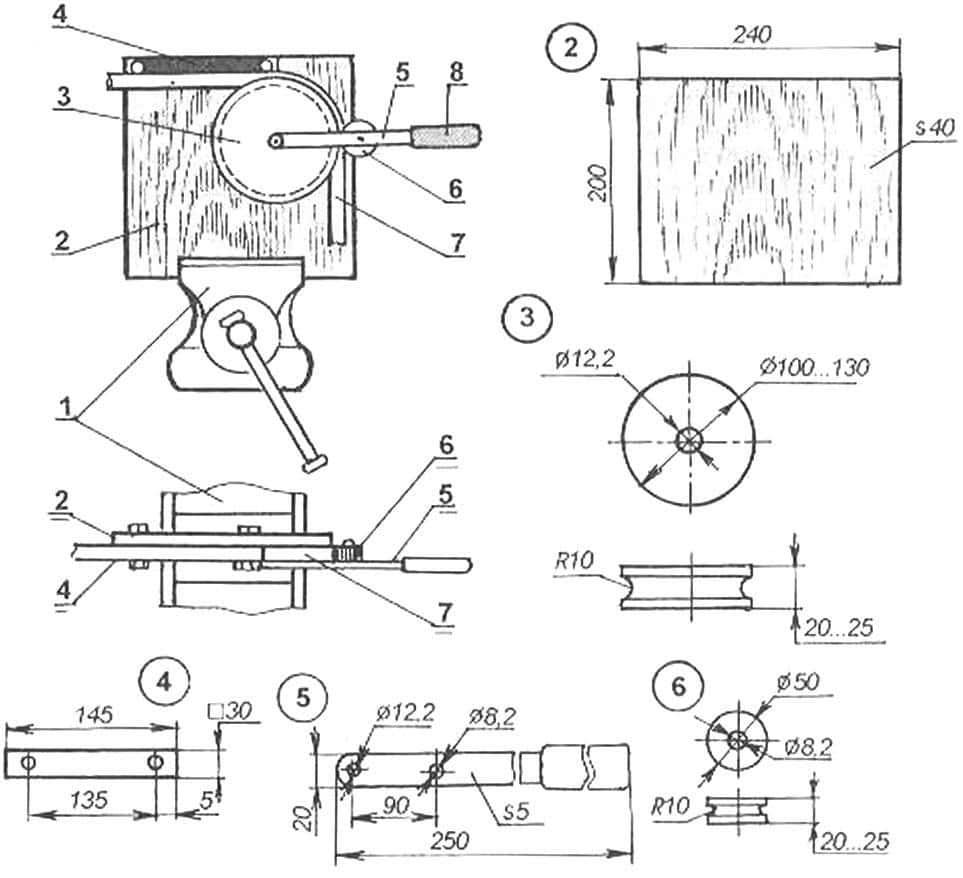
Самая популярная конструкция листогиба и ее улучшение
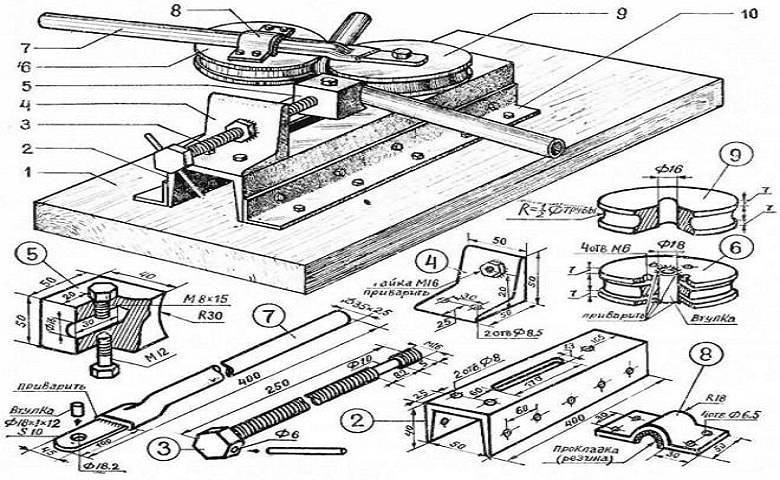
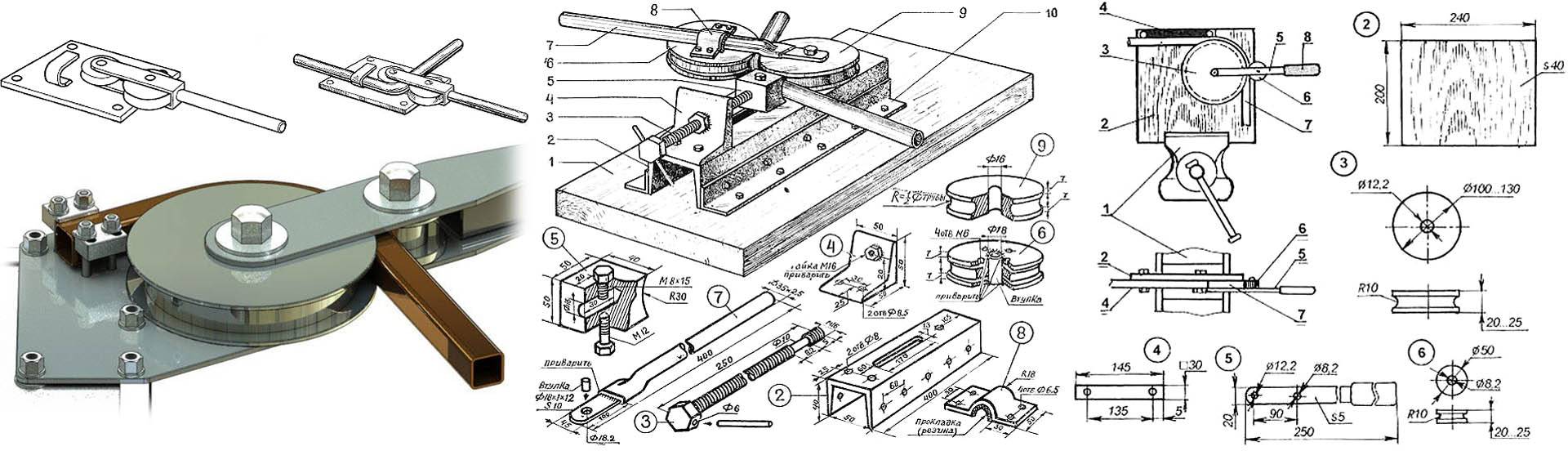
Конструкцию ручного листогибочного станка, показанную на чертеже №1, можно без труда усовершенствовать. По приведенному чертежу видно, что приспособление для гибки листового металла состоит из таких элементов, как:
Чертеж №1: Для постройки нашего листогибочного станка мы применим данную схему
- подушка, изготовленная из дерева;
- опорная балка из швеллера 100–120 мм;
- щечка, для изготовления которой используется лист толщиной 6–8 мм;
- подвергаемый обработке лист материала;
- прижимная балка, сделанная из уголков 60–80 мм, соединяемых при помощи сварки;
- ось для вращения траверсы (изготавливается из металлического прутка диаметром 10 мм);
- сама траверса – это уголок с размерами 80–100 мм;
- рукоятка приспособления, изготавливаемая из прутка диаметром 10 мм.
У траверсы листогиба (пункт 7), которую согласно изначальному чертежу предполагается делать из уголка, условно показан вариант исполнения из швеллера. Такая модернизация в разы увеличит выносливость траверсы, которая при использовании уголка в определенный момент неизбежно прогнется посередине и перестанет в этом месте создавать качественный сгиб лист. Замена на швеллер позволит делать не 200 сгибаний без рихтовки или замены данного элемента (что при более-менее активной работе весьма немного), а более 1300.
