Ленточнопильные станки отечественного производства
Россия производит качественное оборудование для резки металла. Среди огромного разнообразия можно выделить несколько действительно качественных и надежных моделей.
 Более востребованными в последнее время становятся ленточнопильные станки, в которых установлены биметаллические пилы
Более востребованными в последнее время становятся ленточнопильные станки, в которых установлены биметаллические пилы
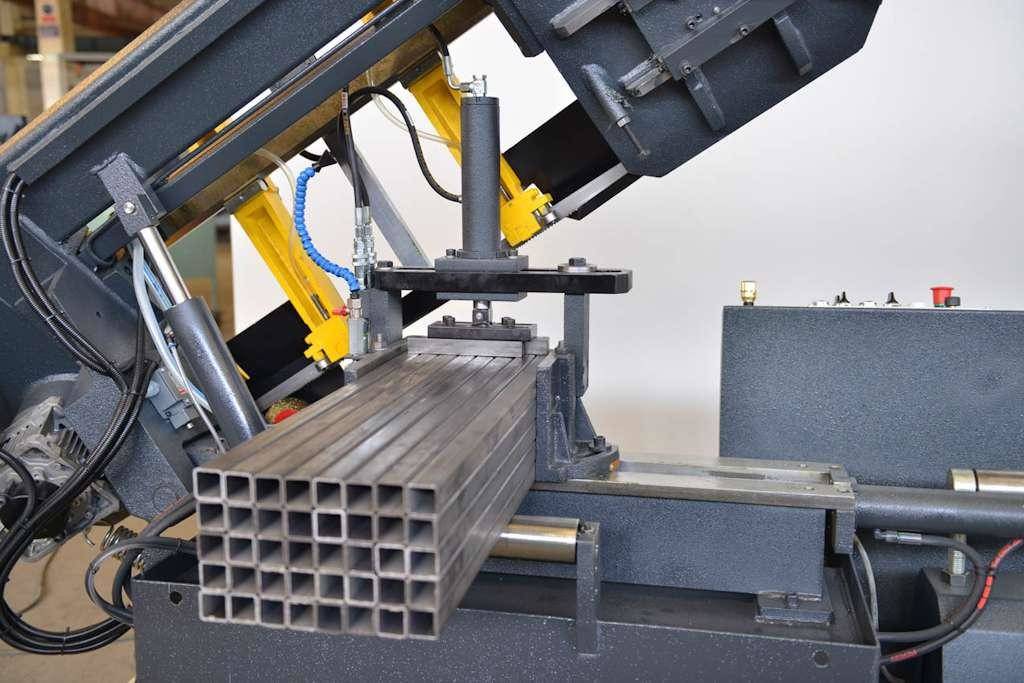
Ленточнопильный станок СР3-200-01 разрабатывался для резки металла любой толщины. Устройство производит равномерные разрезы под углом 90 и 45 градусов. Внутри станины находится СОЖ и электроящик. Сверху станины стоит большой поворачивающийся стол с мобильными тисками. Ножки станка оборудованы колесиками, что позволяет перевозить его с места на место. Стоит отметить, что колесики не нарушают устойчивость модели – станок надежно фиксируется на установочных винтах.
СР3-200-01
Модель СР3-200-01 оснащена асинхронным электродвигателем, который подключается к преобразователю. Это означает, что оператор может контролировать скорость движения пилы в диапазоне 12–100 м/мин.
 Маятниковый ленточнопильный станок СРЗ 200-01-П
Маятниковый ленточнопильный станок СРЗ 200-01-П
Технология позволяет подбирать нужную скорость для обработки разных типов металла, которыми так богата Россия. Срок службы полотна составляет 160 рабочих часов. Необходимо заметить, что соблюдение правил эксплуатации способствует увеличению срока службы полотна.
Аллигатор-280
Полуавтоматический ленточнопильный станок Аллигатор-280 Россия разрабатывала вместе с Италией. В результате получилась модель с отличными техническими характеристиками, эффективно обрабатывающая цветные и легкие сплавы металла. Аллигатор-280 отличается высокой производительностью и точностью среза.
 Ленточнопильный станлк Аллигатор-280
Ленточнопильный станлк Аллигатор-280
Главным достоинством модели считается ее высокая экономичность одноразового пользования. Вертикальный станок потребляет мало энергии, легко устанавливается и не производит много шума во время работы.
СР3-200-04.400
Колонный ленточнопильный станок СР3-200-04.400. Вертикальный аппарат предназначен для обработки любого типа металла. Станок эффективно работает под углом 90 градусов, распиливая заготовки на равномерные куски любой длины с ровными срезами. Регулировка частоты вращательных движений позволяет обрабатывать все типы материалов – от черного железа до высокопрочной стали.
 Ленточнопильный станок СР3-200-04
Ленточнопильный станок СР3-200-04
Аппарат оснащен модифицированной системой контролирования скорости движения ленты. Благодаря особой конструкции режущую часть можно замедлить до 16 м/мин или ускорить до 120 м/мин. Автоматическая система преобразователя частоты бережет устройство от резких остановок, обеспечивая плавность резки даже в экстремальных условиях эксплуатации.
СР3-200-02
Вертикальный ленточнопильный станок СР3-200-02 предназначен для отделки листового, профильного и прямоугольного материала. Высокая точность среза и отличная производительность достигаются за счет плавного регулирования вращательных движений пилы. Вертикальный станок сконструирован так, что ведомое колесо может менять силу натяжения полотна и угол наклона, это позволяет еще более эффективно обрабатывать заготовки.
Ленточнопильный станок
Устройство оснащено специальным индикатором напряжения с гибкими настройками. Индикатор контролирует натяжение ленточной пилы, предотвращая разрывы полотна. Дополнительную крепость и надежность режущей части придают шарикоподшипниковые направляющие, расположенные на эксцентричных осях.
Стоит отметить, что главной задачей роликовых направляющих является не защита режущего полотна, а его корректировка. Подшипники, расположенные в пильной части, позволяют отрегулировать ленту в пределах 0,000-0,001 мм.
Уровни автоматизации станков
Обработку деталей на ленточнопильных машинах можно с разными системами управления. От этого зависит производительность, точность резов, качество обработки.
Ручные
Простые станки консольного типа. Чтобы передать давление на деталь от режущей части, применяется усилие со стороны мастера или она опускается под собственным весом. Второй вариант подразумевает под собой наличие в конструкции гидроцилиндра с перепускным клапаном. С его помощью можно регулировать скорость подачи рабочей части. Также мастеру нужно закреплять заготовки на рабочем столе, намечать размеры. Преимущества ручных систем управления:
- Возможность делать точные резки под разными углами.
- Доступная цена.
- Простота ремонта в случае поломок.
Недостатки:
- При работе оборудования появляются вибрации, которые негативно сказываются на его сроке эксплуатации.
- Постоянно настраивать шкивы. С их помощью рабочая часть станка перемещается по направлению к заготовке.
- Невозможно визуально контролировать натяжение режущего полотна.
- Ручные модели не имеют систем для автоматической очистки от металлической стружки, отходов рабочих процессов.
Машины с ручным управлением найти проще чем с другими системами.
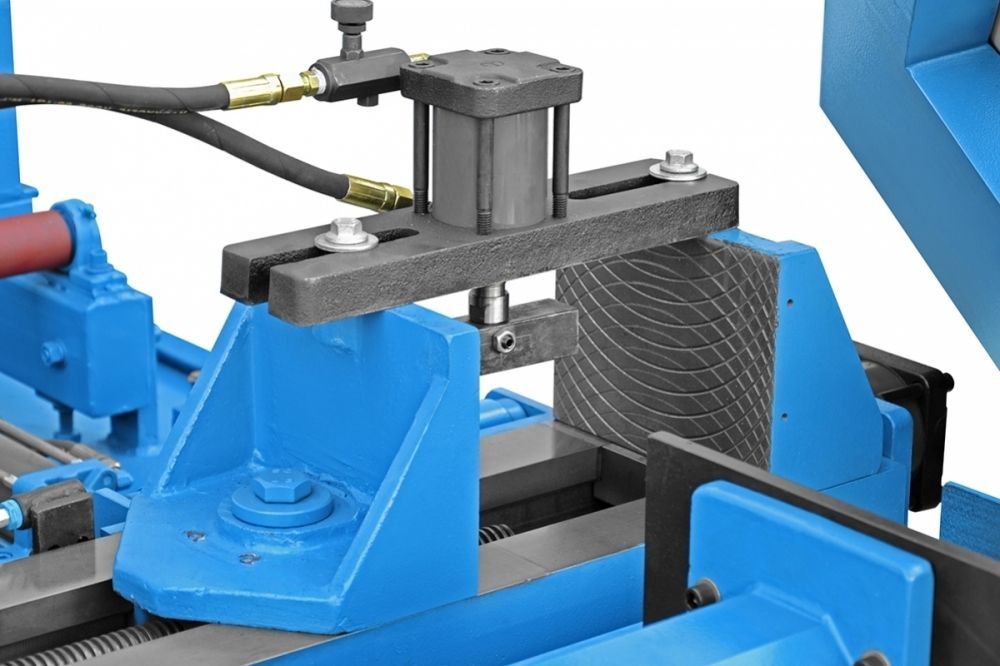
Полуавтоматические
Конструкции, опускание рабочих частей в которых обуславливается специальным механизмом. Мастер работающий за станком должен зафиксировать деталь на рабочем столе, выставить размеры. Далее он управляет процессом разрезания металла через пульт или электронную панель. Ленточные станки полуавтоматического типа более производительные по сравнению с ручными моделями. Они позволяют делать более точные резы.
Автоматические
Станки, работающие в автоматическом режиме используются на больших предприятиях при многосерийном изготовлении каких-либо металлических деталей. Механизмы приводятся в движение с помощью с помощью шаговых двигателей, которые настраивает оператор. Ему достаточно выставить требуемые размеры, задать рабочий алгоритм. Если возникли какие-либо проблемы, оператор может перевести станок в ручной режим управления. Дополнительно к этому, автоматические системы выбирают оптимальное количество охлаждающей жидкости, которая подается на рабочее полотно.
Преимущества:
- Высокая точность резов.
- Высокий показатель производительности.
- Минимум усилий со стороны оператора.
- Автоматическая подача охлаждающей жидкости.
Недостатки:
- Высокая стоимость.
- Сложность настройки оборудования.
Если автоматическое управление сломается, починка будет стоить не малых денег.

