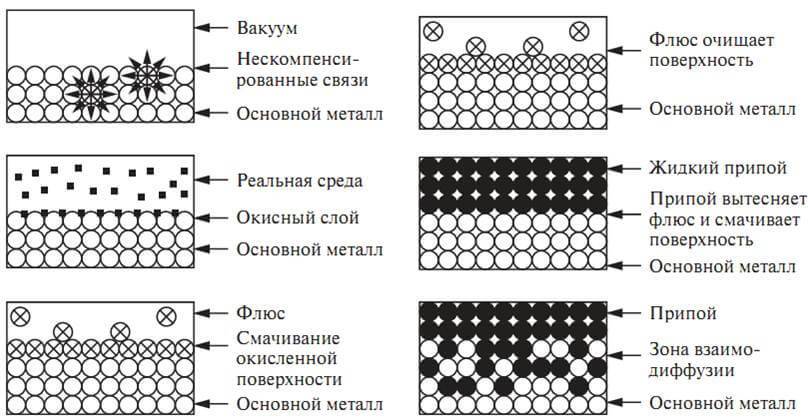
Лужение или обработка флюсом
Выполнение лужения подразумевает покрытие соединяемой поверхности изделий тончайшим слоем припоя. Данная процедура используется на подготовительном процессе, а также промежуточном и завершающем. Использование подготовительной процедуры значительно облегчает финальное соединение элементов, так как уже облуженные детали легко спаиваются.
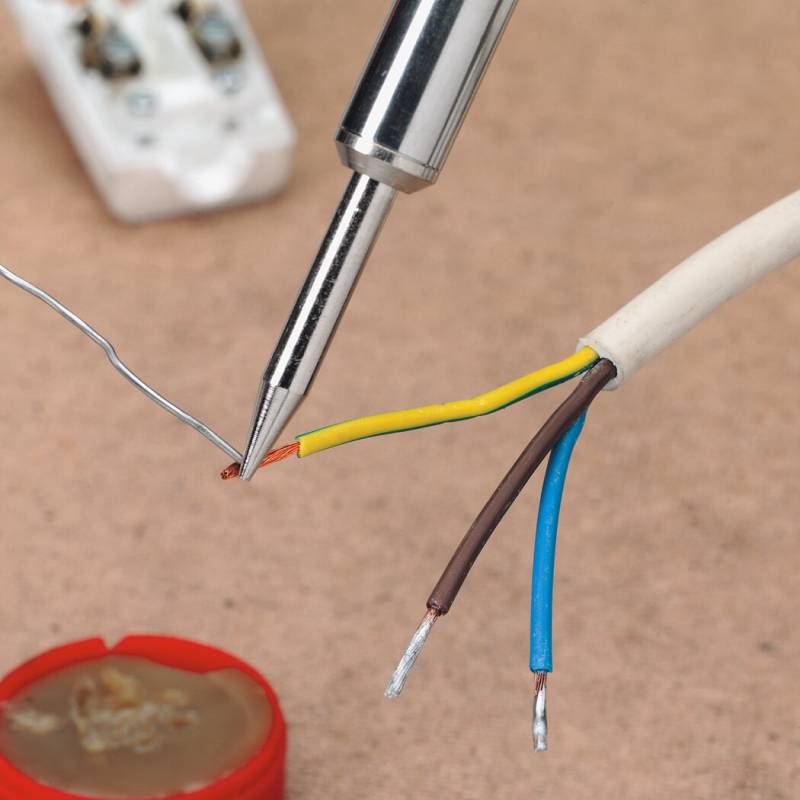
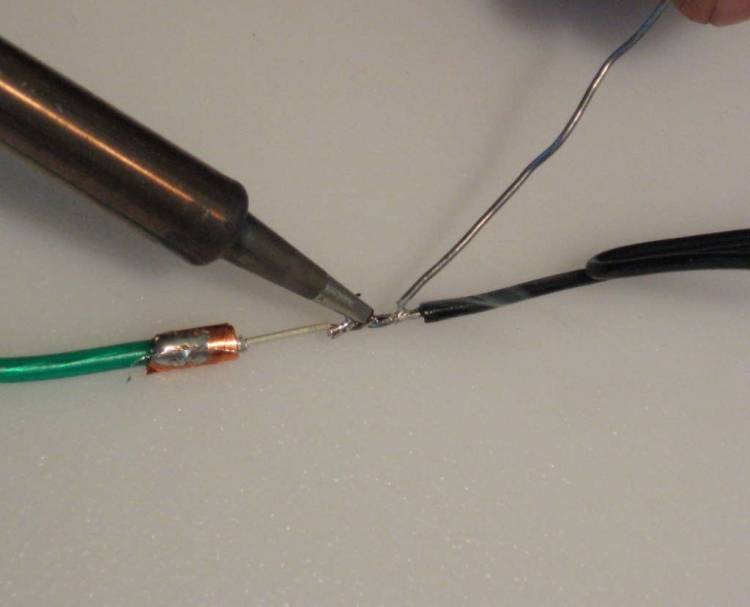
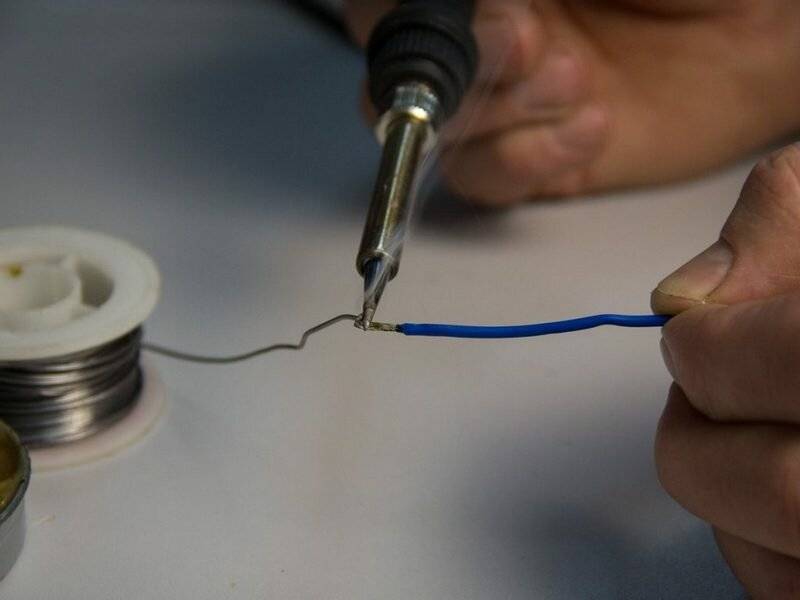
Лужение концов проводов различного диаметра относится к самым распространенным паяльным операциям. На очищенную от изоляции жилу наносится флюс, после чего по ее поверхности проводится жало с припоем. Расплавленный металл легко переходит на жилу и завершается процедура лужения. Для улучшения процедуры рекомендуется проводить механическую зачистку поверхности жил проводов и кабелей. Радиодетали не требуют этой предварительной процедуры и с легкостью припаиваются на платах.
Для различных соединяемых металлов используются свои флюсы. Они предназначены именно для работы с определенными материалами. Флюсы для электрической пайки алюминия подходят и для изделий из стали нержавеющего типа. При этом необходимо обязательно очищать поверхность изделий от их остатков по окончании пайки во избежание коррозии.
Флюсы: основа для пайки в радиоэлектронике
