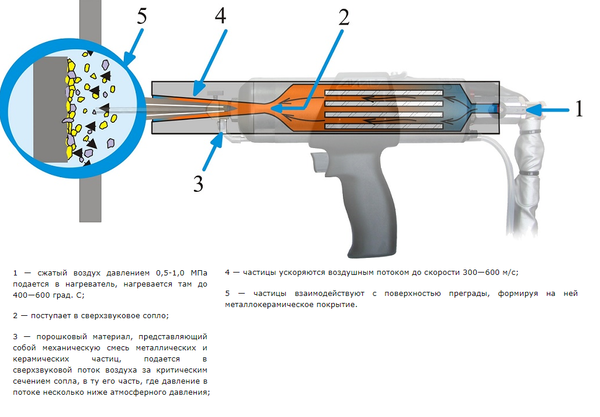
Оборудование для холодного напыления
Существует два варианта защиты металлов от негативного воздействия внешних и рабочих факторов – легирование и напыление с вакуумным оборудованием. То есть, в сплав добавляют атомы химических элементов, придающих изделиям требуемые характеристики, или наносят на базовую поверхность защитное покрытие.
Чаще всего в отрасли металлизации используют технологию нанесения гальванических покрытий, применяют методы погружения деталей в расплав, задействуют в процессах обработки вакуумную среду, пользуются магнетронным оборудованием.
Иногда используют детонационно-газовое напыление, которое разгоняет частицы до невероятных скоростей. Широко применяют плазмотроны, электродуговую металлизацию, газопламенную обработку, ионное напыление. Задачи промышленности диктуют свои условия, и перед инженерами возникла необходимость создать недорогое, простое в обращении оборудование, для которого можно использовать свойства нагретого сжатого воздуха.
Результат экспериментов превзошел ожидания, позволив решить следующие задачи:
- Нагревание сжатого воздуха в камере приводит к повышению давления, что вызывает увеличение скорости вытекания наплава из сопла в установках.
- При наборе металлическими частицами в газовой среде высокой скорости они ударяются о подложку, размягчаются и прикипают к ней. А керамические частицы уплотняют образовавшийся слой.
- Использование порошковой технологии подходит для металлизации пластичных металлов – медь, алюминий, никель, цинк. После напыления изделия можно поддавать механической обработке.
Благодаря успешной работе инженеров удалось создать переносной аппарат, позволяющий выполнять металлизацию покрытий на всех промышленных предприятиях и в домашних условиях. Требования для успешной работы оборудования – наличие компрессорной установки (или воздушной сети) с давлением сжатого воздуха в пять-шесть атмосфер и электропитание.
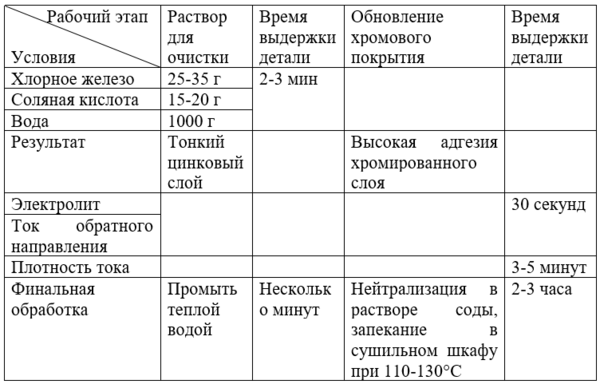
В таблице ниже приведены данные для хромирования алюминия в домашних условиях. Перед нанесением гальванического покрытия требуется «положить» на деталь промежуточный металлический слой, а потом выполнять напыление алюминия.
Таблица 1. Хромирование алюминия
Использование передового оборудования для металлизации изделий позволяет решить технические вопросы, связанные с повышением антикоррозийных, прочностных, эксплуатационных характеристик, а также приданием машинам, деталям и механизмам требуемых свойств для работы в сложных эксплуатационных условиях.
https://youtube.com/watch?v=eivXKfNn-Rs
https://youtube.com/watch?v=ns7JRPRsJ3A