Работа оператора на станке
1 Ленточнопильный станок по металлу – что это такое?
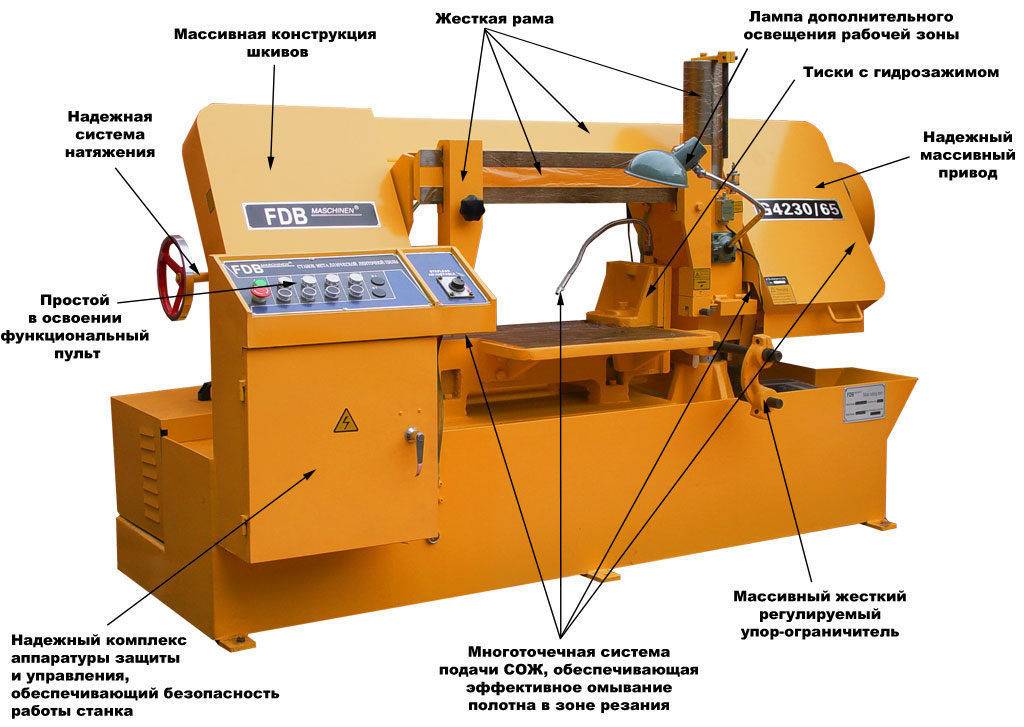
Это мощное оборудование как для прямой, так и фигурной резки не только металла, но также древесины, пластика, других материалов. Рабочим органом у станка является ленточная пила – замкнутая (бесконечная) металлическая полоса с зубьями. Она непрерывно перемещается в одном направлении по замкнутому контуру на 2 или 3 шкивах. Особенность конструкции и движения пиловочного полотна обеспечивают большой рабочий ресурс длинной режущей поверхности ленты. Поэтому пила медленно затупляется и не нуждается в частой замене.
Мощность электродвигателя, приводящего в движение шкивы, определяет производительность и эффективность станка, выступает главным критерием при подборе полотна ленточной пилы. Поскольку поступательное движение, а следовательно и давление пилы, всегда направлено в сторону обрабатываемого материала (к рабочему столу), то отсутствует опасность выброса заготовки в оператора.