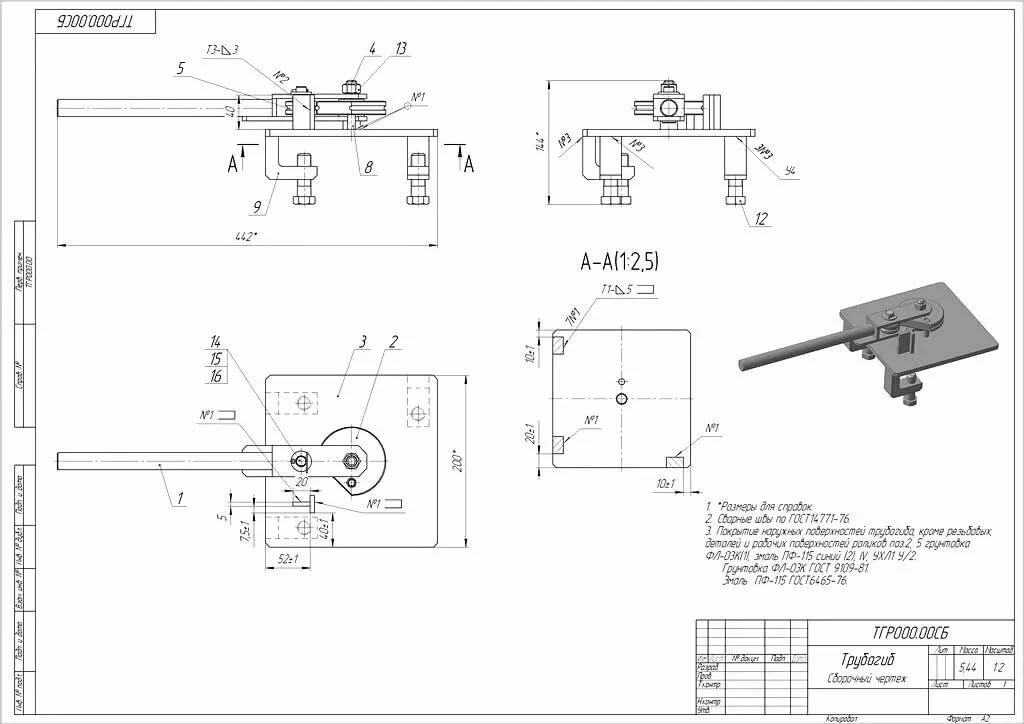
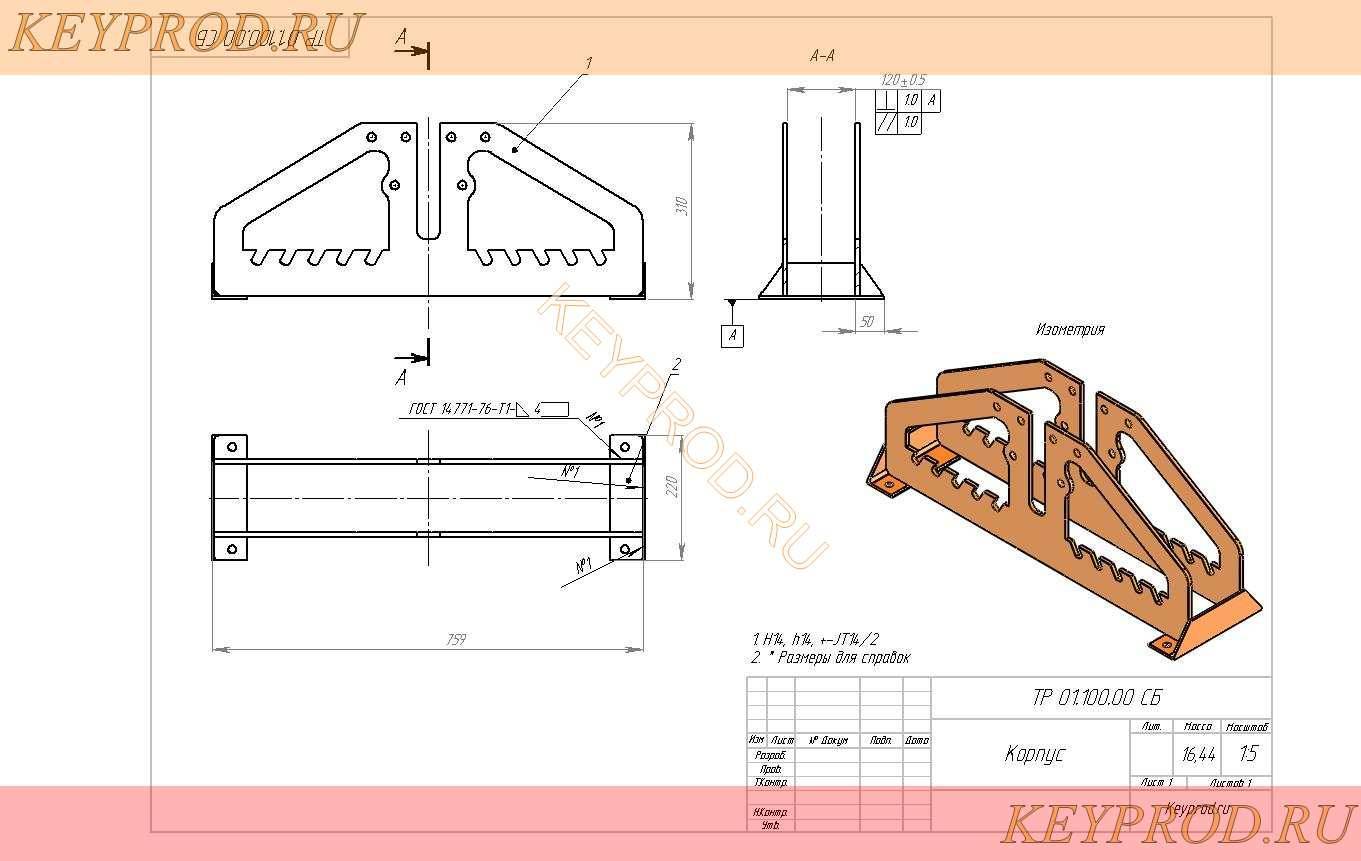
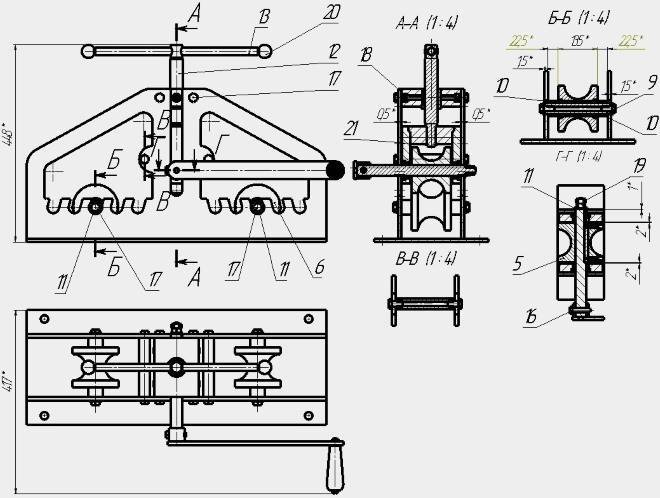
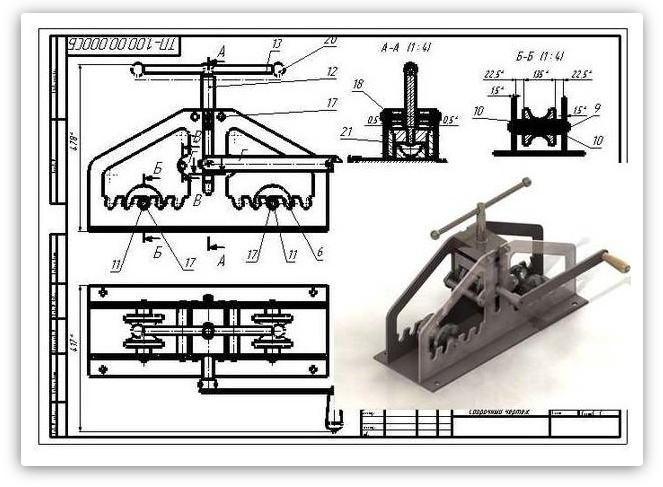
Чертеж №2: Основные элементы листогиба
Чертеж №2 позволяет более детально разобраться в конструкции самодельного листогиба:
- самодельная струбцина, сделанная из подходящего уголка (40-60 миллиметров) и винта с пяткой и воротком;
- щечка;
- швеллер, выступающий в роли опорной балки станка;
- кронштейн прижимной балки, выполненный из уголка 110 миллиметров;
- сама прижимная балка листогиба;
- ось вращения траверсы;
- сама траверса.
Усиливаем прижимную балку
Ниже мы рассмотрим схему усиления прижимной планки. Однако, если в качестве прижима у вас изначально будет достаточно массивный уголок, а гнуть чрезмерно толстые листы на своем листогибе вы не планируете, то вполне можно обойтись без усиления прижимной планки описанным способом.
Стоит ли связываться с усилением прижима, зависит от условий работы станка
Чтобы продлить срок службы прижимной балки и сделать его сопоставимым со сроком службы траверсы, следует дополнить данный элемент конструкции, который изначально по чертежу выполнен из уголка, основой из металлической полосы с размерами 16х80 мм. Переднему краю данной основы нужно придать угол 45 градусов, чтобы выровнять ее плоскость с плоскостью самого прижимного уголка, а непосредственно рабочей кромке данного элемента следует сделать фаску около 2 миллиметров.
На чертеже №2 полученная деталь в разрезе указана на дополнительном рисунке вверху справа. Эти меры позволят металлу прижима работать не на изгиб (что крайне нежелательно), а на сжатие, тем самым многократно увеличивая срок службы без ремонта.