Какое оснащение применяется для диффузного напыления
Для совершения напыления ионами металла используется техническая плазма высокой температуры – совокупность множества квантовых частиц света, положительных ионов, нейтральных элементов, электронного газа.
Для того, чтоб совершить плазменную ионизацию металлоконструкции, применяется специфическое оснащение — плазменная аппаратура.
Как правило, применяется дуговой, импульсный либо искровой электрический разряд.
Чтоб все это реализовать, вам надобно воспользоваться:
- Высокочастотным генератором (или сварочным модификатором) для создания разряда.
- Герметизированной камерой (в ней вмещаются элементы для обработки основания диффузионным напылением).
- Емкостью для газа. Под влиянием электроразряда происходит ионизация элементов.
- Аппаратом для давления газа (годится вакуумное или насосное оборудование).
- Системой для изменения тока, давления, напряжения и увеличения или уменьшения толщины поверхности металла.
Порядок плазменной ионизации происходит в следующем порядке:
- Фиксация детали в герметизированной камере, и формирование электрического разряда.
- Рабочая атмосфера накачивается давлением и частицами порошка (получается плазма высокой температуры, переносящая порошковые элементы на основание обрабатываемого изделия).
- При вакуумном напылении, в условии инертного газа или низком давлении возможно ускорение движения элементов, вследствие чего получается более плотное и с хорошей сцепляемостью покрытие.
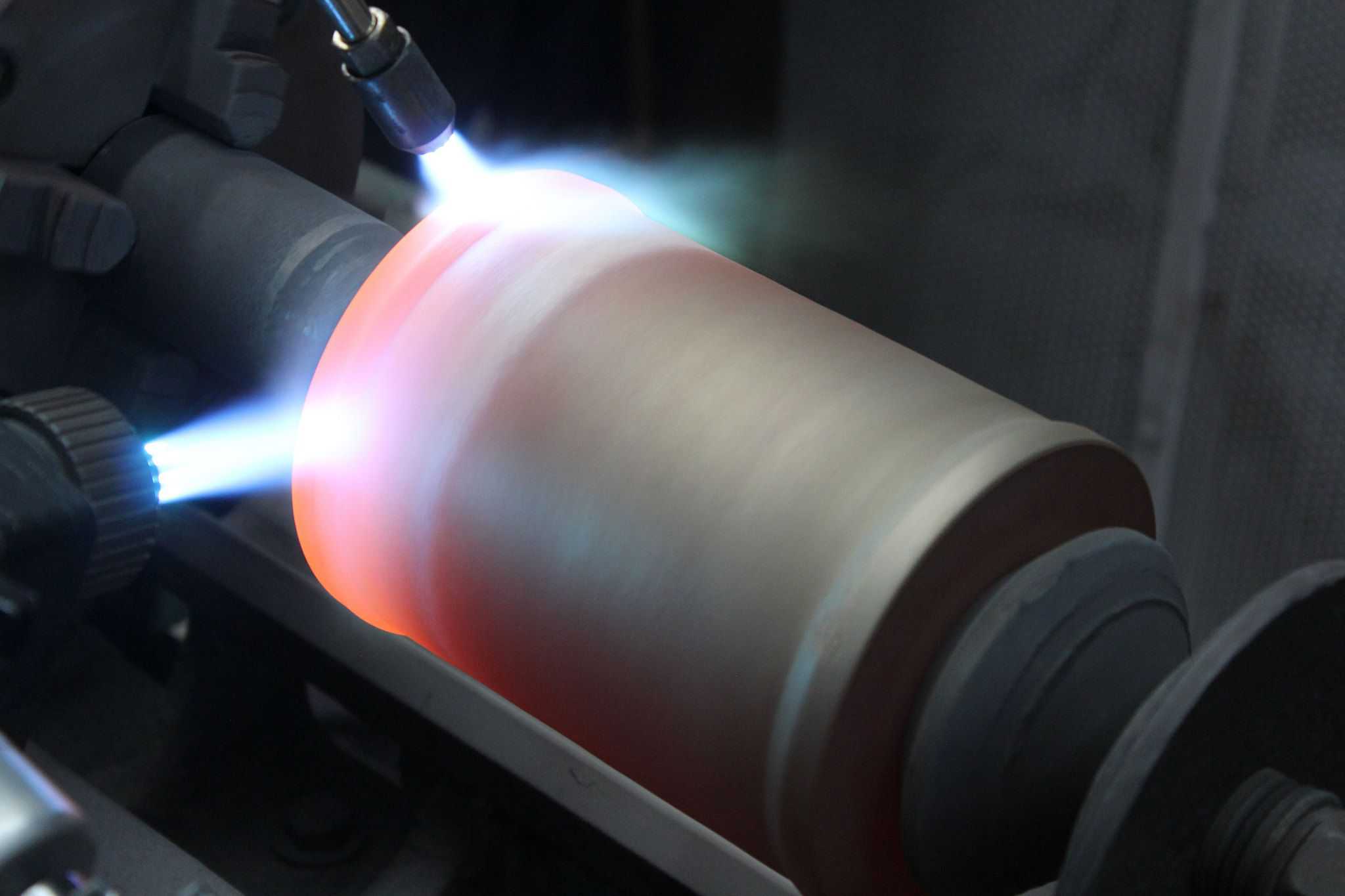
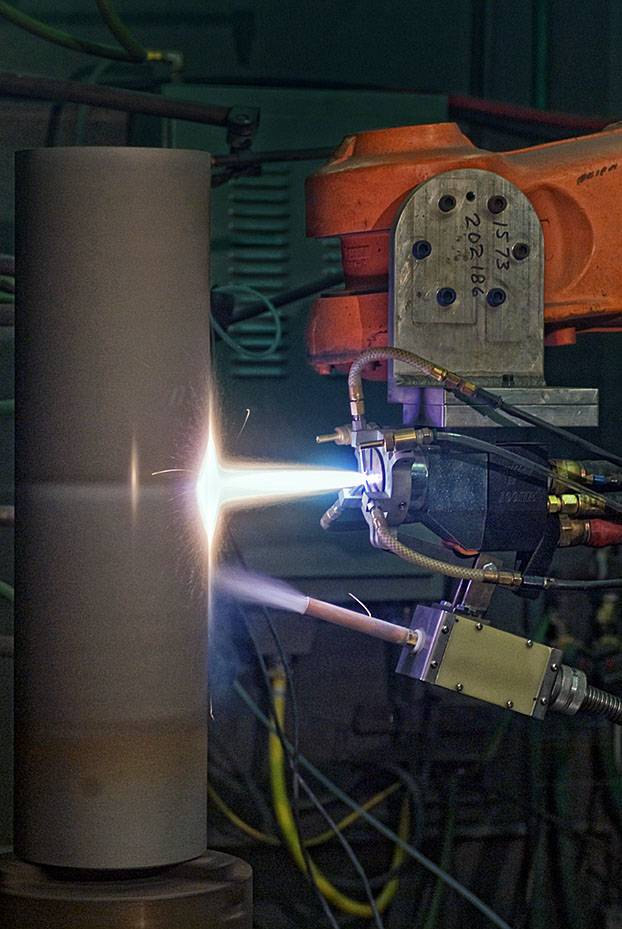
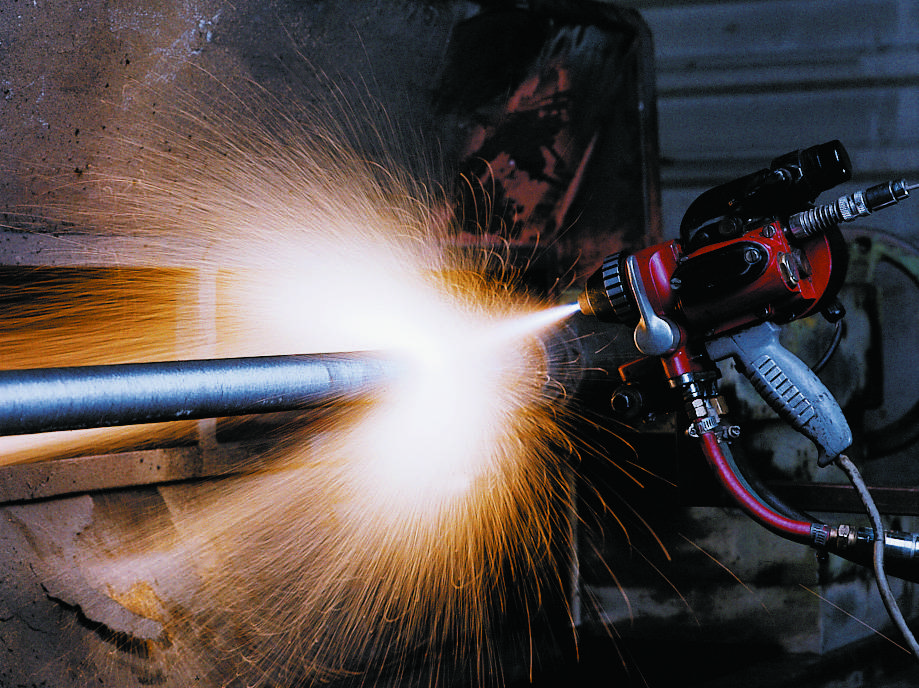
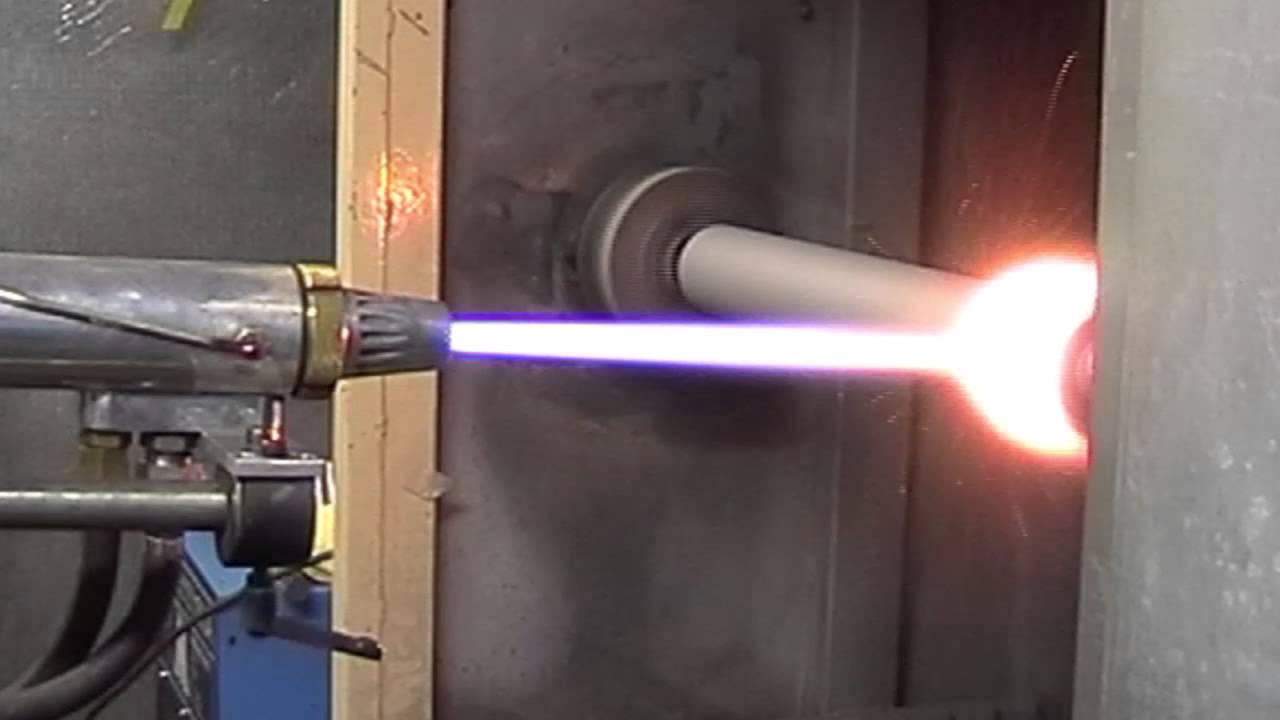
Распыление кислородного топлива с высокой скоростью (HVOF)
Схема HVOF
В 1980-х годах был разработан класс процессов термического напыления, называемый высокоскоростным газокислородным напылением. Смесь газообразной или жидкой топливо и кислород подается в камера сгорания, где они постоянно воспламеняются и сгорают. Образующийся горячий газ под давлением, близким к 1 МПа, выходит через сужающееся-расширяющееся сопло и проходит по прямолинейному участку. В качестве топлива могут использоваться газы (водород, метан, пропан, пропилен, ацетилен, натуральный гази т. д.) или жидкости (керосин, так далее.). Скорость струи на выходе из ствола (> 1000 м / с) превышает скорость звука. Порошковая смесь вводится в поток газа, который разгоняет порошок до 800 м / с. Поток горячего газа и порошка направляется к покрываемой поверхности. Порошок частично плавится в потоке и осаждается на подложке. Полученное покрытие имеет низкую пористость и высокий прочность сцепления.