Ленточнопильный станок по металлу компактен и занимает незначительную площадь. Серии для домашних мастерских, мелкого производства достаточно легки и для установки не требуют подъемного оборудования. Качественное ленточное полотно издает мало шума при работе. Типов и модификаций станков с ленточной пилой очень много, но все они состоят из основных конструктивных узлов:
Эксплуатация
Резка металла ленточнопильным станком требует соблюдения определённых особенностей:
- Учитывать скорость подачи заготовок, чтобы не повредить пильное полотно.
- Проверять надежность закрепления заготовки в тисках на рабочем столе.
- Если нет системы подачи охлаждающей жидкости, поливать место обработки, пильное полотно водой во время разрезания деталей.
- Использовать защитные очки, чтобы металлическая пыль не попала в глаза.
- Смазывать подвижные элементы маслом раз за месяц.
- Очищать оборудование после проведения работ.
Нельзя перегружать ленточную пилу, длительное время работать на максимальной мощности без остановок.
Ленточнопильные станки позволяют разрезать металлические заготовки под разными углами. С их помощью из листов вырезаются пластинки сложной формы. Чтобы эффективнее работать с оборудованием, требуется ознакомиться с характеристиками, узнать особенности технологического процесса.
Часто задаваемые вопросы
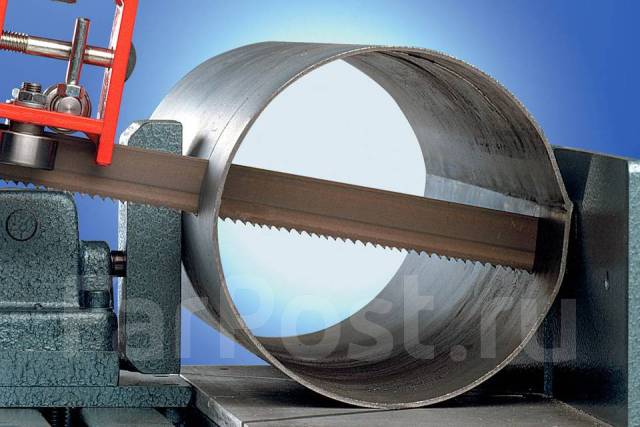
1. Можно ли ленточной пилой заменить отрезную машину? Да. Особенно если пилить круг и квадрат. К тому же, он пилит без искр. И чем больше объём работы, тем лучше видны преимущества ленточнопильного станка.
2. Ленты чьего производства лучше всего сразу прикупить к бюджетному станку, чтобы их надолго хватило? Срок службы оснастки меньше всего зависит от производителя. Имеют значение сила натяжения, марка пилы, объёмы работы. Однако если смотреть с точки зрения мелкомасштабного производства, где в работе только профильный прокат, круг и квадрат, то любой биметалл будет лучше родной оснастки у моделей начального класса.
3. Какой станок выбрать для нарезки нержавейки (круг 160)? Большой. Несмотря на то, что нержавеющая сталь бывает разная, работать с ней лучше всего пилами марки М51, а их минимальная ширина – 27 мм. То есть на небольшие станки, у которых заявлена максимальная высота заготовки менее 200 мм, такая оснастка не подойдёт.
Как часто вы обслуживаете электроинструмент? Poll Options are limited because JavaScript is disabled in your browser.
5 Преимущества резки на ленточном станке по металлу
Обработка резанием – основной технологический способ обработки металла при изготовлении деталей и механизмов, машин. Основная сложность при резке – слишком большие припуски, которые приходится оставлять на последующую обработку. Это является следствием недостаточно высокой точности подготовительных операций и усложняет, удорожает процессы механической обработки.
Наиболее известные способы резки металла со съемом стружки:
- фрезами (дисковыми пилами) на круглопильных станках;
- фрезами или резцами на специальном отрезном оборудовании;
- ножовочными полотнами на ножовочных механических станках;
- абразивными (алмазными или вулканитовыми) кругами;
- ленточными пилами на ленточных станках.

