Какие компании производят ленточные пилы?

А) Arntz. Это немецкая компания с отличной репутацией, существующая уже более 200 лет и имеющая филиалы и центры сервисного обслуживания во многих странах мира. В ее производственных цехах ведется непрерывное наблюдение за качеством продукции, а ее сотрудники занимаются научными исследованиями, направленными на совершенствование технологий и улучшение характеристик ленточных пил, и особенно из твердосплавных материалов.
Б) Lenox. Продукция этой американской компании очень популярна на рынке ленточных пил. Одной из характерных особенностей выпускаемых ею полотен является наличие у них особого защитного покрытия из нитрида алюминий-титана, известного как Armor. Оно обеспечивает прочность и повышенную износостойкость ленточных пил Lenox, а также их длительную безотказную работу при повышенных нагрузках. Единственный недостаток продукции марки Lenox — вполне обоснованная высокая стоимость.
В) Wikus. Эта немецкая компания находится уже длительное время среди лидеров, производителей ленточных пил, имея многолетний опыт в области производства подобного инструмента. Ее неоспоримое преимущество заключается в создании целого модельного ряда продукции такого типа, позволяющего каждому потребителю выбрать наиболее подходящий для него инструмент.
Г) Forezienne. Среди особенностей, характеризующих эту французскую компанию, можно отметить то, что все выпускаемые ею полотна изготавливаются из стали, производимой из обогащенной руды и подвергающейся многочисленным процедурам закаливания и отпуска. Благодаря этому обеспечивается высокое качество ленточных пил Forezienne, имеющих высокие прочностные и режущие характеристики.
Д) Lennartz
Еще один крупнейший в Европе производитель ленточных пил, уделяющий особое внимание полотнам на основе композиционных сплавов. Особенность технологии, применяемой этой компанией, состоит в том, что в то время как полотно изготавливается из высокопрочной закаленной стали, зубчатая кромка выполняется отдельно и затем приваривается
Е) Doall. Хотя это небольшая американская компания, но ее продукция пользуется огромным спросом. Это объясняется высоким качеством и продолжительным сроком службы изготавливаемых ею ленточных пил за счет использования высокопрочной стали и строгому соблюдению требований технологии.
Скорость резания
- тонкая или пылеобразная —подача слишком медленная или линейная скорость ленты слишком высокая;
- стружка крупная , с голубовато-синим отливом — высокая скорость подачи или линейная скорость мала;
- вьющаяся спиралевидная, одинаковая по длине стружка — режим работы правильный.
Каждое полотно для ленточной пилы характеризуется определенной производительностью и способностью выполнить определенное число резов. Например, биметаллическое 27х0,9 характеризуется продуктивностью 10-25 см/мин при резке высоколегированных сплавов и 45-70 см/мин при работе со сталями конструкционных марок. Усредненное время эксплуатации пильного полотна ленточного станка составляет 150-170 часов работы.
Разновидности
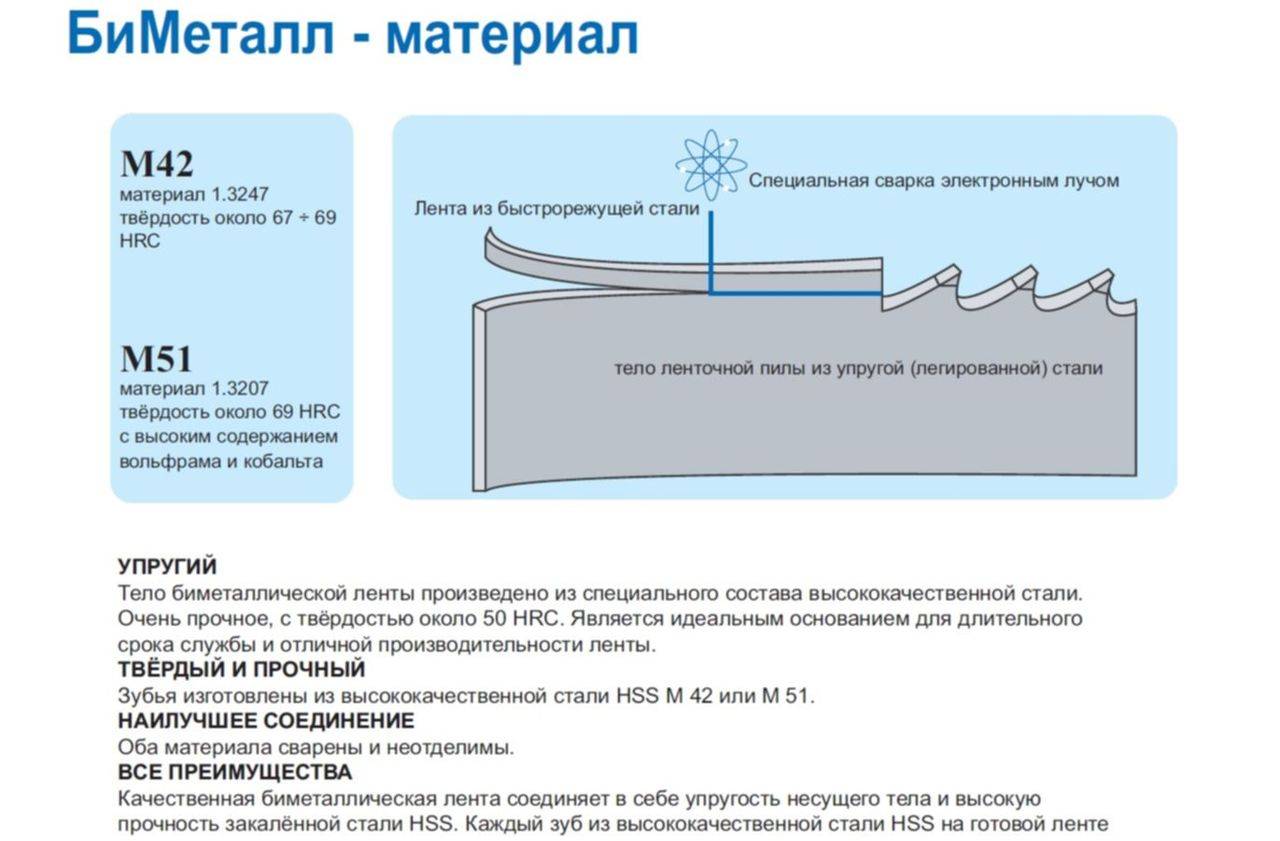
Полотна для ленточнопильных станков отличаются типом и материалом исполнения. К примеру, помимо углеродистой стали они бывают биметаллическими, оснащенными пружинной основой, а также твердосплавными стальными зубьями. Изделие может быть монолитным либо характеризующимся приварными зубцами, выполненными из другого материала. Варианты из высокоуглеродистого стального типа применяют для резания богатого перечня нелегированных и легированных сплавов. Несмотря на это, более востребованы у покупателя биметаллические аналоги, выделяясь техническими и эксплуатационными характеристиками.
Особенно нравятся покупателям изделия с зубцами из быстрорежущей стали. Такие полотна зарекомендовали себя в работе с лучшей стороны. Они поддерживают работоспособность и долговечность ленточнопильного оборудования. Эксплуатационные и качественные характеристики таких полотен высоки.
Классификация по типу используемого в обработке материала позволяет разделить режущие полотна на 4 вида: по работе с камнем, металлом, древесиной и материалами синтетического происхождения
Чтобы выбрать нужный тип ленты правильно, нужно обращать внимание не тот, для которого она предназначена. Это позволит при эксплуатации изделия выполнять рез качественно, без скалывания и трещин
Здесь стоит отметить главный принцип: чем плотнее сплав пилящей кромки, тем более твердым должно быть сырье заготовки.
Например, когда полотно покупают для работы с заготовками из титана либо никелевого сплава, то стоит выбирать кольцевые ленты ТСТ. Если мастер работает на оборудовании по резу высокоуглеродистой стали, покупать нужно полотно из композитного сплава. Чтобы резать низкоуглеродистые стальные детали, нужно покупать биметаллические ленты. Когда планируется резать долго, работая с жаростойкими стальными сплавами, имеет смысл покупка полотен SP.

