
Виды флюсов
Основные трудности при выполнении пайки алюминиевых изделий связаны с возникновением на поверхности окисной плёнки. Её можно удалять механическим путём с использованием щётки с железным ворсом или скребка, но она сразу же образуется снова. Поэтому необходим активный флюс для алюминия, способный разрушить плёнку и создать условия для соединения материала изделия с припоем.
Своими руками изготовить флюс трудно. Лучше воспользоваться готовыми. Предварительно следует изучить назначение и характеристики и выбрать подходящий состав. Наиболее употребительные активные флюсы:
- Ф-64. Хорошо разрушает окисную плёнку, годится для работы и с другими материалами: медью, бронзой, оцинкованным железом.
- Ф-34А. Этот состав применяется для пайки тугоплавкими припоями. Температура плавления 420 °C.
- Ф-61. Производится на основе фторборатов, рабочая температура (250—350 °C). Применяется для лужения или низкотемпературной пайки.
- Castolin Alutin 51 L. Жидкий флюс подходит для мягкой пайки. Хорошо работает при соединениях меди и алюминия, рекомендуется для припоев Castolin 1827, Castolin 51, Castolin 157.
Пары флюсов вредны. Чтобы не вдыхать их, при пайке нужно пользоваться респиратором.
Почему возникают проблемы с пайкой?
Этот металл обладает множеством достоинств, в частности, лёгкостью и гибкостью. Кроме того, благодаря образуемой на его поверхности плёнке оксида, металл практически нейтрален и не вступает в реакцию с агрессивными средами или пищевыми продуктами.
Однако именно это свойство металла и является проблемой в тех случаях, когда необходимо произвести соединение нескольких алюминиевых деталей при помощи пайки.
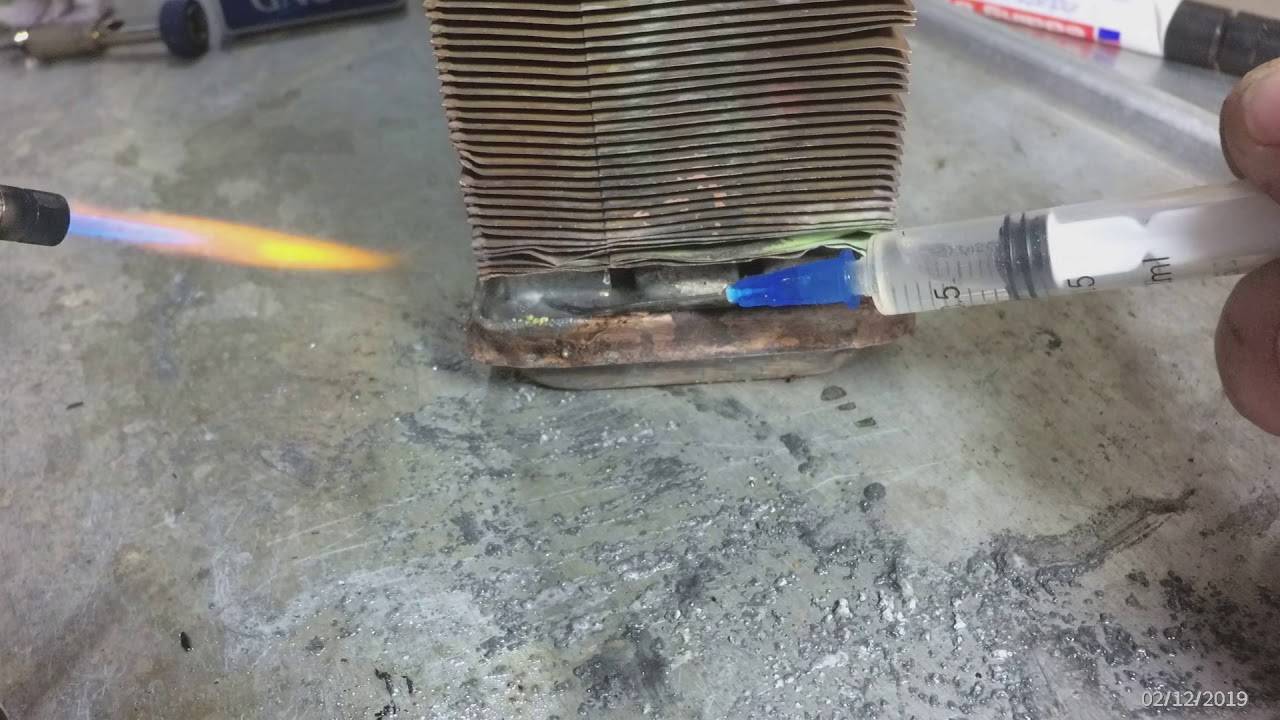
Радиатор из алюминия
Чаще всего алюминий применяется, как материал для изготовления различных радиаторов: систем отопления, охлаждения компонентов электроники, автомобильных жидкостей и пр. Подобное использование обусловлено низкой теплоёмкостью и высокой теплопроводностью металла.
Несмотря на достаточно низкую химическую активность время и температура делают своё дело и в корпусах алюминиевых радиаторов появляются трещины, заделать которые достаточно проблематично.
Микротрещины, возникающие в радиаторах, могут быть даже незаметны человеческому глазу, но из них может уходить достаточно большое количество жидкости, которую придётся регулярно подливать в систему охлаждения.
Микротрещина
Ремонт системы охлаждения – достаточно дорогостоящее мероприятие. Зачастую сервисные центры или автомастерские, особо не напрягаясь, просто меняют радиатор целиком вместо того, чтобы исправить его при помощи запаивания отверстия.
Спайка нескольких элементов
Самостоятельно устранить отверстие можно двумя путями: при помощи пайки или с применением холодной сварки. При этом, в обоих случаях придётся столкнуться с одной серьёзной проблемой.
Алюминий на воздухе сразу же окисляется
При взаимодействии алюминия с воздухом, он сразу же окисляется, а его поверхность покрывается тонкой плёнкой оксида.
Оксид обладает изолирующими свойствами и традиционные материалы, используемые в качестве припоя, не способны не то чтобы соединить две алюминиевые поверхности, но даже просто хорошо «прилипнуть» к поверхности, которую покрывает оксид.
Именно поэтому паять алюминий очень и очень непросто.