Покрытия HVOF могут иметь толщину до 12 мм (1/2 дюйма). Обычно его используют для нанесения носить и коррозия стойкие покрытия на материалах, таких как керамические и металлические слои. Общие порошки включают Туалет-Ко, карбид хрома, MCrAlY и глинозем. Процесс внесения депозита был наиболее успешным. металлокерамика материалы (WC – Co и др.) и другие коррозионно-стойкие сплавы (нержавеющая сталь, сплавы на основе никеля, алюминий, гидроксиапатит за медицинские имплантаты, так далее.).
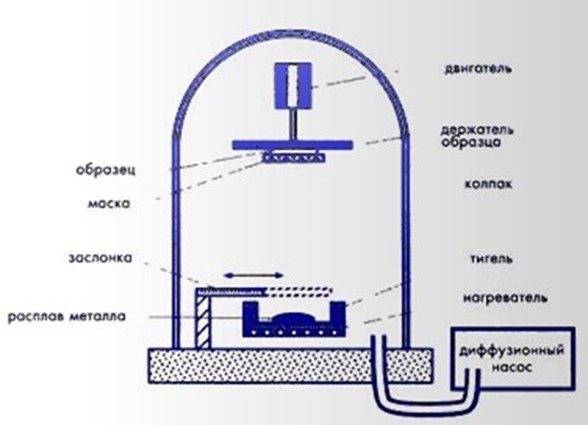
Метод вакуумного напыления
В этом случае речь идет о группе методов, которые предполагают формирование тонких пленок в вакууме при воздействии прямой конденсации пара. Технология реализуется разными путями, в том числе за счет термического воздействия, испарения электронными и лазерными лучами. Используется вакуумное напыление для повышения технических качеств деталей, оборудования и инструментов. К примеру, такая обработка позволяет формировать специальные «рабочие» покрытия, которые могут повышать электропроводность, изолирующие свойства, износостойкость и защиту от коррозии.
Технология применяется и для создания декоративных покрытий. В данном случае техника может задействоваться в операциях, требующих высокой точности. Например, вакуумное напыление используют в изготовлении часов с позолоченным покрытием, для придания эстетичного вида оправам для очков и т. д.








Сферы применения диффузионной металлизации

Металл в порошковом виде переносится в плазменное оборудование, в котором в силу воздействия плазмы высокой температуры он расплавляется и абсорбируется в металл тонким шаром.
Далее рассмотрим, где применяется распыление:
- производство самолетов, космических и ракетных установок;
- машиностроительство и энергетика;
- металлургии и производстве химии;
- отрасли нефтедобычи, нефтепереработки и добычи угля;
- в сфере транспорта и производстве аппаратуры;
- в сфере реставрации машин, установок и устаревших элементов.
После прохождения плазменно-порошковой струи по электродуге, и ее оседания на основании, оно обогащается следующими свойствами:
- устойчивости к повышенным температурам;
- резистентности к коррозии;
- электроизоляции;
- теплоизоляции;
- устойчивость к эрозии;
- кавитационной защиты;
- магнитного притяжения;
- полупроводимости.
Методы
 Суть технологии заключается в том, что в условиях вакуума на специальном оборудовании переносятся мельчайшие металлочастицы на рабочую поверхность заготовки. В процессе формирования покрытий исходный металл испаряется, конденсируется, абсорбируется и кристаллизуется в газовой среде, создавая стойкое покрытие. В зависимости от типа заготовки, свойств металлической пленки и выбранного режима напыления получаются самые разнообразные эффекты. Напылить можно практически любой металл: алюминий, никель, хром, медь, бронза, золото, титан, пр. С учетом специфических свойств и особенностей, под каждый металл требуются различные режимы и технические приемы. Например, из-за низкой износостойкости особой технологии требует вакуумное напыление алюминия. Вот почему в нашей компании работают исключительно высококвалифицированные и опытные специалисты. Металлизация проводится разными способами.
Суть технологии заключается в том, что в условиях вакуума на специальном оборудовании переносятся мельчайшие металлочастицы на рабочую поверхность заготовки. В процессе формирования покрытий исходный металл испаряется, конденсируется, абсорбируется и кристаллизуется в газовой среде, создавая стойкое покрытие. В зависимости от типа заготовки, свойств металлической пленки и выбранного режима напыления получаются самые разнообразные эффекты. Напылить можно практически любой металл: алюминий, никель, хром, медь, бронза, золото, титан, пр. С учетом специфических свойств и особенностей, под каждый металл требуются различные режимы и технические приемы. Например, из-за низкой износостойкости особой технологии требует вакуумное напыление алюминия. Вот почему в нашей компании работают исключительно высококвалифицированные и опытные специалисты. Металлизация проводится разными способами.
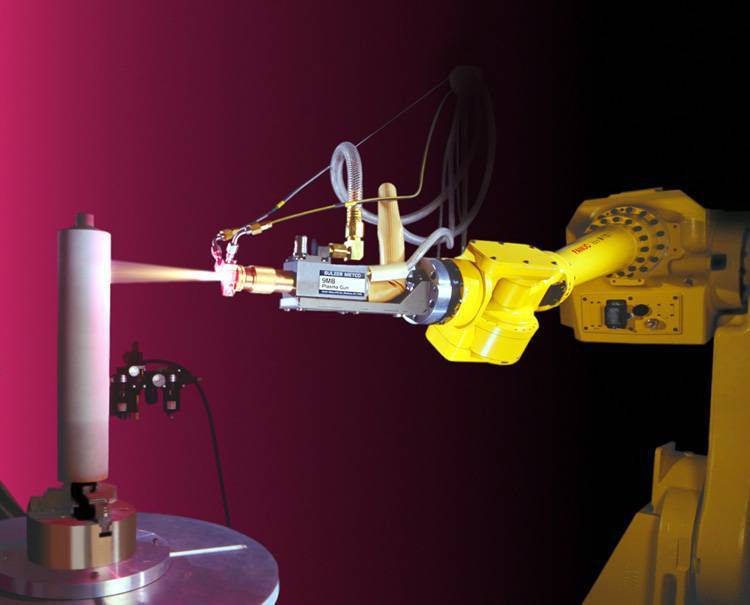
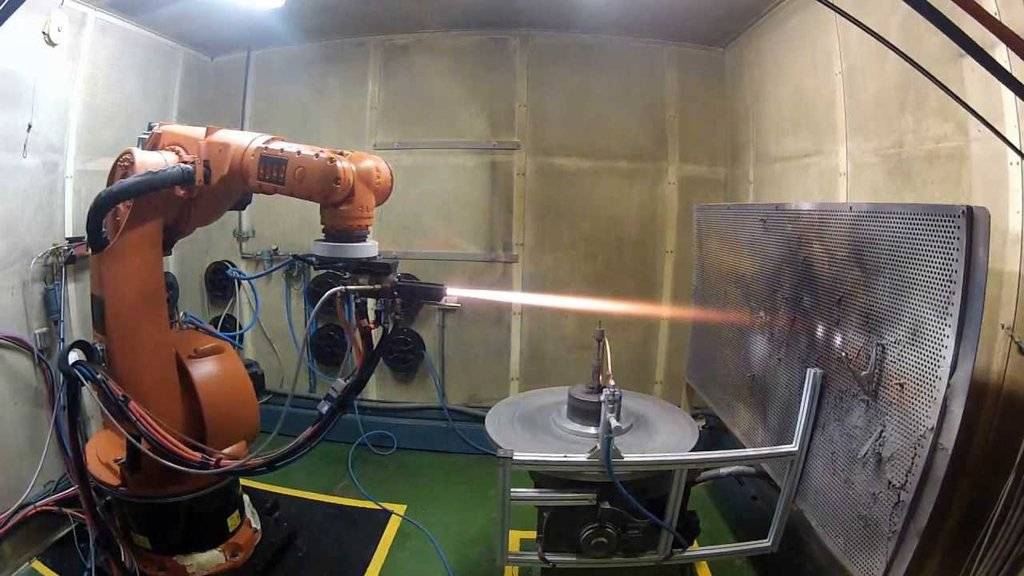
Сущность и назначение плазменного напыления металлов
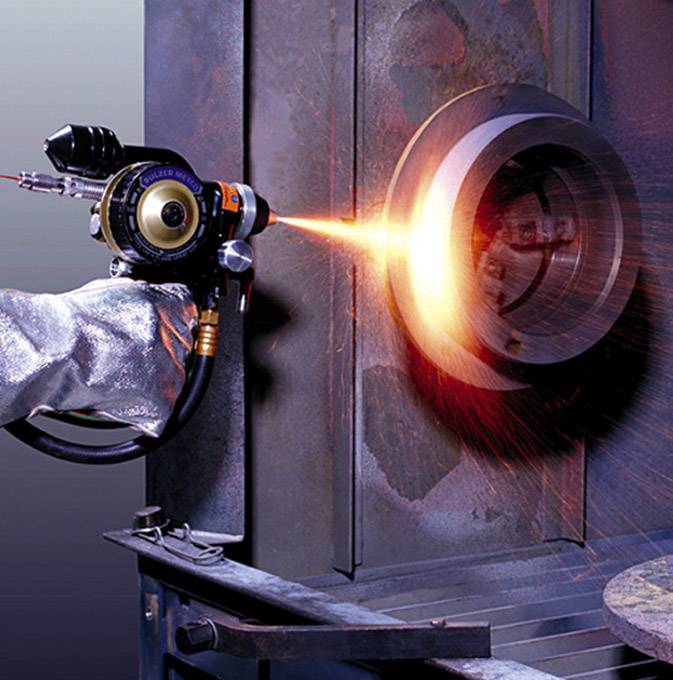
Суть процесса плазменного напыления заключается в том, что в струю из плазмы, которая имеет сверхвысокие температуры и направлена на обрабатываемый объект, подают дозированное количество частиц металла. Последние расплавляются и, увлекаемые струей, оседают на поверхности детали. К плазменному напылению прибегают в следующих случаях:
- Создание защитного слоя на изделии. Это может быть механическое усиление, когда на менее прочное основание наносят более прочный металл. С помощью диффузионной металлизации также можно увеличить сопротивляемость детали коррозионному воздействию, если наносить пленку из оксидов или металлов, мало подверженных окислению.