Последний способ, по сравнению с остальными, характеризуется следующими преимуществами:
2 Принцип работы ленточного станка и его возможности
Как правило, в приводном механизме станка применяется ремень, натянутый на 2 маховика. При включении оборудования ремень приводится в движение, а мастер может загружать заготовку для резки. Производимые станком распилы очень точные, что достигается за счет равномерного распределения давления во время обработки металла. Резка на станке с ленточной пилой стандартная (перпендикулярно оси оборудования) или под углом (любой, не превышающий 60°).








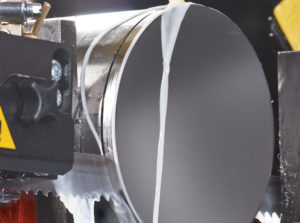
Второй режим осуществляется посредством изменения расположения рабочего органа (пилящего полотна) или наклоном поворотной рамы. Резка под углом значительно упрощает обработку заготовок. Для защиты пил от перегрева в процессе работы применяется СОЖ (смазочно-охлаждающая жидкость). Это может быть вода или жидкий вязкий состав, непрерывно подаваемый на лезвие полотна и омывающий его. СОЖ не только защищает пилу от разрушения и быстрого износа, но и способствует снижению запыленности металлическими частицами.
Еще одна важная функция – возможность оснащения станка специальными щеточками, которые непрерывно счищают с лезвия полотна стружку и пыль. Это позволяет получить более качественный и ровный пропил. Помимо этого, применение щеточек также способствует возрастанию срока службы пилы и защищает оператора от отходов обработки.

Используемые ленточные пилы по металлу делятся на:
Устройство и принцип работы
Ленточные станки для резки металла используются не только для разрезания металлических листов, но и разделения дерева, пластика. Благодаря высокой мощности оборудования расширяется спектр применения ленточных пил в производстве. Преимущество резки на ленточнопильном станке — возможность вырезать сложные заготовки из цельных листов, не нужно часто менять режущую часть. Небольшие модели используют на небольших производствах, в частных мастерских.
Чтобы понять принцип работы этого оборудования, необходимо разобраться с его устройством. К ключевым элементам относятся:
- Неподвижная станина, на которой закрепляются остальные детали.
- Корпус из металла или пластика.
- Основной элемент приводного механизма.
- Замкнутый контур который отвечает за резку.
- Отдельный механизм с помощью которого подаются заготовки.
- Система управления.
Мастер выставляет угол реза на полотне, запускает электродвигатель. Подающий механизм перемещает обрабатываемую заготовку под режущую часть. Давление полотна равномерно распространяется по разрезаемой детали. Для изменения положения металлической заготовки, мастер перемещает рабочий стол.
4 Классификация ленточных станков по степени автоматизации
По степени автоматизации станки делятся на:
- ручные (гравитационные);
- полуавтоматические;
- автоматические.
Обычно ручные станки конструктивно выполняются, как консольные. В них пильная рама опускается посредством усилий рабочего, преодолевая противодействие пружины. В ручных гравитационных – за счет собственного веса рамы. При этом скорость подачи рамы регулируется гидроцилиндром с перепускным клапаном. Такую систему называют гидроразгрузкой, она также служит для подъема и фиксации рамы в исходной верхней точке.
Преимущества ручных ленточных станков по металлу:
- низкая стоимость, недорогие эксплуатация и обслуживание;
- чаще всего, возможна резка под углом.
Недостатки:
- способы опускания рамы часто вызывают вибрацию пилы при резке и способствуют резкому уменьшению срока службы полотна;
- частое отсутствие визуального контроля степени натяжения пилы и механизмов очистки полотна;
- обязательная периодическая регулировка шкивов привода режущего полотна;
- отсутствие регулировки и контроля давления пилы на деталь (клапаном на цилиндре регулируют только скорость подачи в узком диапазоне).

Ручные станки используют на небольших производствах для распила нержавеющих и инструментальных сталей, легких и цветных металлов, как сплошных заготовок, так и профилей. В полуавтоматических ленточных станках пильная рама опускается и поднимается, тиски зажимают и раскрываются автоматически посредством гидравлического привода. Только подача заготовок производится вручную оператором.
После старта станок фиксирует заготовку в тисках, производит резку с заданной скоростью. Давление на деталь осуществляется не только весом рамы, но и усилием, которое создает гидроцилиндр. Это позволяет распиливать более сложные материалы (к примеру, сплошные заготовки из нержавейки). По достижении пильной рамой нижнего положения срабатывает микродатчик. После этого происходит подъем рамы в верхнее положение и разжимание тисков.
Полуавтоматические станки подходят для мелкосерийных производств и являются самой популярной группой моделей. Ими режут под различными углами от –60° до +60°. Конструктивное исполнение – одностоечные, двухстоечные, консольные.