Полотно для ленточной пилы
Незаменимым инструментом в производстве деталей сложной формы являются ленточнопильные станки. Специфика предприятия предопределяет конфигурацию оборудования, его эксплуатационные характеристики и выбор применяемых расходных материалов. Эффективность работы зависит от верного выбора нужной модели и экономической целесообразности применения. Для этого необходимо знать возможности ленточнопильного оборудования и принципы работы на нем. Ленточные полотна могут быть выполнены из различных сортов стали, иметь определенный шаг и развод зубьев.

Полотно ленточной пилорамы по дереву – это гибкая лента из металла, с одного края имеющая зубья. Особенностью конструкции является то, что лента закольцована. Она вращается между шкивами пилорамы и осуществляет распил бревен. В зависимости от материала изготовления, ширины и толщины, такая режущая оснастка обладает различным ресурсом. Хотя конструкция пильной ленты и понятна, а характеристики использующегося при ее изготовлении сплава можно узнать из описания, выбор такой продукции крайне сложен. Особенно для непосвященного в тонкости деревообработки покупателя.
Кроме пильной ленты для дерева существуют такие режущая оснастка для металла, пластика, композитного сырья и других материалов. Выбор такой продукции согласовывается с конструкцией пилорамы. Основная характеристика – расстояние между шкивами оборудования. Если вы собрали ленточную пилу по дереву своими руками, то перед отправкой в строительный магазин за пильной лентой, замерьте это расстояние. При оснащении режущей оснасткой пилораму, приобретенную в готовом виде, почитайте в паспорте оборудования, какая лента подходит для вашего станка.
Важным значением при выборе режущей части вашей пилорамы является материал изготовления ленты. На сегодняшний день такая продукция выпускается следующего вида:
- Биметаллические. Универсальные ленты из твердых сплавов (до 45 HRC). Благодаря использованию двух видов металлов, рабочий срок такой продукции довольно высок. Что позволяет снизить расходы на приобретения оснастки.
- Из инструментальной стали. Материал отличается доступной стоимостью и долговечностью. Хорошо подвергаются ремонту и заточки зубьев. Пользуются наибольшей популярностью в деревообрабатывающей отрасли.
- Из твердых сплавов. Используются для распилки плотных материалов. При работе с вязкой и мягкой древесиной не эффективны. Требуют к себе деликатного отношения. Как точить ленточную пилу из твердых сплавов? Этот процесс невозможен без алмазного оборудования.
Видео: Что Можно Сделать Ленточной Пилой
Надо сказать, что качество древесины будет влиять на то, как пила будет. Дерево должно быть чистым с минимумом сучков. Широкая пила прекрасно обрабатывает любую ширину бревна. Высокие скорости для нее не проблема. При использовании широких ленточных пил размещение зуба может быть более точным. Ширина, угол и толщина выреза также могут варьироваться. Благодаря этому доходность может быть увеличена до 25%. Узкая ленточная пила изготавливается с использованием более дешевого оборудования, проще в сборке. Это своего рода относительный плюс в коробочке с узкой пыльцой.
Ручные пилы
Узкая пила полностью нагревается во время работы, а широкая пила нагревает только часть пильного полотна, что иногда может вызвать волну при резании.
Поэтому необходимо тянуть широкую пилу намного сильнее, чем узкую. Конструкция широкой пилы более сложная, что, безусловно, влияет на стоимость. Кроме того, очень сложно работать с широкой ленточной пилой, нужно обладать рядом специфических навыков и знаний. Хорошая, хорошо отлаженная машина с широкой ленточной пилой позволит производить большие объемы продукции.
Для того чтобы пиление было продуктивным, необходимо:
- техника с широкополосной пилой;
- опытный оператор;
- качественно подготовленное оборудование;
- лицо, ответственное за тюремное заключение;
- механизм заточки;
- обслуживающий персонал.
Ленточнопильный станок
Ленточные пилы можно резать быстро и эффективно. Однако необходимо соблюдать ряд правил. Перед использованием ознакомьтесь с оборудованием, осмотрите оборудование, очистите и смажьте, осмотрите и своевременно проведите техническое обслуживание. Если нет финансов, то автомобиль можно изготовить самостоятельно. Обладая навыками, деталями и специальным оборудованием, следуя схеме, вы можете попробовать собрать ленточную пилу своими руками. Конечно, самодельная машина не будет иметь высокой скорости, но, как говорится: медленно, вы можете выполнять задачи распиливания очень хорошо и продуктивно.
Главная Ленточная Пила
Имея опыт и подходящее оборудование, вы можете сделать ленточную пилу своими руками. Самодельная ленточная пила реальна. Однако это не легко, и вам придется приложить немало усилий, чтобы решить проблему. Организационный процесс выглядит следующим образом:
необходимо выделить участок площадью до 18 кв
м;
необходимо подготовить надежную прочную основу для машины, дрова не будут работать;
необходимо понимать особенности механизма регулировки, иначе все доски будут одинаковыми по толщине;
необходимо отрегулировать механизм, изучить метод заточки и разведения зубьев пилы;
все меры предосторожности должны быть соблюдены
Конечно, вам нужен сварочный аппарат, перфоратор и другие инструменты.
Общие соображения по дизайну деревянной ленты
Механизм пилы зафиксирован и заблокирован. Обрабатываемая деталь помещается на ручную тележку. Инструмент можно разместить в любом положении. Домашняя ленточная пила устанавливается в зависимости от того, что вы хотите пилить, будь то бревна или пиломатериалы. Лучше всего использовать металл и двигатель из не менее 3 Вт материала. Чертежи можно посмотреть ниже.
Процедура сборки ленточной пилы для дерева
Для начала нужно собрать столик. Размер стола и рамки выбираются произвольно. В качестве стержня используется канал, который подготовлен для сборки всех элементов. Бар прикреплен углом, так называемым сорока. Затем шкивы прикреплены.
Шкивы должны быть одинакового размера, а шкив, расположенный сверху, должен быть закрыт защитным кожухом.
Буровая ленточная пила
в заключение
Следует помнить, что все движущиеся элементы должны быть установлены на подшипниках и валах. Выбор производится в соответствии с чертежом, доступным для мастера.
Подбираем класс и назначение пилы
Бытовые (Metabo BAS 260 SWIFT 0090025100, Энкор Корвет-31 10231) – малогабаритные пилы, предназначенные только для частного использования. Они считаются настольными, так как монтируются с помощью специальных отверстий в основании и шурупов на столярный стол, верстак или подставку. Мощность бытового станка составляет приблизительно 350 Вт, работает он от обычной сети в 220 В. Основное назначение – нарезание заготовок для последующей обработки или изготовление небольшой мебели вроде стульев и лавочек. В таких пилах применяются полотна шириной до 60 мм, благодаря чему каждая из моделей техники может обработать до 5 м3 материала за смену


Обратите внимание, что бытовые станки не подходят для распиловки твердых пород древесины (дуб, тис, орех, груша) и мерзлых заготовок.
Полупрофессиональные (DeWalt DW 876, Metabo BAS 317 PRECISION 230 В 0090317000) – техника для длительного использования на небольших предприятиях и в мастерских. Размеры таких пил больше, они устанавливаются на пол, могут выдержать более высокие нагрузки и обработать крупные заготовки (толщина до 200 мм)
Их мощность достигает 1500 Вт, напряжение, требующееся для работы, также 220 В. Полупрофессиональные устройства используются с оснасткой до 100 мм толщиной и распиливают до 10 м3 за смену каждый.
Профессиональные (Brassa BS-50 2.3.1, HighPoint HB 5300I) – самые производительные станки мощностью свыше 1500 Вт, устанавливающиеся на крупные промышленные предприятия. Для них требуется напряжение 380 В. Профессиональная пила может обрабатывать толстые бруски более 300 мм, она используется с лентой 100-300 мм шириной. Благодаря чему на ней можно распилить до 15 м3 древесины любой твердости, в том числе и промерзшие бревна.
По типу формы зуба и угла заточки.