- Восстановление изношенных деталей. В этом случае за счет нового слоя покрытия можно убрать дефекты разрушения поверхности, чтобы придать изделию первоначальное состояние. В качестве материала напыления здесь используют металл, идентичный материалу основания.
Плазменное напыление отличается от других видов напыления рядом особенностей:
- Благодаря тому что плазма воздействует на исходное основание при помощи сверхвысоких температур (5000–6000 градусов по Цельсию), процесс протекает в ускоренном режиме. Иногда достаточно долей секунд, чтобы получить заданную толщину напыления.
- Диффузионная металлизация позволяет наносить как монослой на поверхность, так и делать комбинированное напыление. При помощи плазменной струи можно дополнять диффундируемый металл элементами газа, необходимыми для насыщения слоя элементарными частицами нужных химических элементов.
- При плазменном напылении практически отсутствует эффект дополнительного окисления основного металла. Это связано с тем, что реакция протекает в среде инертных газов без привлечения кислорода.
- Финальное покрытие обладает высоким качеством за счет идеальной однородности и равномерности проникновения атомов напыляемого металла в слой основания.
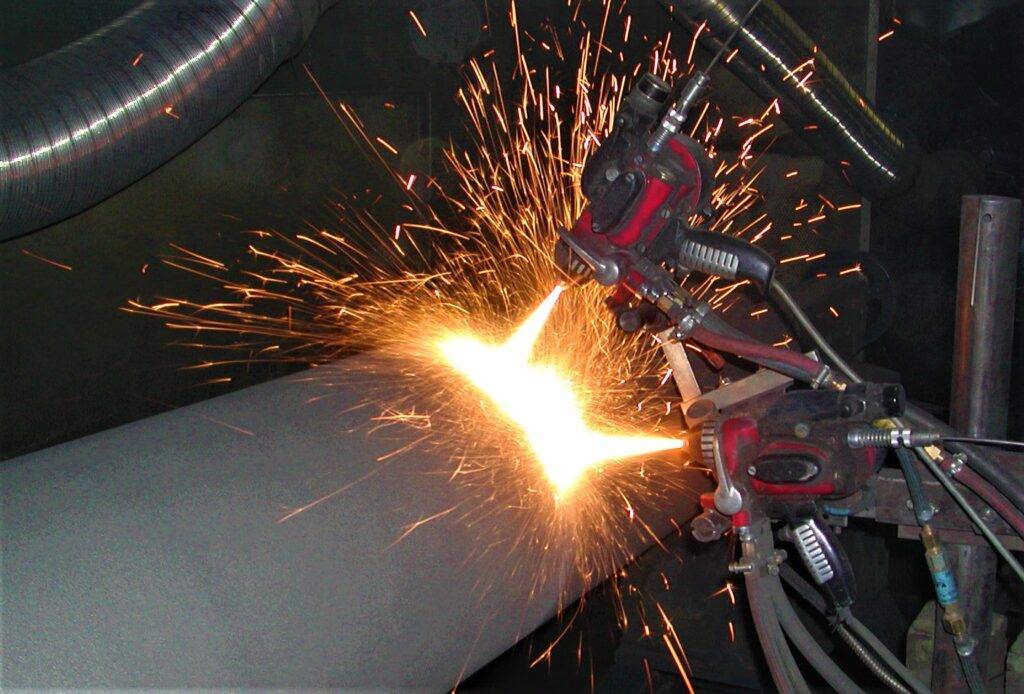
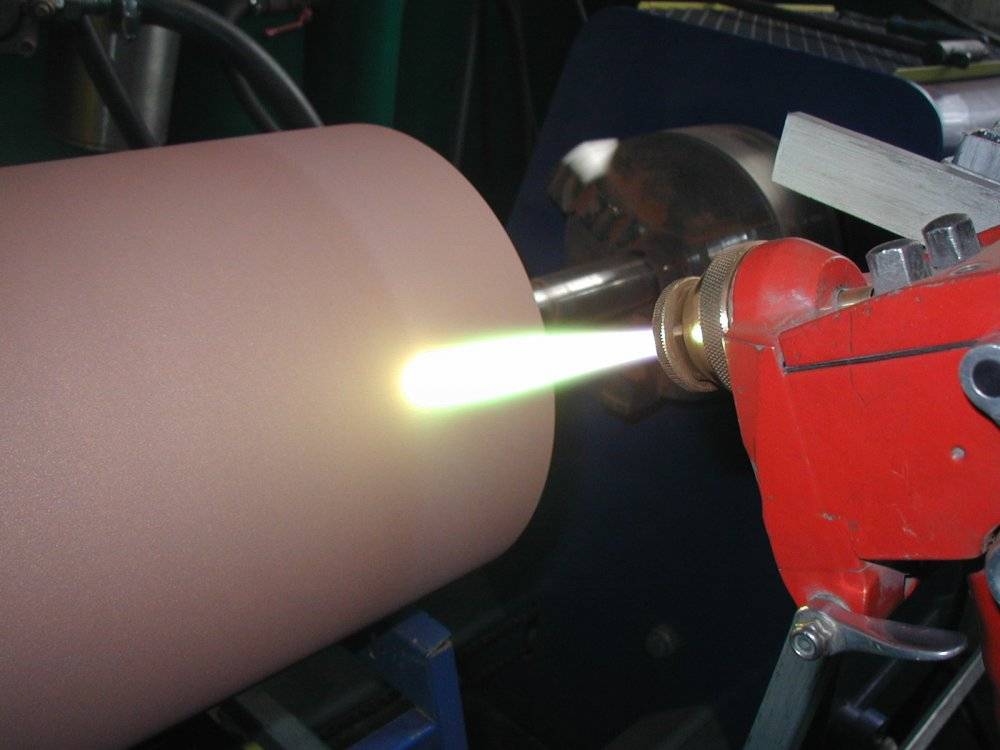
Газопламенное напыление: принцип действия и область применения
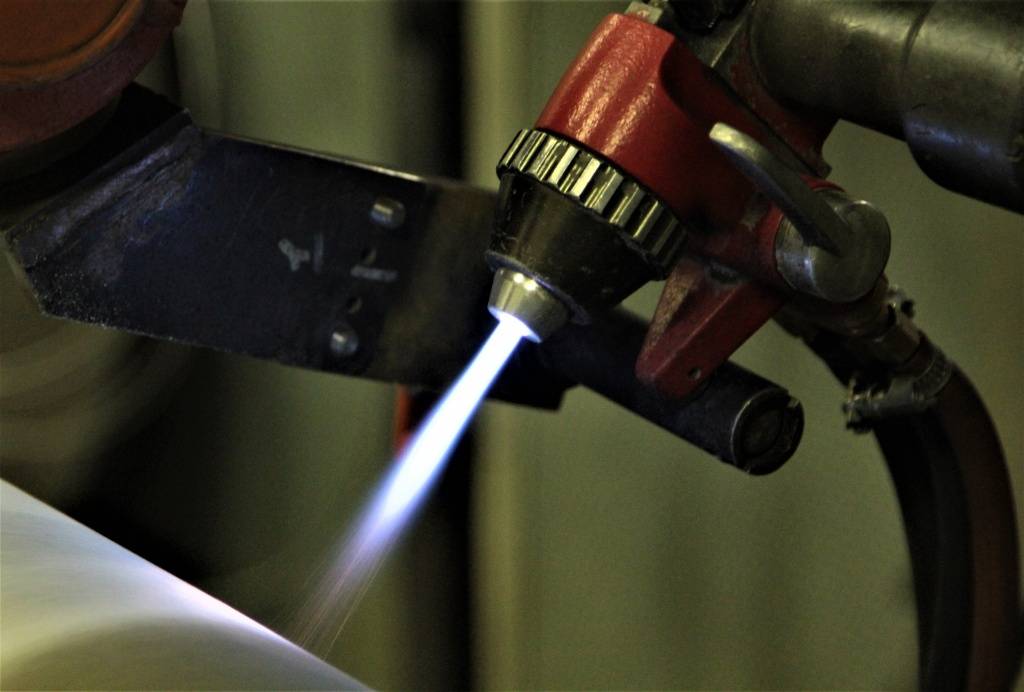
Суть газопламенного напыления заключается в формировании из исходного материала частиц раскаленного металла и переноса их на требуемую поверхность при помощи сжатого воздуха. Остывая, частицы формируют слой на выбранной поверхности.
