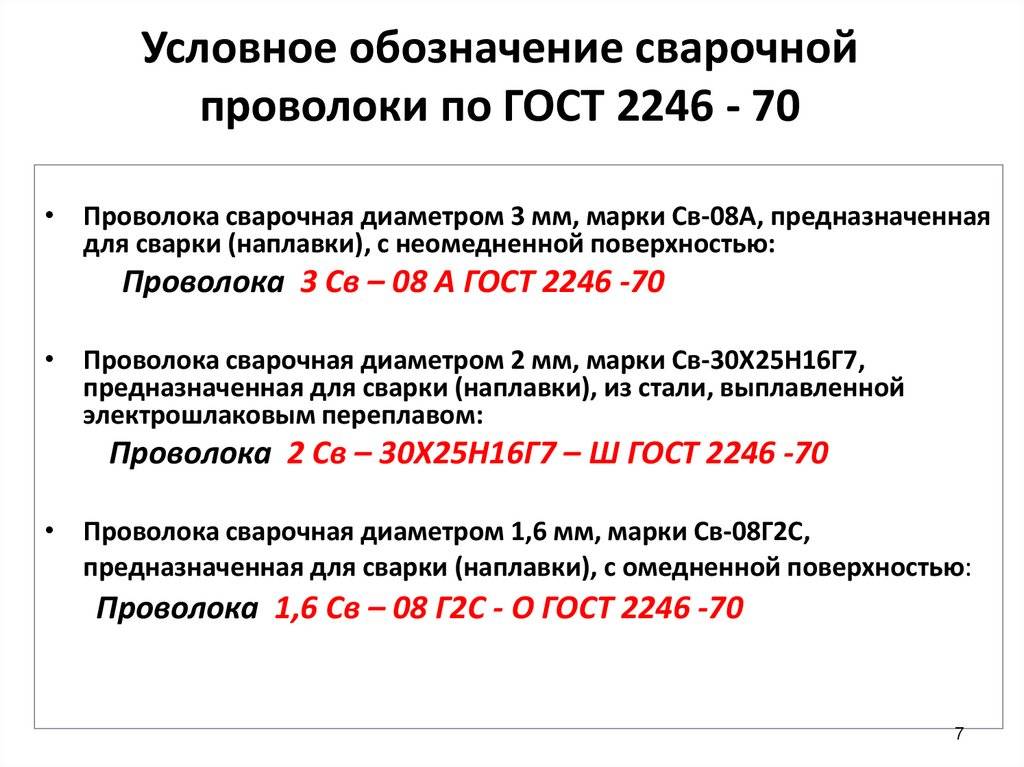
Пример условного обозначения самой применяемой марки проволоки при проведении сварочных работ и ее расшифровка:
3-Св08Г2С
где:
- 3 – диаметр в мм;
- Св – проволока сварочная;
- 08 – содержит 0,08 % углерода;
- Г2 – содержит 2% марганца;
- С – содержит до 1 % кремния.
Св08Г2С используется и при ручной дуговой сварке, при выполнении наплавочных работ и при выполнении работ с помощью полуавтоматов и автоматов. Ею сваривают ответственные емкости, работающие под давлением, конструкции из различных сталей, трубопроводы, котлы и т.д. Проволока сплошного диаметра выпускается Ø от 0,3 до 12 мм.
Общая информация
Проволока сварочная СВ08Г2С это одна из самых распространенных марок. Ее часто называют универсальной, поскольку можно варить углеродистые и низколегированные стали. Такая проволока подойдет как новичкам, так и практикующим мастерам. Вам под силу сварка любых стальных деталей, если вы используете проволоку СВ08Г2С. Ниже вы можете видеть состав сварочной проволоки св08г2с.
Выпускается два типа проволоки марки СВ08Г2С: омедненная и без медного покрытия. Омедненная сварочная проволока обозначается буквой «О». При ее использовании отмечается крайне незначительный износ медных наконечников.

Проволоку СВ08Г2С можно купить как в кассетах, так и в катушках. Есть и компактные варианты, например, катушки по 5 кг. Есть и кассеты для профессиональной сварки по 15 кг и более. При хранении и применении проволока не разматывается, поскольку скручена в плотные ряды.
Если вы планируете заниматься профессиональной сваркой, то лучше купить проволоки без намотки, в упаковке. Она продается весом в 250 кг, что немало. Но за то такой материал практически не изнашивает подающий механизм и при этом стоит дешевле проволоки, намотанной на бобину. Это хороший выбор для продолжительной профессиональной сварки.

