Разметка пространственная.
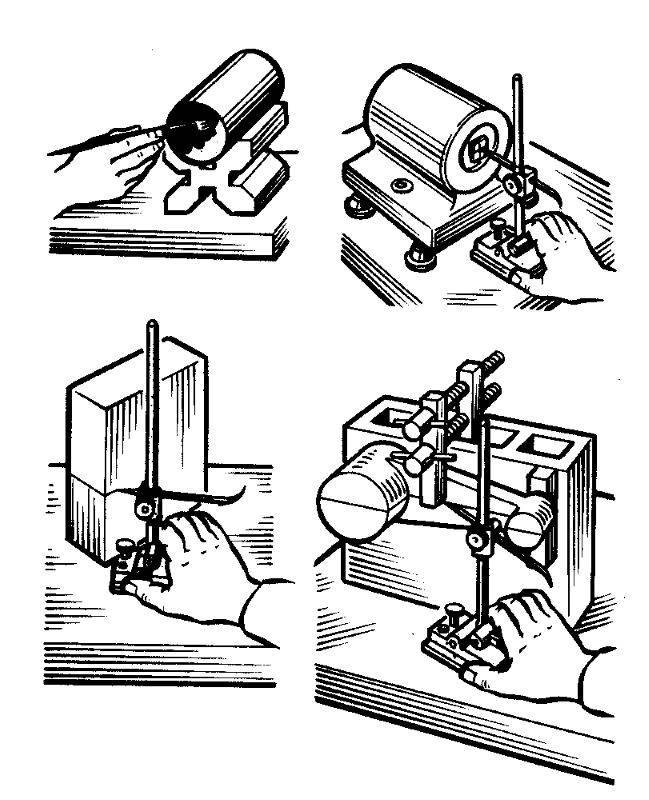
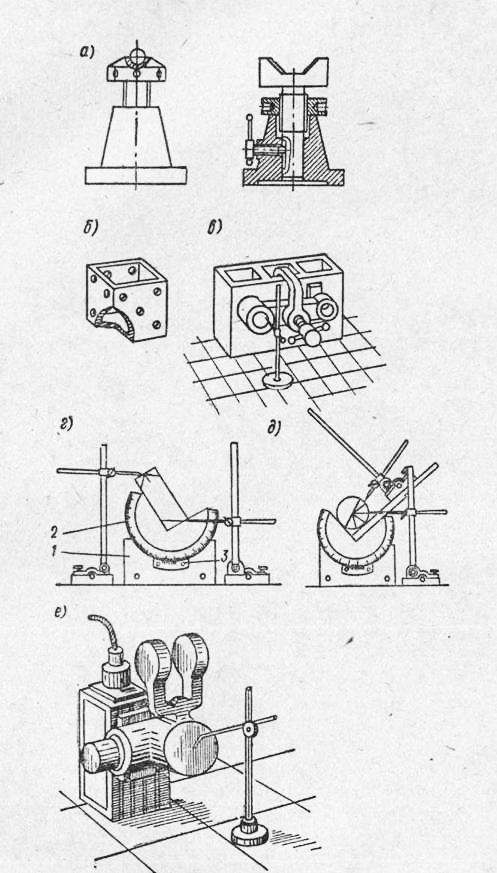
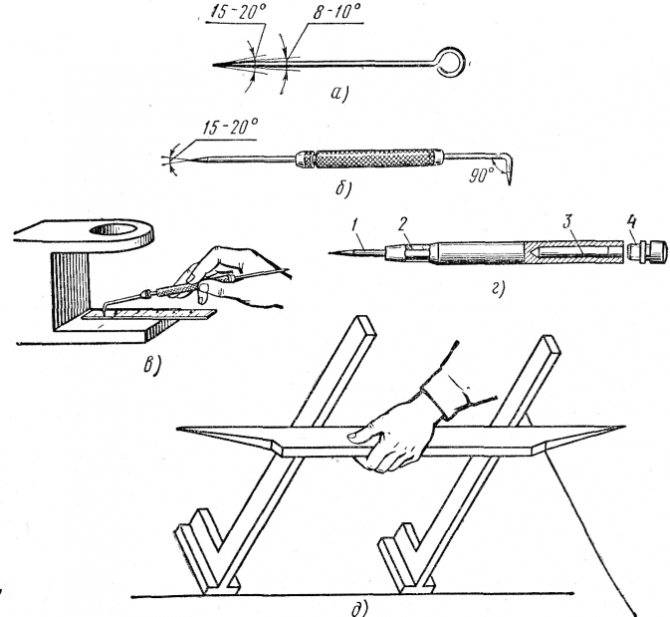
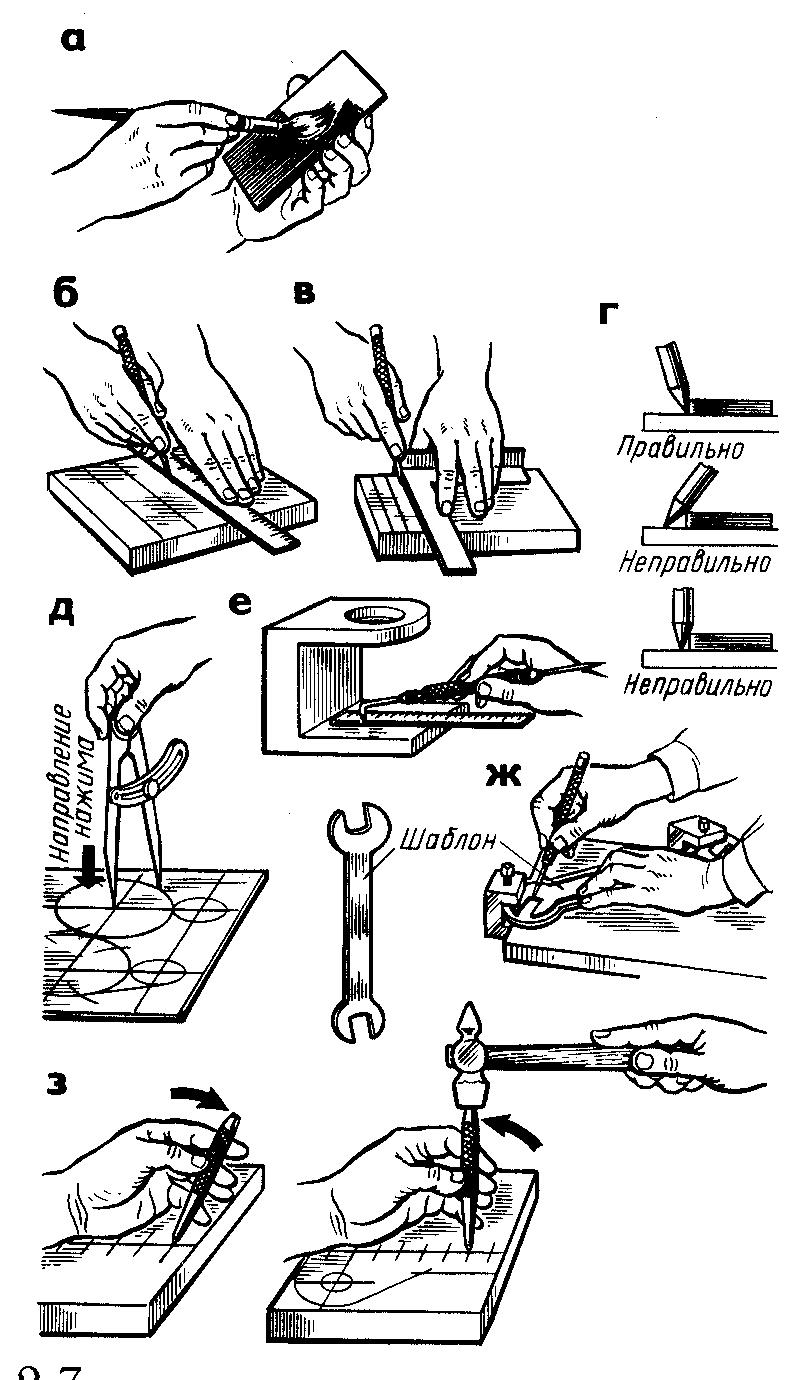
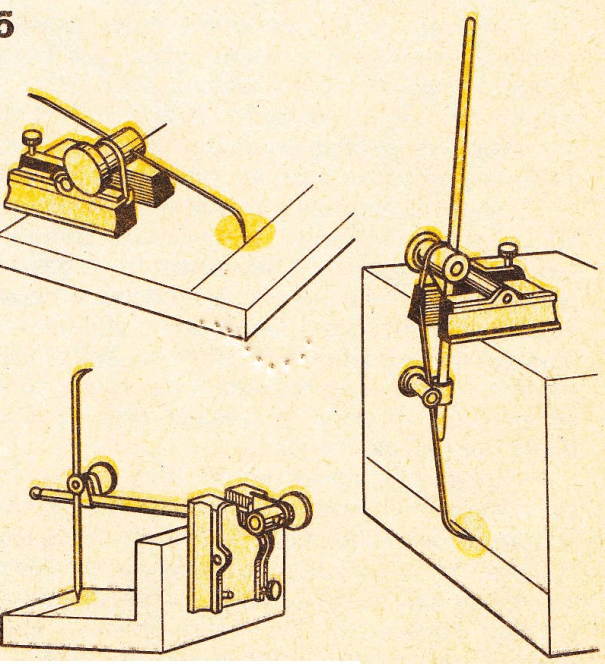
| Рис. 12. Приемы пространственной разметки:а – нанесение краски на заготовку, установленную на призму;б– нахождение центра отверстия заготовки; в– нанесение рисок на заготовку; г– разметка заготовки, установленной на разметочном приспособлении (ящике) |
Пространственная разметка применяется для графических построений, осуществляемых на поверхности объемных деталей, расположенных в разных плоскостях под различными углами друг к другу. Трудность пространственной разметки заключается в том, что приходиться не только размечать отдельные элементы на одной поверхности (стороне) детали, а увязывать разметку этих отдельных поверхностей (плоскостей, осей отверстий, их соосности, углов наклона и т.п.) между собой. Пространственную разметку производят на разметочной плите, установив и закрепив заготовку на ней таким образом, чтобы каждая плоскость или ось детали была параллельна или перпендикулярна общей плоскости разметочной плиты. Для установки и выверки на разметочной плите заготовки пользуются различными призмами, опорными прокладками, домкратами, разметочными кубиками и специальными (часто поворотными) приспособлениями. Установка заготовки на плите производится следующим образом. При установке только первое положение заготовки на плите является независимым, а все остальные положения зависят от первого. Его выбирают так, чтобы было удобно начать разметку от выбранной базы, параллельной плоскости разметочной плиты. Заготовку устанавливают в требуемом положении с помощью подкладок, клиньев, домкратов или непосредственно на плоскость плиты, на угольники, разметочные ящики, призмы. Установка должна быть прочной (без качания).