Автоматические используют на крупных производствах для нарезки огромного числа серийных заготовок. Основное преимущество – оператор только помещает заготовку в тиски и задает требуемые параметры. После запуска все действия выполняются автоматически. Усилие резания регулируется на каждом этапе. Во избежание обрыва пилы при повышении давления на полотно плавная подача рамы замедляется или прекращается. Предусмотрен ручной режим с управлением основными операциями.
Принцип действия
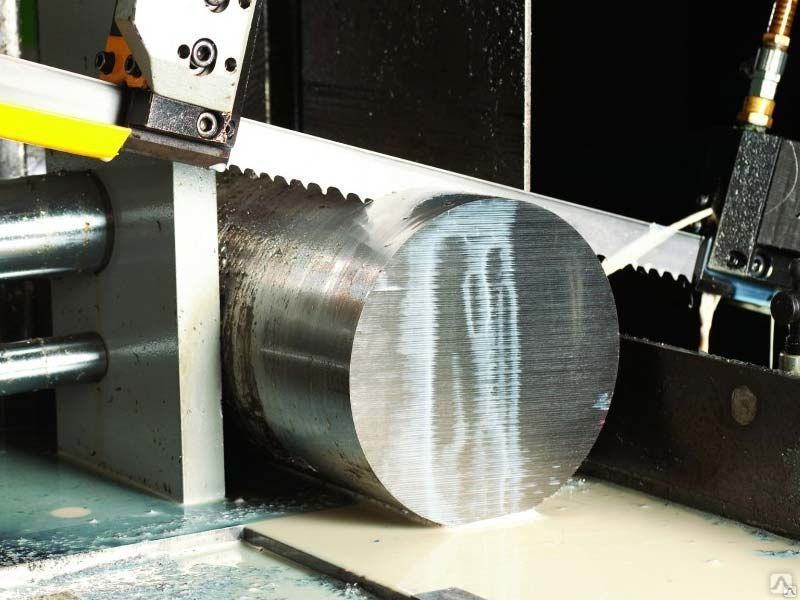
 Ленточнопильная резка металла
Ленточнопильная резка металла
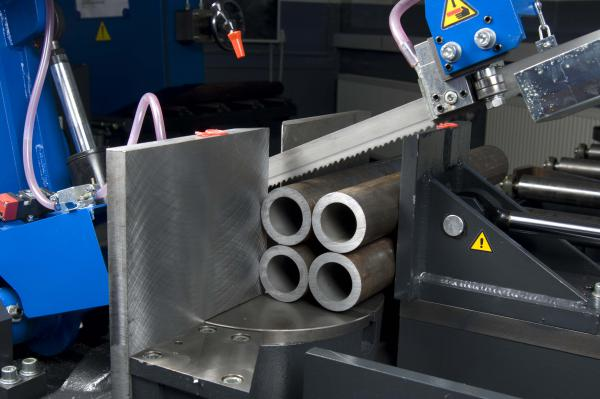
Ленточнопильная резка металлопроката происходит под воздействием полотна ленточной пилы, за счет его твердости и плотности. У подобного оборудования эти показатели больше чем у материала для резки.
Ленточнопильный станок относится к оборудованию высокой мощности и способен разрезать твердый металл. При работе станка два маховика стянутые ремнем приводят в движение режущий рабочий орган.
Средняя скорость работы оборудования составляет 100 мм/мин.
Во время работы, заготовка располагается на станке таким способом, чтобы на нее оказывалось равномерное давление. Такая манипуляция позволяет увеличить точность распила.
Во время работы полотно имеет тенденцию нагреваться, ситуация способна привести к его поломке. Во избежание этого на грань среза необходимо наносить охлаждающую жидкость, она позволяет сохранить приемлемую температуру полотна и продлить срок его эксплуатации. Примером такой жидкости служит обычная вода, но специальная смазка обеспечивает большую эффективность.
К недостаткам подобных станков следует отнести отсутствие возможности фигурной обработки заготовок, ленточнопильная резка позволяет проводить мелкую обработку по прямым линиям.
Материалы для пил ленточнопильного станка
Ленточная пила – важный движущий элемент, входящий в состав станка.
Она часто бывает изготовлена из таких материалов:
- углеродистая сталь – резка различных сплавов;
- твердосплавные материалы – для металлических изделий повышенной плотности;
- алмазное напыление – для абразивных материалов;
- биметаллические сплавы – для раскройки в особых режимах.
Станок предусматривает возможность смены рабочего оборудования в соответствии с предполагаемым режимом работы.
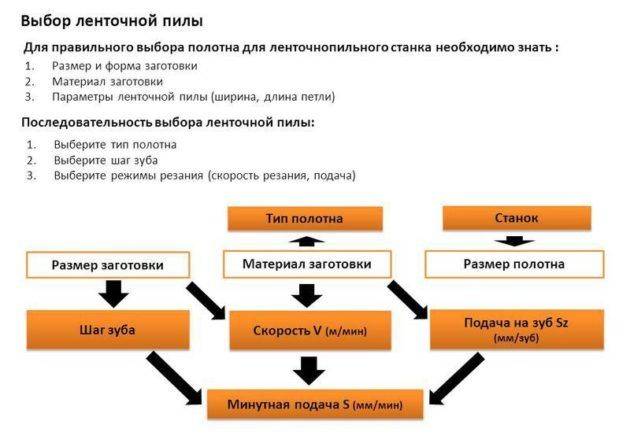
Рекомендуемые режимы резания
Высокая скорость чревата тем, что станок может сильно шуметь и вибрировать, а полотно от перегрузки в лучшем случае затупится, в худшем — лопнет или деформируется. Поэтому нужно контролировать подачу по форме стружки:
- Толстая, вьющаяся, эластичная — идеальная стружка. Темп подачи и скорость подобраны правильно.
- Толстая, жесткая, короткая или хрупкая — уменьшить скорость и темп пилы. Проверить смазочно-охлаждающую жидкость.
- Толстая, твердая, эластичная и короткая — немного уменьшить темп подачи, проверить правильность шага зубьев полотна.
- Толстая, твердая, эластичная и длинная — слегка увеличить темп подачи, проверить зубья полотна.
- Тонкая, прямая, эластичная — увеличить темп подачи.
- Порошкообразная — уменьшить скорость пилы и увеличить темп подачи.
- Тонкая, плотно скрученная — уменьшить темп подачи и использовать полотно с более крупным шагом зубьев.

