Назначение и характеристики инструмента
Начнем в
первую очередь с того, где используется молоток. Из названия становится,
очевидно, что инструмент используется при сварочных работах, но где именно, и
когда? – Так, молоток сварщика используется для удаления шлака с поверхности
сварочного шва. То есть, после выполнения сварочного шва, сварщику, для того
чтобы удалить шлак, образовавшийся на поверхности, и проверить качество
проделанной работы, берет в руку молоток, и несильными ударами снимает шлак с
поверхности шва. Далее, шов проверяется на качество, и сварщик переходит к
выполнению следующего сварного соединения.
То есть, по
сути, молоток сварщика – шлакоотбойный инструмент, с помощью которого удаляются
окалины во время сварочных работ. Также, с помощью этого инструмента можно
удалять брызги, который также активно образуются во время сварки штучными
электродами. Конструкция молотка очень проста и эффективна – так, инструмент
имеет боёк, с одной стороны которого расположено зубило, с другой же стороны –
острое жало. С помощью этого жала удаляются остатки шлака в корне сварного шва.

К слову,
молоток сварщика может иметь и другую конструкцию. Более того, в современных
инверторных сварочных аппаратах, в комплекте поставки очень часто прилагается и
молоток сварщика. Как правило, такой молоток имеет еще более простую конструкцию
и малый вес, но даже такого молотка, порой, вполне предостаточно во время
сварки. Особенностью данного инструмента, является как раз таки низкий вес –
молоток сварщика просто не может быть тяжелым, в этом нет необходимости.
Поэтому, как правило, инструмент имеет вес около 300-350 г, и этого хватает «за
глаза».
Рукоять
инструмента, также как и у любого другого молотка, может быть изготовлена либо
из дерева – деревянная ручка очень проста, дешева и удобна в эксплуатации. Или
же, она может быть цельнометаллической – это обеспечивает повышенную прочность,
но во время работы с удалением окалин и шлака, как правило, это свойство далеко
не главное. Боек изготовлен из качественной инструментальной стали, которая
подвергается термической закалке.
Сварка инвертором для начинающих: как варить без шлаковых включений?
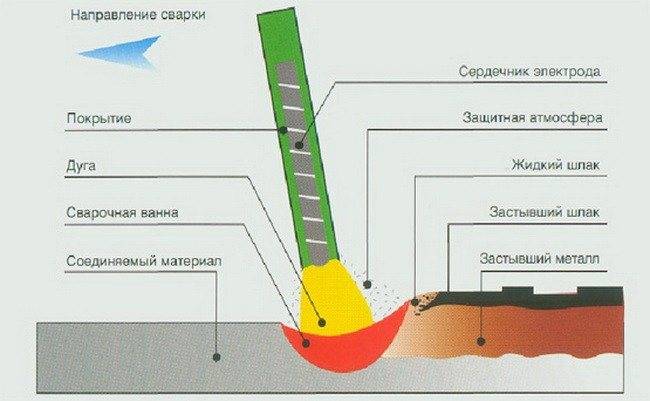
Почему появляются шлаковые включения? Такие проблемы возникают обычно при сварке инвертором у начинающих. Когда сварщик варит, например, в направлении, как это можно видеть на фото, шлак может пойти вперед дуги, вперед сварочной ванны и подтечь под нее, оставаясь внутри шва из-за того, что не успел всплыть наружу.
В основном эта проблема присуща сварке в нижнем положении. Но особенно ситуация усугубляется, если деталь идет на спуск. В таком случае шлак гораздо быстрее стекает вперед, чем сварочная ванна. Также включения шлака могут возникать, если подобран слишком малый ток для данной толщины или по причине подбора слишком больших зазоров. При сварке по вертикали обычно включений не бывает – шлак стекает вниз, а шов остается сверху. В таком случае не существует проблем даже при сварке на малых токах. То же при работе в горизонтальном положении.
Проблемы с шлаком встречаются чаще всего при сварке в нижнем положении и при прохождении потолка.