Пайка при помощи обычного паяльника не даёт желаемых результатов. Можно даже сказать, что она не даёт никаких результатов, поскольку даже при использовании специальных флюсов для пайки регулярно получается вместо ровного паянного шва неравномерное нагромождение припоя, явно не имеющее хорошего контакта ни с одной из припаиваемых поверхностей.
Изготовление теплицы своими руками из профильной трубы и поликарбоната: полное описание процесса, чертежи с размерами, полив и обогрев (Фото & Видео)
Недостатки
Сварка алюминия в домашних условиях обеспечивает более низкий уровень качества соединения;
Порой сложно подобрать подходящие расходные материалы, особенно, если речь идет о редких случаях использования;
Сложно использовать современные технологии, так как в домашних условиях зачастую нет подходящих вещей, которые применяются на передовых предприятиях;
Сложнее соблюдать технику безопасности, особенно, при работе с газом;
Сварочные электроды могут храниться в недостаточно надежных условиях, из-за чего они могут отсыреть и испортиться;
Отсутствуют точные методы контроля полученного сварного шва, что очень важно перед применением изделия.
Возможные способы сварки алюминия дома
В домашних условиях может осуществляться не только примитивная сварка алюминия при помощи плавкого электрода, но и другие разновидности, в зависимости от оборудования, которое используется. Выделяют следующие способы сварки:
Сварка алюминия электродом в домашних условиях. Это самый простой способ, так как очень схож с обыкновенной сваркой стали, но с учетом всех особенностей поведения расплавленного алюминия. Здесь не нужно особого опыта работы мастера, но требуется учитывать низкую вязкость металла, что усложняет работу новичков и делает шов не таким ровным и монолитным, как при сварке стали.
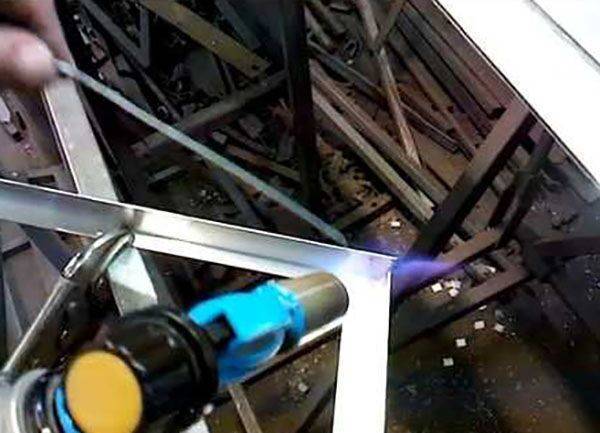
Сварка алюминия в домашних условиях газовой горелкой. Здесь в качестве основной температурной силы, расплавляющей металл, используется газ. Это снижает скорость сварки в три раза и делает процесс более простым. Тут применяется сварочная проволока, на которой нет покрытия, что позволяет избавиться от проблем с просушкой электродов. Газ является более надежной защитой, чем обмазка электродов.
Аргонодуговая сварка. Это один из лучших вариантов, так как само сваривание происходит под воздействием дуги, а в качестве защиты применяется инертный газ аргон. Тут используется неплавкий электрод и присадочная проволока, что обеспечивает высокое качество соединение. Сварка алюминия в домашних условиях таким способов применяется достаточно редко из-за технической сложности данного процесса.
Материалы и инструмент
Сварка деталей из алюминия требует специальной технической подготовки, которая зависит от выбранного способа. Но даже самые простые варианты требуют особой средств, которые помогут сделать все как можно более качественно и надежно. Среди них выделяются такие вещи как:
- Сварочный аппарат, который становится главным источником питания, обеспечивающим подачу тока нужных параметров для конкретного вида сварки;
- Электроды (или присадочная проволока, если используется процесс сваривания при помощи газа) – этот материал должен максимально соответствовать тому, с чем он будет свариваться;
- Газовые баллоны со шлангами, что используется для соединения металла газом, но такой вариант для домашних условий не часто используется;
- Заземление для всех использующихся электрических аппаратов;
- Рабочая одежда и сварочная маска.