Также следует позаботиться о фрезеровке нижней плоскости прижимной балки, которая и формирует сгиб. Неровность данной плоскости, согласно общепринятым правилам, не должна превышать половины толщины сгибаемой заготовки. В противном случае согнуть заготовку ровно, без вздувшейся линии сгиба, не получится. Следует иметь в виду, что отдавать балку на фрезеровку следует только тогда, когда на ней уже есть все сварные швы, поскольку их выполнение приводит к изменению геометрических параметров конструкции.
Повышаем надежность креплений станка
В листогибочном станке есть еще один большой недостаток – схема его крепления к рабочему столу. Струбцины, которые предусмотрены в данном приспособлении, являются очень ненадежным вариантом крепления, особенно если учитывать быструю утомляемость сварных швов. От таких крепежных элементов можно вообще отказаться, что также позволит избежать необходимости использования сварных соединений и щек. Решить эту задачу позволяют следующие действия:
- изготовление опорной балки, которая будет выступать за пределы рабочего стола;
- проделывание U-образных проушин на концах опорной балки;
- крепление опорной балки к рабочему столу при помощи болтов (М10) и фасонных гаек с лапами.
Если щек в усовершенствованном листогибочном станке уже не будет, то как к нему прикрепить траверсу? Решить такой вопрос можно достаточно просто: использовать для этого дверные петли-бабочки, которые обычно применяются для навешивания тяжелых металлических дверей. Крепить такие петли, обеспечивающие достаточно высокую точность, можно при помощи винтов с потайной головкой. На чертеже №2 это дополнительно проиллюстрировано внизу справа.
Согнуть на листогибочном станке с траверсой, закрепленной на петли-бабочки, можно множество заготовок, так как эти петли отличаются очень высокой надежностью.
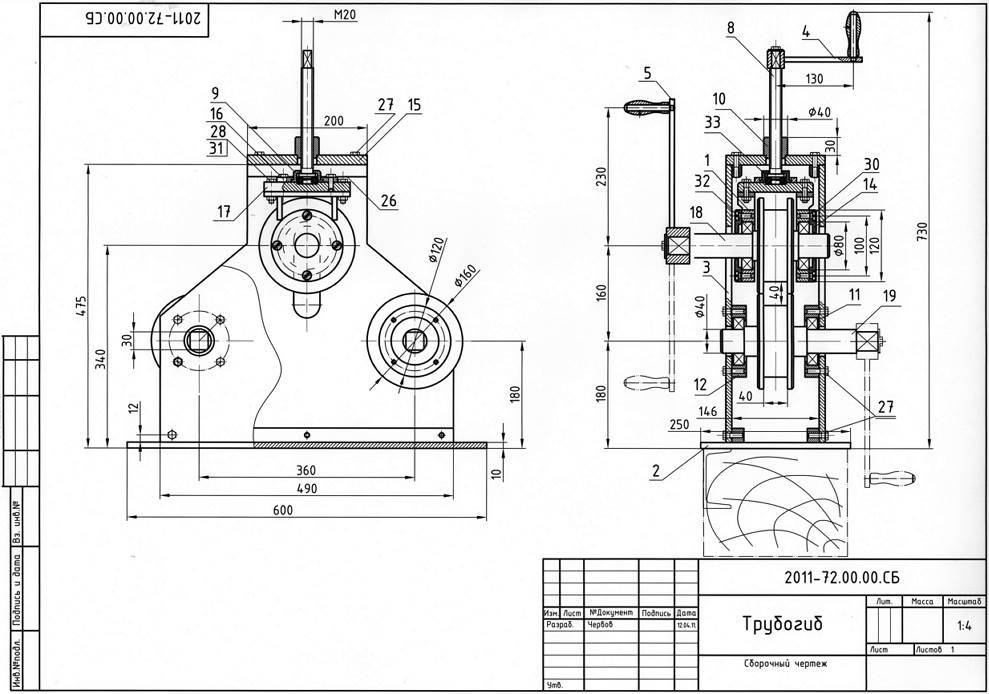
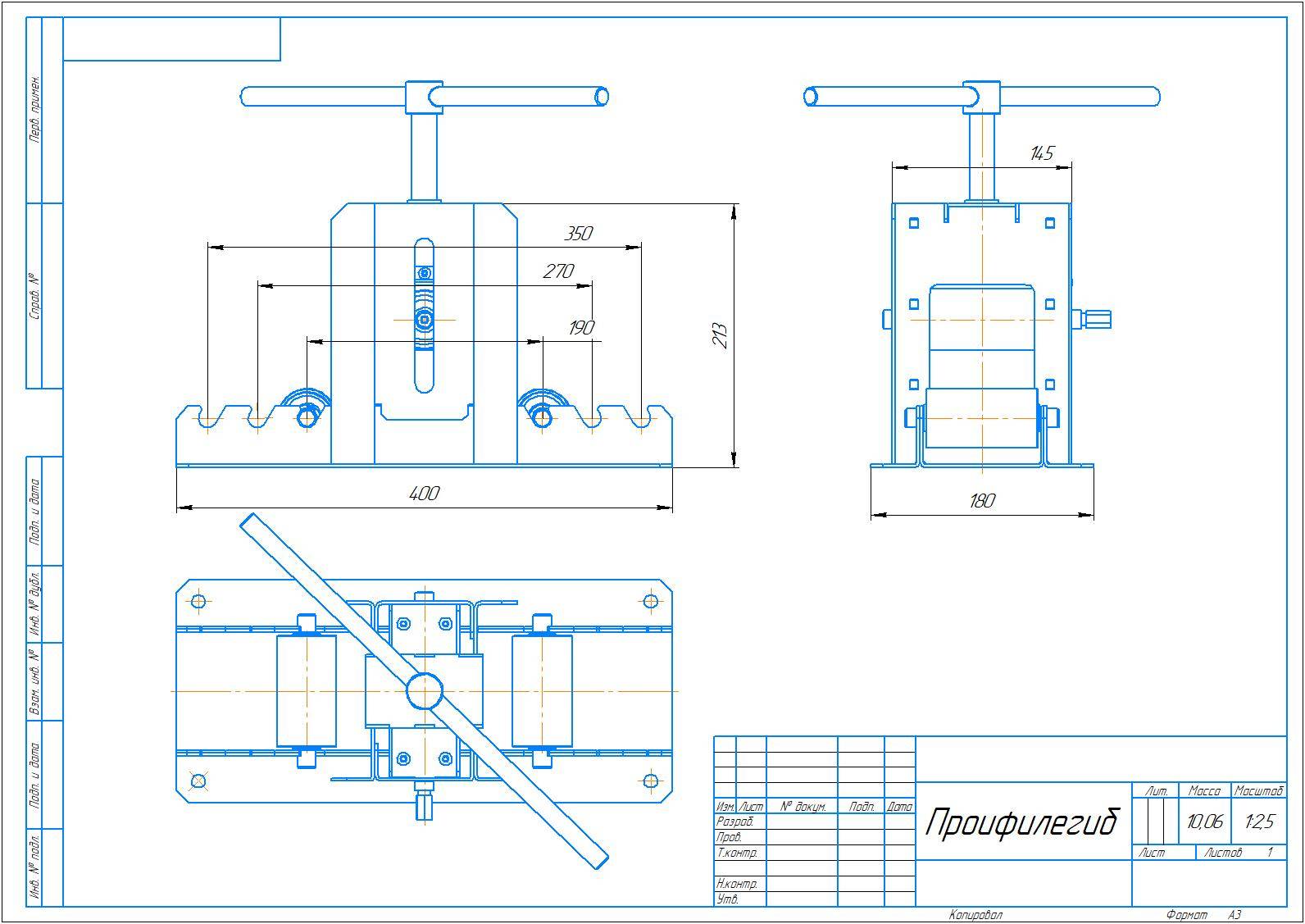
