
Как выбрать токарный станок
Прежде чем делать покупку, необходимо определиться, какой нужен токарный станок для мастерской – по дереву или по металлу. Каждый вид имеет свои конструктивные особенности: разработчики учитывают специфику работы с относительно мягким деревом и твердыми материалами. Выбирать оборудование необходимо с учетом назначения и других особенностей
Обязательно уделяется внимание мощности электродвигателя, типу станины, размерам и весу понравившейся модели. Правильный выбор поможет решать в домашней мастерской или на производстве самые сложные задачи
Назначение
Перед изучением характеристик токарного станка, определяются с его назначением. Оборудование для работы с металлом отличается от моделей, предназначенных для обработки дерева. Наличие суппорта с резцедержателем помогает эффективно использовать резцы, с помощью которых аккуратно снимаются тонкие слои со стальных заготовок. В деревообрабатывающем оборудовании суппорт заменен на подручник. Металлообрабатывающая техника более универсальная – с ее помощью можно выполнять операции с деревянными заготовками, деталями из пластика.
Размеры и вес
Станок должен без проблем занимать отведенное место в мастерской. Размеры станины определяются решаемыми задачами. При работе с металлом длина заготовок не большая, а при обработке дерева – может достигать 1 метра. Производители деревообрабатывающих комплексов выпускают удлинители для станины, которые помогают при производстве балясин и других габаритных изделий
При выборе необходимо уделить внимание и высоте расположения центров – от этой характеристики зависит максимальный диаметр обрабатываемой детали
Чем больше вес – тем меньше вибраций. Тяжелая станина и массивные балки делают оборудование устойчивым. Если станок планирует перемещать, перевозить, то лучше купить более легкую модель, вес которой не будет превышать 30-80 кг.
Мощность двигателя
Характеристика привода, которая имеет важное значение при обработке деталей с большим диаметром. При работе с небольшими по размерам заготовками можно выбрать модель с электромотором небольшой мощности. Это позволить экономить на электроэнергии
Другим способом снизить расходы является покупка электрооборудования с регулировкой числа оборотов. Для домашней мастерской достаточно техники, с электродвигателем 250-400 Вт. На небольшое производственное предприятие можно выбрать модель с мотором 500-700 Вт. Более мощное оборудование может потребовать подключение к трехфазной электросети
Это позволить экономить на электроэнергии. Другим способом снизить расходы является покупка электрооборудования с регулировкой числа оборотов. Для домашней мастерской достаточно техники, с электродвигателем 250-400 Вт. На небольшое производственное предприятие можно выбрать модель с мотором 500-700 Вт. Более мощное оборудование может потребовать подключение к трехфазной электросети.
Тип станины
Производятся модели с прямой и наклонной станиной. Прямая – самый распространенный тип станины. Используются на станках, предназначенных для обработки деталей большого диаметра и длины. Прямая станина простая в обслуживании, имеет длительный срок эксплуатации, позволяет выпускать модели с разной высотой центров.
Преимущество наклонной станины – высокая скорость отвода стружки из зоны обработки деталей. Это конструктивное решение помогает увеличить жесткость производственного комплекса, сделать скорости перемещения и вращения заготовок более высокими. Оборудование с наклонными станинами актуально для крупносерийного производства деталей.
При выборе станины предпочтение стоит отдать конструкции из чугуна. Она обладает высокой прочностью, устойчивостью к долговременным нагрузкам. К вертикальным стойкам станина может фиксироваться сваркой или болтами. Соединения этого типа надежны, но за болтами придется постоянно следить.
Другие особенности
Возможность выбора скорости вращения помогает оптимизировать токарные работы, улучшить качество выпускаемой продукции. Чем больше передач – тем шире диапазон решаемых задач. Не будет лишним наличие функции реверса. Минимальный шаг лимба помогает выполнить более точную настройку.
Большинство представленных станков имеет механическое управление, но можно выбрать модель с цифровой индикацией скорости, автоматической продольной и поперечной подачей заготовок. Эти особенности помогают увеличить производительность труда и улучшить качество обработки.