Пошаговая инструкция
Когда идет сварка лодки из алюминия, или других важных вещей, то следует правильно соблюдать режимы, чтобы добиться желаемого результата. Стоит выделить следующие шаги:
Подготовка металла. Она может включать в себя разделку кромок, что необходимо при толщине металла от 4 мм, так как алюминий обладает низкой глубиной проварки, поэтому, нужно уменьшить толщину за счет скоса кромок. Также требуется механически зачистить поверхность наждачной бумагой или металлической щеткой, чтобы убрать жиры, масла, различные налеты и пленки;
Затем следует аккуратно распределить флюс (если речь идет о газовой сварке), чтобы улучшить свойства сваривания металла;
После этого требуется подогреть металл (снова при газовой сварке), чтобы избежать температурной деформации и способствовать предварительному расплавлению флюса;

Нагрев алюминия для сварки
Далее можно уже приступать к самому свариванию, разжигая пламя или дугу и образуя валик шва в сварочной ванной идти по всей длине кромок;
Сварка алюминия горелкой в домашних условиях
После окончания работ нужно дать остыть металлу и проверить качество соединения доступными методами.
Когда осуществляется TIG сварка алюминия, то требуется использовать только переменный ток, так как качества соединения с ним становится выше.»
Преимущества

Пайка
- Классическими рабочими инструментами является электрический паяльник и газовая горелка. Наука не стоит на месте, и на отечественном рынке уже давно положительно зарекомендовали себя установки для пайки ультразвуком и электронными волнами. Эти устройства отличаются способностью к выполнению работ на загрязненной поверхности без предварительной подготовки.
Дополнительная информация. С помощью ультразвука паяют особо тонкие листы, толщиной до 0,001 мм.










- Процесс сопровождается низким температурным воздействием на обрабатываемые детали.
- Пайка сохраняет структуру металла, не меняя физические и химические свойства – шов формируется за счет расплавленного присадочного материала.
- С помощью данной технологии можно соединять даже миниатюрные элементы и тонкостенные изделия, не опасаясь поверхностной деформации заготовки.
- Имеется возможность соединения разнородных материалов.
Зачем нужен флюс
Основным препятствием при пайке алюминия является его оксидная плёнка. Утверждение о том, что её можно удалить механическим путём, несостоятельно, поскольку новая плёнка появляется практически мгновенно. Именно поэтому выполнение работы без использования активных флюсов, за редким исключением, невозможно. Задача этих флюсов – разрушение барьера Al2O3, чтобы металл мог беспрепятственно соединиться с материалами, входящими в состав припоя.
При желании можно изготовить флюс для пайки алюминия своими руками. Но дело это – довольно сложное, а потому проще приобрести уже готовый состав. Тем более что промышленность выпускает их в достаточном количестве. Среди флюсов встречаются и широко распространённые, и узкоспециализированные. В аннотации к ним добросовестные производители указывают назначение и особенности предлагаемого товара. Среди наиболее часто встречающихся можно перечислить:
- Ф-64. Он способен разрушать прочную оксидную плёнку значительной толщины, а потому хорошо подходит для пайки даже деталей большой массы. При этом он подходит для работы не только с алюминием, но и с оцинкованным железом, медью, бериллиевой бронзой и т. п.
- Ф-34А. Такой состав успешно используется с тугоплавкими припоями, содержащими значительное количество химических добавок.
- Ф-61. Его можно рекомендовать для низкотемпературной пайки или лужения изделий из алюминиевых сплавов.
- Castolin Alutin 51 L.Этот состав лучше всего оправдывает себя при использовании припоев того же производителя.
Окончательный выбор марки флюса зависит от многих факторов. Прежде чем принимать решение о непригодности состава, стоит убедиться в том, что соблюдены все важные технологические требования.
Аспирин и лимонная кислота
Для изготовления флюса можно использовать любые вещества, обладающие хорошими растворяющими и антиокислительными свойствами.
Это могут быть:
- спирты;
- кислоты;
- растительные и животные масла.
Простейший флюс готовят, растворив таблетку или порошок ацетилсалициловой кислоты в воде. Ацетилсалициловая кислота есть в аптечке почти в каждом доме (это самый обычный дешевый аспирина). Растворять таблетки или порошок необходимо до тех пор, пока не исчезнет осадок.
Применяют также порошок лимонной кислоты (белые гранулы).
Встречаются советы использовать лимонный сок, однако он довольно слаб, поэтому эффект от его использования будет малозаметным.
При пайке аспирином или лимонкой выделяется много газа, поэтому помещение, в котором с ними работают, должно быть оборудовано вытяжкой или хорошо проветриваться.
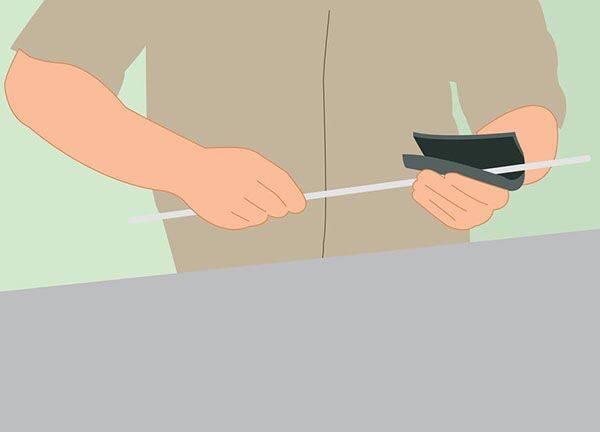
Пруток для пайки алюминия в домашних условиях
Всем привет! Многие знают, что алюминий паяют в основном в аргоновой среде специальным сварочным аппаратом, но есть еще вариант для работы с газовой горелкой, да даже турбозажигалкой в небольших масштабах можно пользоваться.