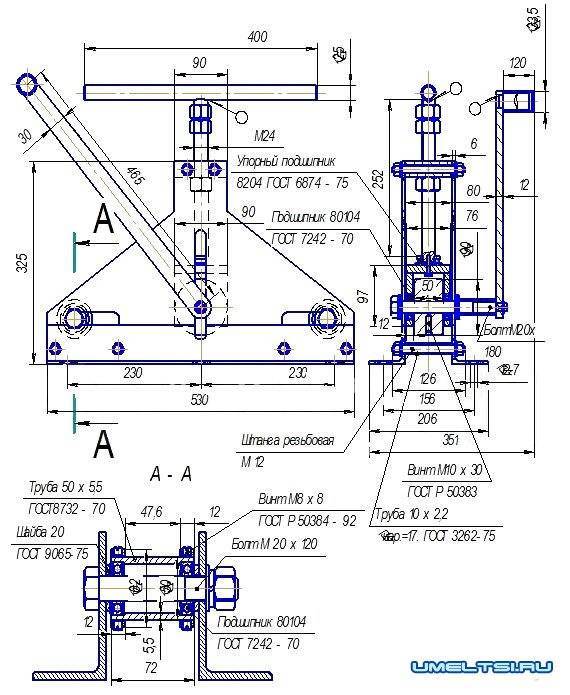
Процесс изготовления трубогиба пошагово
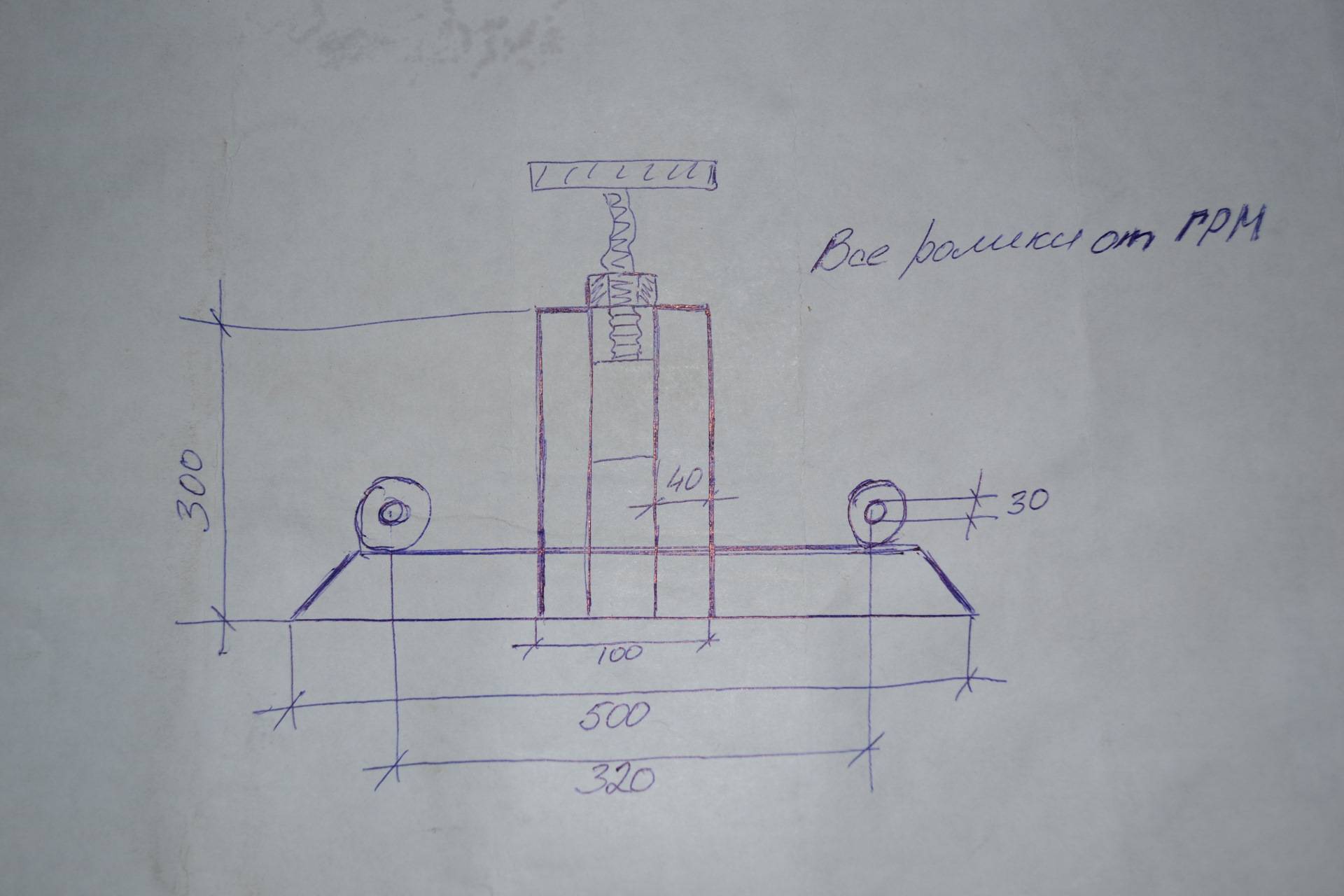
Самым простым в изготовлении получится профилегиб для труб диаметром до 20 мм. Для него нет необходимости в специальных профессиональных знаниях, поскольку у такого приспособления очень простая конструкция, в которой применяются бетонные основания и стальные штыри, зафиксированные в ней. Между этими компонентами и производится прокатывание и гибка металла.
Чтобы изготовить трубогиб по этой схеме, сначала нужно закрепить в землю несколько швеллеров или труб диаметром 7 см и на расстоянии 5 см друг от друга. При этом закрепить швеллеры необходимо перпендикулярно земле (то есть под углом 90 градусов). Дальше можно приступать к заливке бетонной конструкции: утрамбовать грунт так, чтобы он не проседал, сделать насыпь из щебня,разровнять ее и залить бетоном минимум на три дня. Раствор также можно сделать в домашних условиях — смешать песок и цемент в пропорции 4:1. После того, как бетонное основание застыло, можно приступать к работе. Трубу или профиль, который необходимо согнуть, поместите между швеллерами и приложите силу, как рычагом, чтобы воздействовать на металл.
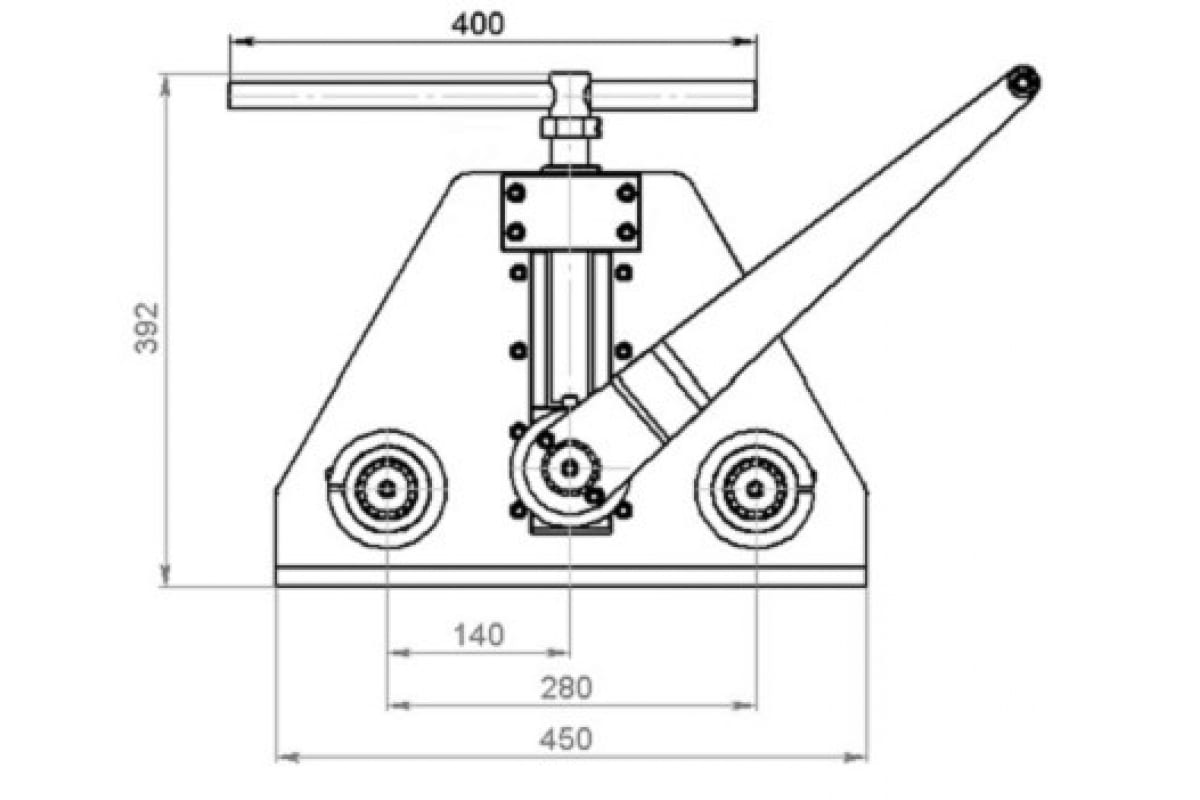
Если изделие, которое нужно изогнуть, в диаметре больше 20 мм, предыдущую конструкцию придется доработать с помощью двух стальных прутов круглого сечения, высотой 40-50 см, которые будут выполнять роль осей для роликов. На этом этапе изготовления станка для гибки профильного металла понадобится приварить стальные пруты и вертикальные стойки для устойчивости.
Затем на сваренной горизонтальной поверхности устанавливаются опорные ролики (в сборе сразу должны быть подшипники и ступицы). Чтобы их закрепить с помощью болтовых соединений, необходимо просверлить отверстия. Причем одна часть сваренной из двух прутов станины должна быть проходной для установления звёздочки для цепной протяжки.