Как выбрать
Задавшись вопросом, как выбрать ленточную пилу, необходимо сначала определиться с кругом заданий, которые она будет выполнять. Для частной мастерской или небольшого цеха достаточно ленточной пилы по металлу Jet, Bomar или Энкор консольного типа с поворотным столом или вертикальной, с наклонной рамой. Для домашней мастерской — лучше вертикальной пилы не найти. Пригодится она и кровельщикам — профнастил и оцинковку такие пилы режут отлично.
Промышленное производство нуждается в более мощном ленточнопильном оборудовании — одно или двухколонных станках с гидравлической подачей
Для крупносерийного производства лучше всего обратить внимание на станки с ЧПУ
Мой выбор
Первое, что следует сделать после сборки воронежской «ленточки» – исключить возможный перекос ведомого шкива. После чего, Энкор Корвет 422 работает даже со штатной пилой. Уже на этом этапе начинающий мастер реально чувствует разницу между УШМ и ленточнопильным станком. А ведь впереди ещё и замена движка, и установка гидроцилиндра, и множество мелких модернизаций. По-моему, это идеальный вариант для начинающего мастера.
Я видел, как благодаря возможностям полуавтоматического JET EHB 270 DGSVIP, мелкая фирма справлялась с основным потоком работы и успевала выполнять заказы тех клиентов, которые выставлялись конкурентами в хвост длинной очереди. Станок не из дешёвых, но он определённо стоит своих денег.
Среди промышленного оборудования выделяю ЛПС 8535 отечественного производства. Простая конструкция определяет надежность агрегата, а широкий спектр комплектации позволяет заказчику получить станок, подстроенный под нужды своего производства.
Степени автоматизации
Ручной ленточнопильный станок по металлу по конструкции и механизму действия похож на консольный. В данном классе ленточнопильных станков пильная полоса движется с помощью физических усилий рабочего или за счет собственного веса самой рамы. Их преимущества:
- Довольно-таки низкая стоимость как собственно самого оборудования, так и его обслуживания и эксплуатации.
- В большинстве случаев резка может совершаться под углом до шестидесяти градусов.
Недостатки:
- Ручной способ опускания пильной рамы приводит к вибрации пилы при работе, что уменьшает срок службы станка.
- В большинстве случаев отсутствует визуальный контроль степени напряжения самой пилы и механизмов, отвечающих за очистку рабочей платформы.
- При ручной работе необходимо периодически регулировать шкивы привода режущей полосы.
Чаще всего такие ручные устройства для резки металла на ленточнопильном станке используются небольшими промышленными производствами.
Полуавтоматические ленточнопильные станки по металлу, в которых механизмы приводятся в действие с помощью гидравлического привода. Из ручной работы оператору остается только подавать заготовки.