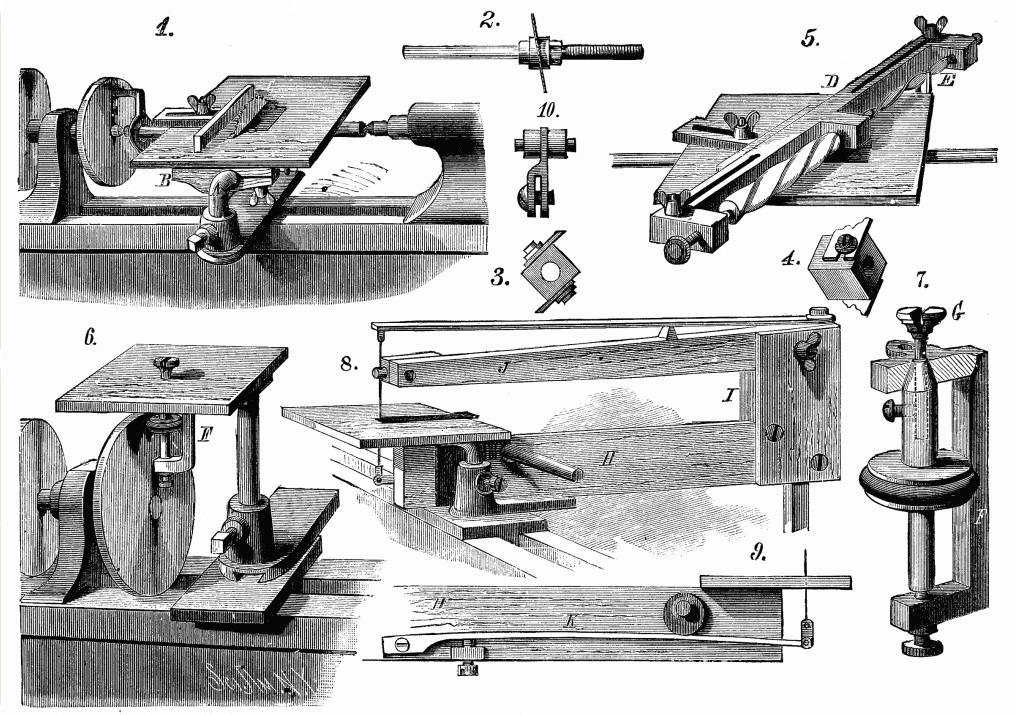
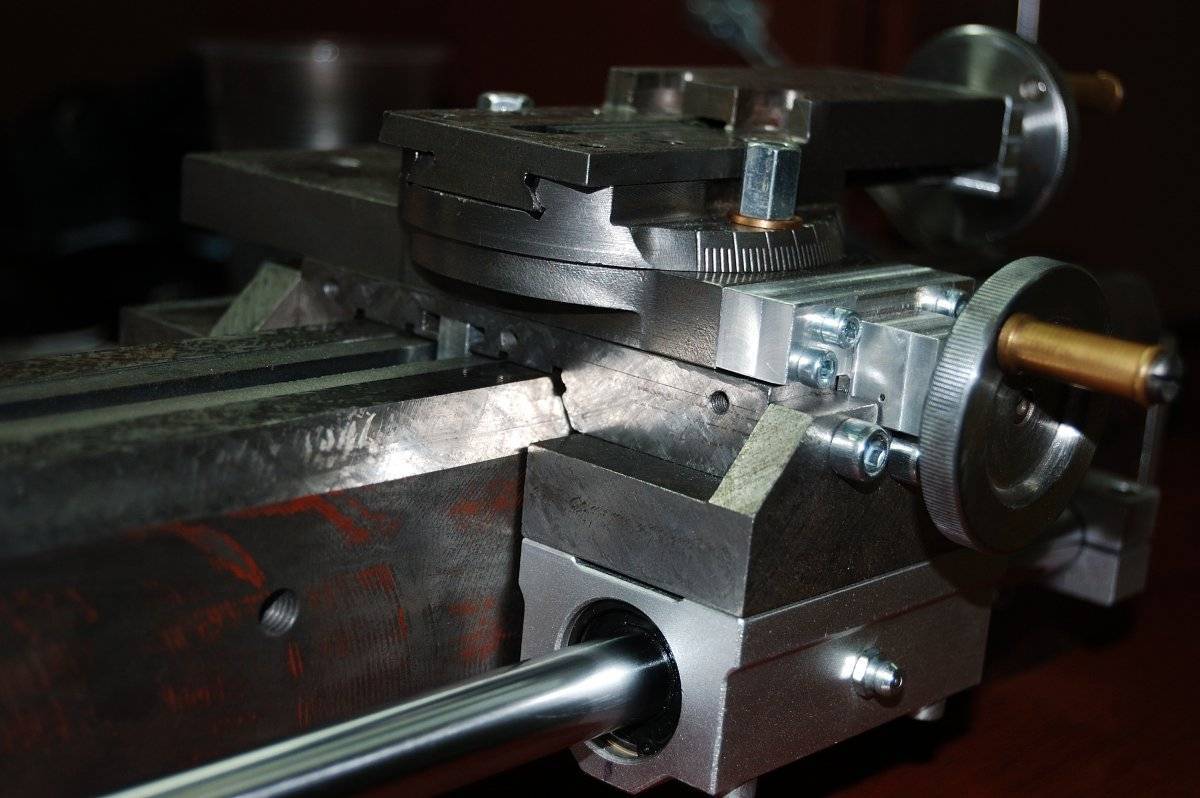
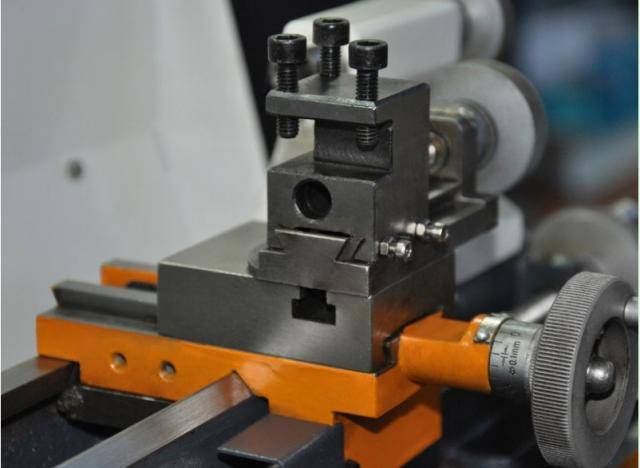
Подручник с держателем станка токарного СТД-120
Подручник с держателем станка СТД-120М служит опорой для режущего инструмента. Держатель подручника состоит из прямоугольного бруска с приливом, в отверстие которого вставляется стержень подручника. Подручник станка СТД-120 закрепляется на нужной высоте и в определенном положении рукояткой. Держатель подручника закрепляется на направляющих станины станка СТД-120М специальным винтом и рукояткой через шайбу. Для работы с короткими и длинными заготовками станок комплектуется двумя подручниками длиной 200 мм и 400 мм.