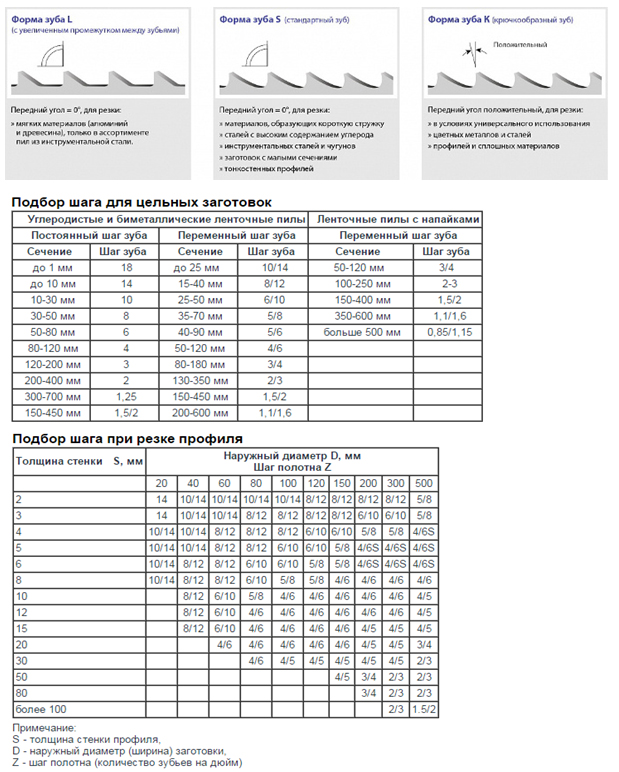
Каждый производитель имеет много серий полотен, выполненных из одного материала, но предназначенных для распила разных видов металла. Главным отличием таких полотен является форма зуба, основные разновидности которых рассмотрим ниже:
- ФормаS или Стандартная. Передний угол зуба 0 градусов. Оптимально подходит для материалов с образованием короткой стружки, сталей с высоким содержанием углерода, чугуна, заготовок небольших сечений, тонкостенных профилей, хрупких материалов.
- ФормаK или Крючок. Передний угол зуба10 градусов, положительный. Это форма для универсального применения, т.е. не знаешь какой – бери этот. Как правило применяется для железонесодержащих металлов и сталей с содержанием углерода < 0,8%, конструкционных, улучшенных сталей, для крупных профилей, заготовок сплошного сечения, цветных металлов и сталей.
- ФормаL или Длинный. Передний угол зуба 0 градусов. Увеличенное межзубное пространство. Оптимально подходит для пиления мягких материалов (алюминий и древесина).
- ФормаM или Переменный. Передний угол зуба10 градусов, положительный. Высота зуба переменная. Оптимально подходит для пиления нержавеющих сталей, высокопроизводительной резки вязких материалов, заготовок крупного сечения.
- ФормаP или Профильный. Передний угол зуба 5 градусов, положительный. Оптимально подходит для полых профилей и уголков, стальных балок, пиления пакетов заготовок, т.к. уменьшает уровень вибрации при пилении.
- ФормаR илиRadial. Передний угол зуба 16 градусов, положительный. Оптимально подходит для нержавеющих сталей, высокопроизводительной резки вязких материалов, заготовок крупного сечения. Имеет длительный срок эксплуатации.
- ФормаT или Трапецеидальный. Обеспечивает высокую производительность и наилучшее качество реза. Перечислим основные.
- TSN. Отрицательный передний угол в сочетании с увеличенной межзубной впадиной для наилучшего выхода стружки. Подходит для: закалённой стали с твердостью до 68 HRC, заготовки с упрочнённой поверхностью (валы), твердые заготовки не более 275 мм, хромированных поверхностей, хрома.
- TSNENR. Сверхотрицательный передний угол в сочетании с увеличенной межзубной впадиной для наилучшего выхода стружки. Подходит для: закалённой стали с твердостью до 68 HRC, заготовки с упрочнённой поверхностью (валы), твердые заготовки не более 275 мм, хромированных поверхностей, хрома.
- TNF-A. Положительный передний угол в сочетании с увеличенной межзубной впадиной для наилучшего выхода стружки. Подходит для: цветных металлов и сплавов на основе алюминия. Оптимально применять на станках с низким уровнем вибраций и ручной подачей.
- TNF-B. Положительный передний угол в сочетании с увеличенной межзубной впадиной для наилучшего выхода стружки. Подходит для: цветных металлов и сплавов на основе алюминия. Оптимально применять на станках с высокой скоростью подачи.
- Есть ещё много разновидностей данного типа, т.к. каждый производитель для решения узкоспециализированных задач имеет в своём ассортименте линейку самых разнообразных полотен со специфическими формами зуба.
Характеристики
Для эффективного использования ленточной пилы потребуется несколько полотен различной ширины и толщины
При выборе инструмента для той или иной работы важно учитывать следующее:
- тонким полотном можно обрабатывать только мягкую древесину, в противном случае оно быстро погнется, линия распила получится неровной;
- чем шире лезвие, тем точнее будет срез;
- толстая пила не подходит для работы с небольшими брусками и тонким листовым материалом, они деформируются из-за нагревания;
- разрезы под углом и фигурную резку можно выполнить только узким полотном.
Помимо геометрических размеров полотна, важно обращать внимание на профиль и высоту зуба. Важный критерий полотна для ленточной пилы – количество зубьев на единицу длины
Пила с частым зубом имеет больший срок службы из-за меньшего давления на каждый зуб
Пила с редким зубом предпочтительнее для твердой древесины благодаря большему давлению на режущую кромку
Пила с частым зубом имеет больший срок службы из-за меньшего давления на каждый зуб. Пила с редким зубом предпочтительнее для твердой древесины благодаря большему давлению на режущую кромку.
На качество среза влияет и высота зубца. Крупный зуб отлично подходит для черновой работы и резки толстой древесины. Небольшие бруски и тонкий листовой материал качественно распилит лишь лента с мелким зубом.
Еще один важный параметр – шаг зубьев. Различают ритмичный шаг и переменный. Пила с ритмичным шагом подходит для тонких работ, таким инструментом удобно резать рейки небольшой толщины, выпиливать детали из фанеры. Полотно с переменным шагом стоит выбирать для обработки крупных заготовок из мягкой древесины. Благодаря асимметричному расположению зубьев такое полотно не забьется и легко разрежет толстую доску.
Виды ножовочных полотен
Согласно ГОСТа ножовочного полотна, существует две разновидности полотен: для резки вручную и машинной.
Полотна для ручной резки имеют три главные параметра:
- Расстояния в одинарных моделях меж крепежами у них составляет +/-2 мм. Полотно мм длины.
- Промежуток в одинарных моделях меж креплениями составляет около мм.
Полотно имеет длину миллиметра.
- Двойные. Расстояния меж креплениями составляет мм. Полотно- мм длины.
Толщина ножовочного полотна (в одинарном исполнении) не превосходит 0,63 мм, в двойном – 0,80 мм. Высота моделей с одинарным рядом зубьев – 12,5 мм, в моделях с двойным рядом – 20 мм.
Требования ГОСТа регулируют шаг зубьев, расстояние, количество.
Степени автоматизации
Ручной ленточнопильный станок по металлу по конструкции и механизму действия похож на консольный. В данном классе ленточнопильных станков пильная полоса движется с помощью физических усилий рабочего или за счет собственного веса самой рамы. Их преимущества:
- Довольно-таки низкая стоимость как собственно самого оборудования, так и его обслуживания и эксплуатации.
- В большинстве случаев резка может совершаться под углом до шестидесяти градусов.
Недостатки:
- Ручной способ опускания пильной рамы приводит к вибрации пилы при работе, что уменьшает срок службы станка.
- В большинстве случаев отсутствует визуальный контроль степени напряжения самой пилы и механизмов, отвечающих за очистку рабочей платформы.
- При ручной работе необходимо периодически регулировать шкивы привода режущей полосы.
Чаще всего такие ручные устройства для резки металла на ленточнопильном станке используются небольшими промышленными производствами.
Полуавтоматические ленточнопильные станки по металлу, в которых механизмы приводятся в действие с помощью гидравлического привода. Из ручной работы оператору остается только подавать заготовки.
Работа с заготовкой в станке полуавтоматического типа совершается таким образом:
- После запуска ленточного станка происходит автоматическое удерживание заготовки.
- Определенную скорость резки детали и давление обеспечивает специальный гидроцилиндр.
- Подъем пильной полоски после достижения нижней точки реза совершается автоматически.
Автоматические станки используются в основном на крупных предприятиях для нарезки большого числа заготовок. Главным преимуществом данного устройства является то, что здесь отсутствует потребность в применении физических усилий – рабочему остается только положить деталь в тиски и задать нужные параметры для обработки.
Если возникает необходимость, то ленточные станки данного типа без проблем переводятся в режим ручного управления.
Видео: JET MBS-56CS – ленточнопильный станок по металлу.