Работа с заготовкой в станке полуавтоматического типа совершается таким образом:
- После запуска ленточного станка происходит автоматическое удерживание заготовки.
- Определенную скорость резки детали и давление обеспечивает специальный гидроцилиндр.
- Подъем пильной полоски после достижения нижней точки реза совершается автоматически.
Автоматические станки используются в основном на крупных предприятиях для нарезки большого числа заготовок. Главным преимуществом данного устройства является то, что здесь отсутствует потребность в применении физических усилий – рабочему остается только положить деталь в тиски и задать нужные параметры для обработки.
Если возникает необходимость, то ленточные станки данного типа без проблем переводятся в режим ручного управления.
Видео: JET MBS-56CS — ленточнопильный станок по металлу.
Разводка зубьев
Разводкой называется поочередное загибание зубцов: один вправо, следующий — по центру, третий — влево и так далее. Чем сильнее их наклон, тем выше требуемая мощность двигателя, шире пропил и меньше трение между пилой и материалом, а значит, отсутствие перегрева станка.
Правильное разведение продлевает срок службы пилы, дает ровный распил, снижает вибрацию и шум полотна. Полотно для ленточной пилы по металлу нужно затачивать каждый раз после окончания работы или по мере их затупления. Чем тупее пила, тем ниже качество работы и выше требуемая мощность мотора. Полотна с зубьями затачивают с помощью специальных станков с абразивными дисками.
Ситуации, в которых необходимо произвести разводку:
- Переход на летний или зимний период. Зимой уклон наклона зубьев должен доходить до 90 градусов, летом такой сильный уклон нежелательно использовать.
- При повреждении зубьев.
- Для пиления определенного металла.
В работе с твердым металлом, таким как сталь, подбирают полотна с крупными зубьями. Мягкий металл, например, алюминий, обрабатывают лентой с мелким зубом, иначе крупные ее края сделают неровными. Шаг зубьев бывает переменным и ритмичным, первый подходит для разделки толстых труб, а второй для тонких работ.
Конструкционные особенности ленточных станков
Станки, независимо от своей марки производителя делятся на несколько категорий.
Агрегаты консольного типа
Рама агрегата исполнена в виде консоли, а манипуляция происходит посредством ее вращения на шарнире.
 Консольный ленточнопильный станок JAMP
Консольный ленточнопильный станок JAMP
Такое оборудование в большей степени используется для разреза труб разного профиля и проката. Для консольных станков характерно присутствие стола (поворотного или неповоротного). Такая особенность позволяет получить прямой или наклонный срез.
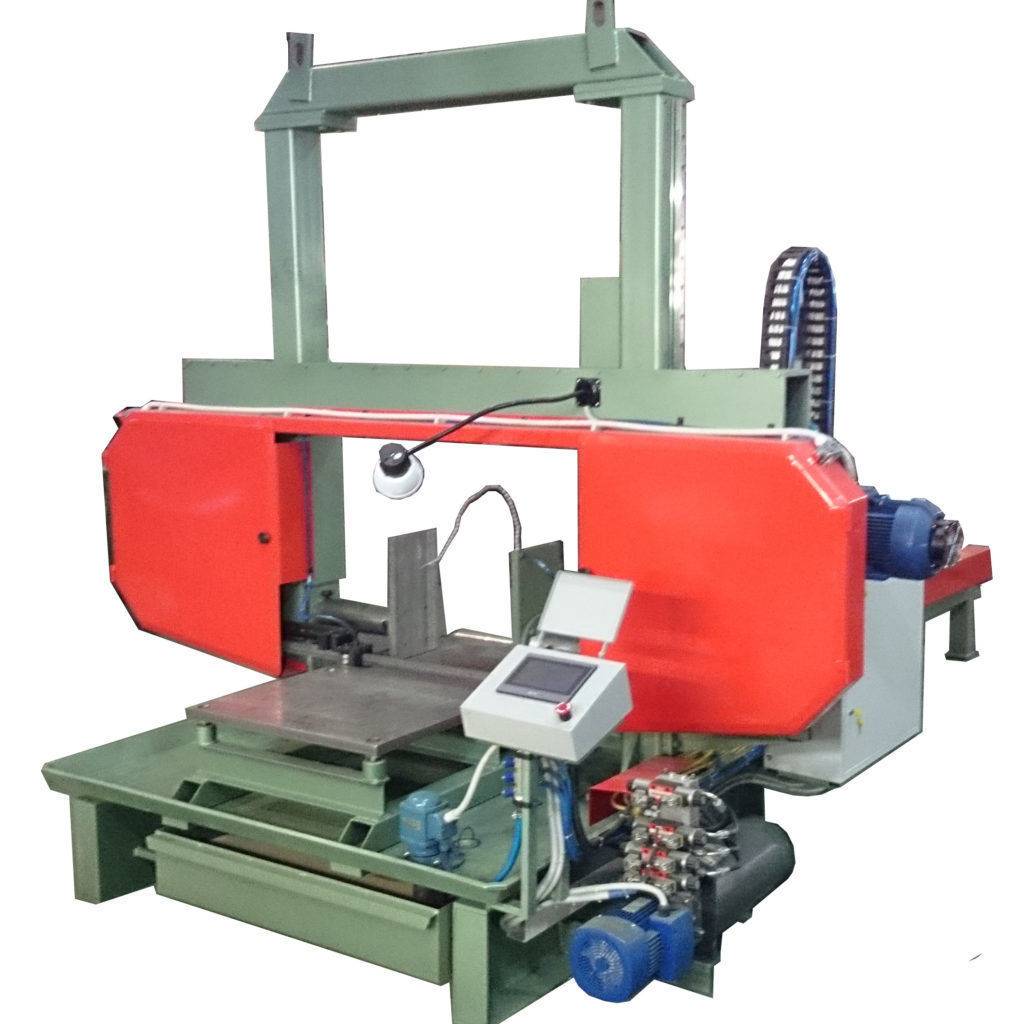
Портальное оборудование, станки с одной или двумя стойками
На станках с одной стойкой – колонных – рама двигается вверх и вниз по специальной направляющей, зафиксированной на одной из сторон. Станки с двумя стойками – двухколонные – сделаны по тому же принципу, только направляющих две и закреплены они с двух сторон рабочего стола. Поворотные столы обеспечивают получение резов под разными углами. В портальных аппаратах стол надежно зафиксирован для резки и обработки особо прочных материалов. Пильная рама размещена в подвижном портале, он производит все необходимые перемещения.
Горизонтальные станки
Рама устанавливается под разными углами по отношению к заготовке и движется по двум осям.
 Горизонтальный ленточнопильный станок
Горизонтальный ленточнопильный станок
А тиски и стол – подвижны и позволяют осуществлять распил под требуемым углом.
Вертикальные станки
Некоторые представители этой категории предусматривают раму, способную перемещаться как в поперечном, так и в продольном направлении. Такой вид преимущественно используется для обработки массивных заготовок. Управление режимами осуществляется через ЧПУ.
Ленточнопильное оборудование часто применяется для работы в различных условиях.
Конструкционные особенности ленточных станков
Ленточнопильные станки бывают нескольких видов. Они отличаются по конструкции, расположению режущей части, наличию дополнительных функций.

Конструкция ленточнопильного станка
Агрегаты консольного типа
Второе название — маятниковое оборудование. Рабочая часть (рама)закрепляется на специальном шарнире. Он используется для перемещения консоли вниз-вверх. Внешне они напоминают большие торцовочные пилы. Применяются на предприятиях для нарезания металлически труб, швеллеров, профилей. Могут оборудоваться подвижным рабочим столом. На отдельных моделях консольных пил устанавливается регулировочный механизм. Он используется для изменения положения режущего полотна относительно обрабатываемой заготовки.
Портальное оборудование станки с одной или двумя стойками
Двухстоечные и портальные станки представляют собой конструкции с двумя направляющими, которые располагаются по обеим сторонам от рабочего стола. Одностоечные машины оборудуются одной стойкой, горизонтальной рамкой, которая передвигается по направляющим. Пильная рама находится на подвижном портале.
Горизонтальные станки
Состоят из пильной рамы, двух удерживающих осей. На них закрепляется рабочая часть станка с режущим полотном. Есть возможность изменять положение рабочего стола.
Вертикальные станки
Вертикальные ленточнопильные станки простые в обслуживании. Они распространены, имеют доступные цены. Они могут быть компактными, промышленными.
Установка, на рабочем столе которой закреплено вертикально пильное полотно. В большинстве случаев его положение не изменяется. Заготовки нужно подавать вручную, из-за чего точность резов ухудшается. Наиболее часто такие ленточные пили используется для вырезания штаммов, пресс-форм, распила древесины.

Вертикальный ленточнопильный станок
Оборудование начального класса
Миллиметровый люфт пильной рамы, штампованные опорные элементы, порванные в первые минуты работы пилы из комплекта и честная мощность двигателя не более 0.5 кВт – формируют негативное представление о бюджетном оборудовании. Но жёсткая фиксация устройства, установка шкивов в одну линию, а направляющих в перпендикуляр основанию, правильный выбор пилы и 15 минут отдыха после 30-40 минут работы, могут несколько улучшить ситуацию.
А если постоянно контролировать положение полотна, то и качество реза будет стабильно приемлемым. В принципе, такое оборудование можно сделать своими силами, тем более что сегодня все детали можно купить. Но будет ли такой самодельный станок выгоднее покупного – вопрос открытый.
К тому же, потенциал, заложенный в конструкцию некоторых станков начального класса, позволяет их доработать до «взрослого» уровня.
3. Энкор Корвет 422 – от 22 355 руб.