Как правило, в арсенале у радиолюбителя имеется много различных химических веществ, что позволяет создать максимально качественный и надежный припой. Флюсы – это специальная химия, предназначенная для радиомонтажа. Она позволяет удалять оксидные пленки и дает припою равномерно растекаться. Флюсы разделяются на несколько типов: нейтральные, активные и антикоррозийные.
Нейтральные флюсы
Нейтральные – самые ходовые, простые и безопасные флюсы. Они не содержат кислот и других агрессивных элементов, вызывающих коррозию металлов, и, в основном, не требуют смывки. Канифоль – самый дешевый тип флюса – обязана быть у каждого радиолюбителя. Она защищает поверхность от окислов и предотвращает разъедание. Можно сказать, что это универсальный тип флюса.
ЛТИ 120 – жидкий флюс, относится к нейтральным. В нем нет кислот, а значит он не будет разъедать металл. Основой его состава является канифоль, растворенная в спирте. ЛТИ-120 прост в использовании: необходимо всего лишь нанести слой флюса на пропаиваемую поверхность, а потом припаять нужный элемент к плате.
В продаже также можно найти гелевые флюсы, в основе которых есть канифоль. Они очень удобны для пайки, когда нужно нанести только небольшую часть флюса в определенную зону. Обычно нейтральным флюсам не нужна смывка, тем не менее многие радиолюбители предпочитают смывать любой флюс после использования.