Вообще это не первое мое знакомство с данной проволокой, но опыт покупок не очень хороший, так что поделюсь не только результатом тестирования, но и проверенными местами для покупки, чтобы не получить образец №2, но начнем по порядку.
Характеристики
B-Zn98Al 381-400 Примерный состав (вес %): 2,4 Al – остальное Zn Температура плавления ºС: 360 Прочность на разрыв (МПа): До 100 (Al) Плотность (г/cм3): 7,0
Распаковка и внешний вид
Последним и самым выгодным приобретением был образец №3 из banggood.
Пришел в небольшом сером пакете
Пруток дополнительно упакован в прозрачный зип-пакет.

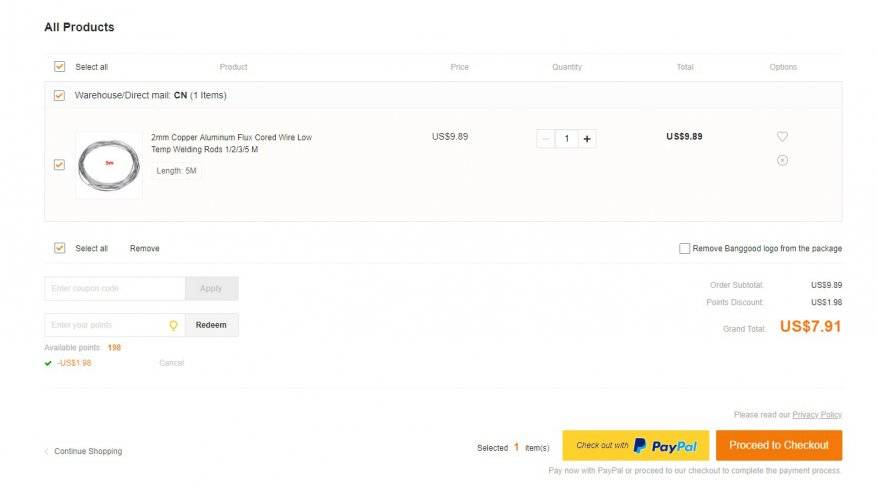
5 метров обошлись мне в $8 с поинтами, то есть $1.6 за метр — перейти в магазин
В центре виден белый порошковый флюс, пруток в меру жесткий, выглядит как алюминий без окисления

Сравнение
Первым был куплен крайний левый образец №1 в али. Он абсолютно идентичен по свойствам с образцом №3, но 3 метра обошлись мне в $12, то есть $4 за метр, что почти втрое дороже. проверить текущую цену
В центре образец №2. Он стоит $5 за 3 метра или $1.7 за метр, как и образец №3

Но как только берешь пакет в руку, понимаешь, что это ПОС с не очень густым флюсом внутри.