Если случаются просадки в электросетке и варить можно только на малом токе, не желательно «жужжать» в нижнем положении, а необходимо деталь или заготовку поставить под уклон и варить снизу –вверх. Если тока совсем мало, нужно деталь поставить вертикально. Шлак будет стекать вниз, а шов нормально ложиться.
Если с электросетью в вашей мастерской все в порядке и тока хватает шлаковые включения все-равно возникают. Обычно это происходит при сварке на постоянке из-за воздействия на ферросплавы обмазки магнитного дутья. Когда горит электрод дуга начинает клониться в направлении массивной детали. Дуга может гореть в сторону или по кругу. Часто это явление ярко проявляется в угловых швах и на второй половине электрода. Вот в таких случаях и проявляются шлаковые включения в шве.
Как избавиться?
Если вы увидели, что шлак «обгоняет» сварочную ванну, можно сделать небольшой пробег вперед электродом по прямой линии, чтобы его встряхнуть. Если это не помогло, можно применить другой способ, который заключается в увеличении дуги, за счет чего шлак обратно сдувает по направлению к жидкой ванне. Также можно пытаться «загнать шлак обратно» меняя угол наклона детали (если позволяют ее габариты) в соответствующем направлении.
Популярные производители
ESAB — шведский производитель, предлагающий полный спектр продукции для сварщиков, в том числе и модели молотков. Инструменты позволяют выполнять работы качественно и надежно.
Торгово-производственная компания Foxweld предоставляет оборудование, инструменты, расходные материалы. Качественная продукция предназначена для осуществления бытовых и профессиональных работ.
Барс — известная торговая марка, под который производится и поставляется большой ассортимент разнообразной продукции для сварочной индустрии. Ручной инструмент обеспечивает комфорт и удобство работ.
Основные причины появления шлаковых включений.
- Быстрое застывание металла небольших объемов, в результате чего шлак не успевает выйти за границы сварочной ванны.
- Применение электродов и флюса большого удельного веса и/или из тугоплавких материалов.
- Малые показатели раскисления металла. Раскисление подразумевает процесс исключения из уже мягкого металла молекул кислорода. Кислород для него является вредной составляющей, которая ухудшает качество.
- Высокие показатели силы поверхностного натяжения шлака. При этом, он не всплывает на поверхность.
- Плохо зачищены кромки деталей или валики шва.
- Низкое качество электрода, а точнее его покрытия, плавление которого осуществляется неравномерно, его частицы попадают в сварочную ванну.
- Не соблюдение правил и техники и режимов соединения деталей (выбор неподходящей скорости, угла наклона электрода), изменение длины дуги без причины.
- Непрофессионализм сварщика. Если вам нужно качественное изделие, лучше привлечь к этому нелегкому делу специалиста в этой области. Если вы хотите сделать все сами, то прежде чем браться за ответственную сложную работу, нужно наработать практику с несложными соединениями.
 Так выглядит сварочный шлак после удаления со шва Профессиональные сварщики умеют сразу же отличить шлак от металла при сварке и «выгонять» его в процессе работы, однако, у каждого свои советы, как это сделать. Некоторые утверждают, что лучше использовать новые электроды, в которых покрытие более темное, а металл красного оттенка (это не касается рутиловых электродов), другие говорят, что металл более жидкий, а шлак вязкий. На его вязкость влияет температура.
Так выглядит сварочный шлак после удаления со шва Профессиональные сварщики умеют сразу же отличить шлак от металла при сварке и «выгонять» его в процессе работы, однако, у каждого свои советы, как это сделать. Некоторые утверждают, что лучше использовать новые электроды, в которых покрытие более темное, а металл красного оттенка (это не касается рутиловых электродов), другие говорят, что металл более жидкий, а шлак вязкий. На его вязкость влияет температура.