Активные флюсы
Активные (их еще называют кислотные) флюсы имеют в составе соляную, фосфорную или лимонную кислоту. После их применения обязательно требуется промывка детали, так как остатки флюсов будут вызывать коррозию и разъедать пайку. Такими флюсами удаляют в основном агрессивные вещества с паяемых деталей.
Самый ходовой флюс такого типа – паяльная кислота. Ею можно паять, например, никелевые сплавы. Ф38Н применяется для пайки стойкой коррозионной стали, различных медных сплавов, бронзы, нихрома и латуни. Остатки Ф38Н легко могут смываться водой.
Другие виды
Также существуют флюсы антикоррозийные, состоящие из фосфорной кислоты. Они не вызывают коррозию черных металлов, а значит нет необходимости удалять остатки флюса после пайки. Для цветных металлов желательна промывка теплой воде. Помимо воды флюсы можно смывать ацетоном, нефразом, этиловым или изопропиловым спиртами. Все эти средства подходят для очистки печатных плат.
Еще есть паяльные пасты, представляющие собой смесь флюса с припоем. Бывает, такую пасту изготавливают самостоятельно. Нужно всего лишь при помощи напильника сделать стружку из припоя и смешать ее с жидкими флюсами. Такую пасту можно наносить на деталь с последующим прогревом паяльника. Ее можно применить при пропайке навесного монтажа или использовать ее в труднодоступном месте на плате.
Таблица припоев для паяльников на микросхемы.
Качественное олово
Без хорошего припоя ничего не отремонтируешь и не запаяешь. А здесь у нас катушка сразу на 500 г — хватит надолго. Состав — 63% олова, 37% свинца. Плюс внутри жилы идет флюс — 1—3 %. Во время пайки ничего не разбрызгивается, исключена коррозия, все на высоком уровне.

Идеально подходит для пайки SMD и BGA компонентов. Диаметр жилы припоя — от 0,5 до 1,0 мм. Так что если у вас заканчиваются запасы олова — самое время их обновить.
Рекомендую почитать:
- Недорогие инструменты из Aliexpress для электронщиков и радиолюбителей;
- Крутые девайсы для тех, кто любит возится с электроникой;
- Меняю термопасту на стареньком ноутбуке.
Расходные материалы
Флюсы — это специальные вещества, противодействующие быстрому окислению подготовленных к пайке металлических частей деталей и проводов. Они обеспечивают сцепливание поверхности и припоя. В качестве флюсов могут использоваться различные вещества:
- Канифоль — входит в состав смол хвойных деревьев. Получают отделением летучих соединений из них;
- Тетраборат натрия;
- Ортофосфорная кислота — применяется в основном для лужения поверхностей плат, не рекомендуется для постоянного использования из-за агрессивности;
- Обычный аспирин (ацетилсалициловая кислота) — один из самых активных кислотных флюсов;
- Глицерин.
 Флюсы на основе канифоли, распространяющиеся как в виде кусков смолы, так и в форме пасты (в продаже называются ЛТИ), не растворяются водой. Их следует удалять с поверхностей деталей после пайки спиртом. В случае с электроникой делать это необязательно, так как канифоль — диэлектрик и не вызывает замыканий. А вот такие флюсы как, например, глицерин, обязательны к удалению, так как их высокая гигроскопичность может ускорить процесс окисления платы. Существуют также специальные пасты, где флюс смешивается с частицами припоя или, наоборот, припой в трубчатом виде (гарпиус), содержащий флюс внутри.
Флюсы на основе канифоли, распространяющиеся как в виде кусков смолы, так и в форме пасты (в продаже называются ЛТИ), не растворяются водой. Их следует удалять с поверхностей деталей после пайки спиртом. В случае с электроникой делать это необязательно, так как канифоль — диэлектрик и не вызывает замыканий. А вот такие флюсы как, например, глицерин, обязательны к удалению, так как их высокая гигроскопичность может ускорить процесс окисления платы. Существуют также специальные пасты, где флюс смешивается с частицами припоя или, наоборот, припой в трубчатом виде (гарпиус), содержащий флюс внутри.
Припой — легкоплавкий сплав, чаще всего олова и свинца, который выступает проводником и соединительным веществом. Раньше даже провода паяли чистым оловом, но его дороговизна заставила искать пути к оптимизации расходов. В электронике припой бывает свинцовым и бессвинцовым. Последние могут содержать такие металлы как медь, цинк, серебро и индий.