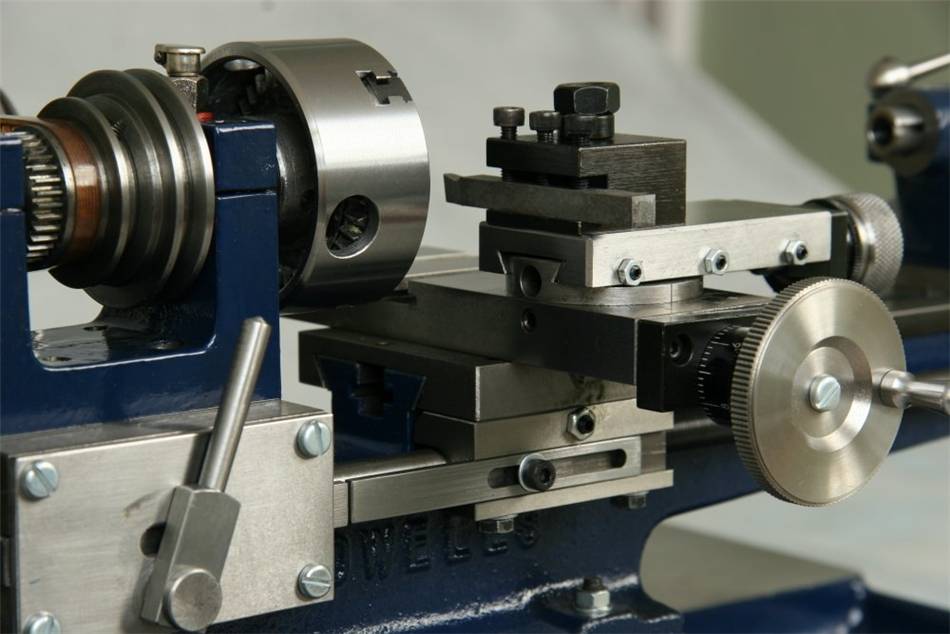
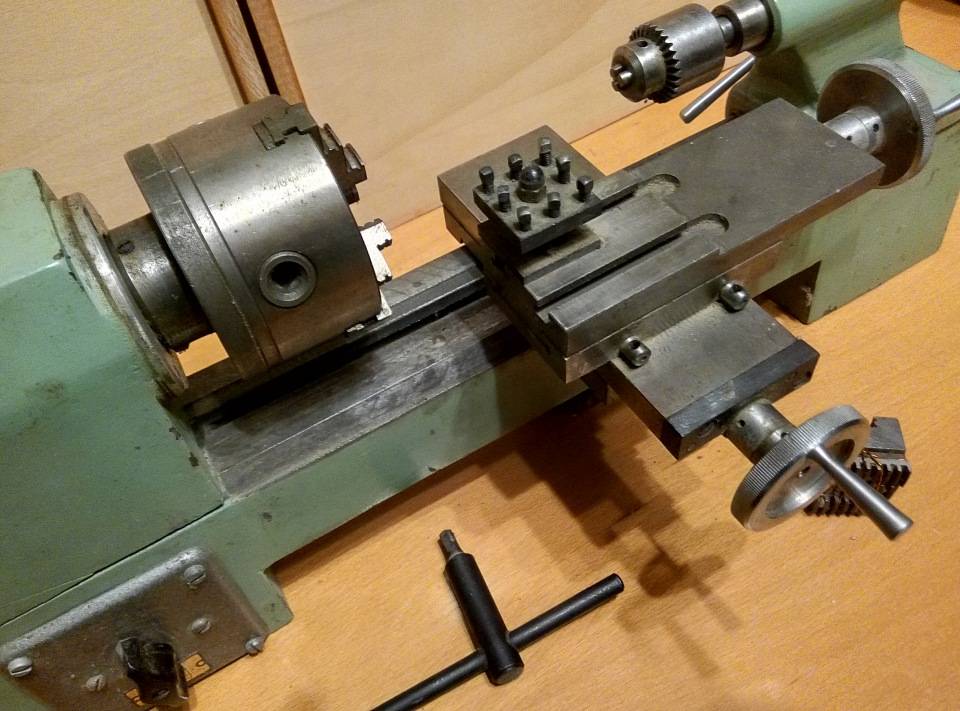
Станина станка токарного СТД-120м
Станина станка СТД-120м литая чугунная на двух ножках устанавливается на подставке и является основанием, на котором монтируются основные узлы станка СТД-120М. Слева на станине закреплена передняя бабка станка. По направляющим станины передвигаются и закрепляются в определенном положении держатель с подручником и задняя бабка станка.
