Переносной инструмент
Далеко не всегда требуется шлифовка деталей на станках. Переносной шлифовальный инструмент позволяет обрабатывать небольшие детали, с его помощью удобно шлифовать участки крупных изделий, особенно если их перемещение затруднено или невозможно.
Самой популярной шлифовальной машинкой, с одинаковым успехом применяемой в быту и на производстве, является болгарка.
Используя различный режущий инструмент (диски), с ее помощью можно зачищать сварные швы, обрабатывать различные поверхности из дерева и древесных плит. Применяя вместо абразива войлочные круги и полировальные пасты, с помощью болгарки можно доводить изделия до зеркального блеска. Единственный существенный недостаток ручной углошлифовальной машинки – невозможность обработки внутренних углов.
Этого недостатка лишена вибрационная шлифмашина. В ней закрепленный в специальных зажимах абразив выполняет колебательные движения регулируемой амплитуды, форма рабочей поверхности позволяет забраться даже в самые труднодоступные места.
Еще одна разновидность шлифовальной машинки – тарельчатая (орбитальная) шлифовальная машина. Она объединяет в себе поступательное и вращательное движение режущего инструмента, создавая идеальную поверхность с минимальными затратами труда.
Ремонт станка и его модернизация
В ходе эксплуатации и выпуска деталей, поставленных на поток,  все механизмы со временем начинают изнашиваться. Детали подвергаются замене по истечении срока службы каждого конкретного элемента. Такое отношение к оборудованию повышает точность проведения работ и безопасность персонала. Капитальному ремонту подлежат станки после двадцатилетнего срока эксплуатации.
все механизмы со временем начинают изнашиваться. Детали подвергаются замене по истечении срока службы каждого конкретного элемента. Такое отношение к оборудованию повышает точность проведения работ и безопасность персонала. Капитальному ремонту подлежат станки после двадцатилетнего срока эксплуатации.
Производитель дает гарантийный срок службы на каждый элемент станка, но в зависимости от загруженности оборудования замена может потребоваться и раньше. Модернизация оборудования позволяет увеличить количество выпускаемых деталей.
Материалы:
- двигатель от стиральной машины;
- регулятор оборотов для электродвигателя;
- подшипники;
- ДСП;
- резьбовая шпилька;
- монтажный стальной уголок;
- пара кусков полипропиленовых труб диаметром 20 и 32 мм;
- винты, гайки, шайбы.
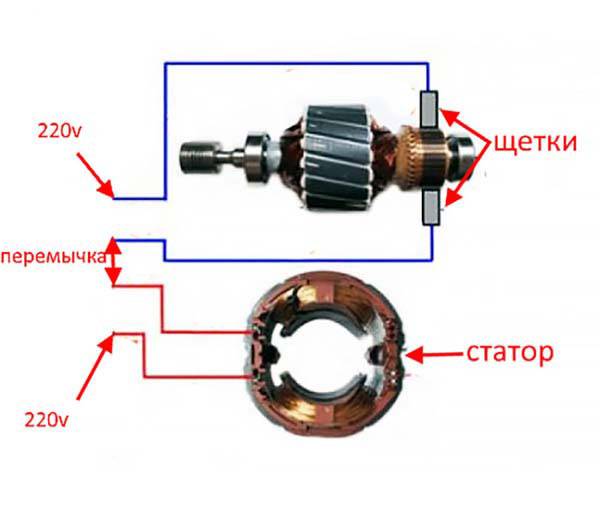
В этом станке использован электродвигатель от стиральной машины. Подключаем его к сети 220 в, через регулятор оборотов.
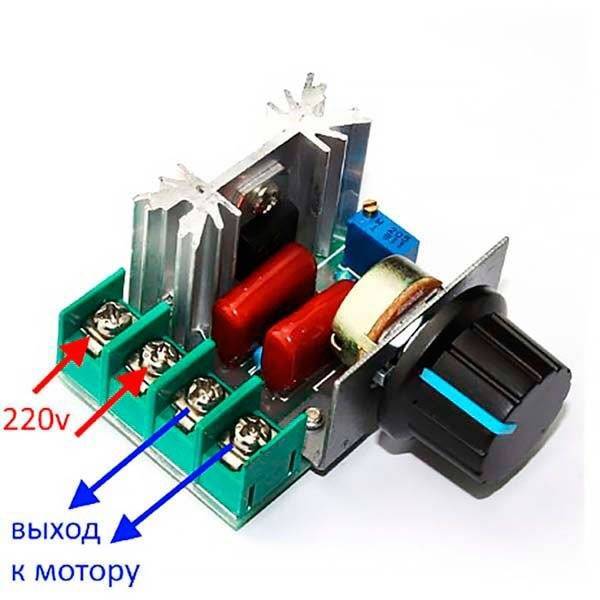
Схема подключение регулятора к электродвигателю.
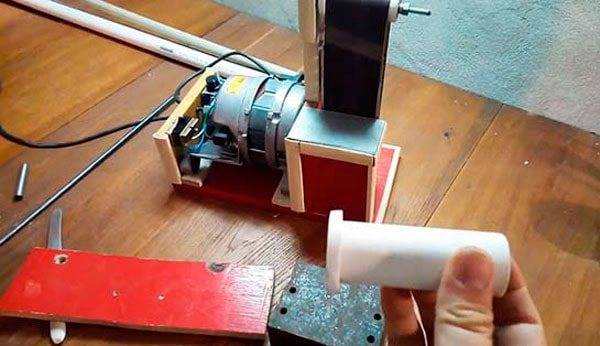
Корпус станка, изготавливаем из ДСП, и скрепляем мебельными винтами. На корпусе, нужно болтами закрепить двигатель. Упор для наждачной ленты выполняем из монтажного уголка, края которого закругляем для исключения зацепа замка ленты.

Ведущий ролик делаем из двух полипропиленовых труб диаметром 20 и 32 мм.

Большую трубу выбираем с внутренним диаметром также равным 20 мм.

Дополнительно во внутреннее отверстие двойной трубы вставляем трубочку из жести.

Ведущий ролик одеваем на шлицевой вал двигателя.

Теперь сделаем ведомый ролик.

Для ведомого ролика подбираем два подшипника и в зависимости от наружного диаметра – полипропиленовую трубу с точно таким же внутренним размером.