Свинцовые различаются по температуре перехода в жидкое состояние и области применения. Так, содержащие около 50% висмута сплавы Розе и Вуда имеют температуру плавления до 100 градусов. Это позволяет их использовать в ремонте техники для смешивания с припоем на платах и более лёгкой и правильной замены компонентов.
Параметры выбора электрических паяльников
Рассмотрим, какие основные характеристики паяльников нужно учитывать при выборе устройства.
Одна из главных задач — правильный выбор мощности паяльника. Здесь нужно понять, какие работы предстоит выполнять при помощи устройства. Как правило, чем мощнее модель, тем она многофункциональней и надежней. Но часто слишком мощные варианты нет смысла покупать для бытовых целей.
Паяльник ПП 220В 80Вт пластиковая ручка ЭПСН
Выбор мощности очень важен. Если долго работать слабым устройством, то обрабатываемые контакты перегреваются. А если использовать чрезмерно мощное устройство, можно сжечь все элементы, едва прикоснувшись к ним. Это может уничтожить ремонтируемый электроприбор.







Оптимальный показатель мощности домашнего паяльника составляет 25-40 Вт. Для простых микросхем подойдет устройство мощностью до 10 Вт. Модели свыше 60 Вт и до 100 Вт применяются при пайке проводов. А очень мощные паяльники с мощностью более 100 Вт используются только для специфических работ типа пайки радиаторов.
Еще одна важная характеристика — напряжение. Те устройства, что работают от сети, обычно питаются от 220 Вольт. Также встречаются модели, работающие при напряжении 6, 12, 36 Вольт. Оптимальное решение для дома — модель на 220 Вольт.
Размер имеет значение. Обычно он зависит от мощности — чем мощнее прибор, тем он крупнее. Все небольшие паяльники не могут похвастаться большой мощностью.
Затем нужно оценить и форму жала. Ее требуется также выбирать, исходя из выполняемых работ — для каждого варианта используется своя форма жала. Оно может быть клиновидным, стержневым, конусообразным, игольчатым.
Формы жала паяльников
Что касается материала жала, то это тоже один из важнейших показателей. Самые распространенные — медные варианты. Также есть керамические и медные с покрытием. О них мы говорили выше и тут не будем останавливаться подробно. Выбирайте материал жала в зависимости от своего бюджета, выполняемых работ и личных предпочтений.
Если говорить о рукоятке, то лучше всего купить паяльник с деревянной ручкой. Дерево имеет невысокую теплопроводность и стоит относительно недорого. Также можно остановиться на паяльнике с ручкой из эбонита. Наиболее распространенные варианты имеют рукоять из пластика
Здесь важно выбрать термостойкий вариант, который не сильно нагревается во время работы устройства. Также желательно, чтобы пластик имел и резиновые накладки — тогда паяльник будет удобнее держать, и он вряд ли неожиданно выскользнет из рук
А значит, риск травматизма снижается.
Паяльник с пластиковой ручкой, но резиновыми накладками
Если вам важны какие-то дополнительные функции и возможности, то уточните, есть ли они у выбранной модели. Это могут быть регулятор мощности, температуры, наличие возможности смены жала и так далее. Здесь же можно оценить и комплектацию изделия: наличие подставки, защитного колпачка, сменных жал и т.д.
Что касается сетевого шнура, то он должен быть гибким, мягким и длинным, иначе работать паяльником будет сложно. Также желательно, чтобы кабель имел заземление и двойную изоляцию для обеспечения высокого уровня защиты от удара током.
Чем длиннее шнур, тем меньше вы зависите от близости розетки к рабочему месту
Лучшие производители электрических паяльников — какую фирму выбрать
Несколько слов и о производителях. Чем известнее бренд, тем лучше. Тогда больше шансов купить именно надежную модель, которая долго прослужит. Хотя, впрочем, и недорогие паяльники от малоизвестных брендов тоже могут оказаться не самыми плохими.
Долговечность и надежность паяльника во многом будет зависеть от того, кто его сделал
Среди самых популярных производителей выделяют следующих:
- Kolner — российский бренд, который производит различные электроинструменты. Но сборка и производство устройств ведутся в Китае — это позволило удешевить готовую продукцию.