Чтобы шлак не закрывал сварочную ванну, необходимо регулировать положение электрода. Положение должно быть таким, чтобы направление газа от испарения покрытия электрода выдувало данный дефект на поверхность шва. Сварщику ни в коем случае нельзя оставлять его в сварочной ванне. Сварочный шлак должен оперативно поддаться процессу кристаллизации и без особых усилий удаляться.
Попадание шлака в готовое соединение бывает неизбежно, такой дефект если не невозможно устранить, то зачастую очень сложно. Именно поэтому существуют допустимые нормы наличия «лишних» включений в уже сваренном изделии. Например, в межгосударственном стандарте касательно строительных стальных конструкций (введен в действие в 2001 году). В приложении к этому документу предусмотрены требования к качеству сварных соединений, допустимые дефекты. Требования в части шлаковых включений указаны в таблице ниже.
| Длинные дефекты | He допускаются | ||
| Короткие дефекты: | |||
| стыковой шов | h ≤ 0,2 S | h ≤ 0,25 S | h ≤ 0,3 S |
| угловой шов | h ≤ 0,2 K | h ≤ 0,25 K | h ≤ 0,3 K |
| Максимальный размер включения | 2 мм | 3 мм | 4 мм |
Таким образом, чтобы обеспечить правильное появление шлака на поверхности сварочного шва, необходимо знать, как его отличить от металла. В случае, если заметно, что шлак остается в сварочной ванне и не выходит наверх, нужно изменить угол наклона электрода. Перед процессом соединения необходимо позаботиться о надлежащем состоянии кромок, а также о правильном выборе режимов и параметров. Электроды нужно выбирать высокого качества, тогда и сварной шов будет качественный. Если соблюсти все условия, тогда шлак будет не вязкий, низкого удельного веса, с малым поверхностным натяжением. Только в этом случае, шлаковые соединения будут взаимодействовать с деталью, увеличивая его показатели раскисления, удаляя кислород. И только тогда сварочный шлак будет легко выходить на поверхность шва. Здесь не обойтись без профессионализма сварщика, выполняющего работу. Он должен уметь отличить шлак от металла при сварке, знать, почему вообще он появляется. Только опытный специалист сумеет сделать качественное и прочное соединение. [Всего: 3 Средний: 4/5] https://www.youtube.com/watch?v=0J2L9vwLyYQ
Используемые флюсы
Как было упомянуто выше, шлак может иметь различный состав, определяющий его физические свойства. Они учитываются при работе с тем или иным материалом. Различают несколько видов флюсов для ЭШС.
- Флюс АН-348А характерен высоким содержанием железа с валентностью, равной 3. Данный шлак применяют при сварке нелегированных сталей.
- Флюс ФЦ-7. По своим характеристикам похож на предыдущий. Нашел применение в процессах, где образуется шлаковая ванна небольшой глубины.
- Флюсы АН-8, ФЦ-21 или АН-22 рассматриваются в одной категории, как низкокремнистые марганцевые смеси. Применяются для сварки углеродистых и среднелегированных сталей, а также сталей перлитного класса.
- АН-9 и АН-25 – безмарганцевые флюсы. Были разработаны еще в довоенное время. Именно они использовались при сварке танковой брони.
- Нержавейку приходится сваривать с использованием флюса АНФ-5.

Как сделать молоток сварщика своими руками?
Несмотря на разнообразие инструментов для удаления окалины и шлака после сварки, не всегда есть возможность купить готовый молоток сварщика. Однако не стоит расстраиваться. Сделать самодельный шлакоотбойник не составляет особого труда. Главное, чтобы рабочие элементы (лезвие и жало) обладали достаточной твёрдостью, иначе они будут быстро тупиться во время работы.
Обычно в таком случае умельцы используют старое зубило или плоский напильник, поскольку они сделаны из хорошей инструментальной стали и закалены до высокой твёрдости. Проблема может быть только при сваривании их со стальной рукояткой, в качестве которой можно брать любую железку, которая имеется под рукой (цилиндрический или шестигранный пруток, обрезок арматуры, круглая или прямоугольная труба).