Еще два образца по $8 за 3 метра так и не были доставлены, вероятно их даже не отправили.
Тестирование
Алюминий со временем покрывается оксидной пленкой, из-за которой поверхность становится матовой, так вот, перед спаиванием поверхности обязательно нужно зачищать до блеска, иначе припой просто будет шариками скатываться по поверхности независимо от степени ее нагрева. Образец №1
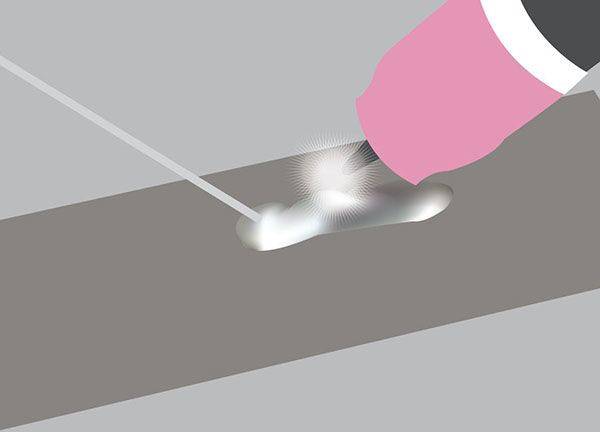
Вообще правильно нагреть деталь до температуры около 400 градусов, а затем просто водить прутком, который будет плавиться и заполнять собой щели, но у меня мало опыта, поэтому чтобы не перегреть поверхность, я периодически вношу пруток в пламя горелки. Если температура низкая, припой скатится по поверхности шариком, если достаточная — залудит ее.
Проверка на излом показывает хороший результат — разрыв происходит не по шву
Образец №2. Плавится очень хорошо, выделяет много дыма, воняет горелым «аспирином». К алюминию липнет, но если перегреть, довольно быстро выгорает.
Работать неудобно из-за вони и необходимости контролировать температуру.
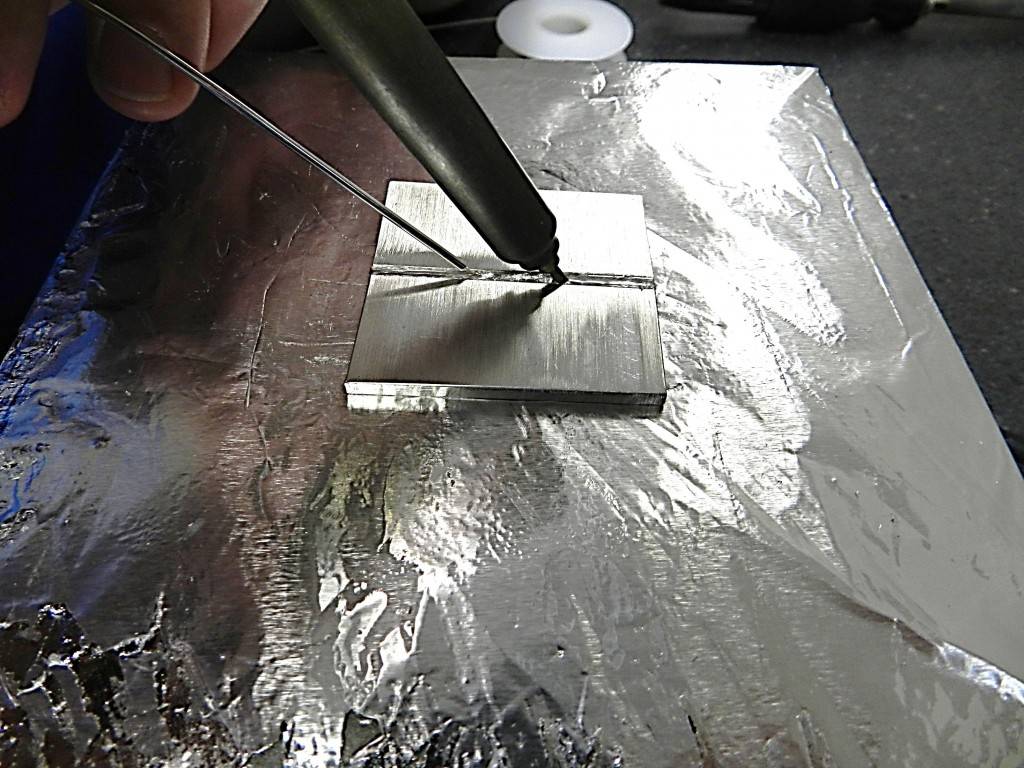
Образец №3. Решил спаять трубки внешними стенками
Пробуем разорвать шов. После того как трубка выскочила из тисков, я зажал ее выше, выведя из фокуса и заметил это только на стадии создания гифок

Но есть фото результата на котором видно, что шов не пострадал.

Ну и напоследок срастим алюминиевую трубку с куском «дюральки»
Тест на разрыв так же прошел успешно

Итоги
Занятная проволока — алюминий паяет отлично, заполняя собой даже мелкие щели, главное чтобы стыки не были загрязнены. К меди тоже липнет хорошо, но опытные люди говорят, что для работы с ней лучше использовать другие сплавы, хотя для экстренного полевого ремонта вполне сгодится и этот пруток.








Температура плавления алюминия около 660ºС, казалось бы, можно использовать прутки и на 450-500 градусов, но можно столкнуться с двумя проблемами: 1. Массивную деталь до 500 градусов нужно еще чем-то прогреть 2. Можно перегреть место пайки и испортить деталь
Самым оптимальным мне показался образец №3. Соответствует заявленным характеристикам и стоит дешевле остальных минимум вдвое. Так же на выбор есть лоты разной длины: 1 метр — $2.89 2 метра — $4.39 3 метра — $6.39 5 метров — $9.89
Порядок работы
Начинать следует с подготовки сопрягаемых поверхностей. Чтобы спаять алюминий в домашних условиях, сопрягаемые детали необходимо отчистить от остатков краски или грязи. Для этого используются металлические щётки, скребки, абразивные круги или наждачная бумага. Окисные плёнки при этом должны становиться тоньше. Обрабатываемые поверхности нужно обезжирить спиртом, ацетоном или бензином. Затем детали устанавливаются в рабочее положение, и начинается прогрев материала.
Для небольших деталей или электротехнических работ можно использовать паяльник мощностью 100 Вт. Жало паяльника желательно залудить. Для больших деталей паяльника недостаточно. Применяется пайка алюминия газовой горелкой или паяльной лампой, которыми прогревают стык деталей. Пламя горелки нужно регулировать так, чтобы не было копоти, которая загрязнит обрабатываемые поверхности.
https://youtube.com/watch?v=Z8gsfb_1eNI
Металл не должен перегреваться. Для проверки можно коснуться куском припоя обрабатываемой поверхности. Если припой стал плавиться, температура достигла необходимых для обработки значений. После проведения подготовки можно приступать к соединению деталей. Порядок действий такой:
- Нанести флюс на обрабатываемые поверхности. Для этого удобно использовать кисточку. Следует избегать попадания припоя на открытые участки тела и слизистую оболочку. В случае попадания немедленно промыть водой.
- Жало паяльника и пруток припоя установить на место стыка. Паяльником распределить припой по месту соединения. Если жало паяльника имеет специальные зазубрины, нужно поскрести им место соединения для удаления оксидной плёнки.
После остывания место соединения следует очистить от остатков флюса. Рекомендуется промывать загрязнённые места последовательно холодной и горячей водой и неконцентрированным раствором каустической соды. Это предохранит соединение от коррозии.
При пайке предметов домашней утвари (посуды, кастрюль, соприкасающихся с продуктами питания) следует очень внимательно выбирать флюсы и припои. Во многих из них содержатся вредные химические вещества.
При соблюдении всех этих условий пайка алюминия может обеспечить прочное и долговечное соединение деталей. Припаять отдельные детали гораздо проще, чем сваривать их.
Originally posted 2018-04-18 12:22:57.
Технология пайки
Сложности, возникающие при пайке элементов из алюминия, обусловлены физическими и химическими характеристиками материала. Основные трудности, возникающие при пайке, вызваны:
- Низкой температурой плавления алюминия и сплавов.
- Быстрым окислением с образованием твёрдой плёнки на поверхности материала.
- Хорошей теплопроводностью, с которой связано быстрое распределение температуры.