- Wert выпускает надежные и компактные изделия. Как правило, все выпускаемые модели рекомендованы для использования в бытовых условиях.
- Proconnect выпускает инструменты и кабели. Продукция адаптирована к условиям России.
- Rexant — бренд с многолетней историей, которому можно доверять. Помимо электроинструмента выпускает и кабели.
- Dremel — одна из старейших компаний. Выпускает различные электроинструменты. Бренд известен во многих странах.
- Topex — компания из Польши. Выпускает различные электроинструменты.
Другие виды пайки
Сухая пайка паяльным карандашом, применяется в тех случаях, когда растекание припоя из рабочей зоны нежелательно — при изготовлении украшений и предметов художественного творчества. Жало берут бронзовое и лужению его не подвергают.
Скрученные жилы большого сечения пропаивают погружением в чашку, заполненную расплавившимся припоем, или футорку. Футорка имеет электроподогрев, на поверхности находится слой кипящего флюса, через который проходят концы жил при окунании.
Для медных изделий большой массы, таких, как трубы, применяют пайку в пламени горелки. Высокая температура факела удаляет окисный слой.
Пайка горелкой
Вначале проводят лужение тугоплавким припоем, после чего детали можно спаивать низкотемпературными составами.
Как пользоваться паяльником?
С поверхностей деталей удаляются посторонние вещества посредством зачистки наждачной бумагой и обезжиривания ацетоном или бензином.
Жало очищается от окислов и гари напильником, бруском или наждачной бумагой.
Паяльник нагревается, его конец покрывается канифолью, а затем залуживается. Для этого припой на жале растирается деревянным бруском. Вся рабочая поверхность должна приобрести характерный серебристый цвет.
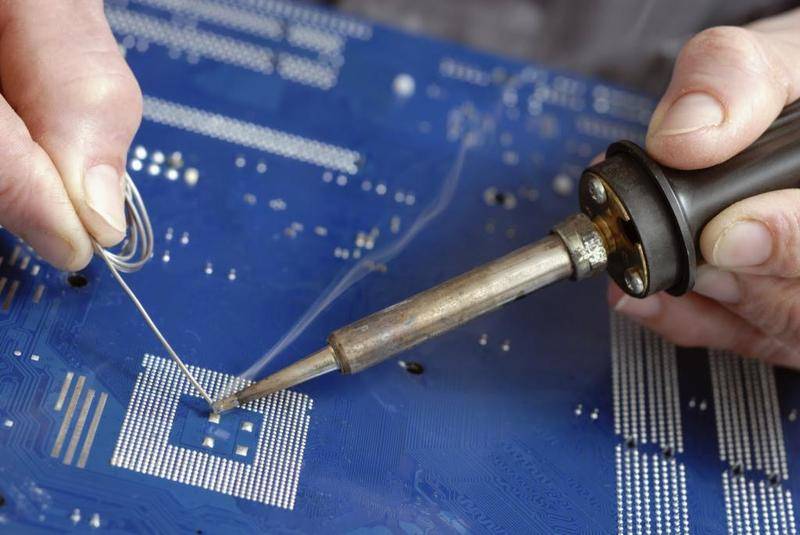
Нагревается припой. Его небольшая часть в виде капли наносится на место соединения и разравнивается. Если это необходимо, он добавляется до нужного количества, пока не закроет место контакта. Участок соединения прогревается. Как правильно паять провода? Соприкосновение жала с проводником должно быть по максимально большой площади, а не кончиком, как это делают неопытные монтажники. При этом канифоль должна еще оставаться на капле припоя, чтобы не началось его окисление. Процесс пайки производится в один прием. Если несколько раз отводить и снова прижимать жало к детали, припой станет серым из-за окисления, поскольку канифоль испаряется раньше. В процессе остывания детали должны быть неподвижными. При смещении проводов, когда припой еще не застыл, в нем образуются микротрещины, ухудшающие прочность соединения и создающие дополнительное электрическое сопротивление.
Остатки канифоли удаляются кисточкой, смоченной спиртом.
Технологические рекомендации
Необходимо соблюдать технику пайки паяльником. Перед спаиванием проводов их нужно предварительно зачистить от изоляции. После этого производится осмотр зачищенной поверхности. В зависимости от марки провода на ней также может присутствовать лак. Если изоляция снималась с проводов задолго до спаивания, может образоваться окисел. Существуют два способа снятия окисленных плёнок и лака:







- Механический, с использованием мелкозернистой наждачной бумаги. Такой способ применим для одножильных проводов большого диаметра. Многожильные, тонкие провода не рекомендуется зачищать таким образом, так как можно их оборвать.