Подшипники распираем стальной трубкой для снятия боковой нагрузки. На внутренний конец ролика насаживаем кольцо, вырезанное из муфты того же размера, которая будет служить упором.
Собираем на шпильке получившийся узел и прикручиваем, используя шайбы и гайки, к основе.
Самодельный шлифовальный станок практически готов, теперь одеваем наждачную ленту. При вращении она может смещаться по роликам влево или вправо. Чтобы исключить смещение, прокручиваем вокруг своей оси за обе гайки ведомый ролик, пока лента не перестанет смещаться к одному или другому краю. Таким образом, мы найдем положение, когда лента окажется на своём месте. Ленточный шлифовальный станок, готов к работе!

Небольшой видео обзор самодельного шлифстанка.
Балансировка шлифовального круга
Баланс шлифовального круга на плоскошлифовальном станке обеспечивает безопасную и точную работу станка, а также его долгую службу. Незначительное нарушение баланса приводит к вибрации и повышенной нагрузке на шпиндель, особенно на его подшипники. Снижается точность работы.




При увеличении разбалансировки растёт внутреннее напряжение шлифовального круга, и он может разрушиться. Так как обработка происходит на больших скоростях, разрушение круга может привести к разной степени травмам оператора станка, а также разрушению отдельных узлов станка.
Для балансировки шлифовального круга могут быть использованы следующие приспособления:
- Приспособление для балансировки с двумя параллельными линейками/валиками — наиболее популярное приспособление. Необходимо обеспечивать строгую горизонтальность линеек. Также на точность балансировки влияют вмятины на линейках, влияющие на эффективность приспособления, поэтому необходимо отслеживать их работоспособность.
- Приспособление для балансировки с вращающимися дисками/роликами — решает проблему с вмятинами, характерную для предыдущего приспособления, но более дорого и сложно в использовании.
- На плоскошлифовальные станки с ЧПУ может быть установлено устройство автоматической балансировки шлифовального круга. Состоит из блока управления, вибродатчика и балансировочной головки.
Ремонт станка, модернизация
Текущий ремонт станков по металлу, как с ЧПУ, так и без оного, необходим регулярный, но схема оборудования такова, что блокираторы, устройства аварийного отскока бабки изнашиваются. После истечения срока службы каждого элемента (в соответствии с рекомендациями, которые дают производители) детали необходимо менять. Это и точность оборудования повысит и безопасность работника. Капитальный ремонт плоскошлифовального станка (без ЧПУ) производится по плану не ранее, чем через 20 лет после ввода его в эксплуатацию.
На каждый отдельный узел станка по металлу даётся срок службы, после которого требуется ремонт, замена или переборка этого механизма. Общие схемы износа оборудования не всегда соответствуют реальному положению вещей, что может основываться на загруженности оборудования, когда работа проводится в несколько смен и на предельно допустимых показателях по весу заготовок. Ремонт таких станков может заключаться в укреплении станины, замене электрооборудования. Чаще всего современный ремонт не ограничивается заменой старого, морально устаревшего оборудования на новое, в дополнение к основным узлам добавляется управление ЧПУ. Небольшое дополнение, а принцип работы кардинально меняется. Механизм с ручной закладкой программы превращается в новейшее оборудование с повышенным КПД при изготовлении деталей на поток.
Ремонт электроцепи станка старому плоскошлифовальному станку даёт равномерные обороты, в отличие от старых, выработавших свой срок, двигателей.
Общие характеристики плоскошлифовальных станков
Микронная погрешность – такой точностью обработки обладают все виды плоскошлифовальных станков. Отечественный производитель – Липецкий станкостроительный завод выпускает оборудование с погрешностью обработки согласно ГОСТ 73 года. Стандарт допускает небольшую шероховатость 0,63, что допустимо для оборудования 8-10 класса.