Для создания прочного соединения нужно определить, с каким именно материалом придётся иметь дело. Чистый алюминий используется довольно редко, а добавки, применяемые для получения разных сплавов, сильно влияют на характеристики материала, а именно:
- Температура плавления чистого алюминия 660 °C, а для сплавов с большим содержанием магния и кремния температура начала плавления составляет 500 °C.
- Меняются механические свойства. Рост содержания магния существенно увеличивает прочность материала.
- Изменяются коррозионные свойства.
Инструкция по пайке
Процесс пайки алюминиевых деталей не имеет своих отличительных особенностей, он осуществляется также как со сталью или медью.
Алгоритм действий следующий:
- обезжиривается и зачищается место пайки;
- производится фиксация деталей в нужном положении;
- нагревается место соединения;
- прикасаются стержнем припоя (содержащим активный флюс) к месту соединения. Если используется безфлюсовый припой, то для разрушения пленки оксида наносится флюс, после чего трут твердым куском припоя по месту пайки.
Для разрушения пленки оксида алюминия также используется щетка со щетиной из стальной проволоки. При помощи этого простого инструмента производят растирание расплавленного припоя по алюминиевой поверхности.
Пайка алюминия — полная видео инструкция https://www.youtube.com/watch?v=ESFInizLE9U
Что делать при отсутствии нужных материалов?
Когда нет возможности подготовить все необходимые для пайки материалы, можно использовать альтернативный способ, при котором применяется припой на оловянной или оловянно-свинцовой основе. Что касается флюса, то он заменяется канифолью. Чтобы не образовывалась новая пленка оксида алюминия на месте старой, зачистка производится под слоем расплавленной канифоли.
Паяльник, помимо своего прямого назначения, будет использоваться как инструмент, разрушающий оксидную пленку. Для этого на его жало надевается специальный скребок. Увеличить результативность процесса можно, добавив в канифоль металлических опилок.
Процесс производится следующим образом:
- нагретым луженым паяльником расплавляют канифоль в месте пайки;
- когда канифоль полностью покрывает поверхность, начинают тереть об нее жалом паяльника. В результате этого металлические опилки и жало разрушают пленку оксида алюминия. Поскольку слой расплавленной канифоли не позволяет проникать воздуху к алюминиевой поверхности, на ней не образовывается оксидная пленка. По мере того, как производится разрушение пленки, будет происходить лужение детали;
- когда процесс лужения завершен, детали соединяют и прогревают, пока не будет достигнута температура плавления припоя.
Необходимо предупредить, что процесс пайки алюминия без специальных материалов — довольно хлопотный процесс без гарантии успешного завершения. Поэтому лучше не тратить на такую работу свои силы и время, тем более, что качество и надежность такого соединения будут сомнительными.
Гораздо проще купить активный флюс и высокотемпературный припой, при помощи которых пайка алюминия даже в домашних условиях не вызовет затруднений.
Флюсы для пайки алюминия