- Химический способ используется для тонких многожильных проводов, но является более вредным для монтажника, так как токсичные растворители при вдыхании с воздухом попадают в легкие. Лаковое покрытие можно снять без предварительной зачистки с помощью ацетилсалициловой кислоты (аспирина). На таблетку укладывают провод и тщательно прогревают его паяльником. Температура и кислота снимают лак с поверхности провода.
При работе с эмалированными проводами можно применять специальный флюс, который разрушает покрытие и создаёт плёнку, защищающую от контакта с воздухом. Такой флюс называют активным. После окончания паяльных работ его необходимо удалить при помощи влажной ветоши или губки.
Если нужно припаять провод к металлической площадке (например, заземление), его необходимо предварительно залудить. Поверхность, к которой он будет припаян, нужно зачистить до появления блеска и обезжирить. Следом за этим наносится флюс, и укладываются кусочки припоя. Место тщательно прогревается, после чего к нему прикладывается провод.
Чтобы качественно припаять провод к нужному месту, необходимо соблюдать технологию пайки. Для этого используется припой ПОС-60 в комплексе с канифолью или специальными флюсами, так как они придают ему текучесть и пластичность при пайке, а также защищают поверхность от взаимодействия с кислородом.
Спаивать провода нужно хорошо прогретым паяльником, чтобы его температуры хватало для плавления припоя. Зачищенный провод опускается в расплавленную паяльником канифоль. Предварительно набрав припоя, необходимо несколько раз провести жалом по оголённому проводу, после чего уже залуженный проводник можно запаять в необходимом месте. Для удобства работы можно использовать приспособление «третья рука». С его помощью фиксируется проводник, к которому будет припаян провод.
Основные ошибки при работе с паяльником
Процесс пайки только непосвященным кажется весьма простейшим делом. Однако для него необходимы некоторые познания и определенные навыки, зависящие от опыта. Научиться правильно паять с канифолью, припоем и кислотой совсем несложно. Для этого требуется ознакомиться с технологией, основными принципами выполнения работ, стараться избегать главных ошибок. Перед тем как научиться паять паяльником, следует внимательно изучить основные приемы работы, а также некоторые нюансы. Сноровка приходит постепенно, как и качество выполняемых соединений. К типичным ошибкам, совершаемым новичками при пользовании паяльником, относятся:
- непропай;
- перегрев;
- скатывание припоя;
- химическое разрушение.
Непропай
Плохая пропайка грозит выходом из строя электрических деталей и получается по нескольким причинам. Это происходит из-за плохо нагретого жала паяльника, использования тугоплавкого сплава, перемещения контактов во время застывания массы, а также чересчур холодной поверхности спайки.
Перегрев
Данный процесс происходит при применении электропаяльника большей мощности, чем необходимо, а также высокой температуры его жала для определенного вида паяльных работ. Помимо этого, перегрев возникает при долгом воздействии нагретого паяльника на рабочую область, использования тугоплавкого припоя для соединения элементов с низкотемпературной устойчивостью. Это приводит к термическому разрушению соединительных проводов, деталей, изменению их характеристик.
Скатывание припоя
Процесс скатывания получается из-за плохой очистки соединяемых элементов. Имеющийся на них окислительный слой не позволяет сплаву хорошо растечься и попасть в маленькие щели. Кроме того, это происходит при плохой обработке соединений флюсом, а также несоответствия его марки спаиваемому металлу. Скатывание приводит к плохому контакту, возможному механическому повреждению при малейшем внешнем воздействии.
Химическое разрушение
Происходит химическое разрушение при неправильном выборе флюса, который не соответствует типу соединяемых электрической пайкой элементов. Кроме того, оно может возникнуть, если не выполнить промывку мест соединений по окончании рабочего процесса. Это грозит коррозией, а также разрушением металлического проводника.
Данная информация позволит понять, как научиться правильно паять электрические соединения для обеспечения надежного контакта.
Меры безопасности при пайке
Паять правильно- это значит, в том числе, и паять безопасно.
Два основных фактора опасности при паяльных работах — это высокая температура и вредные для здоровья газы, выделяющиеся при плавлении паяльной прволокия и кипении флюса.