Ограждение зоны резания станка СТД-120М
Ограждение зоны резания на станке СТД-120м служит для защиты работающего от отлетающей стружки и снижения концентрации образующейся пыли в зоне дыхания работающего до установленных санитарных норм. Оно состоит из металлического кожуха и откидных экранов.
Приспособления для установки и крепления заготовок станка токарного СТД-120
Режущие инструменты
Станок комплектуется двумя видами режущих инструментов: рейврами и майзолями. Рейеры для станка СТД-120 представляют собой желобчатый резец, по форме похожий на полукруглую столярную стамеску. Майзели для станка СТД-120 представляют собой резцы, имеющие форму плоской стамески с лезвием.
Назначение и виды
Сделать станки-самоделки своими руками — вполне осуществимая задача. Они незаменимы в домашней мастерской и помогают решать многие задачи, такие как:
- обработка металлических заготовок, так как в быту часто приходится что-то затачивать или сверлить;
- работа с древесиной.
Цена профессиональных инструментов высока, поэтому самодельные станки и прочие приспособления, изготовленные самостоятельно, очень востребованы.
Стандартный набор в мастерской включает:
- верстак столярной обработки;
- устройство для заточки режущих предметов;
- приспособление для заточки свёрл;
- станки для сверления;
- прессовочный механизм;
- отрезной станок с использованием дисков.
https://youtube.com/watch?v=H9nd23t2s74
Сборка блока управления
Оригинальный блок был слишком мал и просто не вместил бы все компоненты, необходимые для управления станком. Поэтому мы заказали корпус размером 24″×16″×10″, в который бы точно все поместилось. Глубина 10” была, возможно, излишней, но зато обеспечила достаточно пространства для крепления вентиляторов охлаждения и переключателей на боковой стенке. В то же время корпус оказался достаточно жестким, чтобы, будучи установленным на задней стенке станка, удерживать на себе монитор и при этом не падать.
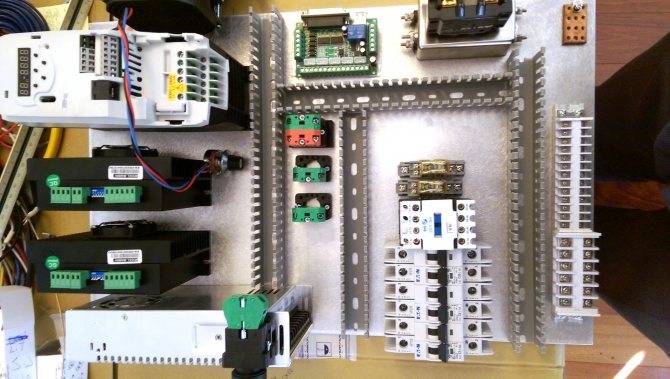 Расположение элементов управления Мы закрепили все компоненты на листе алюминия толщиной 1/8”, который можно было вынимать из корпуса для удобства доступа. При этом он также выступал в качестве теплоотвода. Для элементов ручного управления шпинделем мы вырезали в листе и корпусе соответствующие отверстия.
Расположение элементов управления Мы закрепили все компоненты на листе алюминия толщиной 1/8”, который можно было вынимать из корпуса для удобства доступа. При этом он также выступал в качестве теплоотвода. Для элементов ручного управления шпинделем мы вырезали в листе и корпусе соответствующие отверстия.
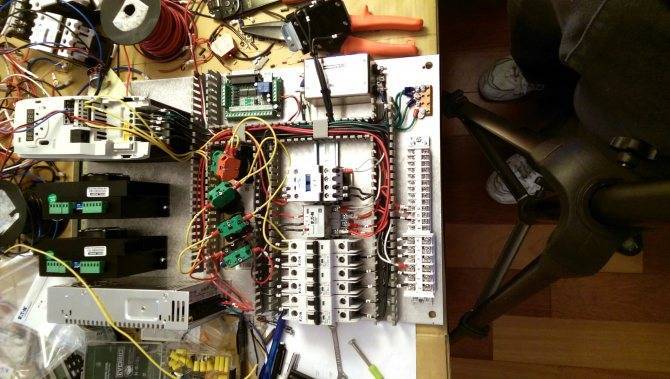
Прокладка проводов Во избежание спутывания проводов мы добавили кабельные каналы с открытыми пазами.

Тщательно промаркированное соединение В течение всего процесса схема обрабатывалась в Visio, где все соединения тщательно пронумеровывались, а провода для соответствия помечались с обоих концов.