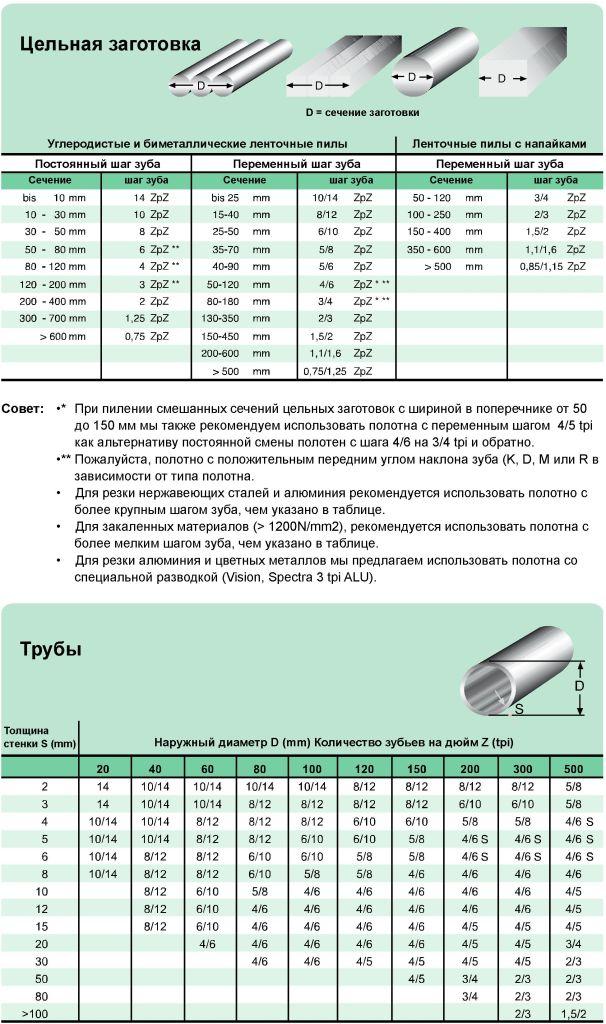
Пример подбора полотна для ленточной пилы
Допустим, у некого производства есть задача пилить 2 вида заготовок на ленточнопильном станке с лентой размерами 4700х34х1,1 мм:
- Кругляк из нержавеющей стали диаметром 110 мм
- Швеллер № 12
Разберем пункт 1:
Шаг 1: размер известен 4700х34х1,1 мм
Шаг 2: по Таблице 1 мы видим, что нержавеющей стали подходят несколько моделей полотен, но, учитывая, что пилить нержавейку нужно будет большими партиями, то материал выберем М71, и т.к. для конкретной задачи лучше иметь узкоспециальную пилу, остановим свой выбор на Magnum HL.
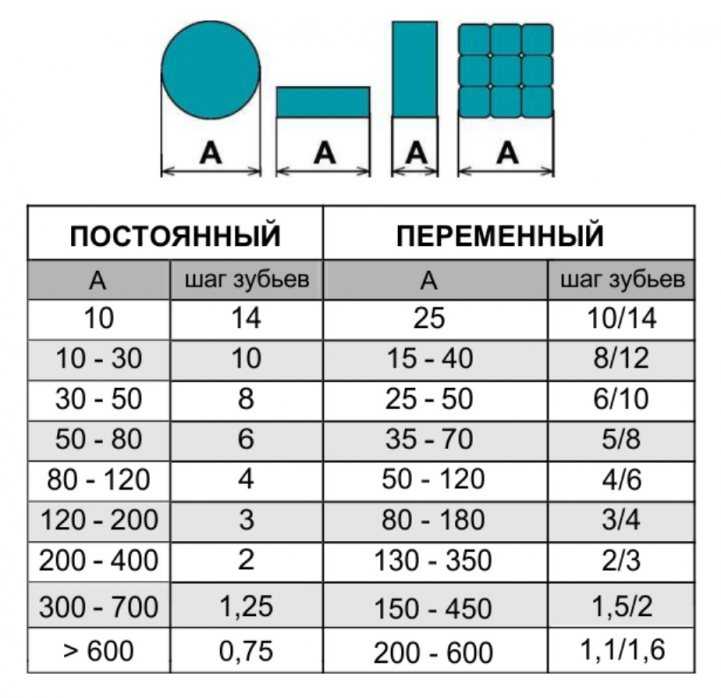
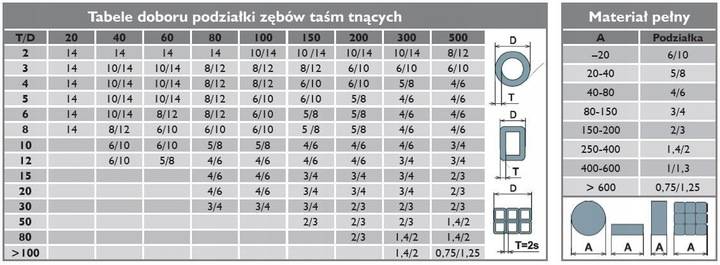
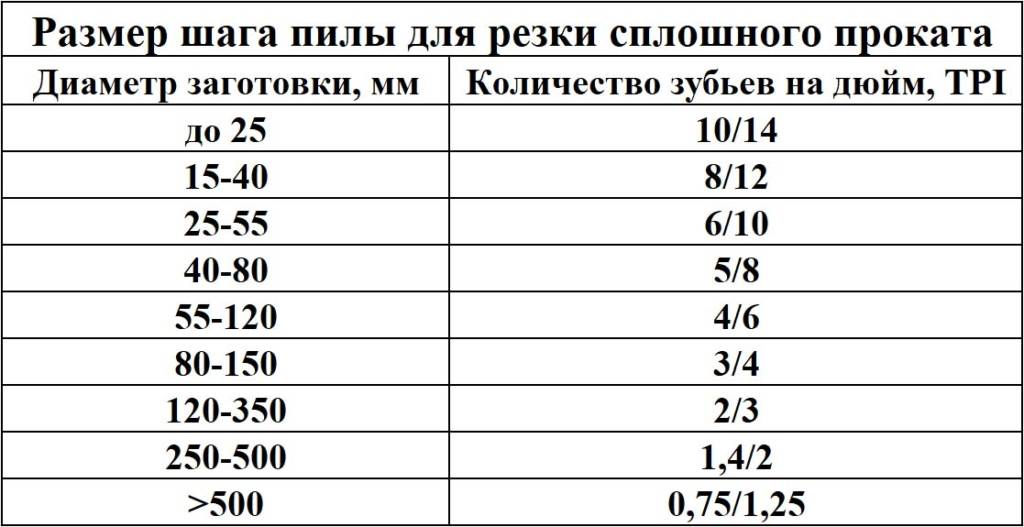
Шаг 3: т.к. у нас полнотелая заготовка воспользуемся таблицей 2, диаметр 110 мм входит в диапазон 80-150 мм, значит выберем шаг 3/4.
Для кругляка диаметром 110 мм из нержавеющей стали выбрано полотно: Amada Magnum HL 4700х34х1,1 с шагом 3/4.
Разберем пункт 2:
Шаг 1: размер известен 4700х34х1,1 мм
Шаг 2: т.к. материал обычная конструкционная сталь, то мы, даже не заглядывая в таблицу 1, выбираем SGLB, т.к. это самая популярная модель как раз потому что она для конструкционной стали.