Приемы пространственной разметки (рис. 12, а, б, в, г) в основном совпадают с приемами проекционного технического черчения. Порядок нанесения рисок и накернивания при пространственной разметке такой же, как и при плоскостной.
При нанесении рисок заготовка остается неподвижной, а рейсмас или штангенрейсмас перемещается относительно её по разметочной плите. Риски проводятся с одного раза. Разметочные линии наносят в следующем порядке: сначала проводят все горизонтальные риски со всех четырех или двух противоположных сторон заготовки, затем вертикальные и в заключении все окружности, дуги, сопряжения, фасонные и наклонные линии.
Кроме основных разметочных рисок параллельно им на расстоянии 5-7 мм проводят контрольные риски, которые служат для проверки установки заготовки на станке при дальнейшей обработке, а также для возможности обработки в тех случаях, когда разметочная риска почему-то исчезла.
Наметка по шаблонам.
При изготовлении партии одинаковых деталей применяют разметку по шаблонам – наметку. В этом случае из листовой стали изготовляют шаблон, конфигурация и размеры которого точно соответствуют детали. Затем шаблон накладывают на подготовленную для разметки поверхность заготовки и чертилкой обводят его контур.Затем по рискам наносят керны.
| Рис. 13. Разметка по шаблону |
Для разметки фасонного металла применяют линейные шаблоны, с помощью которых одновременно с наметкой контура детали размечают центры будущих отверстий. Комплексная разметка по шаблону горизонтальных и вертикальных линий, а также внутренних или наружных контуров на заготовках, предназначенных для серийного производства, значительно упрощает и ускоряет работу.
Повышение производительности достигается за счет того, что размеры детали переносят путем накладывания шаблона на поверхность заготовки или подвешивания (установкой) их на специальных стойках.