Проволока сварочная СВ08А 3.0; 4.0; 5.0; 6.0
СВ08А (1000 кг) ТУ 14-4-828-77 диаметр от 2,0мм до 6,0мм Сварочная проволока СВ-08А применяется для сварки ацитиленокислородным пламенем углеродистых конструкци
Сварочная проволока это один из неотъемлемых элементов сварочного процесса, необходимая для обеспечения качественной сварки.
Сварочная проволока делится по назначению, способу обработки, составу и алгоритму производства.
Примеры применения сварочной проволоки:
1) сварочная проволока применяется как плавящийся электрод при использовании электродуговой полуавтоматической сварки. При этом сварочная проволока может быть как порошковой так и сплошной, самозащитной или газозащитной. Если сварочная проволока применяется в среде защитных газов, то при сварке можно изменять металлический состав шва, регулируя состав применяемой сварочной проволоки и защитного газа.
2) при использовании аргонодуговой сварки неплавящимся электродом, сварочная проволока применяется в качестве присадки. Использование присадки необходимо для того чтобы усилить шов или заполнить разделку кромок основного металла, при толщине более 3мм. Подаваться проволока может как в ручную так и механизмом подачи.
Сварочная проволока также может быть газосварочной, нержавеющей алюминиевой, омеднённой и неомеднённой.
Применение различных марок сварочных проволок:
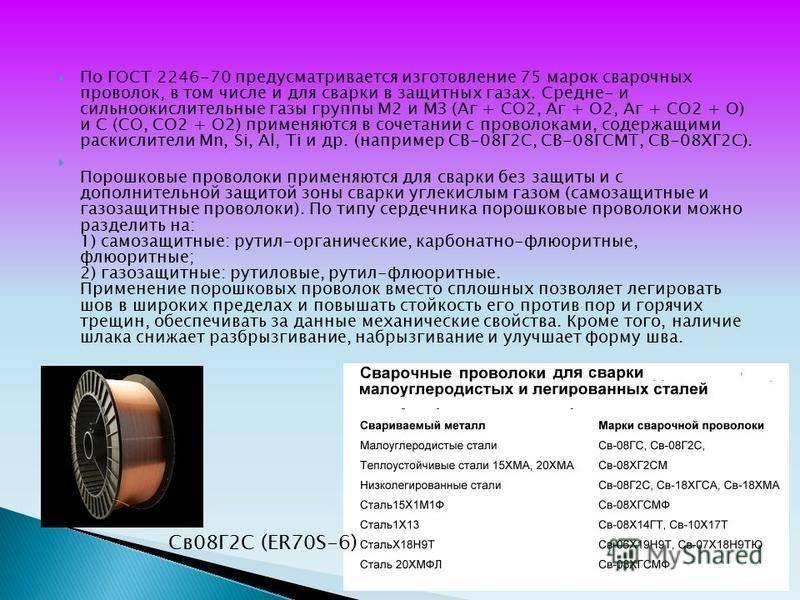
Сварочная проволока СВ-08Г2С применяют для сварки низколегированных и низкоуглеродистых сталей в углекислом газе, в различных газовых смесях и под флюсом.
Стальная нержавеющая сварочная проволока применяется для сварки нержавеющих сталей таких как 08х18н10т, 12х18н9т, 08х18н10 и других. Отрасли в которых применяется данная проволока: изготовление трубопроводов, в нефтехиммашиностроении, в энергетике и пищевой промышленности и т.д.





Алюминиевая сварочная проволока применяется для сварки алюминиевых конструкций и сплавов Al-Mg, Al-Mn.
Омеднённая сварочная проволока применяется для дуговой сварки в газовой среде углеродистых и низкоуглеродистых сталей, судостроительной и конструкционной сталей, а так же стали для сосудов находящихся под высоким давлением.
Примененяется проволока сварочная для изготовления электродов и электродуговой сварки.
krafft.tiu.ru
Область применения
СВ08Г2С широко применяется на машиностроительных производствах, в судостроении, при разнообразных ремонтных работах — везде, где требуется сваривать детали из углеродистых стальных сплавов широкого назначения. Приобретает она популярность и среди владельцев небольших автомастерских и просто среди домашних мастеров.
Отдельной популярностью заслуженно пользуется омедненная проволока. Медный слой способствует росту проводимости по причине снижения сопротивления в точке контакта. Это свойство значительно повышает стабильность электродуги и увеличивает прочность и, главное, долговечность шовного материала. Это происходит благодаря подавлению окислительных процессов в шве и околошовном пространстве.
Широкий диапазон выпускаемых сечений позволяет подобрать наиболее подходящий сварочный материал и для мелких или тонколистовых деталей, и для массивных заготовок и крупногабаритных конструкций. Двухмиллиметровая модель зачастую используется для ремонта мелких изделий, став популярной в домашних мастерских. Шестимиллиметровая модель применяется в индустриальной обстановке, поскольку требует мощных источников тока.

Полуавтоматическая сварка проволокой
СВ08Г2С применяется:
- В ручном режиме в атмосфере чистого Ar, а также совместно с CO2 – в качестве присадки. Вводится в рабочую область вручную, плавится и входит в шовный материал после кристаллизации. Сварка при этом ведется вольфрамовым неплавким электродом.
- В полуавтоматической сварке в атмосфере Ar .
- Как легирующая присадка в сварочную ванну. Флюс образует облако защитных газов, а шлаки — твердую поверхность, предохраняющую материал сварочной ванны от окисления во время кристаллизации.
СВ08Г2С обладает наилучшей сочетаемостью с промышленными автоматическими и полуавтоматическими аппаратами. Она помогает сваривать вручную практически любые углеродистые стали с высоким качеством. Шов отличается отличной геометрией и стабильностью химического состава. Эксперты особо отмечают уникальность свойств проволоки для таких операций, как формирование шовного валика и равномерного заполнения сварочного зазора между кромками заготовок.