Методы шлифования на плоскошлифовальных станках
Несмотря на название станка «плоскошлифовальный», при установке дополнительного оборудования, на нём можно доводить до совершенства фасонные детали. Последние доработки конструкции станка позволили расширить их сферу деятельности станков по металлу – появилась возможность обрабатывать конические детали.
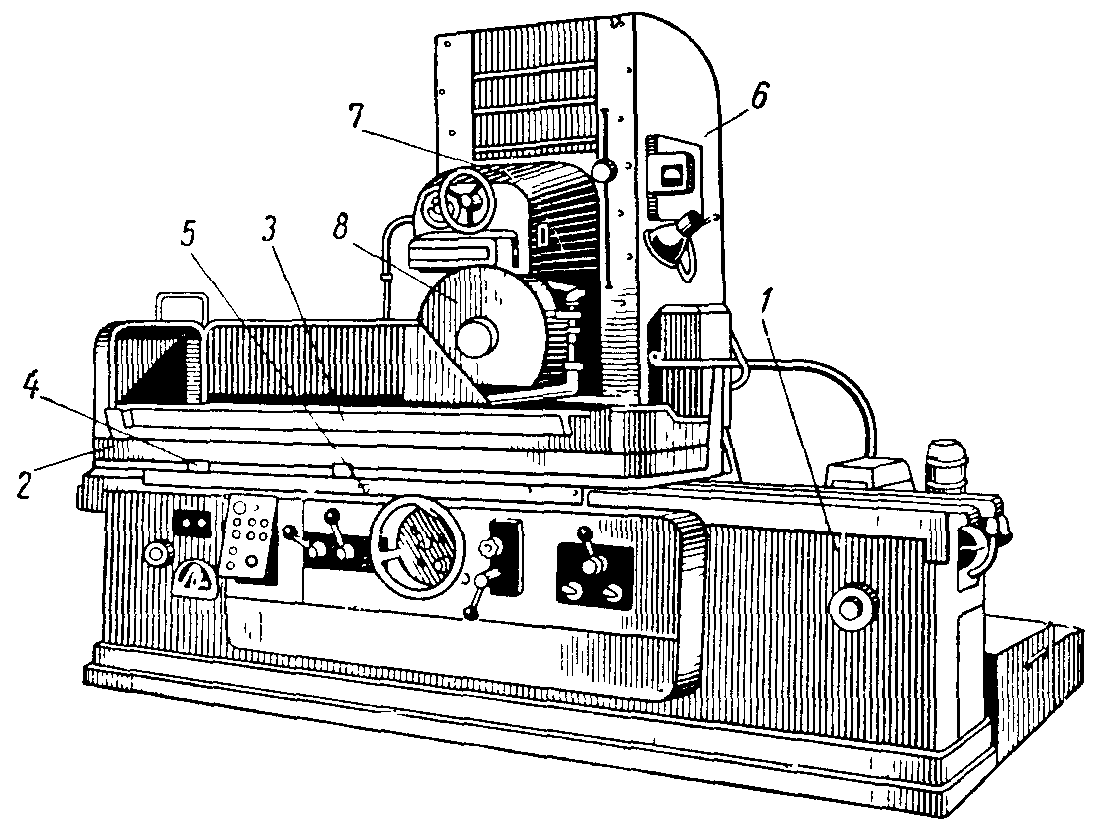
Устройство
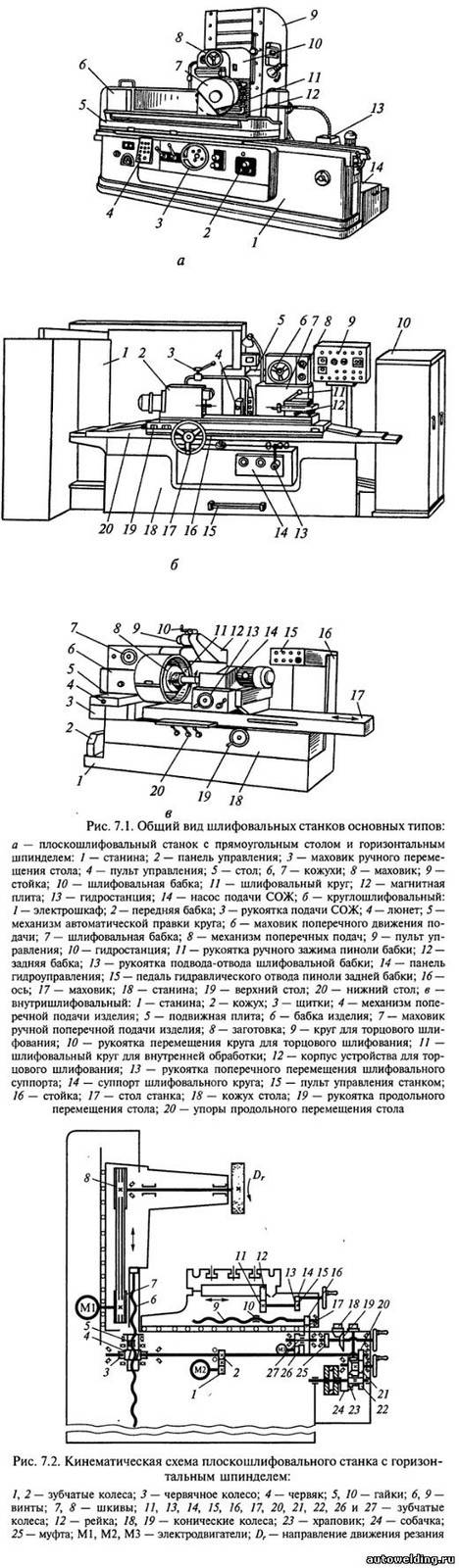
- прямоугольный стол, горизонтальный шпиндель, суппорт – такие схемы станков созданы для преимущественной работы периферической частью круга. Работа с торцовой частью изделий ограничивается кожухом рабочего инструмента. точность обработки на этом оборудовании несколько ниже, но это компенсируется высокой производительностью. отличаются универсальные плоскошлифовальные станки мощными электродвигателями, крупными шлифовальными кругами, жёсткостью конструкции;
- крестовой суппорт не даёт широты использования оборудования. не отличается станок высокими скоростями обработки. схемы специализированных станков рассчитаны на высокое качество обработки.
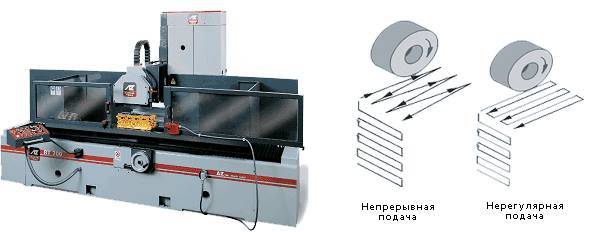
Виды подач плоскошлифовального станка AZ RT700
Работа на станках делится на индивидуальное и поточное изготовление. В связи с этим станки ручного управления и с ЧПУ могут соседствовать в одном цехе. Для плоскошлифовальных установок точность выполнения не зависит от того, человек закладывает программу обработки вручную или работа проводится под контролем ЧПУ. Невозможно достигнуть желаемого результата при расшатанной станине, люфте шлифовального круга. Схемы производителей имеют определённые критерии оценки работоспособности станка. Ухудшение состояния оборудования сказывается не только на результате работы. Оборудование становится опасным для человека, работающего на нём. В этом случае требуется капитальный ремонт.
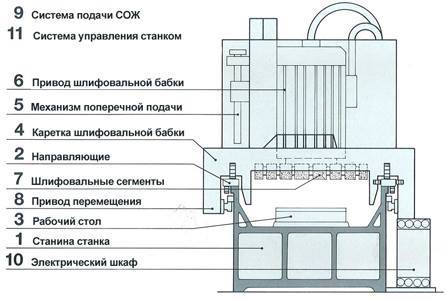
Схема прецизионных плоскошлифовальных станков
Хонинговальный станок
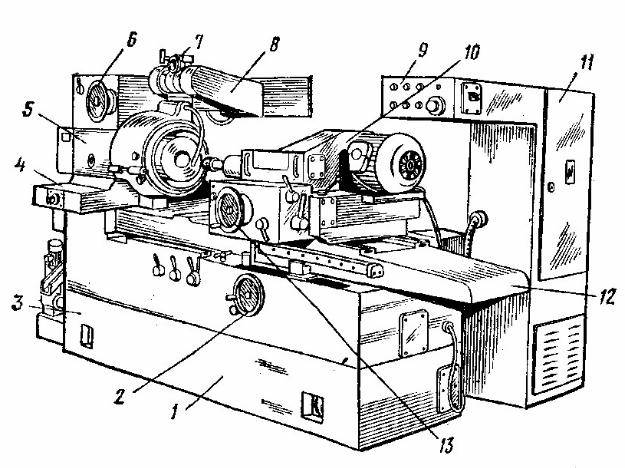
Хонинговальные станки (рис. 6) применяются для обработки наружных и внутренних поверхностей деталей, которые имеют цилиндрическую или коническую форму. Для проведения операции шлифования на этом станке применяется специальная хонинговальная головка.