Флюсы имеют высокую активность, поэтому после пайки их нужно смывать раствором воды с щелочью. Роль щелочи хорошо выполняет пищевая сода. После щелочи место соединения промывается чистой водой. Следует беречь органы дыхания от попадания в них паров флюса. Они способны раздражать слизистые и попадать в кровь. Наиболее распространенные из них требуется рассмотреть каждый в отдельности.
Канифоль
Канифоль — наиболее востребованный из всех флюсов. Он используется при соединении различных металлов. На алюминии работает только при отсутствии воздуха, поэтому применяется редко. Времени при работе с канифолью тратится больше, эффективности меньше. Этот флюс не для профессионалов, выполнять пайку может, но качество соединения не отличается прочностью.
Порошковый флюс
Алюминий паяют газовой горелкой с применением порошковых флюсов. Не рекомендуется к пламени добавлять кислород, он снижает эффективность работы флюса. Наиболее распространенные флюсы:
- Ф-34А;
- бура;
- ацетилсалициловая кислота;
- паяльный жир.
Ф-34А — активный флюс, имеющий в составе 50% хлорида калия, 32% хлорида лития, 10% фторида натрия и 8% хлорида цинка. Состав применяется с припоями, содержащими химические добавки. Он обладает гигроскопичностью и растворяется в воде.
Бура — порошок, плавящийся при 700°С, обладает растворимостью в воде, смывается водным раствором лимонной кислоты. Отличается низкой стоимостью.
Ацетилсалициловая кислота встречается в виде таблеток аспирина. При нагреве паяльником выделяются вредные для здоровья человека пары, обжигающие нос, глаза и органы дыхания.
Паяльный жир состоит из парафина, хлорида аммония и цинка, деионизированной воды. Хорошо паяет предварительно прогретые места, прошедшие процедуру лужения. После спаивания алюминиевых деталей рекомендуется остатки флюса смывать, иначе он вызывает коррозию металла.
Жидкий флюс
Жидкий флюс наносится на место пайки тонким слоем. При работе паяльником быстро испаряется с выделением обжигающих паров. Флюс Ф-64 в своем составе содержит фториды, тетраэтиламмоний, ингибиторы коррозии и дионизированную воду. Хорошо разрушает оксидную пленку и помогает паять заготовки из алюминия больших размеров. Используется при паянии меди, алюминия, оцинкованного железа и других металлов.
Ф-61 состоит из триэтаноламина, фторбората аммония и фторбората цинка. Используется при лужении и пайке сплавов алюминия при температуре до 250°С. Castolin Alutin 51 L состоит из кадмия, свинца и 32%-ного олова. Наиболее эффективно работает при температурах выше 160°С.
Любой из перечисленных флюсов помогает запаять алюминиевую кастрюлю, алюминиевые заготовки разных размеров, соединять методом пайки дюралюминий, дюралевые (дюраль) заготовки.
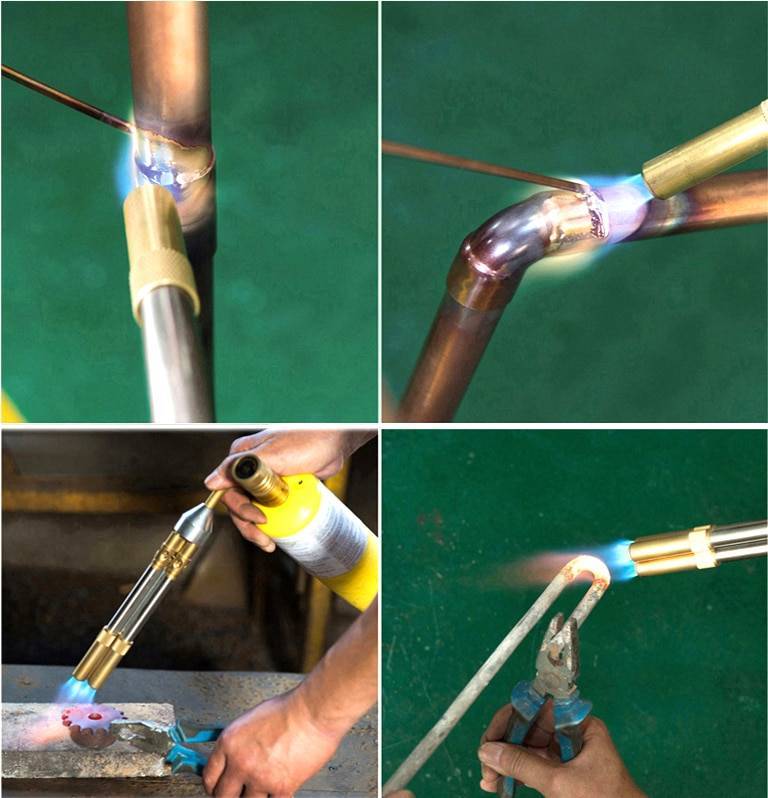
Горелки для пайки алюминия
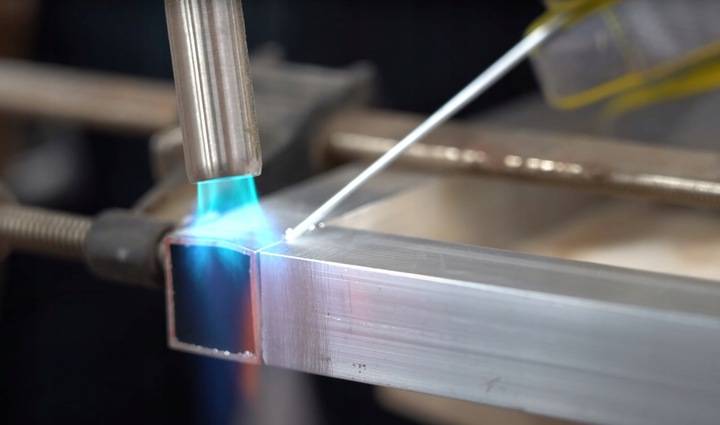
Нужно знать, как паять газовой горелкой. Если площадь деталей большая и не хватает мощности паяльника, используют горелку. Лучше применять газовую, т. к. пайка алюминия газовой горелкой обладает большими возможностями. Горелка быстро разогревает место соединения деталей почти до температуры плавления алюминия. Флюс с припоем наносится на соединение, разравнивается жалом паяльника и отвердевает. Место соединения нужно обязательно промыть от остатков паяльной кислоты или другого флюса.