Исходя из этого, меры безопасности должны быть следующими:
- Перед началом работы следует осмотреть оборудование на предмет отсутствия механических повреждений, целостности кабеля питания и вилки, надежности крепления жала.
- Рабочее место должно хорошо вентилироваться, лучше всего — быть оборудованным вытяжной вентиляцией.
- Рабочее место недопустимо захламлять, в рабочей зоне должны быть только те предметы, которые будут паяться прямо сейчас.
- Каждый раз, выпуская электропаяльник из рук, кладите его на специальную массивную подставку, исключающую опрокидывание.
- Следует остерегаться брызг припоя и флюса, для чего надо обязательно использовать защитные очки или прозрачный щиток.
- Для фиксации деталей следует применять только инвентарные приспособления: пинцеты, зажимы, устройство «третья рука».
В случае, если брызги попали на кожу, необходимо промыть пораженное место струей холодной чистой воды и нанести антисептическую заживляющую мазь. При попадании брызг в глаза или на другие слизистые оболочки, а также в случае сильных ожогов следует немедленно обратиться к врачу.
При работе следует соблюдать и общие меры электробезопасности, а при использовании газовой паяльной горелки — дополнительные меры пожарной безопасности.
Добротная паяльная паста
Для пайки BGA микросхем удобно использовать специальную пасту, содержащую припой вместе с флюсом. Вот эта паста поставляется в тюбиках по 10 см3. Довольно удобная упаковка, в тюбике. Пасту легко нанести на плату. Делать это нужно аккуратно, слишком много наносить не следует.

Припой состоит из 63% олова и 37% свинца. Плавится при 183 °C. Если паять термофеном без подогрева платы, то выставлять нужно примерно 300—350 °C. Точнее не скажешь, это зависит от конкретного фена или паяльной станции. Паста хорошо подходит и для работы с профессиональными ИК-станциями.

Рассчитана прежде всего на BGA, но с ней можно паять и SMD. В общем — нужная в хозяйстве вещь. А если вы постоянно ремонтируете мобильные телефоны, так и просто необходимая.
Пайка оцинкованного железа
При производстве оцинкованных изделий из углеродистой стали их часто покрывают цинком с помощью метода горячего погружения. Чтобы получить блестящую поверхность стали, в ванну добавляются свинец, олово и алюминий в количестве 1%. Листы из стали также покрываются цинком при помощи гальванического способа.
Оцинкованное железо трудно поддаётся пайке, поэтому  необходимо иметь специальные активные флюсы, состоящие из концентрированной соляной кислоты и раствора цинкоаммониевого хлорида, а также флюсы на основе хлористого цинка и аммония с добавкой хлористого олова. Оловянно-свинцовые припои в сочетании с флюсами имеют хорошую текучесть и обеспечивают высокопрочные соединения.
необходимо иметь специальные активные флюсы, состоящие из концентрированной соляной кислоты и раствора цинкоаммониевого хлорида, а также флюсы на основе хлористого цинка и аммония с добавкой хлористого олова. Оловянно-свинцовые припои в сочетании с флюсами имеют хорошую текучесть и обеспечивают высокопрочные соединения.
Предварительно на спаиваемую поверхность наносится флюс, после чего соблюдается выдержка. Это нужно для того, чтобы прошла реакция. Для пайки необходимо иметь большой паяльник с высокой рабочей температурой. Перед тем как спаять проводники, нужно предварительно растереть поверхность соединения, а после спаивания следует удалить остатки флюса.
Выбор паяльников для радиодеталей
Перед приобретением подходящего для большинства случаев паяльника для радиодеталей необходимо ознакомиться с известными видами этих нагревательных устройств и основными правилами выбора их по мощности.
По показателю мощности
Пайка радиодеталей – это технологический процесс, при котором могут применяться типовые электрические паяльники, работающие от электросети 220 Вольт. Они же используются при необходимости соединения не слишком толстых медных оголённых проводников. Основной рабочий параметр, в соответствие с которым осуществляется выбор паяльников для радиодеталей – это их мощность, значения которой могут находиться в диапазоне от 24-х до 500 Ватт.





Для пайки микросхем и других миниатюрных деталей из радиоконструктора рекомендуется ограничиваться минимальной мощностью сетевого паяльника в пределах до 24 Ватт.
Другим важным параметром, на который следует ориентироваться при выборе устройства, подключаемого через понижающий трансформатор – это напряжение во вторичной обмотке, являющееся для него питающим.