Чтобы исходные детали гарантированно сварились, в качестве бойка можно использовать обрезок арматуры большого диаметра (не менее 20 мм). После сварки необходимо оформить режущие кромки, а затем закалить их.
Внимание: при закалке не следует погружать в воду место сварки во избежание появления закалочных трещин. Выбор шлакоотбойного молотка зависит от предполагаемого объёма сварочных работ
Если использоваться инструмент будет от случая к случаю, можно приобрести самый дешёвый молоток с подпружиненной металлической ручкой
При невозможности купить, вполне под силу изготовить самоделку, используя все, что может заваляться в домашнем хозяйстве будущего сварщика. Ценители хорошего инструмента могут остановить свой выбор на сравнительно дорогой модели известного производителя
Если использоваться инструмент будет от случая к случаю, можно приобрести самый дешёвый молоток с подпружиненной металлической ручкой. При невозможности купить, вполне под силу изготовить самоделку, используя все, что может заваляться в домашнем хозяйстве будущего сварщика. Ценители хорошего инструмента могут остановить свой выбор на сравнительно дорогой модели известного производителя
Выбор шлакоотбойного молотка зависит от предполагаемого объёма сварочных работ. Если использоваться инструмент будет от случая к случаю, можно приобрести самый дешёвый молоток с подпружиненной металлической ручкой. При невозможности купить, вполне под силу изготовить самоделку, используя все, что может заваляться в домашнем хозяйстве будущего сварщика. Ценители хорошего инструмента могут остановить свой выбор на сравнительно дорогой модели известного производителя.
Кроме инвертора, электродов и маски, сварщику всегда приходится носить с собой один инструмент — специальный молоток для отделения шлака. Обычный молоток не справляется также эффективно с этой задачей, и весит он больше, поэтому сильно перегружает руку рабочего, ведь за день приходится отбивать шлак с сотен стыков. Поэтому были разработаны специальные шлакоотделители, с различной формой и функционалом. Молоток сварщика шлакоотбойный можно изготовить и своими руками. Из чего лучше его сделать, и какой формы, описано далее.

Молоток сварщика
При проведении сварочных работ, кроме основного сварочного оборудования – аппарата, электродов, костюма и защитной сварочной маски, необходим и дополнительный инструментарий, например – молоток сварщика. В этой статье мы рассмотрим, почему он так важен для сварщиков, какие молотки такого плана бывают, и какие лучше
Также, вы сможете узнать, какой лучше купить молоток сварщика, и на какой обратить внимание при покупке
Назначение и характеристики инструмента
Начнем в первую очередь с того, где используется молоток. Из названия становится, очевидно, что инструмент используется при сварочных работах, но где именно, и когда? – Так, молоток сварщика используется для удаления шлака с поверхности сварочного шва. То есть, после выполнения сварочного шва, сварщику, для того чтобы удалить шлак, образовавшийся на поверхности, и проверить качество проделанной работы, берет в руку молоток, и несильными ударами снимает шлак с поверхности шва. Далее, шов проверяется на качество, и сварщик переходит к выполнению следующего сварного соединения.
То есть, по сути, молоток сварщика – шлакоотбойный инструмент, с помощью которого удаляются окалины во время сварочных работ. Также, с помощью этого инструмента можно удалять брызги, который также активно образуются во время сварки штучными электродами. Конструкция молотка очень проста и эффективна – так, инструмент имеет боёк, с одной стороны которого расположено зубило, с другой же стороны – острое жало. С помощью этого жала удаляются остатки шлака в корне сварного шва.

К слову, молоток сварщика может иметь и другую конструкцию. Более того, в современных инверторных сварочных аппаратах, в комплекте поставки очень часто прилагается и молоток сварщика. Как правило, такой молоток имеет еще более простую конструкцию и малый вес, но даже такого молотка, порой, вполне предостаточно во время сварки. Особенностью данного инструмента, является как раз таки низкий вес – молоток сварщика просто не может быть тяжелым, в этом нет необходимости. Поэтому, как правило, инструмент имеет вес около 300-350 г, и этого хватает «за глаза».