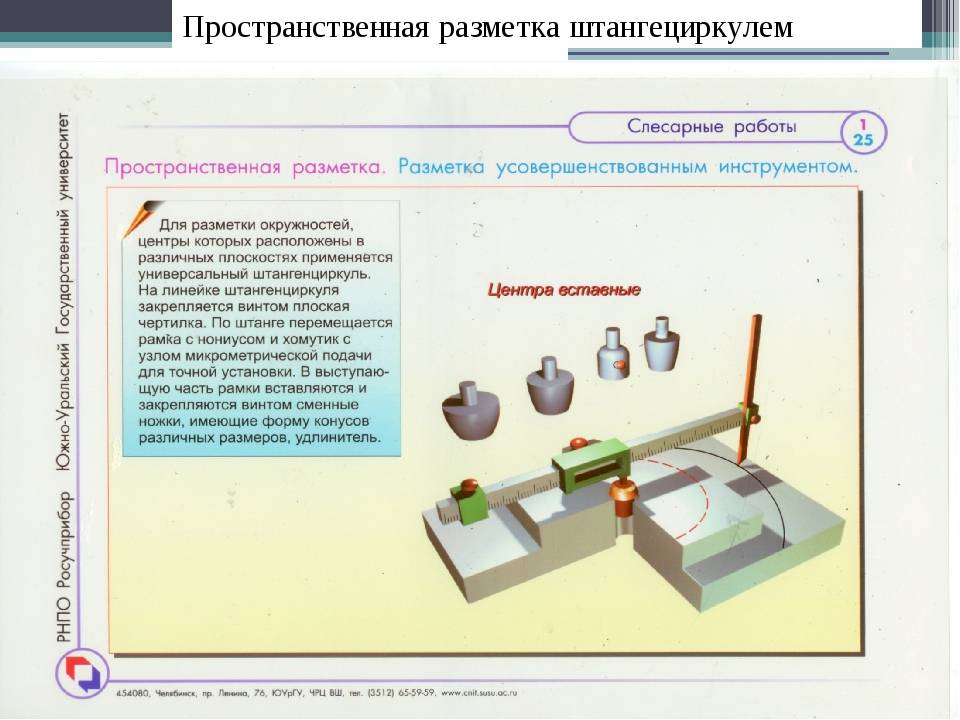
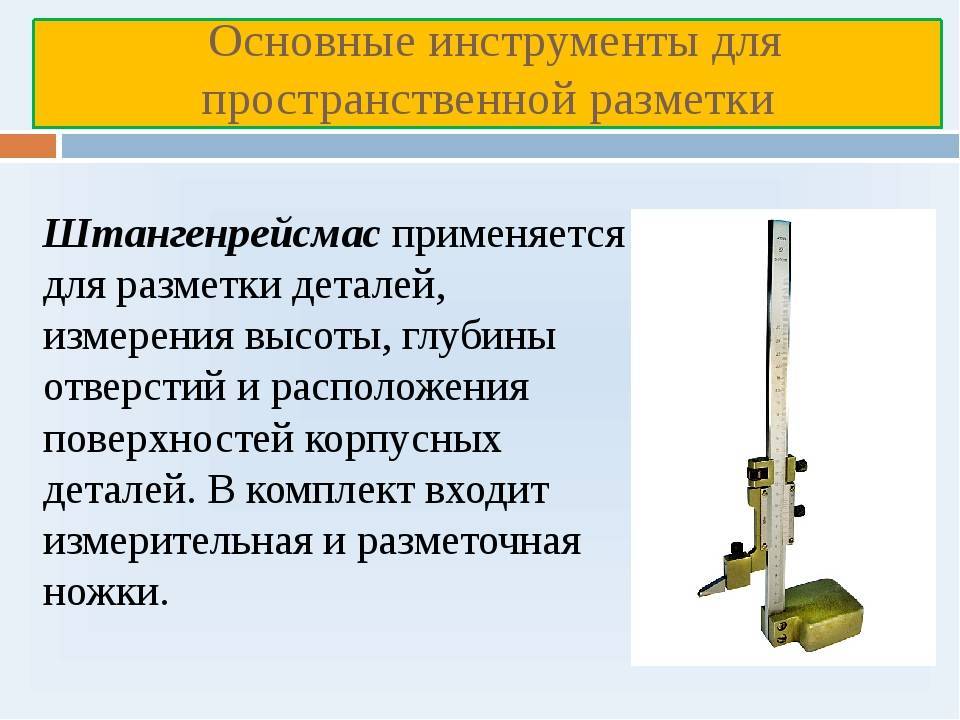
Штангенциркуль
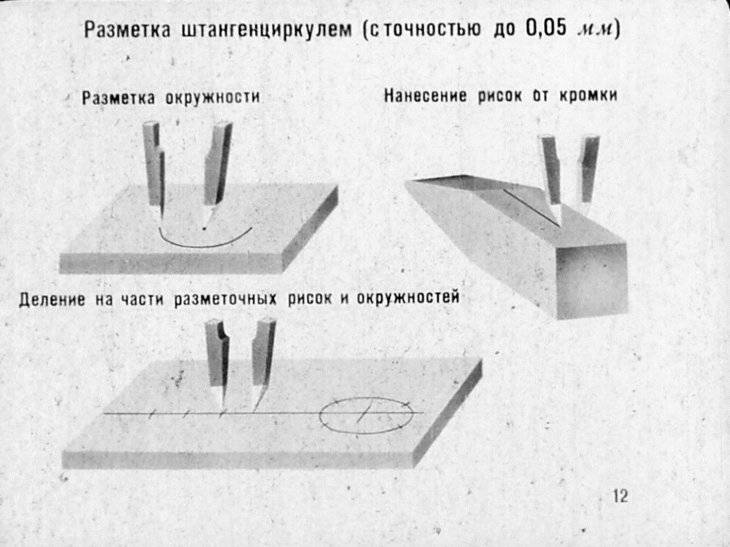
Этот широко распространенный и активно используемый в технике (особенно в машиностроении) мерительный инструмент устроен намного сложнее, чем металлическая линейка, и обеспечивает гораздо более высокую точность измерений. Штангенциркуль состоит из таких основных частей, как линейка-штанга, на грани которой нанесена основная шкала с равноудалёнными делениями через 1 миллиметр, и нониус – отсчетное приспособление с дополнительной штриховой шкалой.
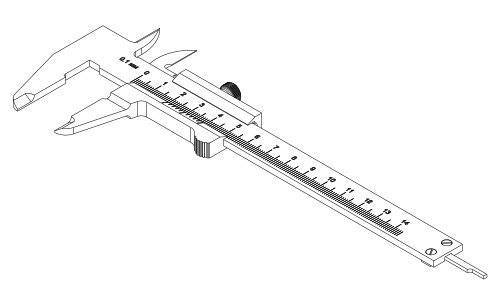
Цена деления нониусов современных штангенциркулей составляет или 0,1 , или 0,05 миллиметра, а что касается предела измерений, то он достигает 2000 миллиметров.
Штангенциркули используются для осуществления измерений как наружных, так и внутренних размеров деталей, а также глубин отверстий. Кроме того, их применяют для производства различных разметочных работ.
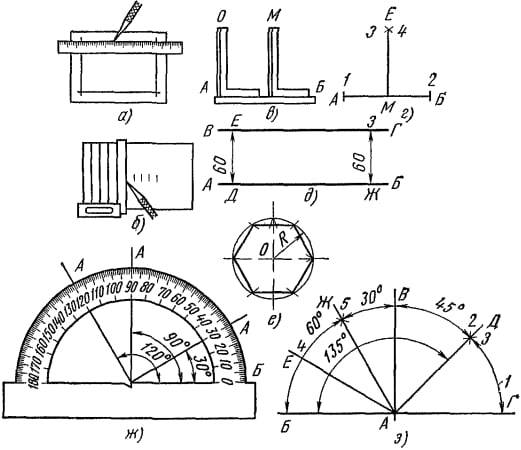
Нанесение рисок
Стандарт регламентирует порядок нанесения разметочных линий:
- горизонтальные;
- вертикальные;
- наклонные;
- криволинейные.
Нанесение криволинейных элементов после прямолинейных дает еще одну возможность проверить их точность. Дуги должны замыкать прямые, сопряжение должно быть гладким.
Инструменты для нанесение разметки
Прямые риски проводят хорошо заточенной чертилкой, без отрыва за один прием. Чертилку при этом наклоняют в сторону от линейки или угольника, чтобы не вносить искажений.