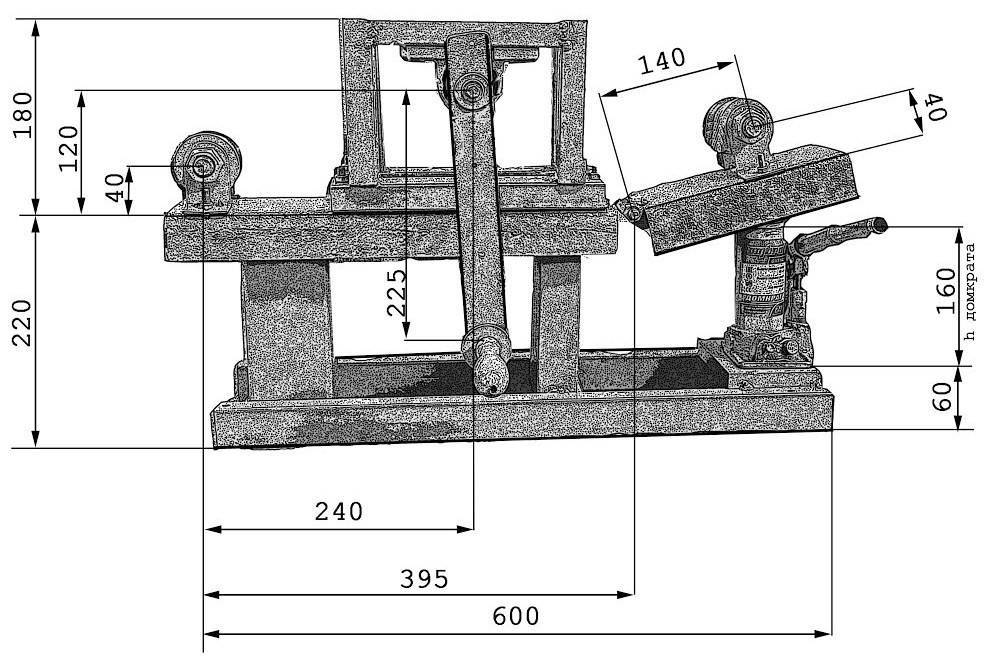
После закрепления опорных роликов нужно установить натяжное устройство. Существует два способа — нижний и верхний. Нижний позволяет добиться экономии высоты, а значит, плеча применения силы. При таком способе используется гидравлический домкрат.
Верхний способ монтажа проще в эксплуатации, хотя требует дополнительных физических усилий для гибки металлопрофиля посредством применения винта с прямоугольной резьбой. Винт устанавливается так, что он давит на натяжной ролик, опуская его вниз.
Далее идёт этап установки звёздочек и цепи. Они должны находиться в одной вертикальной плоскости, чтобы цепь не заедало, и она не рвалась и не соскакивала.
Затем следует присоединить проводной рычаг, который устанавливается на опорные ролики и производится гибка металла (рис. 11).
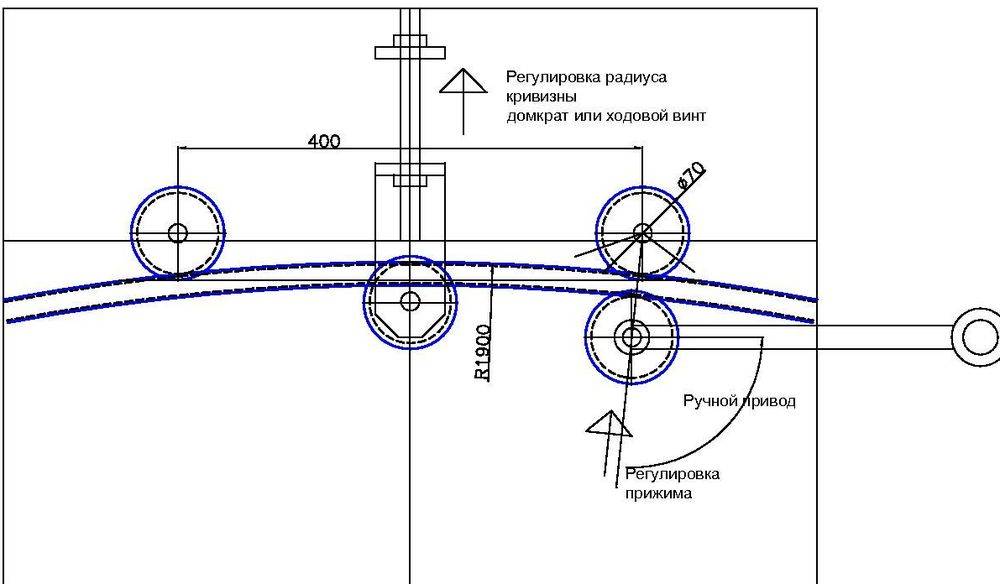
При изготовлении профилегиба для гибки металла, нужно помнить, что меньшее осевое расстояние между опорными роликами предполагает меньший радиус заготовки, но большее давление на подшипники и сами ролики. Радиус сгиба изделия можно регулировать подъемом и опусканием прижимного ролика, которые зависят от высоты центральной части станины и длиной резьбы нажимного винта.
Такая довольно простая схема может применяться в неизменном виде или с использованием дополнительных деталей, таких как ручка для приведения роликов в действие и ограничитель для цепи, если она большего размера, чем нужно.
Самодельные конструкции станка для гибки арматуры позволят использовать не готовые гнутые изделия на заказ, а производить в домашних условиях самостоятельно необходимые элементы для строительства теплицы, детского шалаша, забора или беседки.
Сферы применения
Профилегибы сделать самостоятельно не так уж и сложно, а еще они просты в применении. Они нужны, чтобы придавать металлическим профилям с разным сечением изогнутую форму. Конструкция оборудования предусмотрена так, что их ключевые составляющие, ролики, способны воздействовать как на отдельные участки изделий, так и целиком на них.
Посредством профилегибов можно обрабатывать профили без необходимости предварительного нагрева и получать контуры с углами изгиба до 360 градусов. С помощью таких устройств можно выполнить такие операции:
- деформировать заготовки с цельным профилем с прямоугольным или квадратным сечением;
- сгибать уголки, швеллеры и другой сортовой прокат;
- сгибать трубы на основе разных металлов;
- выполнять гибку прутков из металла с разным сечением.
Металлические контуры могут иметь одинаковые или разные углы изгиба, а также асимметричную или симметричную конфигурацию. Металлическая заготовка по вертикали или горизонтали изгибается через ролики за один прокат. В итоге можно приобрести замкнутые или открытые конструкции, спиралевидные, а также с разным диаметром.
Ручные и электрические профилегибы широко применяются при производстве оборудования и деталей для таких отраслей:
- нефтепереработка;
- химическая промышленность;
- энергетика;
- мебельное производство;
- строительство и не только.
Самодельные профилегибы преимущественно используются в мелких частных мастерских или для домашних работ.
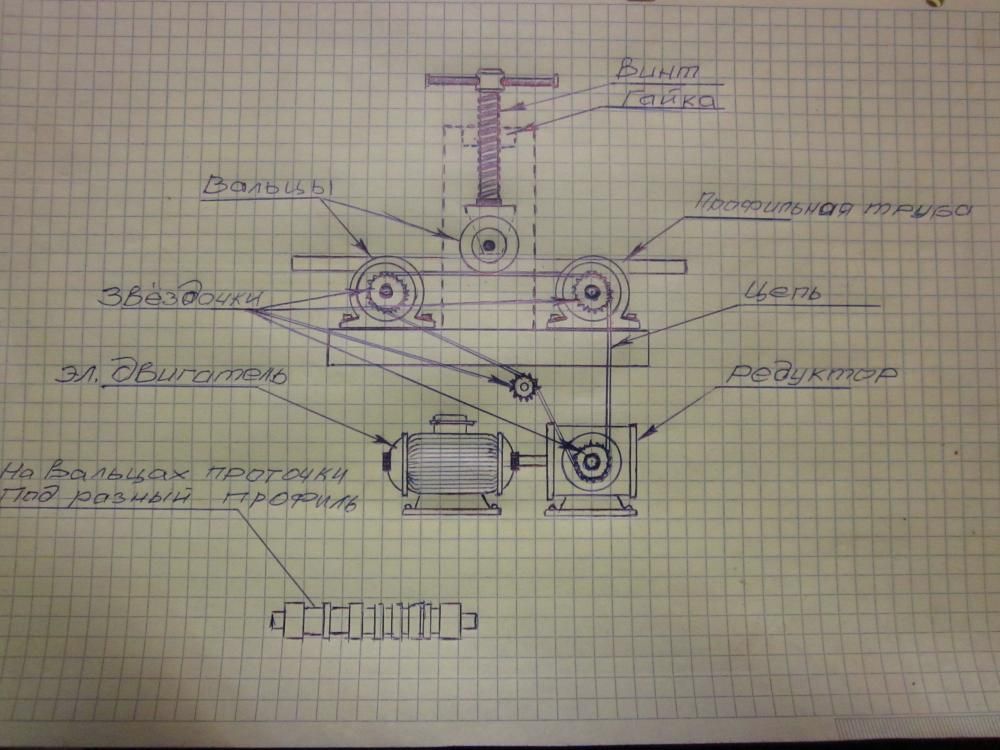
Принцип работы профилегиба
Работа заключается в механическом воздействии на металл для его холодной деформации. Разные станки воздействуют на профиль при помощи определенной направленности механического усилия:
- Вал для прижимания заготовки движется по направлению сверху вниз. Такое воздействие заложено в основе работы многих гибочных станков, применение силы домкрата в большинстве случаев не требуется.