Собранный блок управления (с головой Стэна внутри)
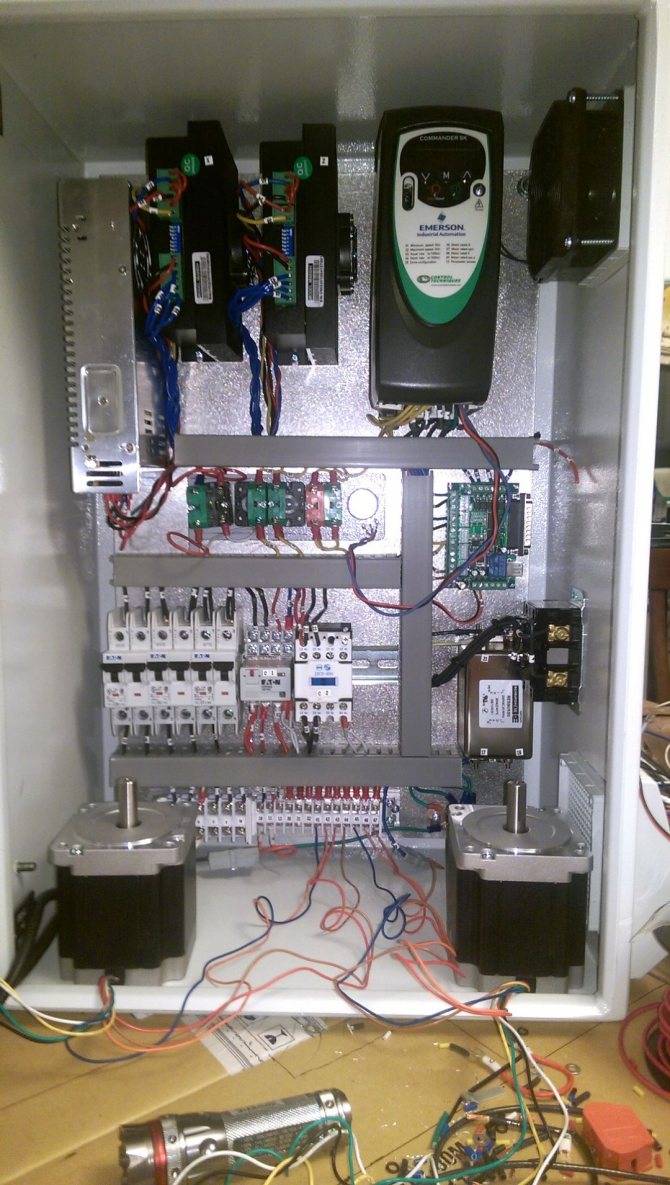
Блок управления в сборе. Первое тестирование Весь процесс сборки блока управления занял около 60 часов.



Какие устройства мы ремонтируем?
В перечень техники, которую мы восстанавливаем, входят:
- Токарные станочные системы.
- Фрезерные установки.
- Шлифовальные устройства.
- Сверлильные агрегаты.
- Пресса
- Гидромолоты
Подобные устройства активно используются в металлообрабатывающей сфере производства. Они существенно ускоряют рабочие процессы. Позволяют выполнять устранение поломок с максимальной точностью. Восстановительные мероприятия проводятся быстро, эффективно и основательно.
Причин для разработки комплекса мер по ремонту и модернизации существует множество. Это могут быть:
- Выход из строя электроавтоматики.
- Сбой системы управления.
- Технические неисправности привода.
- Нарушение в работе электроники.
- Износ токарных комплектующих, экструдера и других рабочих узлов.
Благодаря широкому опыту, ответственному подходу при исполнении заказов процедуры по замене, диагностике и обслуживанию производятся на основании подготовленного проекта. С минимальной погрешностью определяются места поломок. Выбираются наиболее эффективные схемы решения проблемы. Подбираются новые комплектующие с точно такими же техническими параметрами.
Процесс усовершенствования оборудования способствует повышению степени производительности техники. Он существенно облегчает задачи по внедрению различных систем для программирования рабочих операций. Увеличиваются точность, надежность, снижаются расходы энергетических ресурсов. Происходит безопасное управление полученными исходными данными. Появляются реальные возможности, чтобы найти пути для развития целых сетей, обеспечивающих взаимодействие с другими программными ресурсами.
Нашими специалистами разработаны и реализованы проекты модернизации по следующим станкам:
Токарные
- токарно-карусельные , , 1516Ф1, 1516Ф3;
- токарно-револьверные 1325Ф3, 1В340Ф3;
- токарно-патронные 16А20Ф3, 16М30Ф3, 1П756;
- токарно-винторезные 16К20Ф3;
- лоботокарные 1М692Ф3,
- токарные ИТ-42, С1600, MAZAK, SCHAUBLIN;
- обрабатывающие центры BOLEY и TRAUB.