Параллельные прямые чертят, используя угольник и перемещая его вдоль опорной линейки на требуемую дистанцию.
Если в заготовке уже есть отверстия, то для привязки разметочный линий к ним применяют специальный инструмент — центроискатель.
Центроискатель
Для того чтобы разметить наклонные линии, используют разметочный транспортир с шарнирной линейкой, закрепленной в его нулевой точке.
Разметочный транспортир
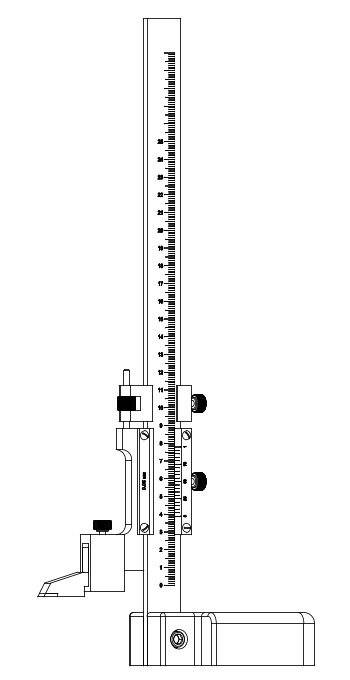
Для особо точной разметки в слесарном деле применяют штангенциркули. Они позволяют измерять расстояния и процарапывать риски с точностью до сотых долей миллиметра.
Разметка отверстий
Разметка центровых отверстий является одной из наиболее сложных операций в слесарном деле, что связано с высокой точностью. Для этих целей применяется несколько инструментов. Чаще всего это разметочный циркуль и центроискатель.
Циркуль используют в случаях, когда нет необходимости соблюдать высокую точность.
Приемы и последовательность их следующая:
- ножки циркуля разводят на расстояние, которое равняется радиусу заготовки.
- затем упирая оду ножку об края заготовки наносят штрих;
- повторяют это минимум 4 раза с разных сторон так, чтобы в центре образовался четырехугольник, центр которого является центром заготовки, и отмечается на глаз;
- затем с помощью кернера проделывается углубление.
Центроискатель — простой, но высокоточный инструмент. С его помощью проводятся всего две перпендикулярные линии, перенесение которых является центром заготовки.




Брак при разметке
Прежде всего, при разметке всплывает брак, допущенный на предыдущих стадиях изготовления. Продукция заготовительных участков или цехов, а также материалы, приобретенные на других предприятиях, обнаруживают:
- нарушение размеров
- искажение формы
- коробление.
Такие отливки или прокат дальнейшим разметочным операциям не подлежат, а возвращаются в подразделение или организацию, допустившую брак, для его исправления.
На этапе собственно разметки брак может быть вызван следующими факторами:
- Неточность чертежа. Слесарь, не задумываясь, отображает неправильные размеры на детали, и в ходе дальнейшей обработки выходит бракованная продукция.
- Неточность или неисправность инструментов. Все разметочные инструменты подлежат обязательной периодической поверке в метрологической службе предприятия или в авторизованном метрологическом центре.
- Неправильное использование инструмента или вспомогательных разметочных принадлежностей. Известны случаи, когда вместо мерных калиброванных подкладок для выставления уровня использовались обычные подкладки. В этом случае также возможна ошибочное нанесение углов и уклонов.
- Неточность установки заготовки на разметочный стол или плазу. Приводят к перекосам при откладывании размеров, нарушению параллельности и соосности.
- Неправильный выбор базовых плоскостей. Возможно также, что часть размеров наносилась от базовых плоскостей, а часть — от черновых поверхностей заготовки.
Брак при разметке
Отдельно в ряду причин брака стоят ошибки разметчика. К ним относится:
- Неправильно прочитанный чертеж. Возможно нанесение радиуса вместо диаметра и наоборот, неточное нанесение центров отверстий относительно центровых рисок и т.п. В случае возникновения затруднений слесарь обязан обратиться за разъяснениями к бригадиру или мастеру.
- Неаккуратность и невнимательность при кернении и нанесении линий.
Халатность может допустить как сам слесарь, так и его руководители, не поверившие вовремя инструмент или выдавшие неподходящие разметочные приспособления.
Обычно разметочные операции поручают наиболее опытным и ответственным работникам, рассчитывая на то, что они не будут механически переносить размеры с чертежа на заготовку, а отнесутся к делу вдумчиво и вовремя заметят и устранят причины возможного брака самостоятельно или обратившись к своим руководителям.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
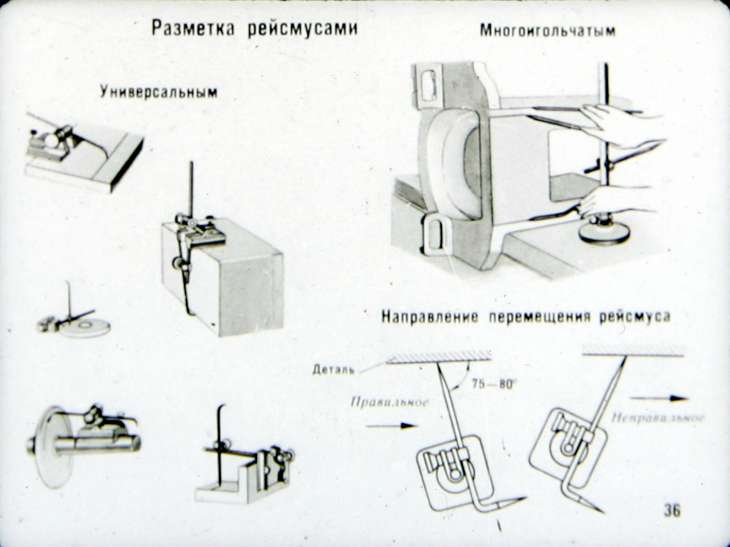
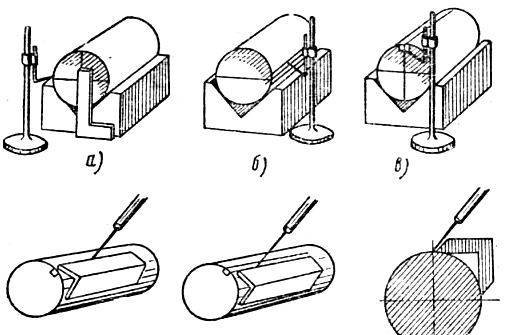
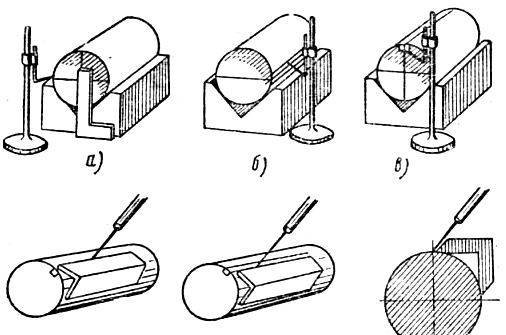
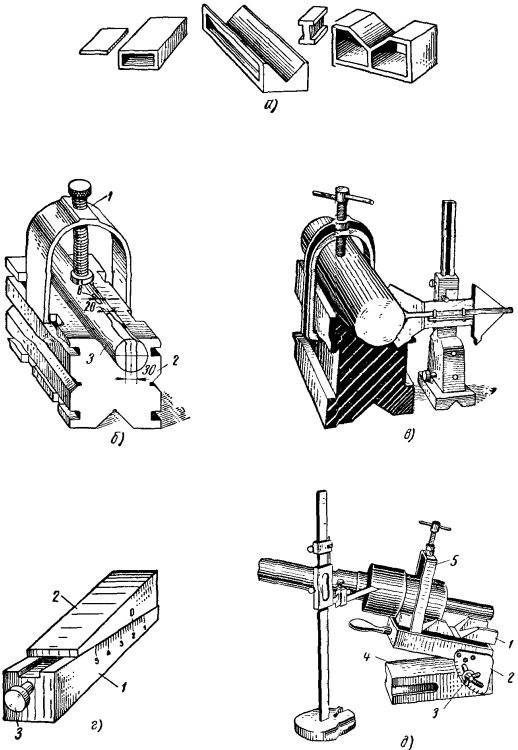
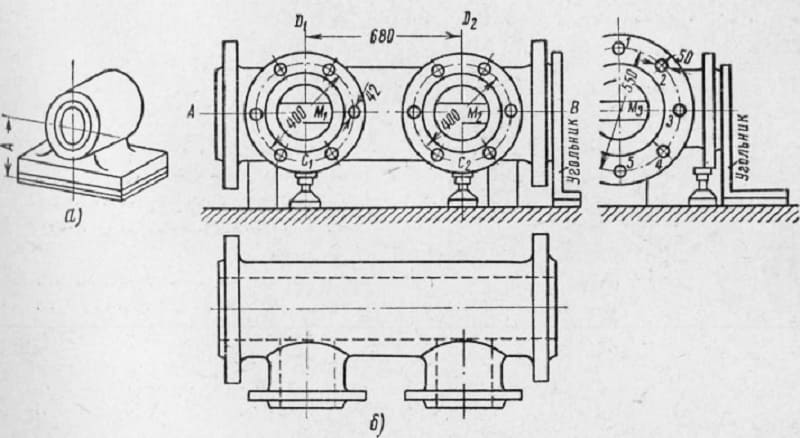
Разметка цилиндрических деталей
Последовательность выполнения разметки цилиндрических деталей следующая:
- Деталь устанавливается на разметочной плите так, чтобы соблюдалось горизонтальное положение.
- Небольшие заготовки устанавливаются на разметочные призмы.
- Нанесение разметки, которая выполняется строго по заданной инструкции:
- изучение чертежа;
- проверка детали на дефекты;
- очистка поверхности от загрязнений, остатков краски и пыли;
- покраска краской поверхности, на которой планируется проводиться разметка;
- с помощью центроискателя отмечается центр изделия;
- горизонтальная установка детали на призму;
- нанесение на торце двух горизонтальных линий;
- на боковой поверхности наносятся линии, продолжающие те, что были нанесены на торце заранее, чтобы выделить место создания канавки.
Используя разметочный инструмент можно с высокой точностью проводить пространственную разметку. Главное соблюдать инструкции и не спешить, спешка в этом деле может привести к ошибкам.
Разметка | Основы слесарной обработки
Разметкой называется нанесение на подлежащие обработке материалы или на обрабатываемое изделие точек и линий, обозначающих оси и контуры детали согласно чертежу, а также мест, подлежащих обработке.
Основное назначение разметки заключается в указании границ, до которых надо обрабатывать заготовку. Разность между размерами заготовки до и после обработки называется припуском на обработку. Однако в целях экономии времени простые заготовки часто обрабатывают без предварительной разметки (например, опиливают по размерам, указанным на чертеже).
Иногда наносятся две риски: одна для обозначения границы обработки, другая на некотором расстоянии от нее — для контроля.
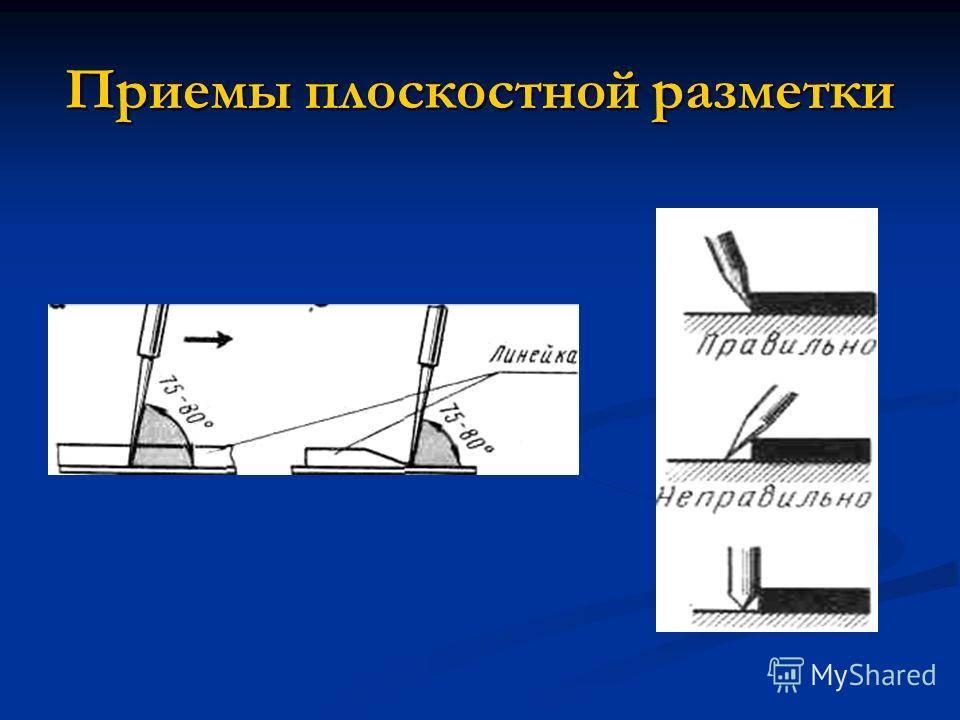
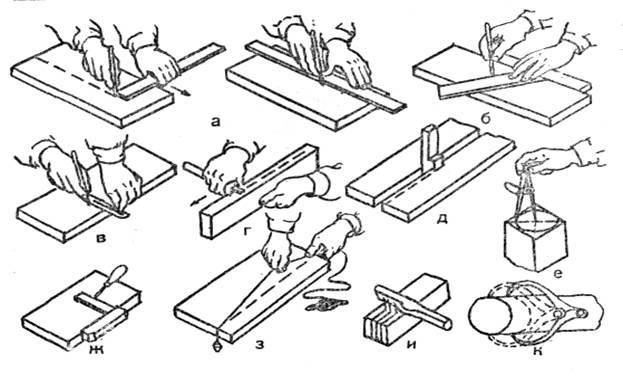
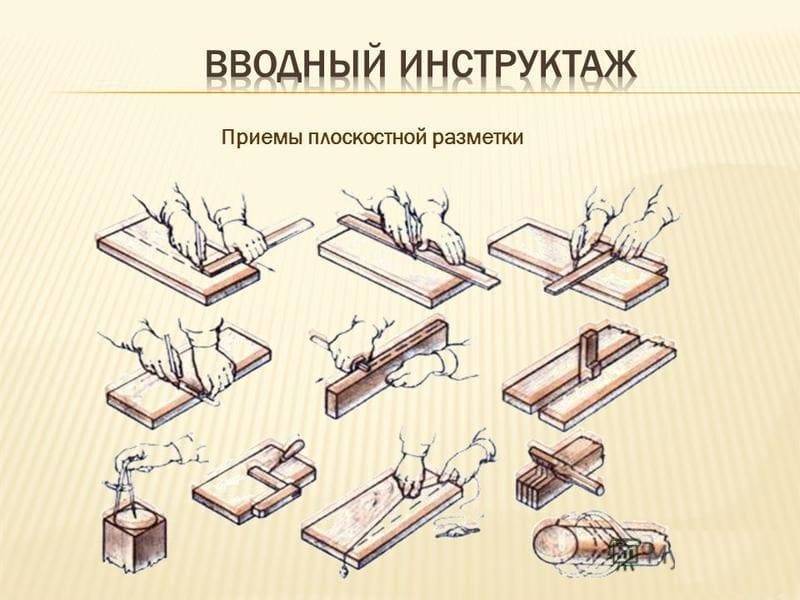
Различают плоскостную и пространственную разметку. С помощью плоскостной разметки размечают плоские детали или отдельные плоскости деталей в том случае, если они не должны увязываться с другими их плоскостями. Приемы плоскостной разметки весьма схожи с приемами технического черчения и выполняются инструментами, подобными чертежным.