Мобильный станок с тремя скоростями подачи пилы. Диагональный ход пильного узла контролируется вручную. Угловой распил возможен при смене положения тисков. Понижающий редуктор ременный, с червячной передачей вращения на ведущий шкив.
Концевой выключатель останавливает двигатель при полном опускании рабочей консоли, магнитный выключатель исключает произвольный запуск при кратковременной потере напряжения – с позиции безопасной эксплуатации данный минимум можно считать преимуществом «гаражного» оборудования.
Угол установки направляющего и принимающего ленту узлов надо постоянно контролировать; отсутствие системы подачи СОЖ влияет на скорость износа пильного полотна. Если своевременно не принять мер по устранению этих недостатков, то они существенно испортят впечатление от эксплуатации неплохого (для нечастых разовых работ) станка.
Я заметил, что подобные устройства популярны у тех соотечественников, которые обладая достаточным количеством свободного времени и базовыми знаниями, «задёшево» модернизируют их до приемлемой точности более дорогого оборудования.
| Характеристика | Значение |
|---|---|
| Сеть / потребляемая мощность, В/кВт | 220/0.55 |
| Диаметр обрабатываемой детали (90°/45°), мм | 115/70 |
| Скорость подачи пильного полотна, м/мин | 20-30-50 |
| Вес, кг | 62 |
Видеообзор Энкор Корвет 422:
4. Blacksmith S13.11 – от 29 367 руб.

Настольный станок со щёточным двигателем и ручным контролем положения пильного узла. Настройка для пиления под углом (до 45°) выполняется поворотом рабочей консоли на опорной площадке.
Клавиша пуска на рукоятке пильного узла. Там же удобная регулировка скорости. Рядом рычаг натяжения пилы. В каждом направляющем узле 5 подшипников. Регулируемая возвратная пружина уравновешивает консоль.








Из очевидных недочётов – обилие силуминового сплава в конструкции, клавиша без фиксации, 13 мм между линией реза и краем тисков, отсутствие СОЖ. Уже в процессе работы выясняется, что с недостатками можно результативно бороться: жёстко фиксируете основу – снижаете вибрацию; наращивание щёчек тисков до линии реза – позволяет обрабатывать небольшие заготовки; при работе с алюминием, в качестве смазки можно использовать парафиновую свечу.
| Характеристика | Значение |
|---|---|
| Сеть / потребляемая мощность, В/кВт | 220/1.5 |
| Диаметр обрабатываемой детали (90°/45°), мм | 100/55 |
| Скорость подачи пильного полотна, м/мин | 20-70 |
| Вес, кг | 18 |
Видеообзор Blacksmith S13.11:
5. TRIOD BSM-115/230 – от 37 472 руб.

Мобильный (за счёт пары транспортировочных колёс) станок с ременной передачей, червячным редуктором и поворотными тисками. Отличается от ближайших аналогов возможностью работы на вертикально зафиксированном пильном узле.
В крайнем нижнем положении, опущенная вручную консоль автоматически останавливает двигатель, нажимая на концевой выключатель; поднимать её придётся самому. В среднем положении режущий блок удерживается пружиной, в верхнем – фиксатором. Регулировка угла пиления выполняется поворотом тисков.
Основным недостатком является отсутствие интегрированной системы подачи СОЖ. Каждому, кто приобретает станок начального уровня, я рекомендую изначально убедиться в присутствии смазки в ответственных узлах и обязательно делать перерыв на 15 минут через каждые 40 минут работы.
| Характеристика | Значение |
|---|---|
| Сеть / потребляемая мощность, В/кВт | 220/370 |
| Диаметр обрабатываемой детали (90°/45°), мм | 114/70 |
| Скорость подачи пильного полотна, м/мин | 20-29-50 |
| Вес, кг | 61 |
Видеообзор TRIOD BSM-115/230:
Принцип действия
 Ленточнопильная резка металла
Ленточнопильная резка металла
Ленточнопильная резка металлопроката происходит под воздействием полотна ленточной пилы, за счет его твердости и плотности. У подобного оборудования эти показатели больше чем у материала для резки.
Ленточнопильный станок относится к оборудованию высокой мощности и способен разрезать твердый металл. При работе станка два маховика стянутые ремнем приводят в движение режущий рабочий орган.
Средняя скорость работы оборудования составляет 100 мм/мин.
Во время работы, заготовка располагается на станке таким способом, чтобы на нее оказывалось равномерное давление. Такая манипуляция позволяет увеличить точность распила.
Во время работы полотно имеет тенденцию нагреваться, ситуация способна привести к его поломке. Во избежание этого на грань среза необходимо наносить охлаждающую жидкость, она позволяет сохранить приемлемую температуру полотна и продлить срок его эксплуатации. Примером такой жидкости служит обычная вода, но специальная смазка обеспечивает большую эффективность.
К недостаткам подобных станков следует отнести отсутствие возможности фигурной обработки заготовок, ленточнопильная резка позволяет проводить мелкую обработку по прямым линиям.
Материалы для пил ленточнопильного станка
Ленточная пила – важный движущий элемент, входящий в состав станка.
Она часто бывает изготовлена из таких материалов:
- углеродистая сталь – резка различных сплавов;
- твердосплавные материалы – для металлических изделий повышенной плотности;
- алмазное напыление – для абразивных материалов;
- биметаллические сплавы – для раскройки в особых режимах.
Станок предусматривает возможность смены рабочего оборудования в соответствии с предполагаемым режимом работы.