Рисунок 6. Хонинговальный станок.
Шпиндель хонинговального станка в процессе работы совершает одновременно возвратно-поступательные и вращательные движения. При этом на поверхность обрабатываемой детали наносится своеобразный микрорельеф.
Операция хонингования наиболее широко применяется в автомобилестроении. Внутренняя поверхность цилиндров ДВС шлифуется именно таким способом. После хонингования на поверхности цилиндров образовываются микробороздки, которые удерживают масло, что увеличивает ресурс двигателя.
22.11.2018
Это интересно: Оборудование для хромирования – что нужно для нанесения хрома
Общие характеристики
При работе настольного плоскошлифовального станка идет вращение абразивного круга, который касается заготовки. Это обеспечивает получение параметров по ГОСТу. Устанавливаемые абразивные круги имеют разную степень зернистости. В итоге из-под инструмента выходит деталь с разной степенью шероховатости поверхности.
Аппараты отличаются конструкцией:
- Обычное оборудование для плоской шлифовки.
- Универсальные аппараты. Шпиндель располагается в вертикальном и горизонтальном направлении.
При установке дополнительных приспособлений появляется возможность обработки фасонных деталей.
Варианты плоскошлифовальных станков представлены в таблице:
| Тип станка | Габариты в мм | Мощность Вт | Размер стола мм |
| Stalex SG-2050AHD | 2050х1400х1700 | 3000 | 200х460 |
| Jet JPSG-1020A 414520Т | 2540×1580х2200 | 1500 | 508х200 |
| JET JPSG-1640SD 50000981T | 4020х2200х2050 | 6370 | 406х1020 |
https://youtube.com/watch?v=4mLshMNa0kI
Самостоятельное изготовление
Если купить оборудование для шлифовки металлических изделий не получается, можно изготовить плоскошлифовальный станок своими руками.
Для этого заранее заготавливаются материалы и некоторые узлы:
- уголки;
- трубы;
- электродвигатель на 1500 об/мин;
- магнитная плита;
- винтовые передачи и подшипниковые опоры;
- 2 штуки концевых опор;
- шлифовальный круг;
- направляющие;
- лист металла толщиной 4 мм.
Порядок изготовления самодельного станка:
- Из нарезанных уголков формируется сварная станина. Сюда же монтируется лист ДСП. В его задачу входит гашение колебаний.
- Сверху приваривается лист металла и 2 направляющие.
- Из уголков изготавливается каретка. На ней монтируются колеса и винтовая передача. Сверху устанавливается магнитная плита и зажимное устройство. Каретка будет перемещаться по направляющим.
- 2 трубы привариваются к станине, и на них крепится металлический лист.
- К листу крепится электродвигатель, на валу которого располагается абразивный круг. Он будет совершать вертикальное перемещение.
- Для этого монтируется шарико-винтовая передача, удерживаемая на 2 опорах. Они крепятся к станине и двум трубам.
- Станок собран, осталось подключить питание.

Плоскошлифовальный станок — незаменимое оборудование, использующееся для получения деталей точных размеров. В домашних условиях он тоже находит применение. Чтобы агрегат прослужил длительное время, ему нужно обеспечить надлежащий уход
При работе необходимо соблюдать технику безопасности, поскольку при неосторожной работе существует риск получения травмы
Виды и особенности