Пространственная разметка заключается в том, что разметки отдельных поверхностей детали, расположенных в разных плоскостях и под различными углами друг к другу, увязываются между собой. Для пространственной разметки деталь устанавливается на специальной разметочной плите, причем правильность ее установки тщательно проверяется.
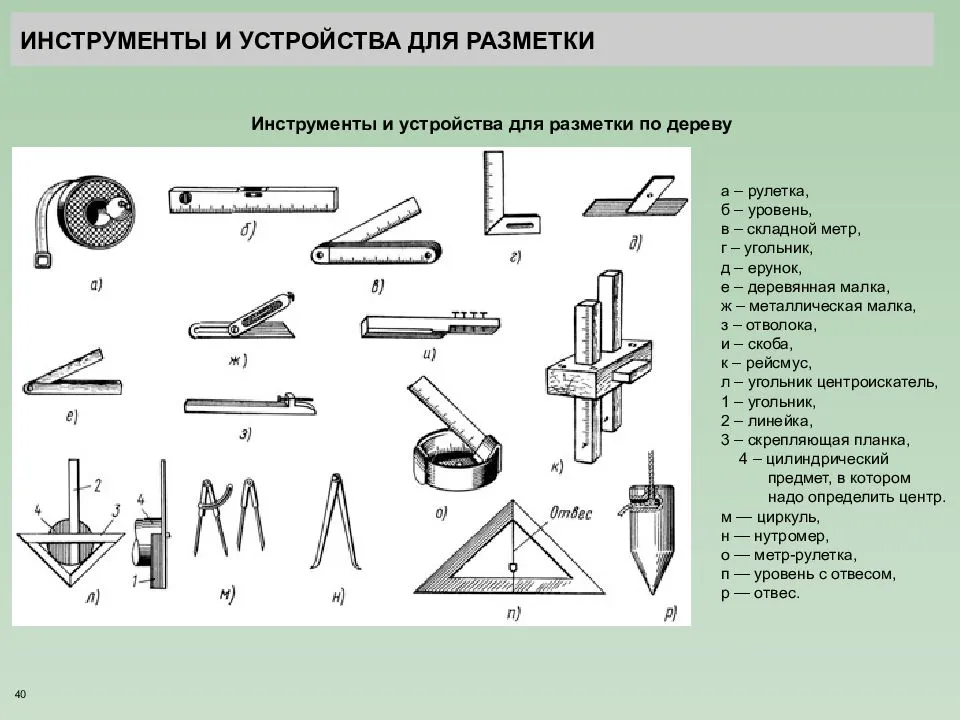
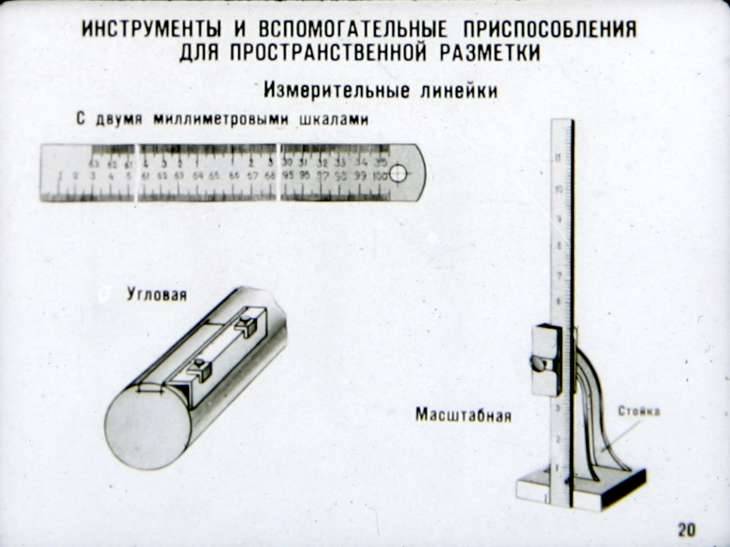
При разметке применяется следующий инструмент (рис. 4.2): линейки, окладной метр, чертилка, кернер, стальной угольник, транспортир, разметочный циркуль, штангенциркуль, рейсмус и др.
Рис. 4.2. Инструменты, применяемые при разметке: а — чертилка; б — слесарный угольник; в — разметочный циркуль; г — рейсмус; д — штангенциркуль.