Фрезерные
- координатно-расточные 24K40CФ4, 2Е450, 2Е450АФ1, 2Е450АФ30, 2Е450Ф1, 2Е450Ф30;
- горизонтально-расточные 2А636, 2А636Ф1, 2636, 2А637, 2А637Ф1, 2637, 2А622, 2А622Ф1, 2А622Ф4, 2А620, 2А620Ф1, 2Н636, 2Н636Ф1, 2А637ГФ1, 2Н637ГФ1, 2Н636ГФ1;
- вертикально-фрезерные 65А60Ф1, 65А60Ф4, 65А80Ф4, 6Р11, 6Р11Ф3, 6Р13, 6Р13Ф3, FKrS500, FSS350MR;
- продольно-фрезерные 6М610, 6М610Ф1, 6М610Ф11, 6М610Ф3, 6М616, 6М616Ф1, 6М616Ф11, 6М616Ф3.
Шлифовальные
- внутришлифовальные 325Д, 3М227;
- координатно-шлифовальные особо высокой точности ;
- плоскошлифовальные 3Б722, 3Д724, 3Д725, ВСЗ-301;
- зубошлифовальные универсальные полуавтоматы 5М841;
Непрофильное оборудование для станкостроения
- координатографы;
- установки для тренировки сильфонных муфт.
Модернизация станков Заказчика производится на площадях ООО «ИнноСтан» или на территории Заказчика.
Модернизация станков включает
- расширение и улучшение функциональных свойств оборудования;
- восстановление станков с требуемыми нормами точности;
- повышение эксплуатационной надежности.
- Стоимость модернизации с восстановлением имеющегося станка в 4−6 раз ниже стоимости покупки такого же нового.
- Срок службы после модернизации достигает 10−15 лет.
- После модернизации Вы получаете технически более совершенный станок, установив его на прежнее место без дополнительных изменений в планировке цеха.
- Такой станок будет иметь гарантированно низкий уровень внутренних напряжений в станинах и других базовых деталях вследствие естественного старения.
- Увеличивается производительность станка, снижается нагрузка на оператора.
- Повышается точность обработки деталей, снижается процент брака.
- Появляется возможность удаленной диагностики оборудования.
Мы модернизируем станки путем
- внедрения новой системы управления;
- замены устаревших комплектующих на новую элементную базу;
- оптимизации параметров системы;
- установки современных измерительных систем и датчиков для осей станка;
- внедрения интеллектуальных приводных систем;
- восстановления изношенных механических поверхностей;
- ремонта направляющих станка;
- установки новых механических узлов — ШВП (шарико-винтовых передач), редукторов и др.
Сколько стоит модернизация
Существуют и станки, в работе которых постоянное перепрограммирование приведёт к снижению темпов производства. К таким видам токарных станков относятся те, что предназначаются для выполнения единичных изделий. Но и для этого ряда станков необходима модернизация, которая сделает работу на них более удобной и качественной.
Для токарных станков, используемых для изготовления штучных изделий, модернизация может заключаться:
- повышением точности, за счёт установки подшипников другого типа;
- облегчения самого станка ввиду ограничения в данном производстве диаметра и веса заготовки;
- изготовлением станины с выемкой, что вызвано удобством в обработке определённого вида заготовок.
Расходы на установку ЧПУ и всей сопутствующей модернизация станка могут составлять около половины суммы нового оборудования. Да и не каждый станок, отработавший немалый срок, сможет выдержать подобное усовершенствование. Для старого оборудования, безотказно работающего в своём формате, достаточно доработать или обновить некоторые узлы:
- повысить мощность, поставив электродвигатель нового поколения;
- увеличить число рабочих передач;
- повысить жёсткость;
- механизировать процесс закрепления и снятия заготовок.
Такие усовершенствования могут проходить по плану во время капитального ремонта станков, но если учесть их возраст и то, что запасные части для них уже не выпускаются, остаётся их дорабатывать методом подбора узлов, предназначенных для других моделей токарных станков или изготавливать самостоятельно.
Проводимая модернизация может способствовать выходу из строя других узлов. Например, при установке более мощного двигателя, могут не выдержать такой нагрузки:
- ременная передача;
- фрикционная муфта;
- зубчатое колесо и другие узлы и механизмы.
Устанавливая новые мощные узлы, необходимо заранее просчитать, не приведёт ли такая модернизация к выходу из строя других. Чтобы избежать случайностей, необходимо провести проверочный расчёт на прочность всего оборудования станка, и усилить более слабые его узлы. Только в этом случае усовершенствование будет целесообразным и принесёт доход, а не дополнительные траты на покупку и изготовление запчастей.
Модернизация очень старого станка может заключаться:
- в смене вида ременной передачи с плоской на клиновую;
- установке зубчатых колёс из более прочных сплавов и композитов;
- в повышении жёсткости путём установки станка на более широкие тумбы;
- в укреплении станины за счёт дополнительных рёбер жёсткости;
- в удлинении станины, если того требует производственный процесс;
- в оснащении револьверной головкой другого типа.
Любая модернизация производится для того, чтобы продлить срок службы станка и сделать его более современным и производительным.
Нашими специалистами разработаны и реализованы проекты модернизации по следующим станкам:
Токарные
- токарно-карусельные 1512, 1516, 1516Ф1, 1516Ф3;
- токарно-револьверные 1325Ф3, 1В340Ф3;
- токарно-патронные 16А20Ф3, 16М30Ф3, 1П756;
- токарно-винторезные 16К20;
- лоботокарные 1М692Ф3,
- токарные ИТ-42, С1600, MAZAK, SCHAUBLIN;
- обрабатывающие центры BOLEY и TRAUB.