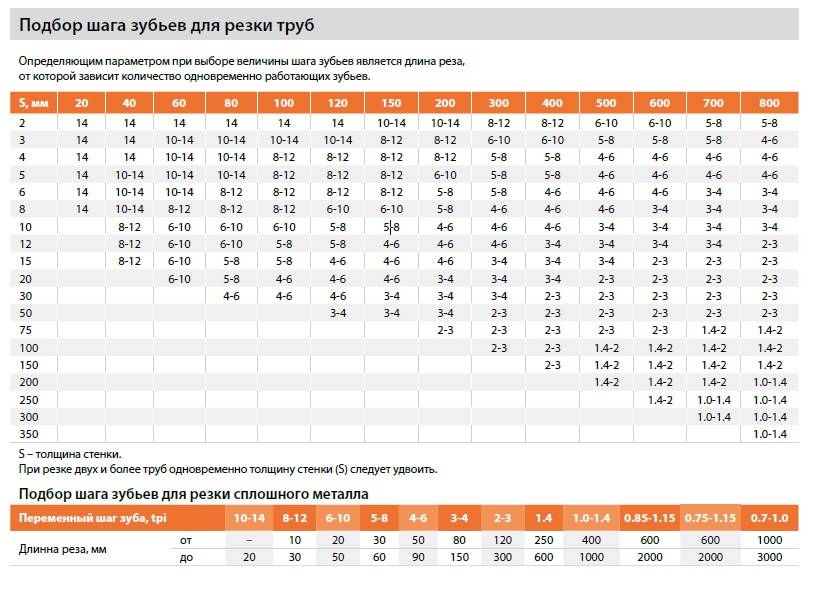
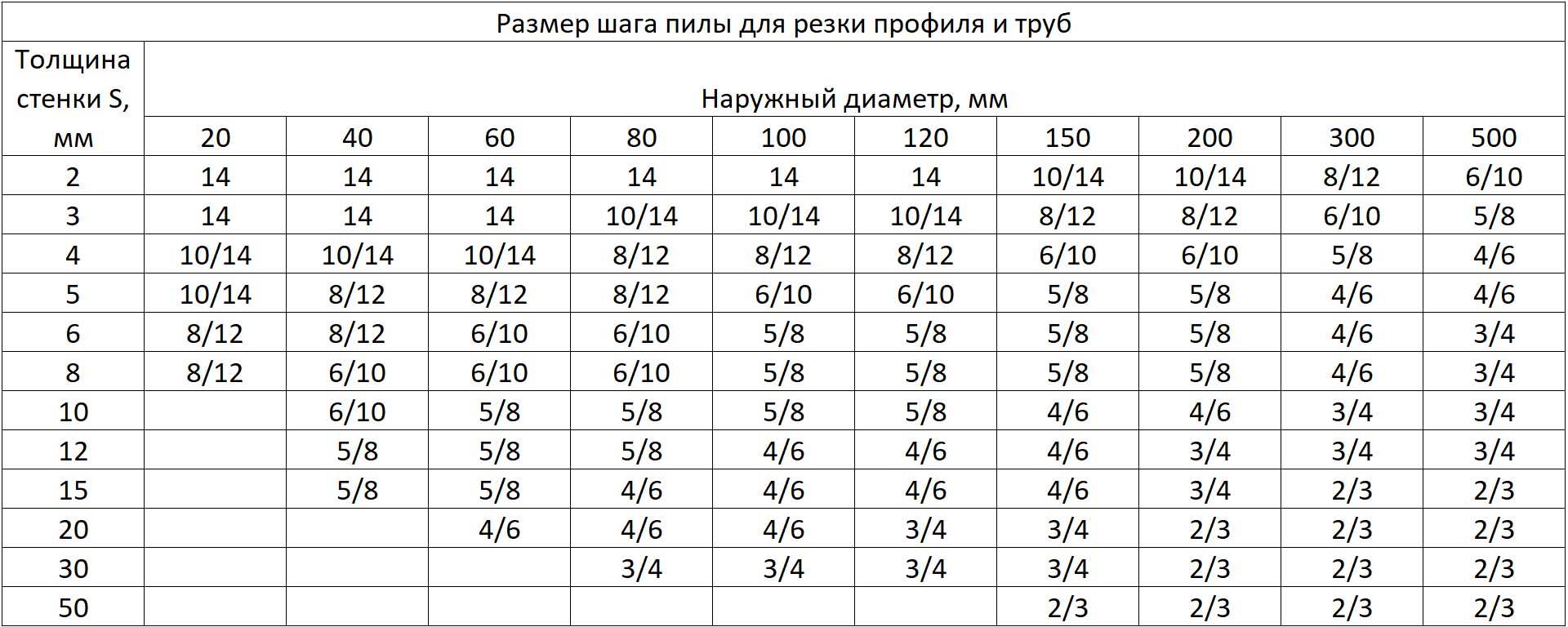
Шаг 3: т.к. швеллер относится к полым заготовкам, то для подбора шага воспользуемся таблицей 3, толщина стенок 12-го швеллера примерно 5 и 8 мм и ориентируемся на диаметр 120 мм, поэтому выбираем шаг 5/8. (вообще эти размеры не дают однозначный ответ, рекомендуется 2 шага 6/10 и 5/8, сначала выбираем покрупнее, если в процессе будут вибрации или не устроит качество реза можно попробовать шаг мельче).
Для швеллера № 12 выбрано полотно: Amada SGLB 4700х34х1,1 с шагом 3/4.
Технические параметры.
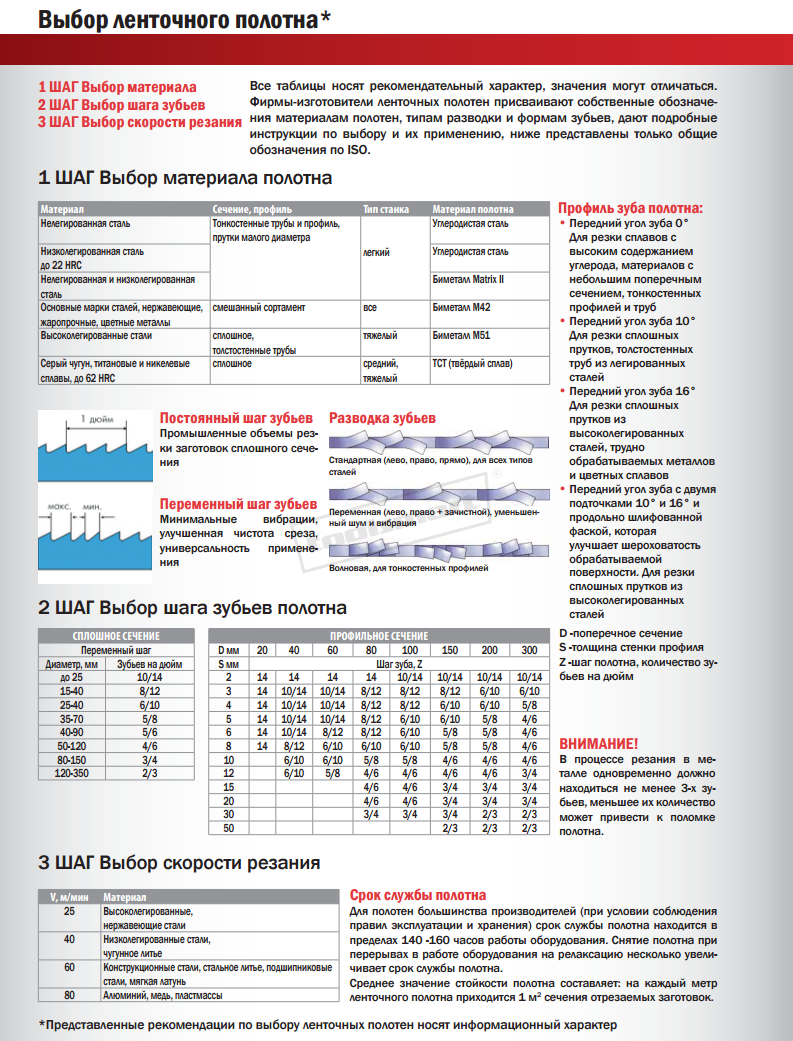
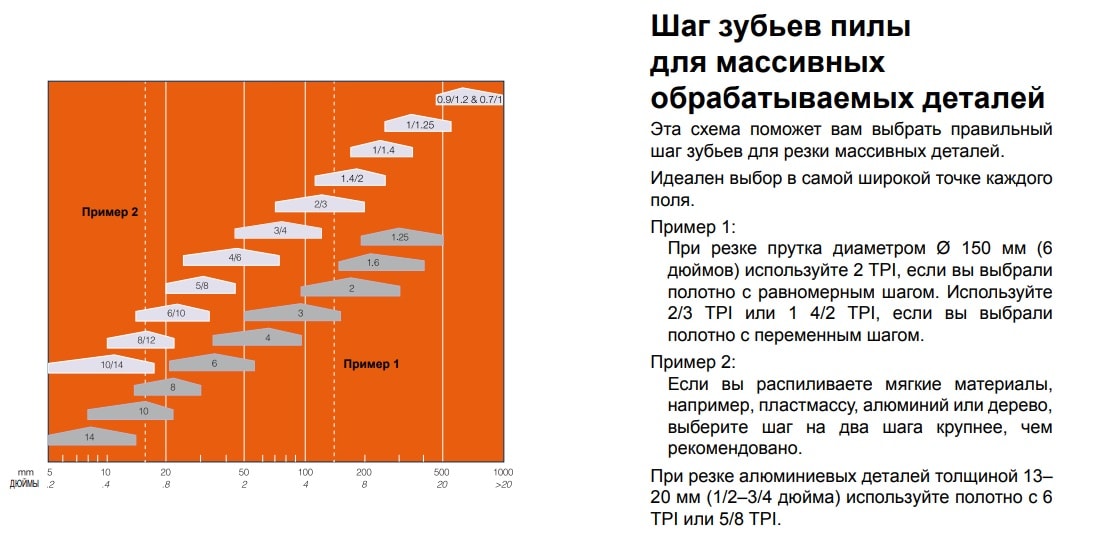
Для достижения оптимальных условий при работе с определёнными группами материалов и формой заготовок необходимо точно подбирать параметры полотна пилы: шаг, форму и разводку зуба, а также режимы работы ленточнопильного станка – скорость и подачу ленточной пилы.