Рукоять инструмента, также как и у любого другого молотка, может быть изготовлена либо из дерева – деревянная ручка очень проста, дешева и удобна в эксплуатации. Или же, она может быть цельнометаллической – это обеспечивает повышенную прочность, но во время работы с удалением окалин и шлака, как правило, это свойство далеко не главное. Боек изготовлен из качественной инструментальной стали, которая подвергается термической закалке.
Потребительский анализ моделей молотков
Теперь, предлагаем вашему вниманию несколько моделей молотков сварщика, купить которые можно в интернете, либо же в строительных гипермаркетах. Это, в свою очередь, поможет вам определиться с выбором и ценами, которые установлены на этот инструмент.
Молоток Сварщика Juco, вес 350 г
. Классический молоток, боек которого изготовленный из инструментальной стали, покрытой черным лаком для предотвращения ржавения и коррозии металла. Имеет достаточно длинную рукоять в 300 мм, изготовленную из дерева – бука. Простой и удобный молоток, который станет хорошей альтернативой стандартному молотку сварщика, идущему в комплекте с инверторным сварочным аппаратом, например (потому как такие молотки, не всегда удобны). Цена инструмента – около 5-6$ за единицу.

Молоток сварщика Stanley, вес 300 г.
Более легкий и эргономичный молоток, имеющий деревянную рукоять выгнутой формы. Это, в свою очередь, позволяет сварщику более удобно удерживать молоток, находясь в сварочных рукавицах – за счет такой формы, молоток не выскочит из рук. Также как и в предыдущей модели, боек изготовлен из инструментальной закаленной стали, покрытой черным лаком. Цена инструмента, если быть объективным, несколько завышена и составляет около 12$, вероятнее всего за счет того, что изготавливается инструмент в США.
Молоток сварщика Topex, вес 300 г.
Данная модель инструмента имеет цельнометаллическую рукоять, соединенную с ударной частью молотка. Для удобства, молоток имеет более широкую металлическую ручку, что обеспечивает удобное удержание в руках. Материал бойка – инструментальная сталь, на 30 мм закаленная с обеих сторон. Это повышает эффективность инструмента во время работы, а также обеспечивает ему быстрое удаление шлака и окалин во время работы. Отметим, что, несмотря на производство инструмента за рубежом – в Польше, он имеет достаточно низкую и доступную стоимость, всего в 3-4$.
Почему шлак нужно удалять
Шлаковые включения в основном состоят из оксидов за счет пористой структуры существенно понижают прочностные свойства металла. При эксплуатации сварной конструкции оксиды из шлака способны вступать с железом в химическую реакцию, что приводит к ее разрушению. Поэтому сразу после остывания, когда шлак становится черным его необходимо удалять.

На начальном этапе сварки образовавшийся над ванной шлак с окислами защищает металл от быстрого охлаждения. Поскольку намного медленнее понижается температура металла, при удалении шлака после сварки швы получаются более ровными и однородными.
Есть и другие причины, по которым рекомендовано удалять после сваривания деталей образовавшийся на стыках шлак:
- намного легче проверить качество сварного соединения, когда на нем отсутствуют шлаковые включения;
- нередко на готовые изделия наносят лакокрасочные покрытия, а наличие шлаковых вкраплений существенно ухудшает внешний вид конструкций;
- при необходимости выполнить шок в несколько слоев сперва необходимо удалить шлак и только после этого создавать следующий слой.