В газопламенном напылении используется несколько видов сплавов напыляемого материала, каждый из которых позволяет достичь требуемых параметров созданного покрытия, таких как износостойкость и устойчивость к коррозии. В данной технологии активно используются: никелевые, цинковые, медные, железные, алюминиевые и другие сплавы, обладающие необходимыми свойствами. Исходный материал также отличается еще и по форме, в которой он подается. Стоить отметить, что температура плавления выбранного материала ниже, чем температура используемого пламени. Данное свойство гарантирует однородность наносимого слоя.
Варианты плазменной металлизации
Для нанесения на металлическую поверхность некоторого слоя напыления в условиях высокотемпературной плазменной среды в качестве формирующих покрытий используют не только порошковые составы. В зависимости от того, какими свойствами должна обладать обработанная поверхность, используют следующие особенности плазменной металлизации:
- Наплавление высокоуглеродистой или легированной проволокой под флюсом. Для восстановления поверхностей используют наплавку в установках стержневым или пластинчатым электродом.
- Наплавка по порошковому слою под флюсом используется для реставрации деталей с обширными деформациями по окружности с толщиной слоя более 2 мм.
- Установки для напыления пропускают в качестве плазмообразующих газов аргон, азот, водород, гелий либо их смеси. Необходимо обеспечить отсутствие кислорода, чтобы исключить окисление наплавляемых покрытий.
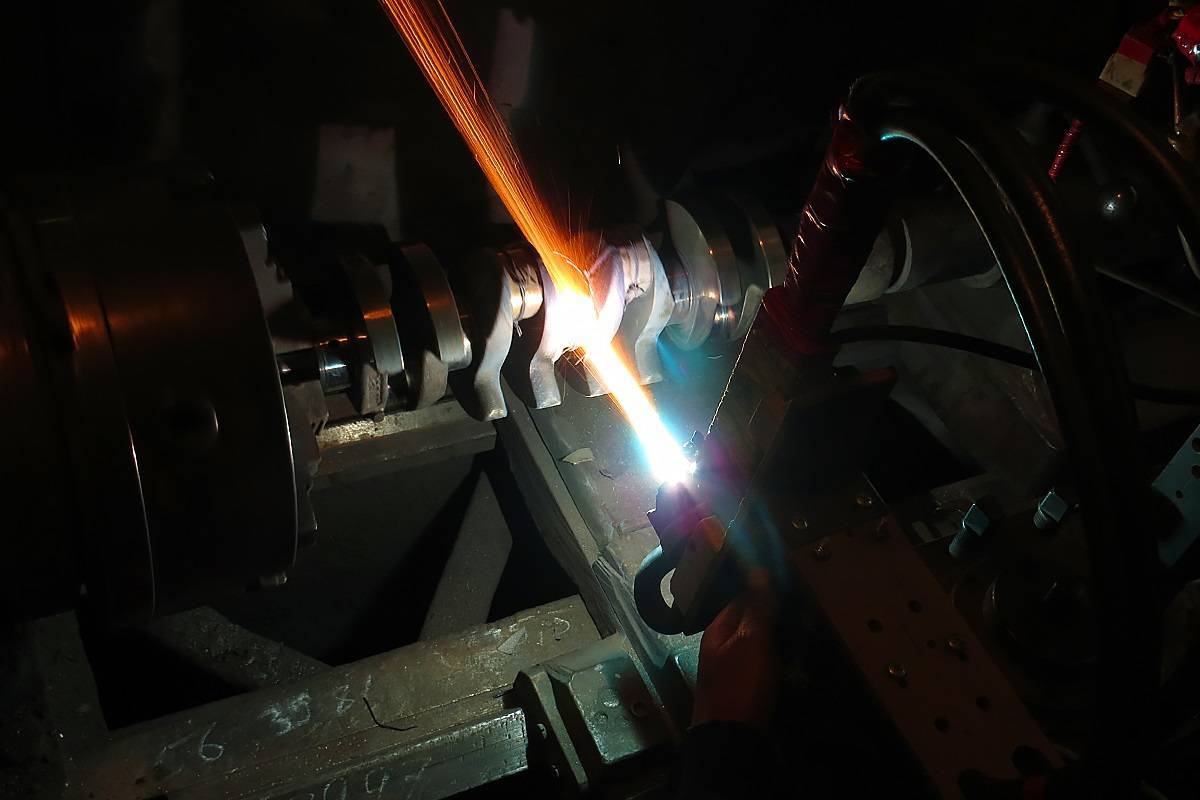
Наиболее часто этот вид обработки используют для восстановления различных деталей при ремонте автомобильных двигателей. Так, при помощи диффузной металлизации удается восстановить отверстия коренных опор в блоках цилиндров (распространенная поломка), устранить износ головок цилиндров, реставрировать поршни из алюминиевого сплава, коленчатые валы из высокопрочного чугуна, ролики, катки.

При использовании ионно-плазменного напыления значительно возрастает износостойкость сложных узлов оборудования, механизмов и установок. Диффузная металлизация – это эффективный метод реставрации изношенного и усталого металла, а также оптимальный процесс для задания металлическим поверхностям необходимых прочностных и эксплуатационных характеристик.
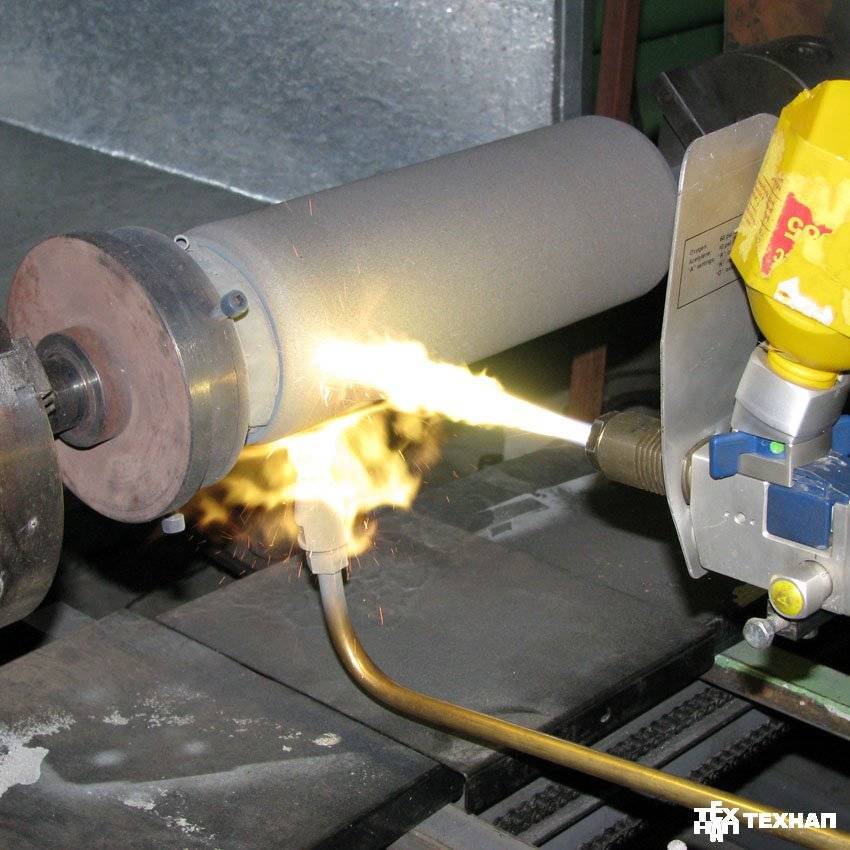
Общие сведения о методе газопламенного напыления
В основе метода лежит использование тепловой и кинетической энергии для повышения реставрационных, функциональных или декоративных характеристик изделия. Присадочный материал для выполнения работ выпускают в следующих формах:
- проволока;
- прутки;
- порошок.