- Прижимной вал профилегиба работает по направлению снизу вверх, и сила давления действует так же. Этот простой принцип работы применяется в устройствах с применением гидравлического домкрата. Характерно движение серединного вала, а самые боковые валы остаются стационарно неподвижными.
Работа профилегибочного станка по обоим принципам сама по себе является эффективной.
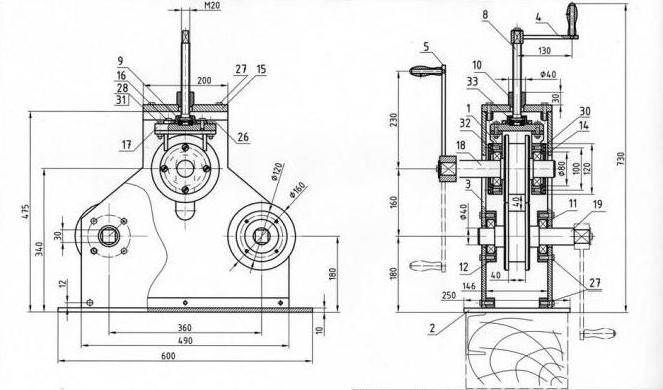
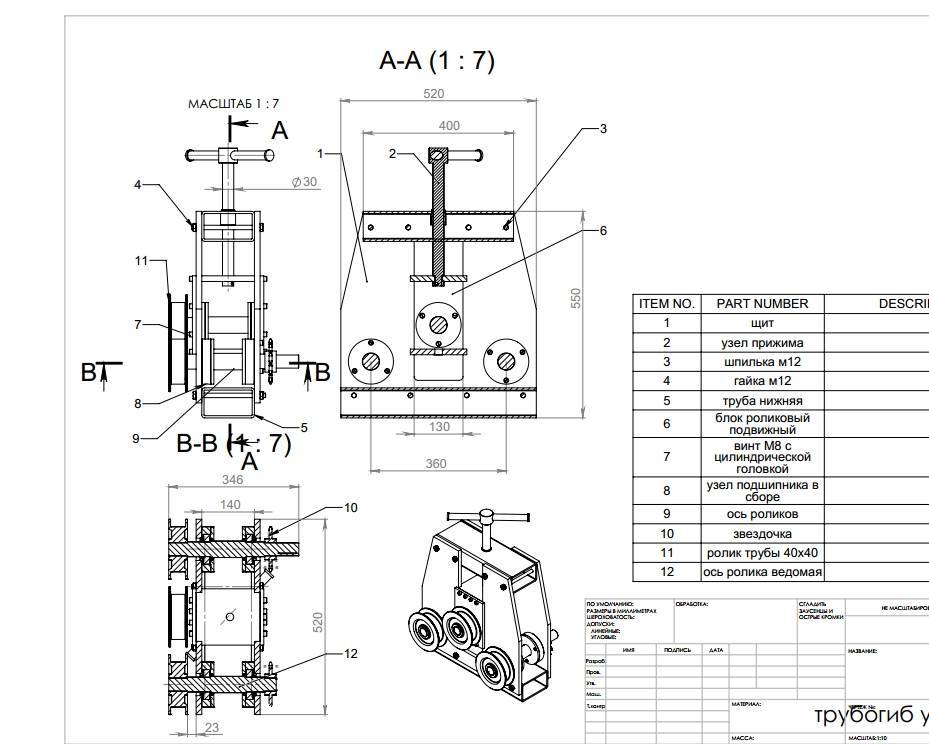
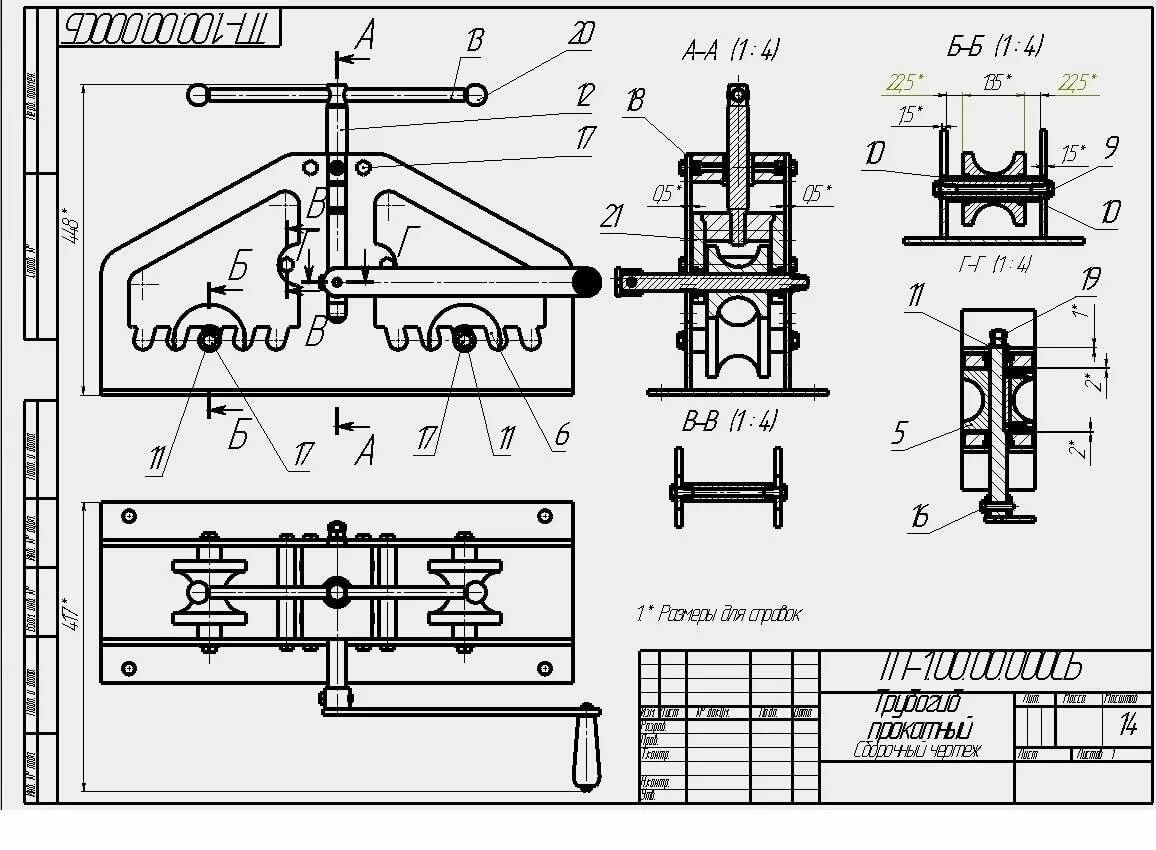
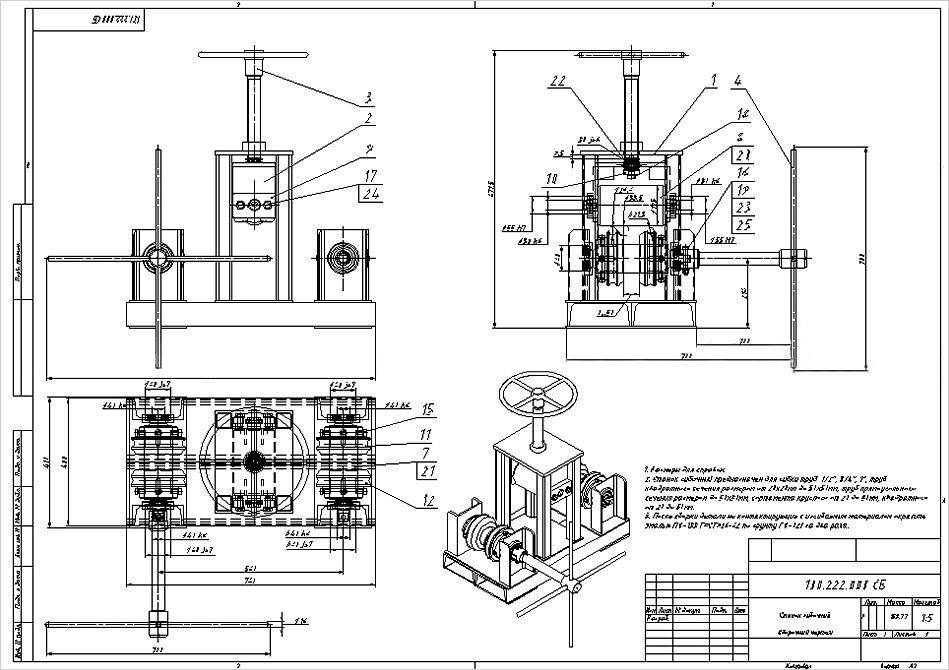
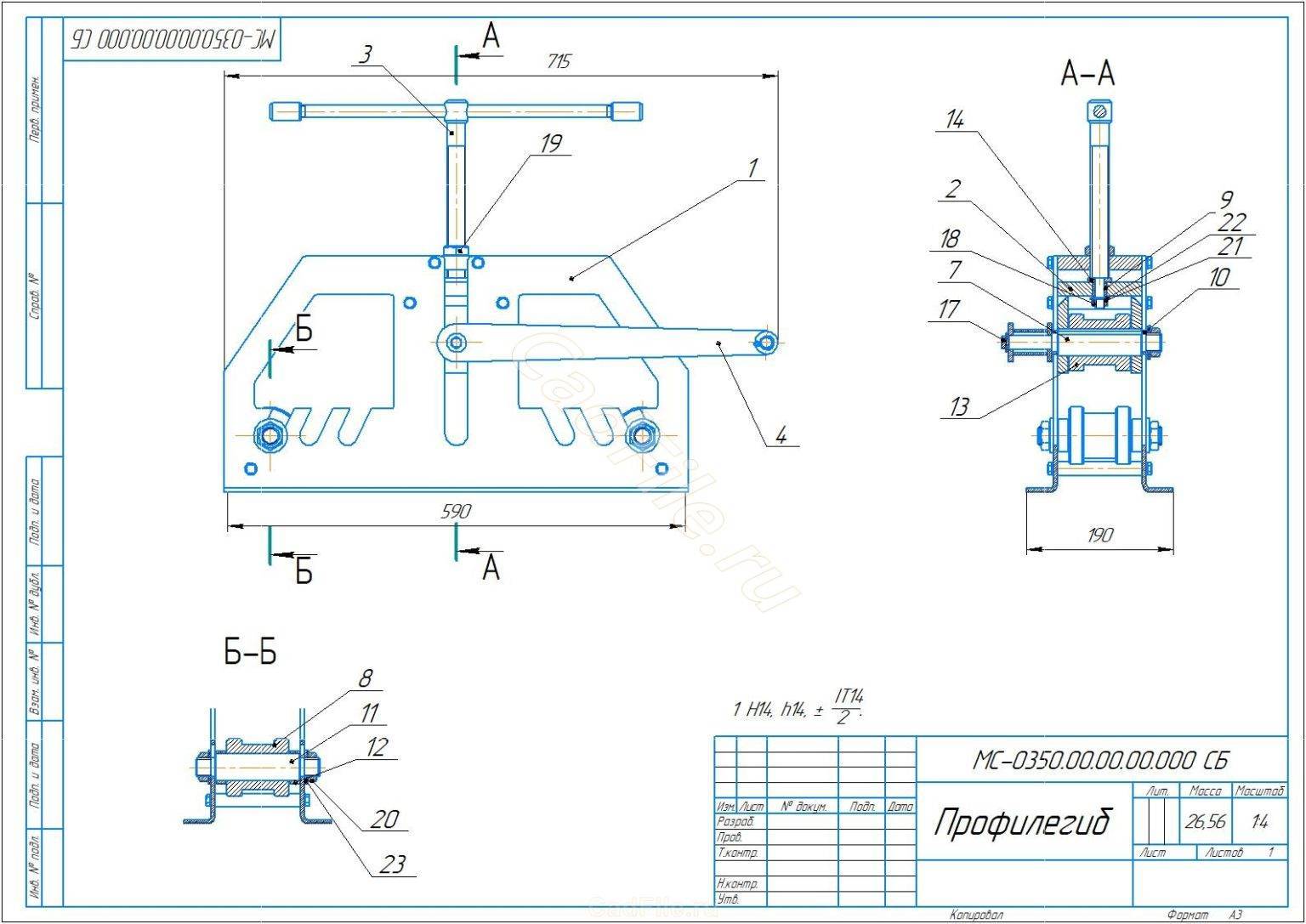
Конструкция самодельного гибочного станка на чертеже
Для изготовления профилегиба своими руками чертежи просто необходимы. Сборка станины и расположение валов нельзя сделать самому «на глазок», так как гибка профиля отличается тем, что нужно выдерживать размер, радиус. В неправильном расположении узлов кроется опасность выпуска бракованных арочных конструкций, которые придется еще раз пропускать через вальцы для исправления.
Помимо неправильного радиуса, есть опасность скручивания профиля, если продвижение заготовки не выровнено в одной плоскости. Как изготовить чертежи можно посмотреть на видео, но актуальным такое копирование будет только в случае:
- если чертежи предназначаются именно для гнутья того вида профиля, что требуется гнуть на самодельном станке, причем даже материал должен совпадать;
- если предлагаемая схема в интернете или другом информационном поле технически совершенна и будет работать, для этого следует досконально разобраться в конструкции или показать чертеж ручного профилегиба специалисту;
- если искомый чертеж содержит описание технологического процесса сборки, а изображения на чертеже имеют все размеры, сечения, диаметры, информацию о расположении узлов и деталей;
- если детали, заготовки и узлы чертежа имеются в свободной продаже, и не возникнет сложностей с их изготовлением или поиском аналогов для самодельного станка.
Изготовление самодельных схем
 Чаще всего те мастера, которые изготавливают гибочный станок для профиля своими руками, стараются разработать свои чертежи для работы. При черчении узлов, деталей учитывают вышеизложенные принципы составления схем, а для основы берут готовую конструкцию. При этом проектируют детали и заготовки, которые легко доступны в продаже и без проблем изготавливаются своими руками.
Чаще всего те мастера, которые изготавливают гибочный станок для профиля своими руками, стараются разработать свои чертежи для работы. При черчении узлов, деталей учитывают вышеизложенные принципы составления схем, а для основы берут готовую конструкцию. При этом проектируют детали и заготовки, которые легко доступны в продаже и без проблем изготавливаются своими руками.