При работе с использованием горелок нужно соблюдать правила пожарной безопасности. Рядом не должны находиться горючие жидкости и материалы.
Пайка алюминия паяльником и газовой горелкой
Существует распространенное убеждение, согласно которому невозможно паять или лудить алюминий (а также сплавы на его основе) не имея для этого спецоборудования.
В качестве аргумента приводится два фактора:
- при контакте с воздухом на поверхности алюминиевой детали образуется химически стойкая и тугоплавкая оксидная пленка (AL2O3), в результате чего создается препятствие для процесса лужения;
- процесс пайки существенно осложняется тем, что алюминий расплавляется при температуре 660°С (для сплавов это диапазон в пределах от 500 до 640°С). Помимо этого металл теряет прочность, когда в процессе нагрева его температура поднимается до 300°С (у сплавов до 250°С), что может вызвать нарушение устойчивости алюминиевых конструкций.
Учитывая приведенные выше факторы, осуществить пайку алюминия обычными средствами действительно невозможно. Решить проблему поможет применение сильнодействующих флюсов, в сочетании с использованием специальных припоев. Рассмотрим подробно эти материалы.







Сварка алюминия в домашних условиях
Необходимость в создании соединения сложно свариваемых металлов может возникнуть не только на производстве, но и в частной сфере. Сварка алюминия в домашних условиях проводится часто, несмотря на все свои сложности, так как сам металл активно используется в промышленности и многие изделия выполняются именно из него. Таким образом, при ремонте мастерам приходится часто с ним сталкиваться. Главной сложностью этого процесса является то, что дома очень сложно создать все необходимые условия, чтобы процесс происходил также, как и на предприятии. Соответственно, качество соединения может пострадать.
Примитивная сварка алюминия
В основном, здесь используется более простое оборудование, так как сварочный инвертор, который применяется для аргонодуговой сварки, вместе с баллонами самого аргона, будет иметь достаточно высокую стоимость, как для частных лиц. Тем не менее, проблемы свариваемости алюминия никуда не деваются, поэтому, нужно все также бороться с напряжением металл, подбирать средства для разрушения оксидной пленки. Одной из основных проблем становится высокая жидкотекучесть металла в расплавленном состоянии, что усложняет сваривание в различных положениях, особенно, в потолочном.
Соединение проводов
Обычно пайка алюминия применяется в тех случаях, когда соединяемые детали достаточно малы и применение аргоновой сварки невозможно, либо она отсутствует. Один из примеров применения пайки – соединение электрических проводов из разных материалов.
Нередко на практике приходится производить соединение медных и алюминиевых проводов. Выполнять такие соединения скруткой нельзя, так как эта пара металлов образует очаг электрохимической коррозии. В этом случае, отличным вариантом соединения может служить пайка алюминия с медью.
Такую операцию можно выполнить обыкновенным мягким свинцово-оловянным припоем, но при этом следует использовать специальный флюс для пайки алюминия. Процедура должна выполняться в следующей последовательности:
- сначала необходимо зачистить медный провод и залудить его с применением канифоли;
- для лужения алюминиевого провода следует, после механической зачистки от окисной плёнки, покрыть его слоем флюса для пайки алюминия;
- для лучшей механической прочности соединения залуженные провода можно скрутить;
- нагревая паяльником соединение с добавлением флюса добиться расплавления припоя и образования спайки.
Полученное таким образом соединение можно смело заделывать в стену, прослужит оно очень долго.
Подготовка поверхности
Прежде чем начинать лужение, необходимо выполнить следующие действия:
- обезжирить поверхность при помощи ацетона, бензина или любого другого растворителя;
- удалить оксидную пленку с места, где будет производится пайка. Для зачистки используется наждачная бумага, абразивный круг или щетка с щетиной из стальной проволоки. В качестве альтернативы можно применить травление, но эта процедура не так сильно распространена в силу своей специфичности.
Следует учитывать, что полностью оксидную пленку удалить не получится, поскольку на очищенном месте моментально появляется новое образование. Поэтому зачистка производится не с целью полного удаления пленки, а для уменьшения ее толщины, чтобы упростить флюсу задачу.
Нагрев места пайки
Для пайки небольших деталей можно воспользоваться паяльником мощностью не менее 100Вт. Массивные предметы потребуют более мощного нагревательного инструмента.
 Паяльник мощностью 300 Вт
Паяльник мощностью 300 Вт
Наиболее оптимальный вариант для нагрева — использование газовой горелки или паяльной лампы.

При использования горелки в качестве нагревательного инструмента следует учесть следующие нюансы:
- нельзя перегревать основной металл, поскольку он может расплавиться. Поэтому в процессе необходимо регулярно контролировать температуру. Делать это можно, касаясь припоем нагреваемого элемента. Расплавление припоя даст знать, что достигнута необходимая температура;
- не следует использовать кислород для обогащения газовой смеси, поскольку он способствует сильному окислению металлической поверхности.