Обратите внимание! Если не удалить сварочный шлак, применение готового изделия может быть невозможным из-за присутствующих дефектов в виде волчков и неметаллических включений
Особенно важно это для конструкций, которые при эксплуатации будут подвергаться высоким внешним нагрузкам
Что такое и причины появления
Сварочный шлак ― это пористая корка черного цвета, которая образуется на поверхности шва. После остывания легко отбивается молотком. В состав отхода входят оксиды материала заготовок и электродов, марганца, кремния и других элементов. Содержание расплавленных компонентов флюса или обмазки электродов незначительно и существенно не влияет на структуру отхода. По технологии слой шлака должен защищать расплавленное железо от окисления кислородом воздуха и быстрого остывания, предотвращая тем самым образование трещин. Однако если его частицы после остывания остаются внутри сварочного шва, прочность соединения значительно снижается. Это может стать причиной разрушения конструкции во время эксплуатации, если она подвергается механическим нагрузкам.
Внутренние шлаковые включения появляются, если:
- сварка проводится на заниженном токе;
- неправильно выбран диаметр электрода;
- шов быстро охлаждается, поэтому сварочный шлак не успевает всплыть на поверхность;
- недобросовестно выполнена подготовка кромок деталей;
- у расплавленного отхода большое поверхностное натяжение, которое удерживает его внутри сварочной ванны;
- неравномерно перемещать электрод вдоль стыка.

Темная корка поверх сварного шва, которая легко отбивается молотком, и есть шлак
Молоток сварщика своими руками

Обычный молоток отыщется в арсенале каждого домашнего умельца. Вместе с тем для разных видов ручного труда существует большое количество его разновидностей. Сегодня их можно насчитать не один десяток. В предлагаемой статье рассматривается инструмент для сварочных работ, который используется для отбития шлака от сварных швов — молоток сварщика.
Назначение
Что такое молоток сварщика? Профессионалу рассказывать не нужно. Статья предназначена для любителей, в свободное время осваивающих сварочное ремесло. Наблюдая за процессом сварки со стороны, можно заметить, как сварщик откладывает держатель электрода (трезубец) и берёт в руку специальный шлакоотбойный молоток (секач — на сленге сварщиков). После чего начинает стучать по сварному валику или подковыривать его снизу (с корня шва).
Для чего он это делает? Дело в том, что в процессе сварки поверхность шва покрывается корочкой тёмно-фиолетового оттенка, представляющей собой застывший шлак (шихта — у сварщиков). Шлак получается при остывании расплава электродной обмазки. Кроме того, иногда образуется окалина, являющаяся продуктом окисления железа при его нагревании.
Некоторые чересчур опытные профессионалы утверждают, что шихту долбить необязательно, а даже наоборот, — эта защитная корка повышает прочность сварного шва. Правда, года через два-три она всё равно отвалиться. Учебная литература по сварке требует обязательного удаления шлака и разнообразных загрязнений в пределах 2-х сантиметров с каждой стороны сварного шва.
Это необходимо для визуального контроля качества выполненной сварки. Кроме того, под корку шихты будут проникать атмосферные осадки, и шов начнёт корродировать. Да и с эстетической точки зрения, — если шихту не удалить, то краска вместе с ней скоро отвалится. Так что лучше немного поработать «дятлом».
Виды рабочих головок
Вот для этой цели и пригодится молоток сварщика. Что он собой представляет? Основой шлакоотбойника служат две основные составляющие: двухсторонняя головка (боёк) и рукоятка. Что касается конструктивного исполнения, эти детали могут выглядеть по-разному.
В качестве рабочего органа бойка выступают либо плоское лезвие, напоминающее формой слесарное зубило, либо заострённый элемент, снабжённый наконечником в виде конуса или пирамиды (жало). Возможны различные их сочетания:
- Зубило, расположенное параллельно рукоятке, с противоположной стороны бойка — заострённое жало.
- То же, но лезвие зубила располагается перпендикулярно ручке. Внешне такой шлакоотбойник напоминает ледоруб альпиниста.
- Вместо заострённого конца головка оснащена дополнительным зубилом, расположенным перпендикулярно основному. То есть, боёк имеет два плоских лезвия: одно расположено вдоль рукоятки, другое — поперёк.