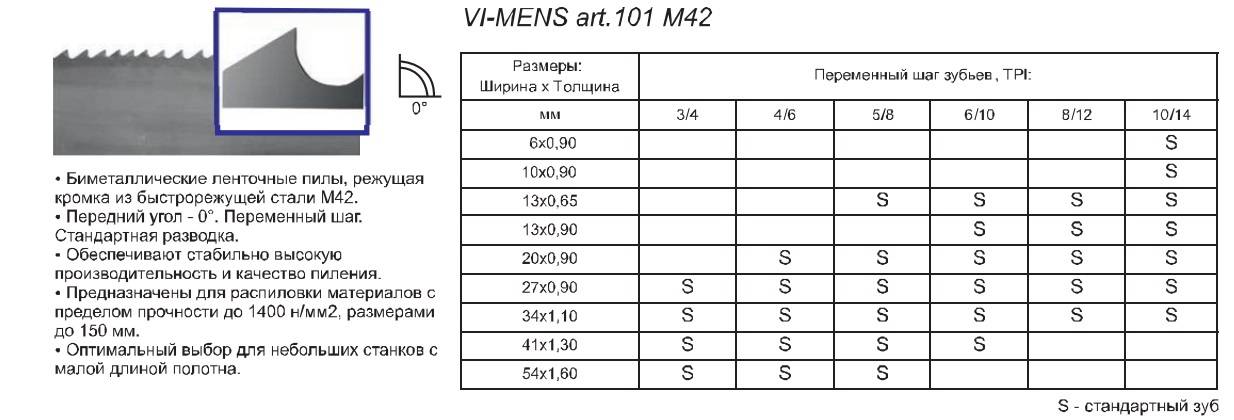
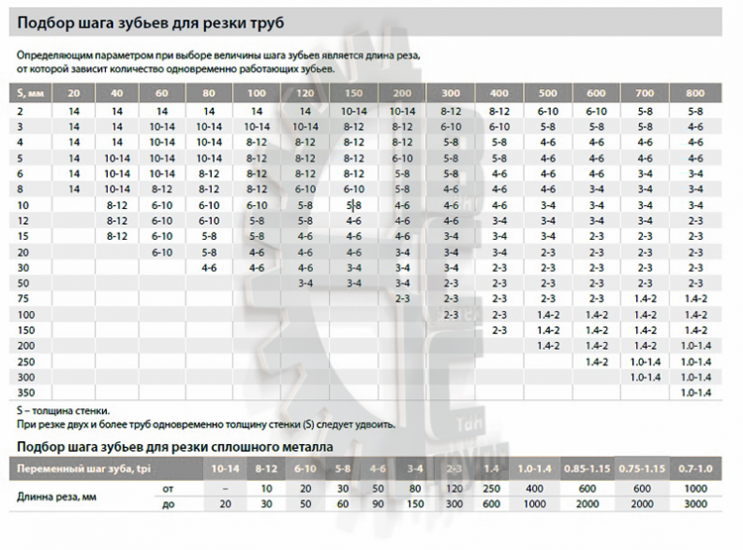
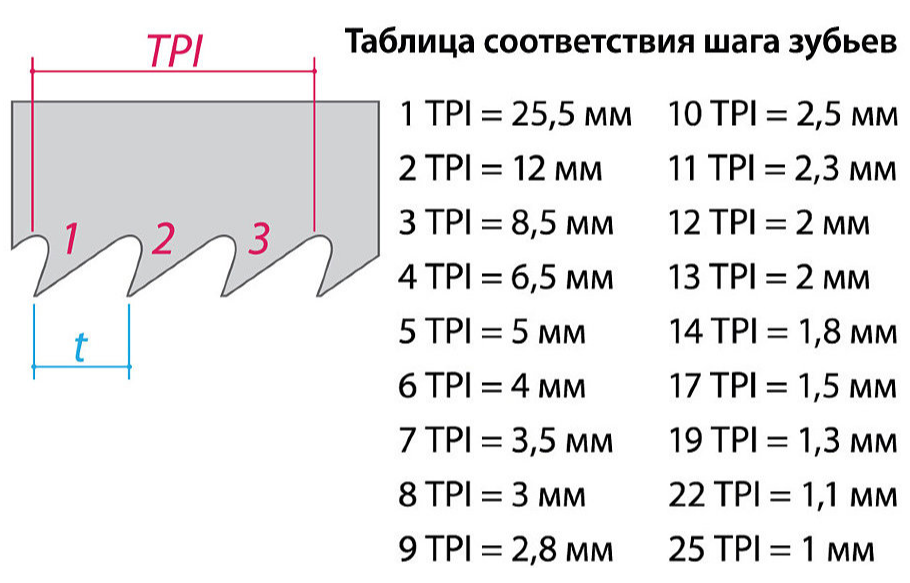
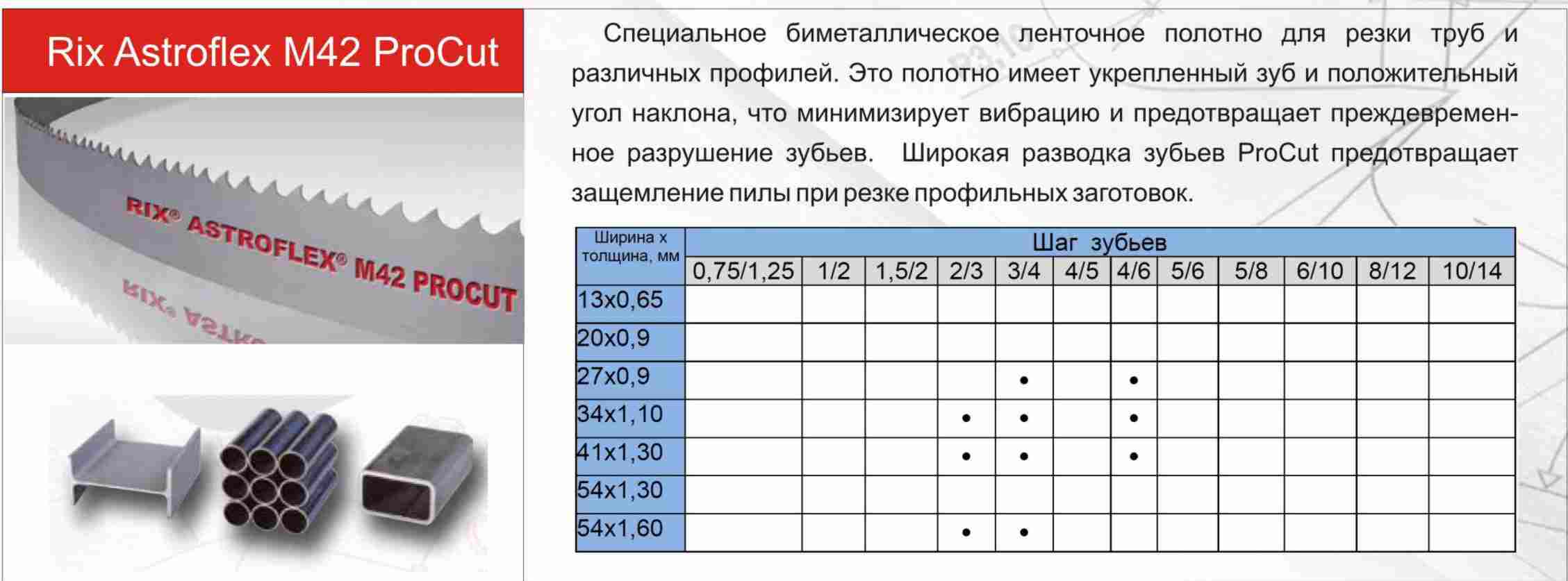
Число зубьев на дюйм (TPI) Число зубьев на дюйм определяет шаг зуба полотна и может изменяться от 1 до 32 для пил с постоянным шагом и от 10/14 до 0,75/1,25 для пил с переменным шагом зуба. Фирмы – производители ленточных пил и их дистрибьюторы прилагают руководство по выбору шага зуба при распиловке цельных заготовок, труб и профилей.