В соответствие с этим показателем все известные виды паяльных устройств подразделяются на следующие группы:
- USB-паяльники, рассчитанные на напряжение 5 Вольт (8 Ватт) и применяемые для пайки мелких радиоэлементов, микропроцессоров и им подобных чипов;
- миниатюрные изделия, питающиеся от вторичной обмотки с напряжениями 12, 24 и 36 Вольт. Эти паяльные приспособления предназначаются для работы с радиодеталями в опасных и особо опасных условиях, где напряжение 220 Вольт недопустимо по технике безопасности;
- типовые паяльники на 220 Вольт, входящие в состав станций и подключаемые через трансформатор с целью обеспечения электрической развязки.
Различие этих изделий по питающему напряжению, в конечном счёте, сводится к подбору той же мощности, достаточной для производства паяльных работ определённой категории. Так для пайки компонентов типа BGA и SMD следует выбрать либо USB-паяльники, либо образцы изделий, питающиеся от трансформатора 12 Вольт. К этому перечню следует отнести термофены для пайки радиодеталей, специально рассчитанные по мощности и не причиняющие самим радиодеталям никакого вреда.
В случае пайки электронных плат применяют инфракрасные паяльные станции и специальные паяльные столы с подогревом.
По типу нагревательного элемента
В соответствии с ГОСТ все известные типы паяльных устройств по используемому в них способу нагрева рабочего жала разделяют на следующие
- спиральные (нагрев в них осуществляется посредством провода из нихрома);
- керамические паяльники с нагреваемым поверхностным слоем (без проволоки);
- паяльные устройства, работающие по принципу импульсного нагрева;
- образцы паяльников, оснащённые специальным индуктором.
Спиралевидные системы относятся к наиболее распространенному виду электрических нагревателей; они обеспечивают оптимальное соотношение по показателям цена и качество. При этом они не лишены одного очень существенного недостатка, состоящего в низкой скорости нагрева ножек радиодеталей.
В отличие от них керамические изделия отличаются сравнительно большей стоимостью и достаточно хрупки, но при этом они обеспечивают довольно быстрый нагрев тонкого медного стержня, и отлично подходят для пайки многих видов радиодеталей.
Импульсный же способ питания нагревательного элемента при относительной его дороговизне представляет собой оптимальное решение при необходимости выбора подходящего варианта. Этот метод включения обеспечивает быстрый выход паяльника в рабочий режим и хорошую защищённость его от любых механических воздействий.
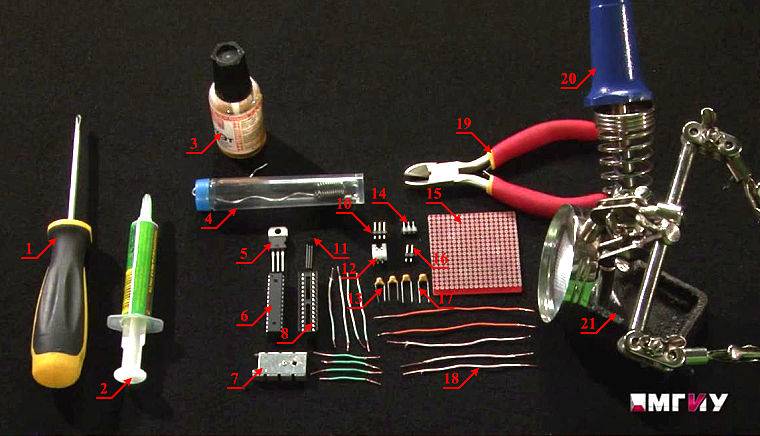
Инструменты и приспособления
Без вспомогательных приспособлений трудно рассчитывать на хороший результат. Начинающим специалистам необходимо заранее позаботиться о подготовке набора инструментов для пайки, перечень которых зависит от типа работ и характеристик базовой поверхности:
- Пинцет. Удерживает детали в нужно положении. В некоторых случаях может служить средством для отвода тепла от зоны соединения.
- Надфиль. Плоский нужен для очистки стержня паяльника. Круглый удобен для зачистки отверстий перед пайкой.
- Кусачки. Для удаления изоляции с обычных проводов. Для удаления оплетки с оптоволокна необходим специальный стриппер.
- Отвертки. Пригодятся при демонтаже дефектной платы со штатного устройства. Также с их помощью можно разобрать и провести ревизию паяльника.