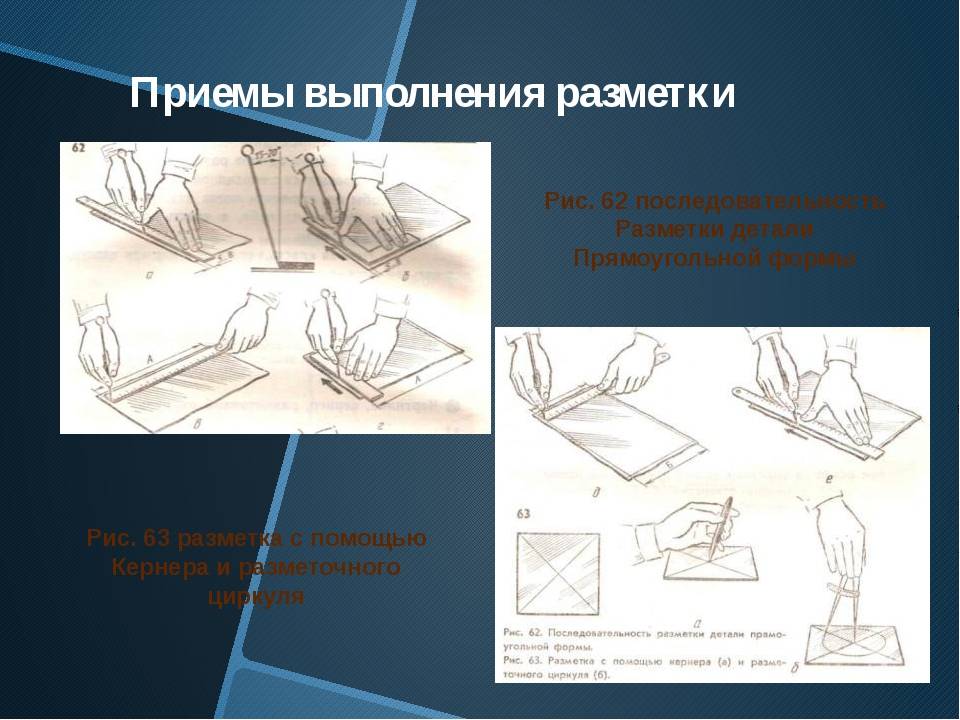
Разметка детали может осуществляться по чертежу и по шаблону.
Разметка по чертежу требует от рабочего определенных навыков: четкого понимания чертежа или эскиза, правильного выбора базы, от которой откладываются размеры детали, точной установки размеров по масштабной линейке и перенесению их на размечаемую деталь.
Шаблоны обычно применяются при разметке большого количества плоских деталей и позволяют значительно упростить и ускорить сам процесс разметки. Шаблоны изготовляются из листовой стали, алюминиевых сплавов или фанеры. Для разметки детали этим способом шаблон укладывают на размечаемый лист, прижимают к нему и обчерчивают по кромкам с помощью чертилки. При этом необходимо держать чертилку под постоянным углом к листу, не наклоняя в сторону шаблона (или линейки), так как от этого искажаются размеры детали.
Обычно при прочерчивании рисок чертилку держат с двойным уклоном: один на 15—20° от вертикали в сторону от линейки (или шаблона), другой в-сторону перемещения чертилки так, чтобы угол между ней и заготовкой (деталью) составлял 45-70°.
Риску следует проводить только один раз, а чтобы она была как можно тоньше, острие чертилки должно быть всегда хорошо заточено.
Чтобы нанесенные при разметке линии не стерлись при транспортировке и обработке детали, их прокернивают через 50—100 мм, а на закруглениях — через 5—10 мм. Кернер ставят на отмечаемой точке сначала наклонно, а в момент удара его выводят в вертикальное положение (рис. 4.3). Пальцы руки держащей кернер, не должны касаться размечаемой детали. Удар молотком наносят легко.
Рис. 4.3. Приемы кернения.
Накернивание следует производить после того, как вся разметка будет окончена. Следует помнить, что разметка является одной из наиболее ответственных операций, обеспечивающих правильное изготовление детали. Поэтому рабочий, производя разметку, должен быть внимателен, особенно при определении размеров по чертежу, нанесении их на заготовку, а также при установке детали на разметочной плите. Разметка должна выполняться только исправным и точным инструментом.
www.stroitelstvo-new.ru



Разметка цилиндрических деталей
Последовательность выполнения разметки цилиндрических деталей следующая:
- Деталь устанавливается на разметочной плите так, чтобы соблюдалось горизонтальное положение.
- Небольшие заготовки устанавливаются на разметочные призмы.
- Нанесение разметки, которая выполняется строго по заданной инструкции:
- изучение чертежа;
- проверка детали на дефекты;
- очистка поверхности от загрязнений, остатков краски и пыли;
- покраска краской поверхности, на которой планируется проводиться разметка;
- с помощью центроискателя отмечается центр изделия;
- горизонтальная установка детали на призму;
- нанесение на торце двух горизонтальных линий;
- на боковой поверхности наносятся линии, продолжающие те, что были нанесены на торце заранее, чтобы выделить место создания канавки.
Используя разметочный инструмент можно с высокой точностью проводить пространственную разметку. Главное соблюдать инструкции и не спешить, спешка в этом деле может привести к ошибкам.
Производители инструмента для разметки
Практически все изготовители строительного оборудования и ручного инструмента выпускают измерительные приспособления, частью которых являются разметочные устройства. К премиальным маркам, присутствующим в сегменте, можно отнести Bosch, RUBI, Irwin и Sturm. Из компаний, которые специализируются на инструменте, выделяются фирмы MATRIX, Stanley, FIT и т. д. Среди российских производителей можно отметить Зубр, Контрфорс и Энкор. Что касается цен, то простейшие устройства для разметки типа керна стоят порядка 100-200 руб. Циркуль или чертилка по металлу оцениваются уже в 500-700 руб. Многофункциональные технически сложные или габаритные приспособления могут стоить порядка 1-2 тыс. руб.
Разметка цилиндрических деталей
Последовательность выполнения разметки цилиндрических деталей следующая:
- Деталь устанавливается на разметочной плите так, чтобы соблюдалось горизонтальное положение.
- Небольшие заготовки устанавливаются на разметочные призмы.
- Нанесение разметки, которая выполняется строго по заданной инструкции:
- изучение чертежа;
- проверка детали на дефекты;
- очистка поверхности от загрязнений, остатков краски и пыли;
- покраска краской поверхности, на которой планируется проводиться разметка;
- с помощью центроискателя отмечается центр изделия;
- горизонтальная установка детали на призму;
- нанесение на торце двух горизонтальных линий;
- на боковой поверхности наносятся линии, продолжающие те, что были нанесены на торце заранее, чтобы выделить место создания канавки.
Используя разметочный инструмент можно с высокой точностью проводить пространственную разметку. Главное соблюдать инструкции и не спешить, спешка в этом деле может привести к ошибкам.
Плоскостная и пространственная разметка
Рубка металла.
Рубка металла — это операция, при которой с поверхности заготовки удаляют лишние слои металла или заготовку разрубают на части. Рубка осуществляется с помощью режущего и ударного инструмента. Режущим инструментом при рубке служат зубило, крейцмейсель и канавочник. Ударный инструмент – слесарный молоток. Назначение рубки: — удаление с заготовки больших неровностей, снятия твердой корки, окалины; — вырубание шпоночных пазов и смазочных канавок; — разделка кромок трещин в деталях под сварку; — срубание головок заклепок при их удалении; — вырубание отверстий в листовом материале. — рубка пруткового, полосового или листового материала. Рубка может быть чистовой и черновой. В первом случае зубилом за один проход снимают слой металла толщиной 0,5 мм, во втором — до 2мм. Точность обработки, достигаемая при рубке, составляет 0,4 мм.
Правка и рихтовка.
Правка и рихтовка — операции по выправке металла, заготовок и деталей, имеющих вмятины, волнистость, искривления и другие дефекты. Правку можно выполнять ручным способом на стальной правильной плите или чугунной наковальне и машинным на правильных вальцах, прессах и спец.приспособлениях. Ручную правку применяют при обработке небольших партий деталей. На предприятиях используют машинную правку.