Для каждого вида существует своя сфера применения. Например, для реставрации деталей машин и механизмов специалисты рекомендуют использовать порошки. В отличие от проволоки они позволяют менять состав покрытия, что способствует повышению качества напыляемого слоя.
Процедура обработки изделия состоит из следующих этапов:
- Порошок подают в зону термической обработки. Он может поступать по каналам питателя или подаваться с внешней стороны горелки.
- Под действием высокой температуры присадочный материал оплавляется, приобретая пластичные свойства.
- Газ выполняет функции переноса состава на обрабатываемую поверхность. Летящие частицы перемещаются с большой скоростью – она может достигать 160 м/с.
- Распыленный материал формирует защитный слой при взаимодействии с поверхностью.

Как было указано выше, температурная обработка осуществляется за счет тепловой энергии, которая образуется при сгорании горючего газа в кислородной среде. Наилучших результатов можно добиться при использовании ацетилена. Его температура горения варьируется в пределах 3100–3200 ºC. Для сравнения приведем аналогичные характеристики доступных заменителей:
| Вид горючего газа | Теплота сгорания, кДж/м³ | Температура пламени в кислородной среде, ºC | Расход кислорода, м³/ч |
|---|---|---|---|
| Ацетилен | 52800 | 3100-3200 | 2,5 |
| Водород | 10060 | 2100–2500 | 0,5 |
| Метан | 33520 | 2000–2700 | 2,03 |
| Пропан | 87150 | 2400–2700 | 5,15 |
| Бутан | 116480 | 2400–2700 | 6,8 |
- окислительное;
- нормальное;
- восстановительное.
Во втором случае соотношение газов паритетное. Окислительное пламя характеризуется избытком кислорода, а восстановительное – горючего вещества.
- Благодаря малому тепловому воздействию на обрабатываемую заготовку существует возможность нанесения покрытия практически на любой материал: стекло, пластик, фарфор и даже дерево или бумагу. Другие методы модификации поверхности предназначены преимущественно для изделий из металла.
- В процессе обработки заготовка не подвергается тепловой деформации и не меняет своих параметров.
- С помощью установок для газопламенного напыления можно обрабатывать заготовку различными составами. Это позволяет придавать поверхности различные свойства без замены оборудования.
- Неограниченный размер обрабатываемой площади. Другие способы металлизации ограничены различными факторами: для цементации – размером печи, для электролитического осаждения – габаритами емкости с раствором.
- Низкая себестоимость обработки. Лучше всего эффект проявляется при газопламенном напылении больших площадей.
- Большая толщина покрытия позволяет использовать метод для реставрации различных деталей. Припуск под обработку не превышает 0,7 мм.
- Простота рабочего оборудования и его мобильность дает возможность применения газопламенного напыления в труднодоступных местах. Технологическая операция также не отличается особой сложностью.
- Благодаря широкому выбору присадочных материалов можно получить изделие с заданными свойствами, не прибегая к прочим методам модификации поверхности.
Естественно, имеются и недостатки:
- Газопламенное напыление малоэффективно при обработке мелких деталей. Это связано с высоким коэффициентом расхода присадочного материала.
- Тяжелые условия производства. Для предварительной подготовки изделия выполняют пескоструйную обработку, что приводит к повышенному уровню запыленности рабочего участка.
- В процессе напыления мелкие частицы состава остаются в воздухе. По этой причине к производственным помещениям предъявляют повышенные требования по системе вентиляции.
Методы вакуумного напыления
К группе способов вакуумного напыления принадлежат приведенные ниже технологические процессы, а кроме того реактивные виды этих действий. Методы термического напыления:
- Испарение электрическим лучом;
- Испарение лазерным лучом;
- Испарение вакуумной дугой: сырье улетучивается в катодном пятне гальванической дуги;
- Эпитаксия молекулярным лучом.
Ионное рассеивание:
- Исходный сырье распыляется бомбардировкой ионным потоком и действует на подложку;
- Магнетронное рассеивание;
- Напыление с ионным ассистированием;
- Имплантация ионов;
- Фокусируемый ионный узел.
Вакуумно-плазменное напыление
Это физическое оседание паров титана на плоскость продукта. Высокая точность толщины напыления, необыкновенная надежность, средний интервал температур (450-650 оС) обозначает, что данные напыления могут быть использованы в широком диапазоне веществ, превосходя иные процессы в собственной нише. Изделие, на которое наносятся PVD покрытия, вначале вычищаются. Процедура очищения изменяется в зависимости от степени качества плоскости, вещества подложки и геометрии. Изделия загружаются в вакуумную камеру в специализированные устройства, определенные с целью оптимизации перегрузки камеры и обеспеченья однородного напыления. Вакуумная камера откачивается до 10-6 мм рт. ст., для того чтобы изъять все загрязняющие элементы в системе. В камеру напускают инертный газ азот и подают напряжение на подложку, в следствии возникнет тлеющий разряд (плазма). Это очищение изделия в тлеющем разряде для исходной периода осаждения сплава. Высокий ток и невысокое напряжение дуги подается на мишень (твердый материал, применяемый для нанесения).
Ионно-вакуумное напыление
Процессы вакуумного напыления либо осаждения тонких плёнок в вакууме применяются с целью формирования неглубоких пластов толщиной от 0,1 мкм до 200 мкм. Они используются с целью нанесения коррозиеустойчивых, абразивостойких и декоративных пластов на поверхностях, сделанных с разных материалов. Высокая точность по толщине и хим. безупречность тонких плёнок может быть достигнута при выращивании пласта только в вакууме. Атомарная или молекулярная струя осаждаемого элемента приобретают или при нагреве, дальнейшем испарении и конденсации необходимого вещества на плоскости продукта, или при распылении и бомбардировке твёрдой плоскости мишени ионами.






Вакуумное напыление алюминия
Металлизация – это процедура напыления плоскости пластмассы атомами сплава при обстоятельстве высочайшего вакуума. В последствии процесса на плоскости выходит изящная алюминиевая оболочка, что обладает светоотражающим эффектом. Вакуумная металлизация – сверхтехнологическая процедура, что дает возможность извлекать напыления, моделирующее хроматирование, металлообработку, никелировку и прочее.
Вакуумное напыление металлов
Металлы, испаряющиеся при температуре ниже места их плавления, допускается разогревать непосредственным прохождением тока, серебро и золото испаряют в челноках с тантала либо вольфрама. Покрытие должно делаться в камере с давлением менее чем 10-4 мм рт. ст.
Вакуумное ионно-плазменное напыление
Нанесение декоративно-предохранительных покрытий с поддержкой вакуумных ионно-плазменных (вакуумно-дугового и магнетронного) способов напыления обретает обширную популяризацию вследствие природоохранной чистоте изготовления и высочайшему качеству получаемых декоративно-предохранительных плёнок. Условиями, удерживающими последующую популяризацию данных способов представлены: довольно большая цена оснащения, большая необходимая культурность изготовления, жёсткие условия к качеству и чистоте плоскости болванок.
Оборудование для диффузного воздействия
Ионно-плазменное напыление по поверхности металлов проводится с использованием высокотемпературной технической плазмы – совокупности большого количества частиц (квантов света, положительных ионов, нейтральных частиц, электронного газа). Под воздействием высокой температуры за счет электрических разрядов в газах происходит интенсивная термоионизация частиц, которые сложно взаимодействуют друг с другом и окружающей средой. Благодаря этому различают плазму, ионизированную слабо, умеренно и сильно, которая, в свою очередь, бывает низкотемпературной и высокотемпературной.