Вальцы или ролики, пропускающие профиль, должны иметь торцевые поверхности, повторяющие сечение профиля, который будет допущен к обработке гнутьем. Для некоторых профилей, например, уголок или усеченный тавр учитывается направление требуемого изгиба, например, в сторону полки или по внутреннему ребру жесткости. Некоторые специалисты при изгибании полого профиля наполняют его сыпучим материалом, песком, концы при этом закрывают заглушками. Эта процедура помогает избежать сминания или разрыва сечения при прохождении через вальцы.
С учетом типажа своего изгибаемого профиля
Рабочие поверхности вальцов, через которые проходит заготовка профиля в процессе изгибания, выполняются своими руками в полном соответствии с сечением проката. Для сложных конфигураций желательно повторить все мельчайшие элементы конструкционных особенностей. Выработаны стандартные формы торцевых поверхностей роликов для:
- трубы круглого или овального сечения, арматуры, прута – в форме желоба по диаметру профиля или круглой канавки по форме изделия;
- квадратной или прямоугольной трубы — в виде правильного сечения соответствующей формы с размерами по внешним габаритам проката;
- уголка для гибки по наружной стороне (когда снаружи арки окажется внутренняя сторона уголка) – торец вальца делается плоским, предусмотрен удерживающий кант в виде борта;
- в предыдущем случае изгибающий и прижимающий элементы должны работать в паре, так, что борт первого четко прижимал металлическую полку к боковой поверхности другого;
- уголка, если гибка осуществляется по внутренней поверхности, тогда удерживающий борт располагается на опорном ролике, а изгибающий имеет плоский торец;
- швеллера, который гнется так же, как и уголок, для него применяется похожая система;
- двутавра – по принципу гладкой торцевой поверхности вальцов, и поперечным сечением, равным по размеру внутреннему габариту профиля, чтобы ролик при пропуске профиля проходил внутри проката.
Классификация профилегибов
Основным признаком классификации можно назвать тип установленного привода. Для того чтобы провести изменение формы металлического изделия требуется прикладывать достаточно большое усилие. По рассматриваемому критерию станки для гибки профиля делятся на несколько основных групп:
- гидравлические;
- электрические;
- ручные.
Кроме этого, основными показателями можно назвать:
- показатель усилия, прикладываемого к заготовке;
- размеры оборудования;
- степень мобильности оборудования;
- степень автоматизации работы устройства.
Рассмотрим наиболее распространенные разновидности гибочных станков подробнее.
Тонкости изготовления агрегата
Первоначальным требованием является подготовка чертежей. В интернете можно скачать схемы профилегиба ручного. Своими руками чертежи придется переделывать, так как все предложенные схемы не могут соответствовать множественным типам профилей и проката.