К рассмотрению предлагается три модификации, наиболее применимые для домашних нужд.
Плоскошлифовальная машина JET 16-32 Plus. Эта машина имеет превосходные технические параметры, которых более чем достаточно в домашнем обиходе и для мелких ремонтных работ. Точность обработки поверхности детали «начисто» может достигать 10-х долей микрона.
Станок потребляет мощность на уровне 2 киловатт, что также является приемлемым для домашних условий работы, ведь не каждая электросеть сможет обеспечить работу 10…15-киловаттного агрегата. Незначительные габариты и масса (61 кг). Характеристики выполнения основной работы следующие:
Плоскошлифовальная машина PROMA РВР-400А. Это уже уровень профессионального оснащения, укомплектован ЧПУ. Есть рабочая поверхность, которая предназначена под достаточно значительную нагрузку (350…380 кг), позволит обработать крупногабаритные полуфабрикаты. Мощность такой машины составляет 10 кВт. Имеет следующие рабочие параметры:
- 1100 мм – максимально возможная продольная подача;
- 240 мм – возможности осуществления поперечной подачи;
- 550 мм – максимальный подъем «рабочего органа» над станиной.
Этот экземпляр приведен более в качестве примера, ведь оборудование с весом почти 4 тонны необходим в условиях производства, а не в домашней мастерской.
Плоскошлифовальный механизм ЛШ-322. Изготовитель этого оборудования презентует его в качестве машины для небольших ремонтных помещений. Как раз то, что нам необходимо. Станок имеет незначительные габариты – 1050×1000×1800 мм, масса в 700 килограмм. Значительно компактней предшествующего образца.
Имеет прекрасные характеристики относительно точности обработки – предельные отклонения составляют в районе 3…5 микрон, а шероховатость – 0,16 мкм. Все-таки для домашних нужд данный механизм является дорогим (его цена составляет около 15000 долларов), а также массивным.
Видео: самодельный станок по шлифовке поверхностей.
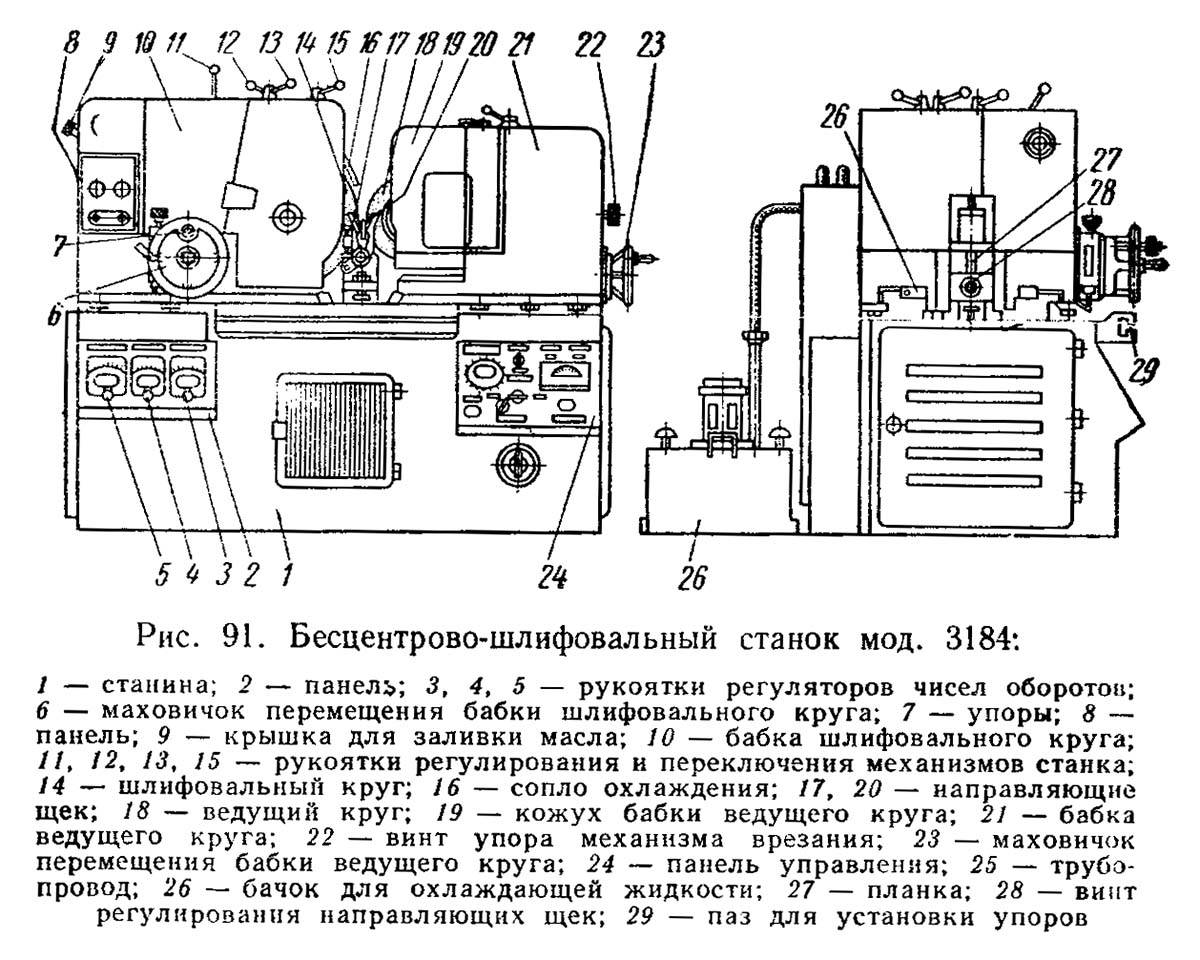
Бесцентрошлифовальный станок
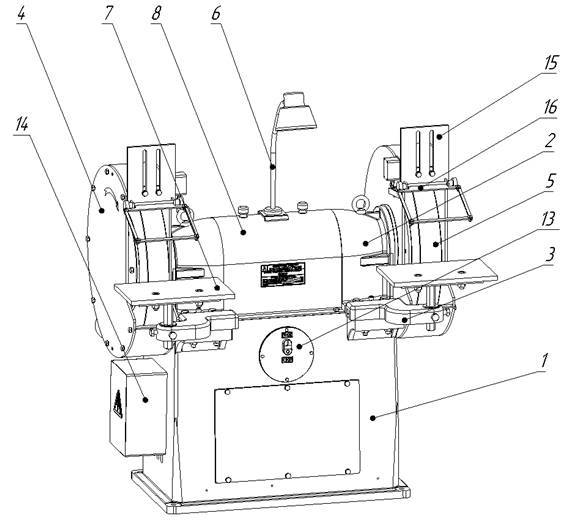
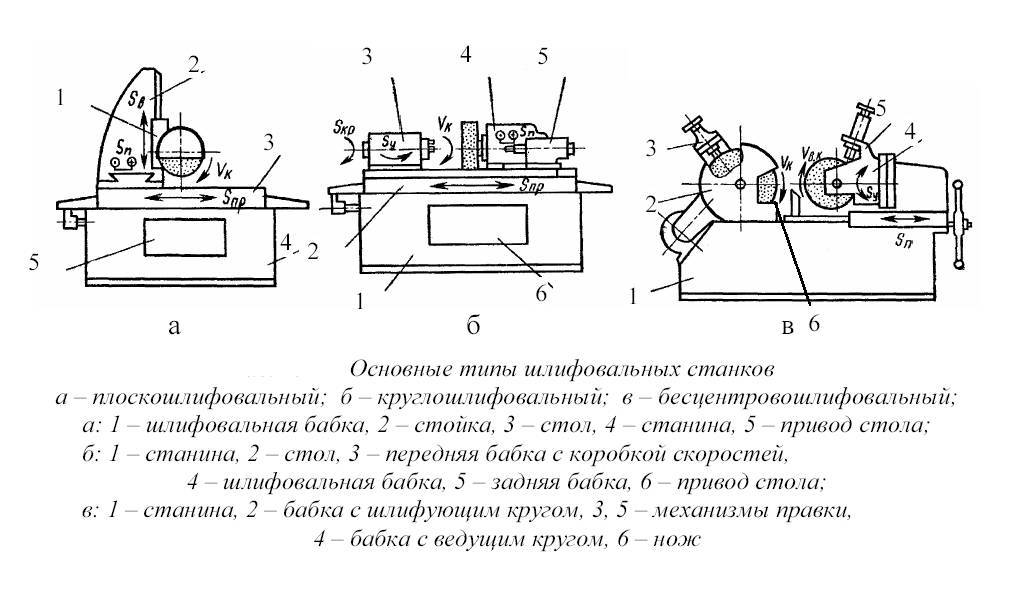
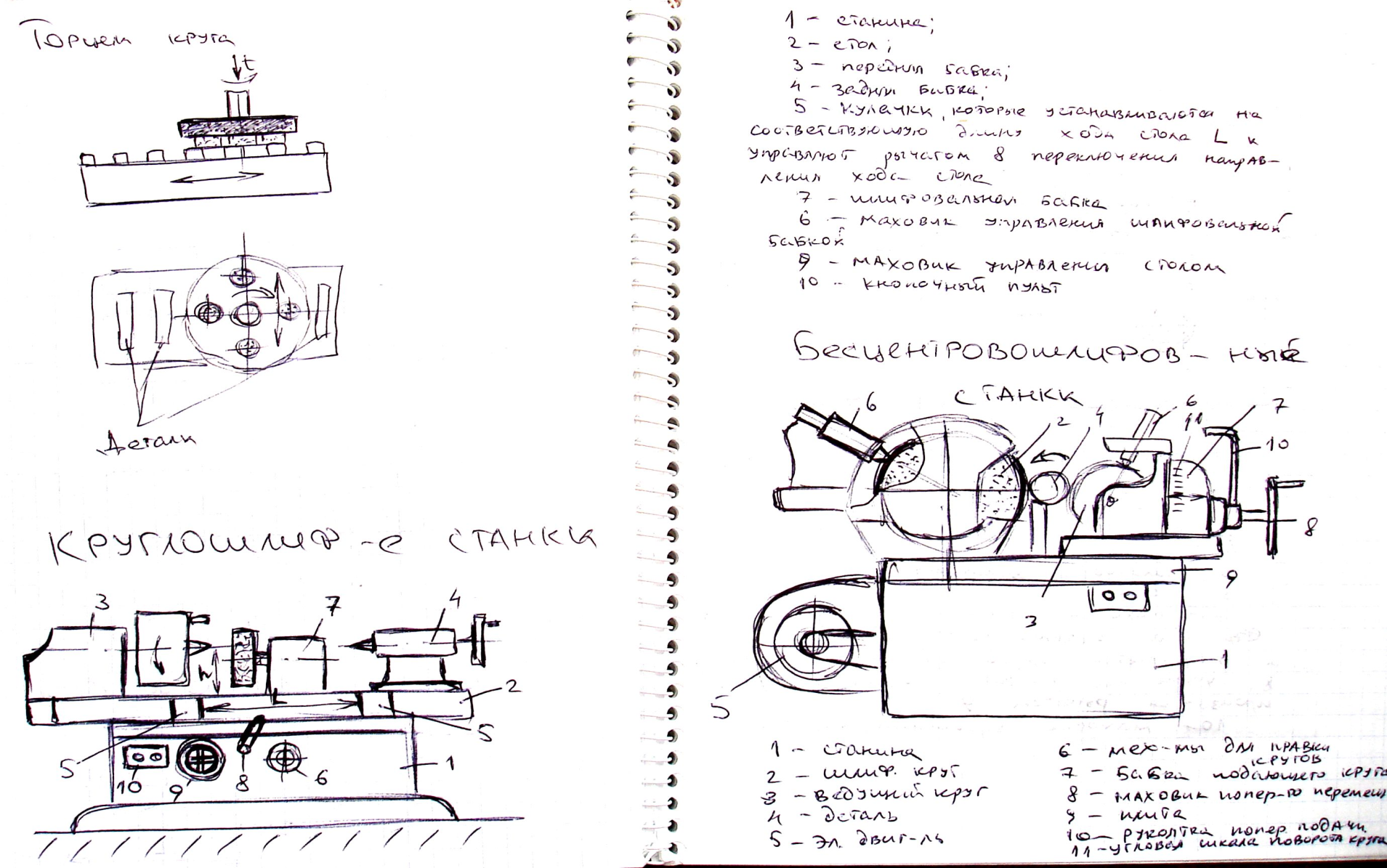
Этот тип является разновидностью круглошлифовального станка. Бесцентрошлифовальный станок (рис. 5) используется для обработки деталей, закрепить которые в центрах не представляется возможным. Это связано либо с отсутствием возможности захвата детали патроном, либо с габаритами.