Фрезерные
- координатно-расточные 24K40CФ4, 2Е450, 2Е450АФ1, 2Е450АФ30, 2Е450Ф1, 2Е450Ф30;
- горизонтально-расточные 2А636, 2А636Ф1, 2636, 2А637, 2А637Ф1, 2637, 2А622, 2А622Ф1, 2А622Ф4, 2А620, 2А620Ф1, 2Н636, 2Н636Ф1, 2А637ГФ1, 2Н637ГФ1, 2Н636ГФ1;
- вертикально-фрезерные 65А60Ф1, 65А60Ф4, 65А80Ф4, 6Р11, 6Р11Ф3, 6Р13, 6Р13Ф3, FKrS500, FSS350MR;
- продольно-фрезерные 6М610, 6М610Ф1, 6М610Ф11, 6М610Ф3, 6М616, 6М616Ф1, 6М616Ф11, 6М616Ф3.
Шлифовальные
- внутришлифовальные 325Д, 3М227;
- координатно-шлифовальные особо высокой точности 3283;
- плоскошлифовальные 3Б722, 3Д724, 3Д725, ВСЗ-301;
- зубошлифовальные универсальные полуавтоматы 5М841;
Пошаговая инструкция создания токарного станка
Логично, что подать универсальную инструкцию для создания токарного станка по металлу невозможно. Ведь каждый мастер сам определяет его размеры и особенности, выходя из своих потребностей и возможностей. Поэтому основной вопрос заключается в принципах и последовательности действий. Их мы и рассмотрим поэтапно.
1.Сооружение рамы
Изготовление цельной станины из чугуна дома невозможно. Поэтому для этих целей возьмите швеллера или профильные трубы из стали. Необходимо разрезать их в соответствии с указанными размерами.
Используя чертеж, нужно сварить их вместе, формируя раму. Не забывайте следить за тем, чтобы прямые углы были прямыми. Сделать это легко с помощью угольника, которым измеряйте ровность во время каждого стыка.
Место для работы лучше выбирать на цельной и ровной горизонтальной плите, которая обеспечит максимально ровную поверхность для строительных работ и минимизирует возможность перекосов.
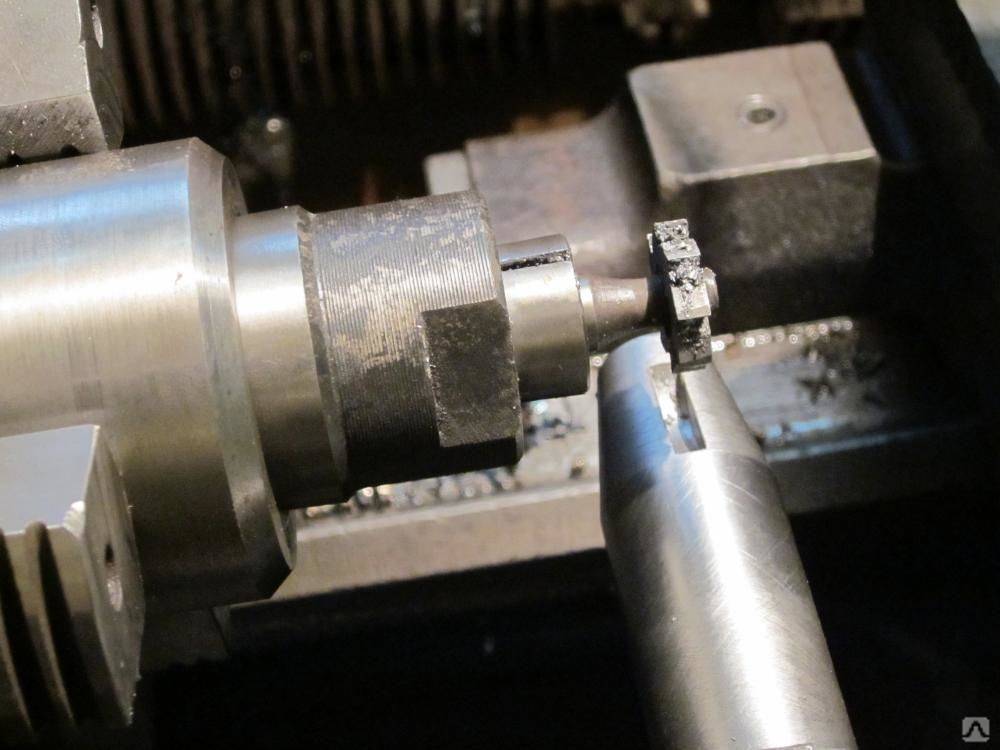
2. Используя токарный станок, нужно выточить боковые стойки станины.
Боковые стойки
3. Собрать стойки вместе с направляющими.
На данном этапе также монтируются дистанционные втулки, которые находятся между боковыми элементами опоры.
4. Установить на направляющих втулки, которые крепят заднюю бабку.