Создать необходимые условия для протекания процесса плазменной ионизации и обработки металлических покрытий помогает специальное оборудование – плазменные установки. Обычно для работы используется дуговой, импульсный или искровой электрические разряды.
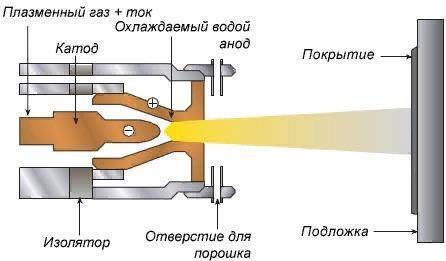
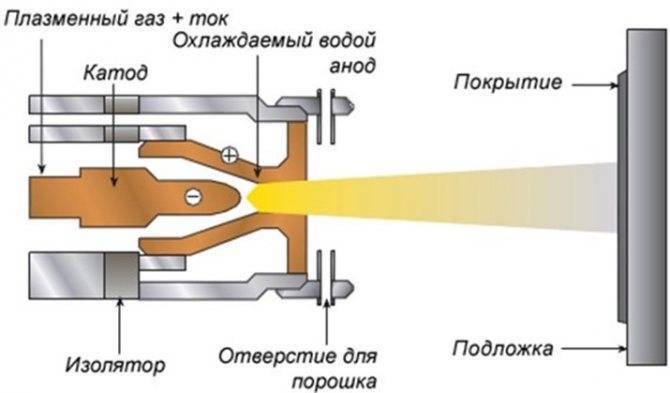
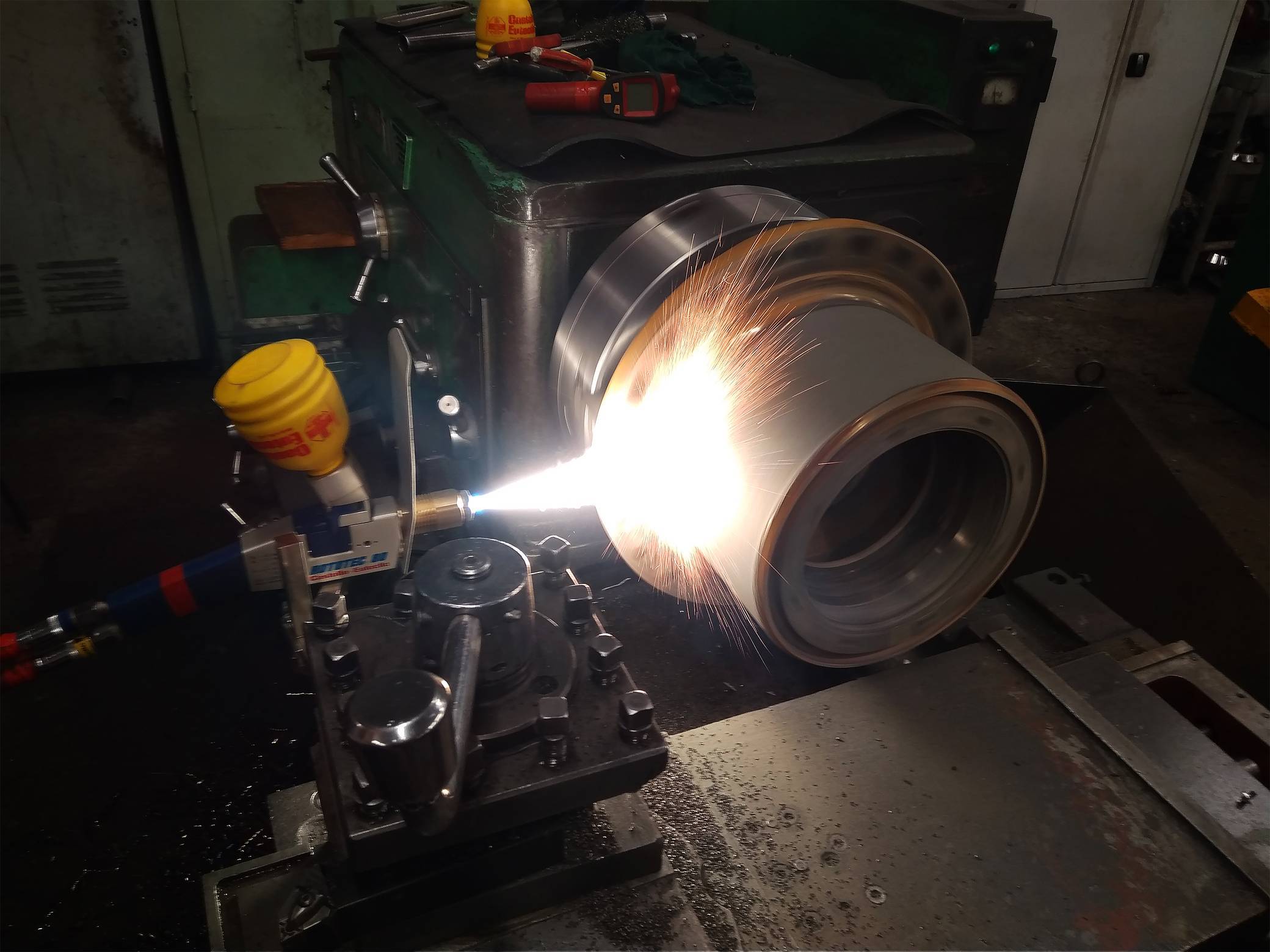
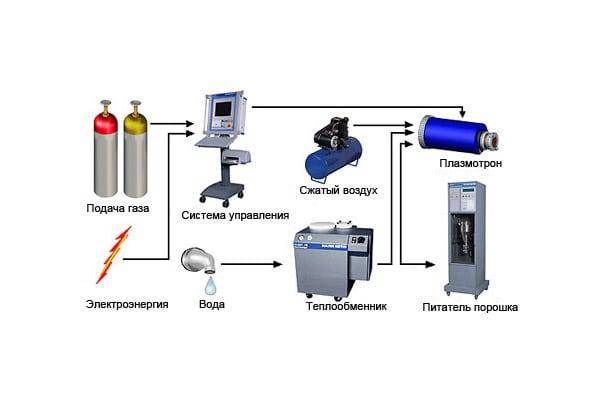 Схема газотермического напыления
Схема газотермического напыления
Для реализации технологического процесса требуются следующие установки:
- Генератор высокочастотного типа (можно использовать сварочный преобразователь) – служит источником разряда.
- Герметизированная камера, в которую помещают детали для нанесения покрытий методом плазменного напыления.
- Газовый резервуар. В его атмосфере выполняется ионизация частиц под действием электрического разряда.
- Установка, создающая давление газа. Можно использовать вакуумную или насосную аппаратуру.
- Система, при помощи которой можно качественно изменять токовые характеристики, давление, напряжение, тем самым увеличивая или уменьшая толщину напыляемых покрытий.
Как происходит плазменное напыление: в герметизированной камере фиксируют обрабатываемую деталь, создают электрический разряд, прокачивают рабочую среду с необходимым давлением и напыляемыми порошковыми элементами. Образуется высокотемпературная плазма, которая переносит частицы порошков вместе с газовыми атомами на поверхность некоторой детали. При проведении диффузной металлизации в вакууме, в атмосфере инертного газа или при пониженном давлении можно увеличить скорость движения частиц и получить боле плотный и высокоадгезивный тип покрытий.

Преимущества вакуумной металлизации
У данной технологии есть довольно большое количество преимуществ:
- Возможность автоматизации процесса. Как ранее было отмечено, устанавливаемое оборудование позволяет максимально автоматизировать рассматриваемый процесс, за счет чего снижается вероятность появления дефектов из-за ошибки человека.
- Получаемая поверхность будет равномерной, что обеспечивает привлекательный вид и высокие эксплуатационные качества детали. Как правило, после металлизации поверхность полимеров напоминает шлифованный металл.
- При соблюдении технологии напыления поверхностный слой может прослужить в течении многих лет. Этап контроля качества позволяет исключить вероятность откалывания поверхностного напыляемого слоя или его быстрое истирание.
- Подобным образом можно придать изделию самые различные качества: коррозионную стойкость, электрическую проводимость, уменьшить степень трения, повысить твердость поверхности. В большинстве случаев вакуумная металлизация применяется для декорирования деталей.