Рисунок 5. Бесцентрошлифовальный станок.
Бесцентрошлифовальный станок имеет два шлифовальных круга, каждый из которых приводится в движение собственным электромотором. Один из кругов, как правило, закрепляется статично или имеет настройку положения лишь по высоте. Второй круг подвижный и может перемещаться в более широких диапазонах. Снизу имеется так называемый опорный нож, который служит для поддержки обрабатываемой детали.
Различают три основные шлифовальные операции на этом станке.
- Продольное шлифование. Этой операции подвергаются детали с гладкими поверхностями различных длин и диаметров. Подача осуществляется при повороте одного из абразивных кругов или при изменении положения опорного ножа.
- Врезное шлифование. При помощи врезного шлифования обрабатываются детали с коническими и сферическими поверхностями, многоступенчатые валы и прочие детали с форменной поверхностью.
- Шлифование до упора. Применяется как промежуточная операция между продольным и врезным шлифованием. Таким способом обрабатываются детали, которые имеют слишком большую длину или такую форму поверхности, при которой другие типа шлифования не подходят. Когда шлифовальный круг подходит к своей крайней точки, деталь удаляется из зоны обработки и происходит повторная установка.
Эксплуатация и техника безопасности
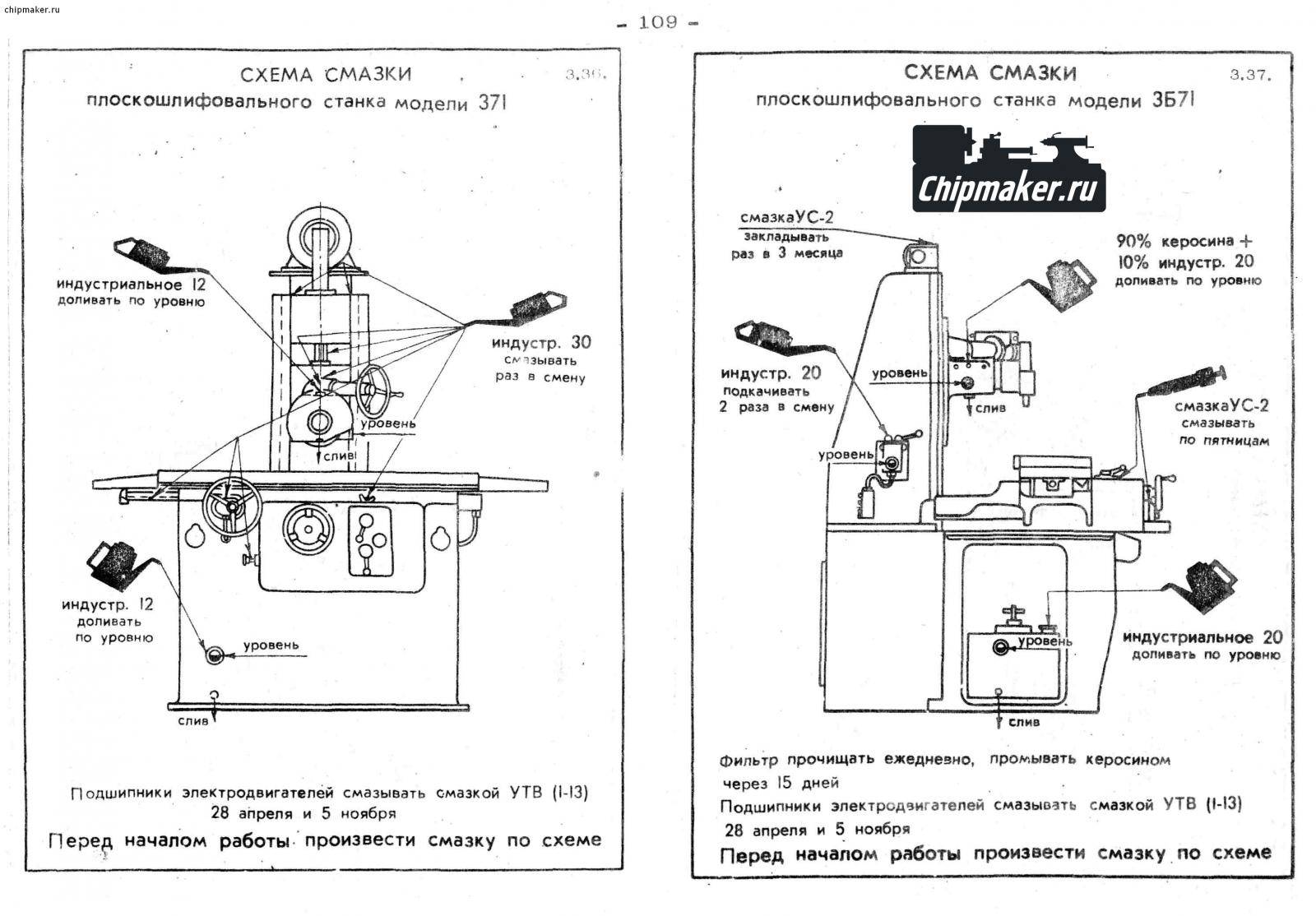
Плоскошлифовальному станку по металлу нужен надлежащий уход. Каждый раз, перед началом работы проверяется исправность всех защитных механизмов. Установленная в шпинделе деталь должна быть хорошо закреплена. Надежно работать система смазки.
При наладке станка нужно проверить закрепление шпинделя. Не допускается его биение. Регулярно делается осмотр электрооборудования и всей проводки, чтобы не прошло произвольного замыкания. На производстве и в домашней мастерской, после окончания работы, станок убирается. Удаляется вся мелкая стружка. Чтобы на направляющих не появилась ржавчина, они смазываются маслом.
Во время работы на плоскошлифовальных станках следует придерживаться норм техники безопасности:
- Используется только сухой абразив. Его намокание не допускается.
- Обязательно наличие защитного кожуха.
- Запрещается работа при появлении вибрации.
- Заготовка подносится к кругу плавно. Не допускается резких движений, иначе произойдет разрыв абразива.
Электромотор для станка
Производительность шлифовального станка будет напрямую зависеть от установленного в его конструкцию двигателя
При сборке самодельного оборудования важно внимательно отнестись к выбору электромотора:
- Простые станки можно изготавливать на основе электродвигателя из стиральной машины. Это дешевые модели, которые удивляют своей надежностью, производительностью и долговечностью.
- Идеальным вариантом считаются двигатели, которые делают 1000–1500 оборотов в минуту. Мощные электромоторы со скоростью вращения более 3-х тысяч оборотов в минуту небезопасны для самодельных конструкций. Из-за большой нагрузки детали могут не выдержать, и станок сломается.
- Оптимальный показатель мощности для самодельного оборудования — 100–200 Вт. Желательно, чтобы мощность можно было повысить до 400 Вт. Большей мощности для самоделки не нужно.
- Лучше всего устанавливать трехфазовый двигатель.