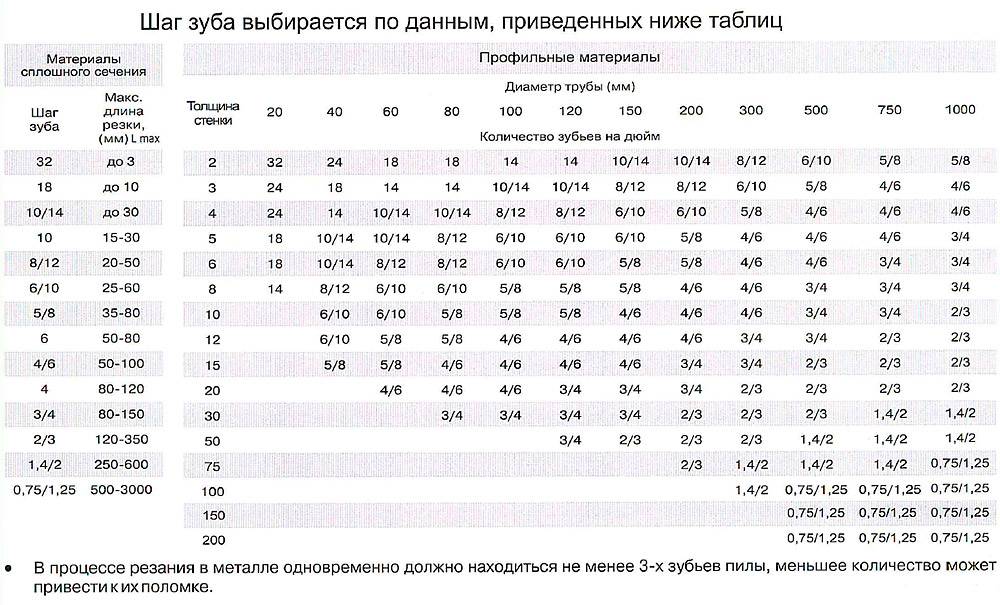
Постоянный шаг (например 14) | Переменный шаг (например 8/12) |
Ширина и толщина полотна
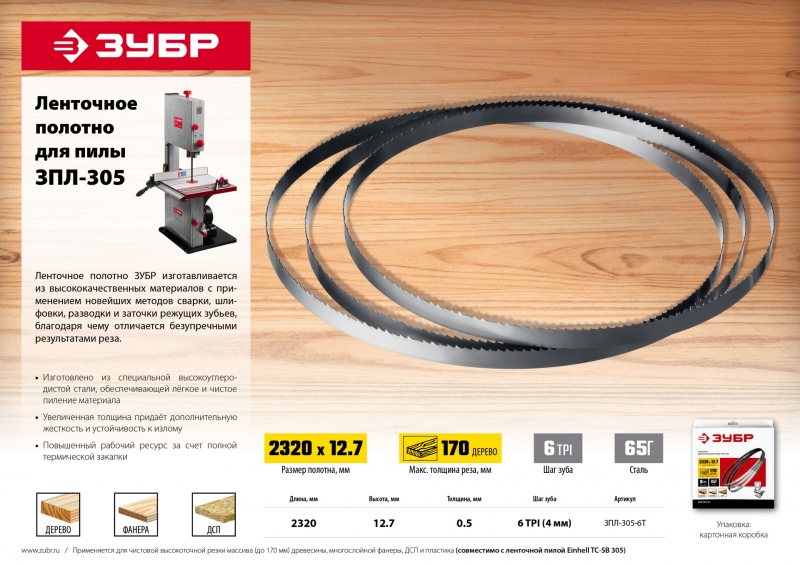
Ширину полотна ленточной пилы по дереву следует выбирать в зависимости от типа работ. Стандартно выпускаются шириной от 3 до 80 мм, но бывают и специальные размеры.
Если нет особых рекомендаций, лучше выбирать максимально широкое полотно. Тогда линия среза точно будет ровной.
Для фигурной резки нужно более узкое полотно, чтобы легко делать плавные срезы различной формы.
Толщина полотна у всех производителей сейчас унифицирована и составляет от 0,6 мм до 1,3 мм. Это позволяет, сохраняя высокую износостойкость и защиту от усталости, обеспечивать минимальную толщину реза, а значит и минимизировать потери материала.
Заточка ленточных пил
Конечно же, затачивать ленточную пилу лучше на специальном станке, в специализированных мастерских. Да и профессиональная заточка пилы стоит недорого. Но если по каким-либо причинам у вас нет возможности отнести пилу для заточки, то правку инструмента можно сделать и самостоятельно.
Заточка ленточной пилы производится с помощью небольшого напильника или надфиля по передней и задней грани резца нескольким движениями (3-4) для каждого зуба.

Также ленточную пилу можно точить с помощью гравера, используя оснастку, предназначенную для заточки цепных пил.


Оснастка вставляется в гравер, и производится заточка резцов аккуратными движениями по верхней части резца.

Сильно снимать металл не нужно, достаточно просто осветлить его.
Совет! Работая инструментом, не допускайте, чтобы фреза соскальзывала с вершины зубца по направлению к следующему. Так вы его укоротите, после чего придется все зубья подгонять под его высоту.
Также можно попробовать точить и пилы по металлу. Но обычно их не перетачивают, поскольку режущая часть данных пильных лент является либо биметаллической, либо имеет зону закалки. Зубья на таких лентах работают, пока не выкрошатся и могут иметь микротрещины. Если их переточить, то они начнут быстрее крошиться либо станут пилить еще хуже.
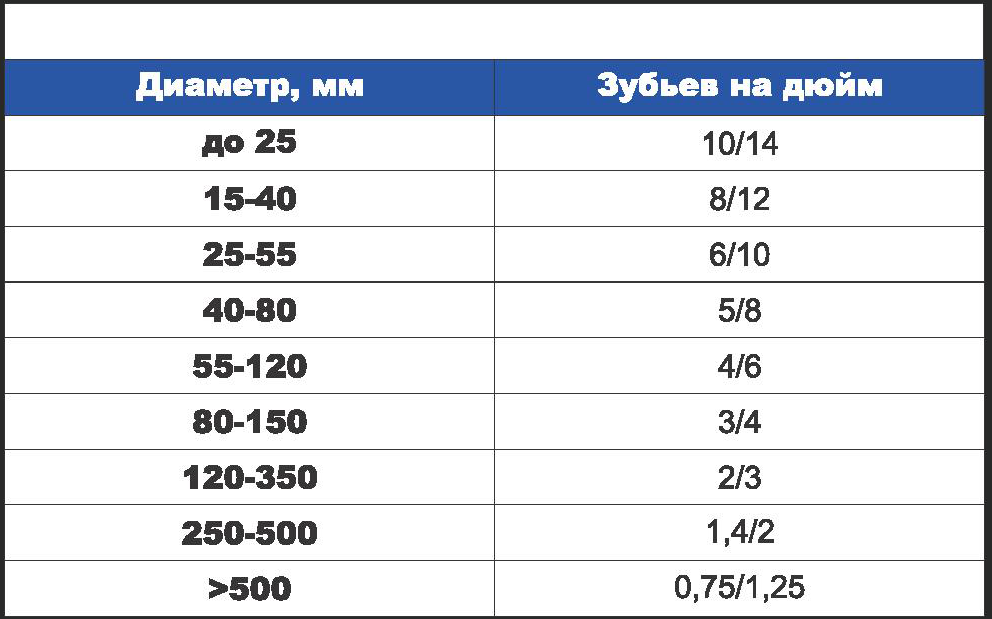
Как выбрать подходящие параметры зубьев?