- Основные эксплуатационные качества подложки остаются практически неизменными. Нагрев материала при этапе просушки проходит до температуры, которая не приведет к перестроению его структуры.
- Технология может применяться на финишном этапе изготовления детали. При правильном выполнении всех этапов проводить доработку обрабатываемых деталей не нужно.
Если рассматривать недостатки, то следует отметить сложность процесса перехода напыляемого вещества из одного состояния в другой. Обеспечить требуемые условия можно исключительно при установке специального оборудования. Поэтому своими руками провести вакуумную металлизацию с обеспечением высокого качества поверхности практически не возможно.
В заключение отметим, что даже небольшая толщина металлического слоя на полимерном покрытии способна придать полимерам металлический блеск и электропроводность, защитить структуру от воздействия солнечного света и атмосферного старения. При этом создаваемый слой может иметь толщину всего несколько долей миллиметра, за счет чего вес изделия остается практически неизменным. Кроме этого вакуумная металлизация позволяет получить совершенно уникальный материал, который будет обладать гибкостью и легкостью, а также свойствами, которые присущи металлам.
Вакуумное напыление – принцип работы и технология вакуумного плазменного напыления. Наиболее распространенные методы вакуумного напыления. Ионно вакуумное напыление и принцип его работы. Процесс вакуумного напыления алюминия и его эффективность. Главные особенности вакуумного напыления металла и его отличие от вакуумно ионно плазменного напыления металла. Где можно окупить установку вакуумного напыления по низкой цене
Вакуумное напыление – это процесс, в котором на данном этапе нуждается большая часть современных предприятий. Используется данный метод зачастую на тех производствах, которые занимаются выпуском различной продукции, каким-то образом связанной с дальнейшей эксплуатацией.
Это может быть, как обычное оборудование, так и зубные изделия, которые также нуждаются в процессе вакуумного напыления. Как бы это странно не звучало, но именно медицинская отрасль является одним из тех направлений, где процесс вакуумного напыления используется чаще всего. Использовать в данной отрасли, его можно, как в роли улучшения свойств оборудования для работы, так и в роли покрытия различных материалов, либо же изделий.
Установка вакуумного напыления – это одна из наиболее важных составляющих данного процесса. Мало кто будет спорить с тем, что именно установка вакуумного напыления позволяет производить данный процесс, причем делать это довольно быстро. Принцип работы подобных установок максимально прост. Изначально, внутри подобных систем создается состояние первичного разрежения, которое позволяет превратить кристаллический порошок в специальную смесь, которую можно в дальнейшем наносить на разные покрытия. Далее, внутри установки значительно поднимается уровень давления, что приводи к активному образованию вакуума внутри системы. Далее, вакуум производит процесс, вспрыскивания напыления, которое сразу же оседает на нужном материале, который и будет поддаваться такой обработке.
Еще один очень важный вопрос – это надежность данного процесса. Судя по конструкции и принципу работы подобных установок, не трудно понять, что сделаны, они максимально продумано. Но нельзя исключать и вероятность поломок подобного оборудования. Но даже такая ситуация не окажется столь сложной, ведь подобное оборудование, является вполне ремонтопригодным и довольно легко поддается починке.
Технология процесса напыления
Исходный материал подается в столб плазмы в форме порошка или проволоки. Ионизированные газы высвобождают активные молекулы газов, некоторые из которых (например, водород) дополнительно поднимают температуру внутри плазменного столба, ускоряя процесс превращения молекул исходной заготовки в парообразное состояние. В результате ускоряется оседание движущихся частиц на подложку. Ионизация возможна не только из газа, но и из жидкости, испаряющейся в столбе дуги.
Напыляющие порошки разнообразят состав и свойства покрытий, поскольку в мелкодисперсное состояние может быть переработан широкий спектр металлов.
Сущность
Расплавление высокотемпературным источником энергии распыляемого материала с образованием двухфазного газопорошкового потока, с формированием покрытия, как правило, толщиной 0,1-1 мм и нагреве напыляемой детали не более 150°С.
В зависимости от используемого источника энергии существуют следующие способы напыления:
- газопламенное, с использованием тепла сгорания горючих газов (ацетилена, пропан-бутана и др.) в смеси с кислородом или сжатым воздухом;
- электродуговое, при плавлении двух проволок электрической дугой и распылении сжатым воздухом расплавленного металла;
- детонационное, в котором перенос и нагрев порошкового материала осуществляется ударной волной, образующейся в результате взрыва горючей смеси и выделении при этом теплоты;
- плазменное, где нагрев и разгон наносимого порошкового материала осуществляется плазменной струёй;
- высокоскоростное (HVOF, HVAF), когда порошковый материал подается в камеру сгорания смеси, содержащей кислород и горючие газы (водород, пропан, метан) или горючее (керосин), с последующим его прохождением через расширяющееся сопло Лаваля;
- холодное газодинамическое – нанесение покрытий из пластичных порошковых материалов (в смеси с оксидом алюминия) при их разгоне сверхзвуковыми газовыми струями, нагретыми до температуры 300-1000°С.
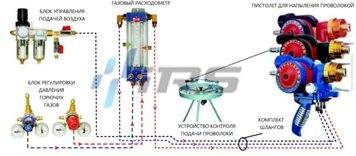
Серия установок для ручного газопламенного напыления проволокой SPRAYJET 87-98
Установки предназначены ручного напыления различных материалов ввиде проволоки. В качестве привода механизма подачи проволоки используется воздушная турбина. Установки данной серии просты в использовании и позволяют получить покрытия высокого качества. Данное оборудование является полным аналогом систем для ручного газопламенного напыления Oerlikon Metco модель 11Е, 12Е и 14Е.



| Краткие технические характеристики |
| Масса пистолет | 2,65 кг |
| Применяемый горючий газ | Пропан/СУГ |
| Применяемый вторичный газ | кислород |
| Диаметр проволоки | 3,7 мм |
| Привод подачи проволоки | воздушный |
| Возможность автоматизации | нет |
Свойства плазменного напыления
Работая с металлоконструкцией, порой надобно дополнить ее дополнительными свойствами, чтоб можно было использовать в любой сфере.
Таким образом поверхность станет еще больше резистентной к влаге, высокой температуре и химии.
Диффузная металлизация обладает многими особенностями, которые делают ее уникальной среди других видов обработки металла.
- В силу воздействия высоких температур (пять-шесть тысяч градусов) в разы ускоряется процедура обработки поверхности. Сам процесс происходит за доли секунд, и получается отличный результат.
- В результате получается комбинированный шар. Наносить можно не только элементы металла, то и газовые частицы из струи плазмы. Таким образом металлическая поверхность покрывается атомами определенных элементов металла.
- Если проводить классическое металлическое напыление, то нанесение происходит неравномерно, весьма долго и с окислительными процессами. А вот с помощью горячей плазмы получается правильная температура и давление, из-за которых формируется высококачественное покрытие.
- Плазменная струя переносит частицы металла и газов со скоростью света, что вы даже ничего не поймете. Так, происходит сварка с порошками, стержнями, прутками и проволоками. После образуется слой в несколько микрон-одного миллиметра на основании конструкции.
Технология процесса напыления
Исходный материал подается в столб плазмы в форме порошка или проволоки. Ионизированные газы высвобождают активные молекулы газов, некоторые из которых (например, водород) дополнительно поднимают температуру внутри плазменного столба, ускоряя процесс превращения молекул исходной заготовки в парообразное состояние. В результате ускоряется оседание движущихся частиц на подложку. Ионизация возможна не только из газа, но и из жидкости, испаряющейся в столбе дуги.
Напыляющие порошки разнообразят состав и свойства покрытий, поскольку в мелкодисперсное состояние может быть переработан широкий спектр металлов.
Оборудование плазменного напыления
Для диффузионной металлизации производят три вида устройств – со сжиганием кислородной смеси, с подачей инертного газа и с термическим разложением жидкости. Толщина покрытия достигает 100…120 мкм.
Установки плазменного напыления, использующие энергию высокоскоростной кислородной плазмы, работают при гиперзвуковых скоростях газа, достигающих 1600…1800 м/с в момент удара струи по подложке. Так производят плазменное напыление износостойкими карбидами металлов, когда не требуется полного расплавления ионизированных частиц.
Оборудование, где поток плазмы формируется в струе инертного газа, используется для производства покрытий, требующих сочетания хорошей износостойкости и ударопрочности. Нагрев приводит к тому, что газ достигает экстремальных температур, диссоциирует и ионизируется.