- Головка с двумя плоскими лезвиями, параллельными друг другу.
- Заострённая часть головки изогнута вперёд наподобие буквы Z. С помощью отогнутого жала удобно очищать основание сварного шва движением от себя.
Головка обычно изготавливается из инструментальной стали, а её рабочие элементы закаливают до максимальной твёрдости. Вес головки составляет от 300 до 600 грамм, но чаще всего находится в пределах 300–350 г. Иногда молоток сварщика снабжается проволочной щёткой, закреплённой на тыльной стороне инструмента. Правда, такой инструмент встречается довольно редко.
Главное — эргономика
Молоток сварщика должен удобно лежать в руке. Производители снабжают свои изделия рукоятками различной формы. В качестве материала используется металл, реже — дерево. Наиболее часто встречающиеся исполнения:
- Цельнометаллическая рукоятка — самый дешёвый, в то же время наиболее долговечный шлакоотбойник. К минусам относится неудобный хват, что может привести к кистевому туннельному синдрому.
- Ручка из металла с резиновой рукояткой на конце. Упругая резина амортизирует удар, что уменьшает механические воздействия на кисть сварщика.
- Металлическая рукоять, снабжённая стальной пружиной бочкообразной формы. Для удобства использования на конце ручки имеется кольцо, с помощью которого молоток сварщика можно подвесить на пояс спецодежды. Пружина гасит энергию удара, и отдача не передаётся в руку. Кроме того, при нагреве инструмента это устройство рассеивает тепло в окружающий воздух.
- Деревянная рукоятка с продольным рельефом для удобного хвата. Недостаток состоит в том, что головка иногда слетает с рукояти. У более надёжных изделий (молотки GEDORE) боек закрепляется с помощью дополнительной предохранительной пластины.
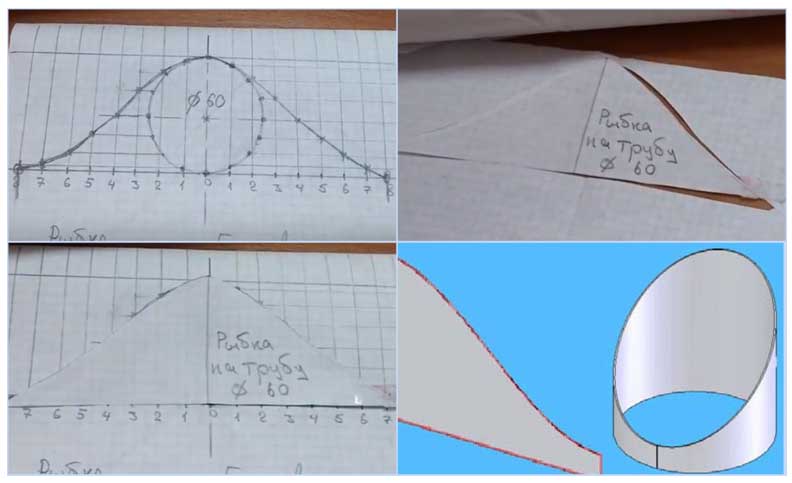
Как правильно варить трубы
Процесс сварки труб с помощью электросварки довольно трудоёмок и требует определённого уровня мастерства и аккуратности. Если вы желаете самостоятельно учится сваривать трубы, то лучше всего дня начала попробовать трубы на толстом металле.
Небольшая инструкция:
- Раскладываем все трубы на специальном столе или стенде, на которых вам будет удобно с ними работать.
- В этом способе вам нужно будет сваривать трубу в два шага. Первый шаг свариваем первое полукольцо в одну сторону, затем второе в другую. Здесь следует использовать методику ведения «сверху вниз», используя 4-миллиметровый электрод с органическим напылением.
- Если вы свариваете трубы с маленьким диаметром, старайтесь их сваривать непрерывной дугой, если же диаметр трубы крупный, то сваривайте её с помощью способа, приведённого во 2-м пункте.