Гибка.
Гибка — операция, в результате которой заготовка принимает требуемые форму и размеры за счет растяжения наружных слоев металла и сжатия внутренних. Гибку выполняют вручную молотками с мягкими бойками на гибочной плите или с помощью специальных приспособлений. Тонкий листовой металл гнут киянками, изделия из проволоки диаметром до 3 мм — плоскогубцами или круглогубцами. Гибке подвергают только пластичный материал.
Резка.
Резка (разрезание) — разделение сортового или листового металла на части с помощью ножовочного полотна, ножниц или другого режущего инструмента. Разрезание может осуществляться со снятием стружки или без снятия. При разрезании металла ручной ножовкой, на ножовочных и токарно-отрезных станках происходит снятие стружки. Разрезание материалов ручными рычажными и механическими ножницами, пресс-ножницами, кусачками и труборезами осуществляется без снятия стружки.
Размерная обработка.
Опиливание металла.
Опиливание — операция по удалению с поверхности заготовки слоя материала при помощи режущего инструмента вручную или на опиловочных станках. Основной рабочий инструмент при опиливании — напильники, надфили и рашпили. С помощью напильников обрабатывают плоские и криволинейные поверхности, пазы, канавки, отверстия любой формы. Точность обработки опиливанием — до 0,05 мм.
Обработка отверстий
При обработке отверстий используются три вида операций: сверление, зенкерование, развертывание и их разновидности: рассверливание, зенкование, цекование. Сверление — операция по образованию сквозных и глухих отверстий в сплошном материале. Выполняется при помощи режущего инструмента — сверла, совершающего вращательное и поступательное движения относительно своей оси. Назначение сверления: — получение неответственных отверстий с низкими степенью точности и классом шероховатости обработанной поверхности (например, под крепежные болты, заклепки, шпильки и т.д.); — получение отверстий под нарезание резьбы, развертывание и зенкерование.
Рассверливание — увеличение размера отверстия в сплошном материале, полученного литьем, ковкой или штамповкой. Если требуется высокое качество обработанной поверхности, то отверстие после сверления дополнительно зенкеруют и развертывают.
Зенкерование — обработка цилиндрических и конических предварительно просверленных отверстий в деталях специальным режущим инструментом — зенкером. Цель зенкерования — увеличение диаметра, улучшение качества обработанной поверхности, повышение точности (уменьшение конусности, овальности). Зенкерование может быть окончательной операцией обработки отверстия или промежуточной перед развертыванием отверстия.
Зенкование — это обработка специальным инструментом — зенковкой — цилиндрических или конических углублений и фасок просверленных отверстий под головки болтов, винтов и заклепок. Цекование производят цековками для зачистки торцовых поверхностей. Цековками обрабатывают бобышки под шайбы, упорные кольца, гайки.
Развертывание — это чистовая обработка отверстий, обеспечивающая наибольшую точность и чистоту поверхности. Развертывание отверстий производят специальным инструментом — развертками — на сверлильных и токарных станках или вручную.
⇐ Предыдущая2Следующая ⇒
Рекомендуемые страницы:
Что такое разметка
Операция нанесения размеров и формы изделия на заготовки называют разметкой. Цель операции — обозначить места, в которых следует обрабатывать деталь, и границы этих действий: точки сверления, линии загиба, линии сварных швов, обозначение маркировки и т.п.
Риски процарапываются в поверхности металла острым инструментом или наносятся маркером. Керны набиваются специальным инструментом — кернером.

![Глава iv. разметка [1980 макиенко н.и. - общий курс слесарного дела]](https://snabkz.ru/wp-content/uploads/2/4/0/240f89fe2044c795c9dbdd7b33dcd2df.jpeg)

По способу выполнения различают такие виды разметки, как:
- Ручная. Ее делают слесари.
- Механизированная. Выполняется с использованием средств механизации и автоматизации.
По поверхности нанесения различают
- Поверхностная. Наносится на поверхность заготовки в одной плоскости и не связана с линиями и точками разметок, наносимых на другие плоскости.
- Пространственная. Проводится в единой трехмерной системе координат.
Выбор между поверхностной и определяется, прежде всего, сложностью пространственной конфигурации детали.
Инструменты для нанесения рисок
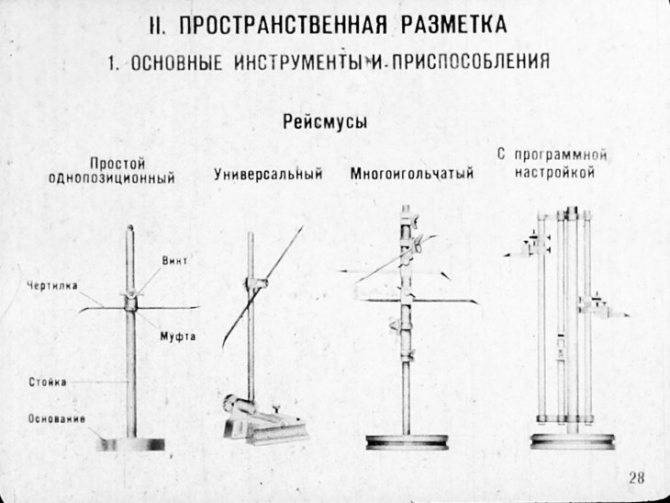
В сущности, любая разметка означает нанесение углубленной контурной или точечной насечки. Эту функцию позволяет выполнить широкий спектр инструментов, среди которых чертежные приспособления, штангенрейсмасы и стандартные рейсмасы, циркули пружинного типа и керн – инструмент, который является простейшим представителем этой группы. И напротив, многофункциональные приспособления реализуют задачи нанесения меток в качестве вспомогательных. К таким относятся, например, модели, позволяющие находить и центрировать детали. Это специальные разновидности кернов, угольников, транспортиров и т. д.
Разметка отверстий
Разметка центровых отверстий считается одной из очень тяжелых операций в слесарном деле, что связано очень точно. Под эти цели применяется несколько инструментов. Практически всегда это разметочный циркуль и центроискатель.
Циркуль применяют в вариантах, когда нет надобности исполнять большую точность.
Приемы и очередность их следующая:
- ножки циркуля разводят на расстояние, которое равняется радиусу заготовки.
- после упирая оду ножку об края заготовки наносят штрих;
- повторяют это минимум 4 раза с каждой стороны таким образом, чтобы в самом центре появился четырехугольник, центр которого считается центром заготовки, и отмечается на глаз;
- после при помощи кернера проделывается углубление.
Центроискатель — простой, но точный инструмент. Воспользовавшись его помощью проводятся всего две перпендикулярные линии, перенесение которых считается центром заготовки.


Во время использования, важно держать кернера вертикально, даже минимальное отклонение от оси будет влиять на точность метки. В большинстве случаев поверхность заготовки можно покрывать мелом, чтобы лучше видеть начертанные метки на данных поверхностях
В большинстве случаев поверхность заготовки можно покрывать мелом, чтобы лучше видеть начертанные метки на данных поверхностях.