В первую очередь обратите внимание на количество. Закономерность в этом отношении простая:
- чем больше зубцов, тем качественнее пропил материала с толстыми стенками;
- меньшее количество зубцов снижает нагрузку на всю площадь полотна;
- напряжение при распиливании равномерно распределяется на всю поверхность ленточной пилы с большим количеством режущих кромок.
Следующий этап — выбор типа зубьев по размеру. Учтите рекомендации, указанные ниже:
- большие зубцы позволяют выполнить глубокие пропилы, например, целесообразно использовать их при обработке стволов деревьев;
- режущая кромка небольшой высоты — отличный вариант для распиловки тонкостенных листов.
Шаг зубьев — еще один параметр, размер которого обязательно должен соответствовать ответной части на станке. В отношении более рационального использования выделяют такие требования:
- крупный постоянный шаг выберите при формовании тонкого листового материала небольшого формата;
- частое равномерное расположение зубцов — рациональное решение для раскройки больших полотен;
- переменный зуб отлично справляется с задачей при обработке мягкого материала различной природы, при этом увеличивается скорость производства из-за отсутствия засорения пилы.
Разводка зубцов влияет не только на качество выполненной работы, но и на уровень вибрации, а соответственно и износостойкость инструмента. Различают следующие виды полотен по этому принципу:
- Волнистый профиль примените в работе с тонким материалом или с заготовками небольших размеров.
- Стандартный, при котором все элементы режущей кромки расположены попеременно в обе стороны, плюс один зуб находится по центру. Отдайте предпочтение этому типу разводки при планируемой раскройке объемных деталей, контурной нарезке или при установке на вертикальной модели станка.
- Переменный или групповой отличается попарным расположением зубцов вправо и влево. Инструменты этого типа более дорогостоящие из-за того, что эффективность пропила выше, а нагрузка на саму режущую деталь ниже.
Обратите внимание также на профиль зуба. В качестве примера рассмотрите ниже приложенную таблицу наиболее подходящего под определенную породу растения типа в ленточных пилах, предназначенных для разрезки древесины
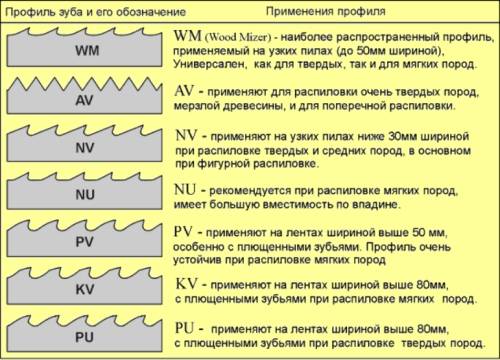
Разводка зубьев
Распил возможен только при разведении зубцов в стороны от основной оси полотна. Тип разводки влияет на качество распила, скорость стачивания и уровень вибраций.
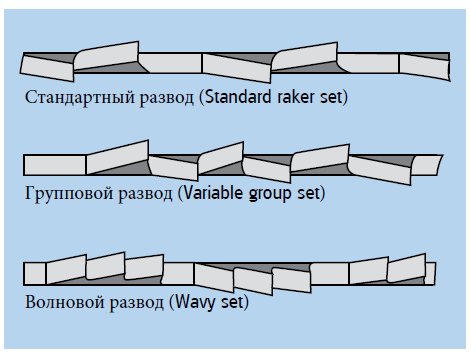
Существует 3 варианта:
- Волнистая разводка — расположение зубцов напоминает волну. Такая разводка применяется для обработки тонких заготовок небольших размеров.
- Стандартная разводка — зубцы разделены по тройкам: два крайних элемента разведены в разные стороны, а центральный — ровный. Такой тип применяют при работе с крупными металлическими изделиями или для контурного пропила на станках с вертикальной подачей.
- Групповая разводка — зубцы размещены попеременно в обе стороны. В этом случае гарантируется аккуратное и ровное пиление на максимальной скорости.
Особенности ленточнопильного станка
Общие сведения
Итак, ленточнопильные станки позволяют осуществлять высокоточные распилы, как и лобзик. Поэтому иногда их еще называют лобзиковыми ленточными станками.Принцип работы этих аппаратов был разработан еще в девятнадцатом веке, и как мы видим, он остается актуальным,по сей день.
Конечно, современные аппараты в плане конструкции существенно отличаются от первых моделей, однако,технологические базовые особенности остались неизменными.Главной такой особенностью является пила, выполненная в виде кольца, которая позволяет осуществлять как прямые, так и криволинейные резы.
Надо сказать, что данное устройство эффективно справляется не только с точными распилами, но и черновой обработкой. Поэтому такие станки используют для самых разных столярных работ, в частности, они широко распространены на мебельных предприятиях и деревообрабатывающих фабриках.
На фото – ленточные пильные полотна
Устройство
Многие параметры обработки зависят от особенностей самого станка
Поэтому при выборе оборудования необходимо ознакомиться с его конструкцией и уделить внимание некоторым отдельным компонентам
Каждый агрегат состоит из следующих основных узлов:
- С-образная станина;
- Нижний и верхний шкивы;
- Рабочая платформа;
- Направляющие элементы;
- Пила;
- Электродвигатель;
- Ограждающие заслонки.
Кроме того, в станках применяются тормозные механизмы, которые позволяют моментально прекращать процесс пиления. В случае разрыва ленты она стопорится специальным фиксирующим устройством, что делает работу безопасной. Еще одним дополнительным элементом является направляющая линейка, которая позволяет регулировать ширину реза.
Основные параметры пильного полотна
Основные характеристики
Главным элементом станка, который влияет практически на все параметры обработки заготовки, являются пилы. Что касается самого станка, то его параметры в большей мере влияют на удобство работы и функциональные возможности.
Как правило, полотно имеет следующие размеры:
| Параметры | Размеры, мм |
| Ширина | 25-50 |
| Толщина | 0,9-1,1 |
Правда, существуют пилы и с другими параметрами, однако, для выполнения стандартных операций лучше использовать полотна, соответствующие приведенным выше типоразмерам.
Еще одним важным параметром пилы является материал, из которого оно выполнено. Наиболее распространенными являются пилы из углеродистой стали.
Кроме того, при выборе необходимо учитывать технологию изготовления, от которой зависит твердость полотна.
По этому параметру пильные ленты различаются на три типа:
- С закаленной спинкой;
- С гибкой спинкой;
- Равномерно закаленные.
Для производственных станков важен еще такой параметр, как скорость пиления заготовки. Как правило, ленточнопильные станки по дереву работают на скорости 700-900м в минуту. Именно на такую скорость рассчитана большая часть полотен с типовым межзубным пространством.
Заключение
Из приведенного выше примера понятно, что, к сожалению, в условиях реального производства иногда не получается получить однозначный ответ какое ленточное полотно приобрести, т.к. обычно ленточнопильные станки загружены заготовками разного размера из различных материалов и покупать пилы на все случаи жизни не целесообразно, во-первых, потому что это требует немалых денежных вложений, а во-вторых, придется каждый раз останавливать станок, когда поступит новая заготовка.
Редко встречаются задачи, где нужно пилить все время одну заготовку, наоборот, как правило, режут различные заготовки, а иногда диапазон размеров бывает очень большим. На большой диапазон нельзя подобрать один шаг зуба, поэтому в таких случаях рекомендуется разбить имеющийся диапазон на несколько и к каждому подобрать средний шаг.
ВАЖНО! Иногда по всем рекомендациям подходят несколько видов полотен и точно определить какие лучше подходят для решения Вашей задачи можно только по результатам эксперимента. Вывод: если у Вас сложная номенклатура, для подбора ленточных полотен следует обратиться к специалисту и, обсудив с ним все нюансы, выбрать перечень подходящих полотен. Вывод: если у Вас сложная номенклатура, для подбора ленточных полотен следует обратиться к специалисту и, обсудив с ним все нюансы, выбрать перечень подходящих полотен
Вывод: если у Вас сложная номенклатура, для подбора ленточных полотен следует обратиться к специалисту и, обсудив с ним все нюансы, выбрать перечень подходящих полотен.
Если Вам необходима консультация специалиста или вы уже готовы заказать ленточные полотна, звоните по бесплатному номеру 8-800-100-42-28 и отправляйте заявку на электронную почту .