Электродвигатель для станка
Ремень
Чтобы приводить шлифовальный круг в движение, необходим качественный ремень. Оптимальная ширина ремня — 12 мм. Более тонкие модели меньше перегружают двигатель, однако они менее долговечны.
Самостоятельное изготовление шлифовального станка
Самый распространённый самодельный шлифовальный станок – гриндер. Схема его сборки проста:
- двигатель;
- станина из толстых металлических уголков;
- 4 ролика;
- наждачная лента;
- 2 пружины.
Схема гриндера проста, но для постоянного использования он не очень удобен. Часто требуется ремонт ленты, которая может растягиваться. Именно для регулировки натяжения ленты на станине вертикально устанавливаются пружины, длина которых регулируется ручкой. Сама ручка служит планкой для подъёма одного ролика. Благодаря такому устройству и ригелям замена ленты производится реже. Ремонт роликам, сделанныем из прочной стали или титана, не требуется. Втулки роликов крепятся к станине прочными болтами до состояния полной неподвижности. Вращающаяся часть ролика выполняется по принципу подшипника.
Небольшой ленточный гриндер подходит для обработки металла и деревянных изделий
При необходимости использования станка для материалов разной плотности, особое внимание необходимо уделить подбору двигателя по мощности. Для работ по дереву мотор стиральной машинки вполне подходит. Обработка металла при выборе этого типа агрегата может привести к недостаточности оборотов
Шлифовка и заточка домашнего инструмента на таком станке возможна. Если работа требует тщательной подгонки, то нужен профессиональный, собранный в заводских условиях, агрегат. Большую точность дают плоскошлифовальные станки не ручной сборки, а заводского производства
Обработка металла при выборе этого типа агрегата может привести к недостаточности оборотов. Шлифовка и заточка домашнего инструмента на таком станке возможна. Если работа требует тщательной подгонки, то нужен профессиональный, собранный в заводских условиях, агрегат. Большую точность дают плоскошлифовальные станки не ручной сборки, а заводского производства.
Кроме массивных станков ручного управления и с ЧПУ выпускаются производителями заводского и мини версии для установки в ремонтных мастерских, гаражах. Их схемы не так сложны, да и работы по изготовлению бытовых металлических элементов не требуют сложного оснащения. Хотя, для изготовления металлических украшений интерьеров и в домашней мастерской может потребоваться станок с ЧПУ. Устройство плоскошлифовального станка, имеющего определённую точность, в обязательном порядке должно иметь жёсткое крепление обрабатываемого металла. Для более тяжёлых деталей необходима выносливая ровная поверхность стола.
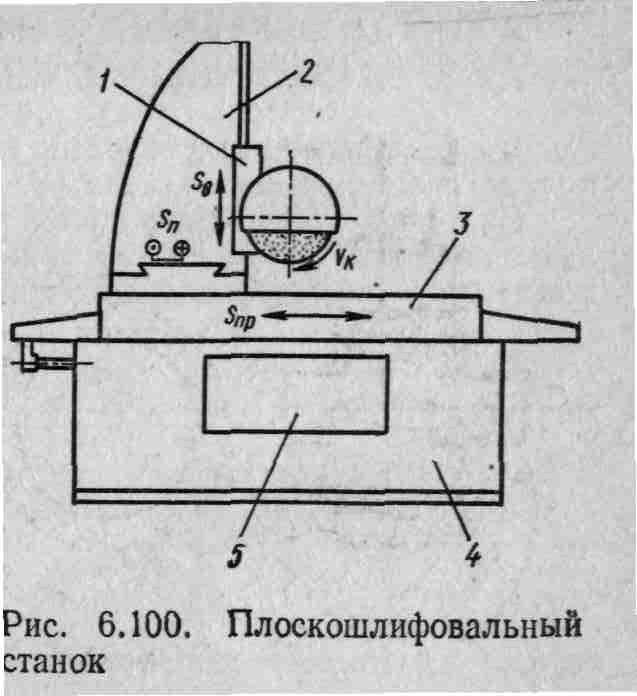
Шлифование деталей на плоскошлифовальных установках торцом круга
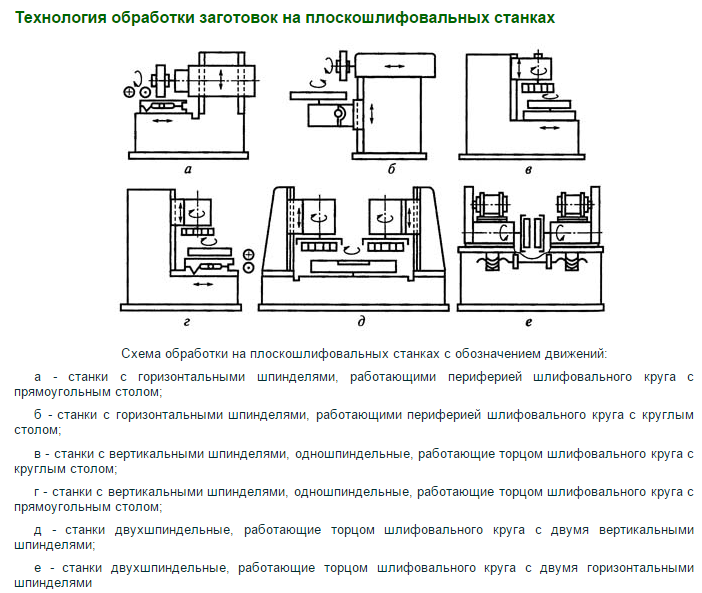
Обработка металлических изделий выполняется двумя методами:
- торцом круга;
- периферией круга.
Применение торца круга обеспечивает высокую производительность выполнения операции. При данном способе шлифования дуга контакта заготовки и рабочего инструмента описывается малой величиной. Это приводит к тому, что в области обработки формируются относительно высокие температуры, которые неизбежно уменьшают точность выполнения процедуры (при круговой подаче снижение точности особенно существенное). Кроме того, отмечаются некоторые затруднения, связанные с отводом металлической стружки от агрегата.
Технологии шлифования торцом круга:
- Многопроходная обработка. Изделие устанавливается на рабочую поверхность и движется со скоростью порядка 45 метров в минуту. При этом деталь много раз перемещается под кругом, который подается (постепенно) на глубину до того момента, пока припуск не буде снят в полном объеме. Самые последние ходы осуществляются либо совсем без подачи (такой процесс называют выхаживанием), либо с незначительной вертикальной подачей.
- Однопроходная схема. Данная методика подходит для агрегатов со столами круглой формы, когда шлифовальный инструмент подается вертикально на всю глубину за один проход. Это дает возможность снимать за один оборот поверхности весь припуск. Если необходимо добиться удаления большего припуска и при этом получить максимальную точность шлифования, рекомендуется использовать установки с 2–3 головками для обработки. Они оптимальны для применения в условиях крупных предприятий, занятых массовым производством, так как обеспечивают эффективную автоматизацию выгрузки и загрузки шлифуемых изделий.
- Двусторонний метод. Подразумевает одновременную обработку двух торцов детали. Как правило, осуществляется несколько проходов для полного снятия припуска. При озвученной методике основное движение подачи происходит за счет круговой или прямолинейной подачи заготовки, а движение резки образуется за счет вращения рабочего приспособления.
Как сделать шлифовальный станок самостоятельно
Для домашнего использования можно сделать станок самостоятельно при наличии имеющихся деталей. Гриндер является самой распространенной моделью для домашнего применения. Его устройство и метод сборки предельно просты. Для сборки потребуются такие детали:
- Станина из толстых металлических уголков.
- Двигатель.
- Ролики в количестве 4 штук.
- Пружины — 2 штуки.
- Наждачная лента.
Неудобство эксплуатации этого устройства для постоянного применения заключается в постоянном растяжении ленты. Чтобы регулировать натяжение ленты, устанавливают пружины и при помощи ручки регулируют их длину. Ручка также служит планкой для подъема одного ролика.
Установка ригелей совместно с таким устройством позволяет реже производить замену ленты. Если ролики сделаны из титана или прочной стали, то им замена не потребуется. К станине прочными болтами крепятся втулки роликов до неподвижного состояния. По принципу подшипника выполняют вращающуюся часть ролика.
Такой станок в домашнем арсенале позволит обрабатывать изделия из металла и дерева
Особое внимание при самостоятельной сборке станка следует уделить мощности двигателя. Мощности мотора от стиральной машины хватит для обработки дерева
На таком устройстве можно затачивать и шлифовать домашний инструмент. Для обработки изделий, требующих большой точности шлифования, лучше приобрести станок заводского производства.