Несмотря на простоту сборки, следует предусмотреть правильное расположение всех элементов, чтобы в процессе колоссальной нагрузки при изгибе не расшатывались детали. Неточное расположение валов и направляющих для движения каретки приведет к вырыванию профиля в работе или получения неправильного (угловатого, перекошенного) радиуса, материал будет испорчен.
Из интернета берут чертежи только в случае совпадения очертаний профиля, что на практике случается очень редко. Использовать можно только схемы станины и расположения прижимного оборудования, ступиц с шестеренками и рукоятки вращения. Чертеж можно считать годным для изготовления по нему гибочного станка только в определенном случае:
- если при составлении чертежа не были допущены ошибки технического характера, эту сторону может определить только специалист, поэтому следует проконсультироваться у опытного механика;
- описание процедуры сборки выполнено подробно и присутствуют все разметки и размеры для работы, помимо основного чертежа предусмотрены деталировочные схемы с указанием взаимного расположения рабочих и вспомогательных элементов, крепежных деталей;
- в конструкции применяются материалы и детали, приобретение которых не составит труда.
В основном составляет чертеж мастер самостоятельно, при этом в основе лежат готовые схемы, а он приспосабливает их под собственные нужды
В процессе конструирования обращается внимание на некоторые нюансы:
- очертания опорных поверхностей вальцов выбирают не только учитывая поперечное сечение профиля, но и его форму и конфигурацию, иногда такую работу проделать сложно;
- учитывается, по какой стороне профиля будет вестись изгиб, например, полка уголка будет снаружи арки или внутри нее.
Учитывать конфигурацию проката нужно для того, чтобы после прохождения профиля по валикам получить качественно изогнутый профиль без сминания его продольных выступов
Особенно это важно для изделий крупного поперечного сечения, без тщательного подбора поверхности роликов профиль придет в негодность, и его трудно будет применить по назначению
Как сделать профилегиб своими руками
Конструкция зависит от диаметра профиля. Если диаметр не больше 20 мм, то трубу можно выгнуть, с помощью бетонной плиты с отверстиями, куда нужно поместить металлические штыри. То есть, труба проводится между штырями и выгибается на необходимый угол. Если сечение трубы больше 25 мм, то нужно продумать чертеж профилегиба более сложней.


равный диаметр с трубой
Затем понадобится цементный раствор, а также толстые куски труб диаметром около 60-110 мм. Можно использовать швеллеры, они отлично для этого подходят. На земле устраивается цементная площадка, куда устанавливают обрезки труб. Вначале они четко вертикально устанавливаются в щебень. Дистанция между этими элементами равняется около полуметра. Затем участок заливается цементом, но трубы обязаны сохранить вертикальный уровень. На высыхание раствора уйдет несколько дней.
Чтобы не допустить выпучивания, смятия или трещин, перед нагреванием трубу нужно наполнить кварцевым песком. Перед тем как заполнить трубу песком, заткните конец трубе деревянной пробкой, ее длина обязана равняться двум диаметрам трубы. При этом конусность составляет 1:10 или 1:25. Затем нужно насыпать немного песка в отрезок трубы и нагреть его до темно-красного цвета. После охлаждения можно засыпать полностью песок и внимательно посмотреть на стенки трубы.
Установите трубу в вертикальное положение и насыпьте не спеша песок. Тут нужно соблюдать одно правило: после каждой порции надо приподнимать трубу и обстукивать ее молотком. Выполняйте это до тех пор, пока пустоты не заполнятся. Про это должен оповестить пустой звук отстукивания молотка. Не забывайте, песок не должен доходить до верха трубы приблизительно на длину диаметра.
Сверху нужно забить пробку, где предварительно делаются несколько отверстий для выхода газов. С помощью мела наносят отметку на трубе в месте самого большого изгибания, ее радиус обязан быть меньше 3-4 диметров трубы.
Когда труба изгибается под 90 градусов, то интервал нагрева обязан равняться 6 ее диаметрам. Если труба изгибается под 60 градусов, то интервал можно уменьшить до 4 диаметров. Нагрев нужно завершить, когда с трубы слетит вся окалина. Это признак полного прогревания, если на поверхности образуются искры, то это обозначает, что труба пережжена. Ее нужно выгнуть в один прогрев. Если этих прогревов будет несколько, то они ухудшат структуру материала.
После прочтения статьи может показаться, что намного целесообразней купить профилегиб заводского производства, нежели тратить время на обработку металла, поиск материалов и сборку конструкции. Но на практике, изготовить профилегиб своими руками гораздо выгодней, при этом экономия может быть очень значительной. Согласитесь, это очень веский аргумент в пользу «домашней» сборки.
Делаем станок своими руками
Выбрав понравившийся самодельный станок по фото, добиться желаемого результата вряд ли удастся. Вам обязательно потребуется подробный чертеж будущего профилегиба. Это позволит соблюдать точные размеры при изготовлении станка.
Мы приведем пример популярной модели, на основе которой часто домашние умельцы создают профилегиб своими руками. Если цена заводского профилегиба составляет от 4 тысяч рублей и выше, то самодельный может обойтись чуть ли не бесплатно. Все зависит от наличия у вас необходимых деталей для станка.
- Подготовьте необходимую площадку для изготовления станка.
- Основание для профилегиба может быть выполнено из металла или дерева. Болгаркой требуется вырезать соответствующие чертежу компоненты основания.
- Если вы профессиональный токарь, сделать валы вы сможете своими руками. При отсутствии навыков и самого токарного станка, обратитесь к специалистам. Учтите, что размер вала напрямую связан с типами звездочек и подшипников будущего профилегиба.
- В ограничительных кольцах для валов необходимо дрелью сделать отверстия и пазы согласно чертежам.
- Изготовьте каркас, предназначенный для прижимного вала. Его обычно фиксируют на полке по средствам шпонки.
- Установите каркас основы вашего станка.
- Далее следует монтировать опорные валы. После чего можно организовать портальную конструкцию верхнего вала.
- Движимые компоненты профилегиба соединяются с помощью цепи.
- Завершает сборку монтаж ручки, которая будет вращаться при ручном способе сгибания. Либо соединяется ручка с двигателем, если вы используете соответствующий привод.
- Остается только закрепить гидравлический домкрат, и конструкция готова.
Помимо инструкции, рекомендуем ознакомиться с наглядными видео уроками. Опираясь на них, вам будет проще разобраться в чертежах, особенностях работы профилегиба. Плюс это поможет определиться с типом станка, который идеально подойдет для выполнения запланированных работ.
Весомый аргумент в пользу самодельного профилегиба — это возможность адаптировать агрегат под ваши конкретные потребности, виды работ и антропометрические данные. Кому-то удобнее работать левой рукой, кому-то правой. Это редко учитывается при изготовлении заводских профилегибов.
Помимо экономии и комфорта, самодельные профилегибы легко модернизируются. Сделав обычный станок с ручным приводом, со временем его можно оснастить электрическим движком или гидравлическим приводом. Все зависит от ваших потребностей и возможностей.
Самодельные автомобили, трактора, вездеходы и квадроциклы

Доброго времени суток! Разрешите представить мой самодельный профилегиб, сделанный своими руками.
Сделал станок практически на коленке, гнет максимум 60-й профиль! Недавно делал себе теплицу, гнул на ребро 6 метровый профиль 20*40*2 мм. Крутил перфоратором. Профилегиб отлично себя показал!
Процесс сборки не фотографировал, конструкция и так проста и понятна. Крутилку разработал так, что можно и ручкой, и перфоратором, и дрелью (и не боится легкого изгиба при кручении, соосности ручки и вала). Время будет, и дополнительно съемное крепление для мотора сделаю!
Вес станка примерно 15 кг, основание сделано из 120-го швеллера (верх, низ, и середка). Конструкция разборная, что удобно для транспортировки. Поставил заменяемые разборные подшипники.

Вот профилегиб уже после покраски.



Установлен гидравлический домкрат.

Станок показал себя в работе отлично, рекомендую к изготовлению, очень нужная вещь для домашней мастерской.
 Для равномерной гибки металлического проката с различным профилем сечения применяют профилегиб – станок с устройством из комплекта вальцов. От обычного трубогиба профилегибочный станок отличает возможность делать арочные заготовки из фасонного погонажа металлических профилей, например, тавра, двутавра, швеллера, уголка и других форм. Помимо этого, торцевая поверхность прижимающих вальцов отличается характерным сечением, которое применяется только для определенного вида проката.
Для равномерной гибки металлического проката с различным профилем сечения применяют профилегиб – станок с устройством из комплекта вальцов. От обычного трубогиба профилегибочный станок отличает возможность делать арочные заготовки из фасонного погонажа металлических профилей, например, тавра, двутавра, швеллера, уголка и других форм. Помимо этого, торцевая поверхность прижимающих вальцов отличается характерным сечением, которое применяется только для определенного вида проката.