Здесь же монтируется и резцедержатель. Они могут быть разной или одинаковой длины. В первом случае длинный компонент выполнит направляющие функции, а короткий будет поддерживать движущиеся узлы. Такая комбинация сделает рабочий ход заднего центра большим.
Втулки
5. Изготовить площадки, которые необходимы для прикрепления пиноли и суппорта.
Делают их из листа стали, толщина которого 0.8-1 см. После этого их прикрепляют к втулкам (удерживающие и направляющие). Для соединения берите болты на 6 мм в диаметре. Проделывая отверстия для них, точно проводите разметку, ведь в противном случае у вас получится перекос или заклинивание движущихся элементов оборудования.
Создание площадок
6. Монтаж ходового винта.




Есть два варианта: изготовить данную деталь на станке или взять необходимую часть от обычного стульчика, который может менять высоту. При этом обязательно нужно поставить бронзовые или латунные антифрикционные втулки в боковых стойках. На ходовой винт монтируются штурвал с нониусом.
Винт главной подачи
7. Сборка станинной части заканчивается тем, что монтируется место, где крепится передняя бабка.
8. Следующим шагом является сбор передней бабки. Возьмите:
- основу подшипника;
- шариковые подшипники – 2 шт.;
- основной вал и шкивы;
- шпиндель.
Передняя бабка
9. Приступайте к сбору задней бабки. Здесь необходимо использовать:
- винт большой длины;
- втулки, которые имеют резьбу внутри;
- профиль из металла;
- рукоятку.
10. Производить контроль или регулировку соответствия осей центров.
11. Сбор суппорта.
Принцип работы на данном этапе схожий со сбором рамы. Необходимо на направляющие прикрепить втулки, установить нониус с винтом и малый штурвал.
Сбор суппорта и резцедержатель
12. Создание резцедержателя происходит из таких материалов:
- болты с диаметром 0.8 см;
- пластина из металла большой толщины.
Затем нужно ее монтировать на суппорт.
13. Используя сварку, сформируйте подрамник, где будет размещаться двигатель.
В качестве основы можно взять уголки или же трубы из профиля
Обратите внимание, что данный элемент станка будет поднимать или опускать двигатель. Это необходимо для избегания проблем при перебрасывании ремня на шкивах. Это необходимо во время перехода шпинделя с одной скорости на другую
Это необходимо во время перехода шпинделя с одной скорости на другую.
14. Установка и подключение электрического двигателя.
Произведя эту операцию, можно делать пробное включение.
Монтаж двигателя
Если все работает отлично, то остается покрасить своими руками токарный станок по металлу (включая все узлы). Это убережет станок от влияния времени, коррозийных процессов и сделает его более эстетически привлекательным. Ваше детище готово к работе!
Если же остались какие-либо вопросы, стоит посмотреть тематическое видео
Видео: токарный станок по металлу
Как работает станок с ЧПУ
Не следует думать, что для работы на токарном станке с программным управлением нужно знать меньше, чем при работе на механическом или полуавтоматическом станке. Для работы на нём так же необходимо:
- уметь читать чертежи;
- знать, какая скорость подачи и скорость проведения определённой операции необходима;
- порядок обработки заготовок.
Выполняя длительное время одну и ту же операцию на станке, его нет необходимости перепрограммировать. Достаточно нажать кнопку пуск, после того как в кулачках была зажата заготовка, что осуществляется при помощи кнопок, находящихся снаружи закрываемого корпуса станка.
Для выполнения сложных деталей с различным внутренним диаметром отверстия и различной шириной внешнего диаметра детали, наиболее выгоден станок с револьверной головкой. Станок с ЧПУ не обязательно будет работать только в автоматическом режиме. Панель управления станком имеет кнопки для ручного управления, что даёт возможность, не меняя программы, по чертежу выполнить деталь другой формы, если после неё опять будут выполняться прежние.
Станки с ЧПУ имеют управляемую как в ручном, так и в автоматическом режиме, пиноль, удерживающую длинные заготовки.
Физически работать на станке с ЧПУ легче, но прежде чем запустить станок в автоматическом режиме, необходимо представить в каком порядке были бы проведены операции в ручном режиме, и заложить все сведения при помощи кнопок на панели в программу станка. Теоретические знания и умение обращаться с электроникой – это второстепенно, главное заключается в опыте работы на станке без программного обеспечения. Ведь под панелью находится всё тот же токарный станок, с теми же системами и принципом работы, только усилий от токаря при закреплении заготовки в кулачках, настройке скоростей, фиксации задней бабки потребуется в разы меньше.







После пройденной всеми инструментами обработки, изделие отрезается резцом и падает в контейнер всё в том же автоматическом режиме. Чистота рабочего пространства оператора обеспечивается не только тем, что отходы по транспортёру вывозятся в специальный резервуар, но и тем, что весь процесс обработки происходит в закрытом режиме. При проведении обработки детали в ручном режиме, следить за ходом можно через большое смотровое оконце на крышке, которое даёт полный обзор обрабатываемой заготовки.
Есть у токарных станков с ЧПУ ещё одна интересная возможность – получение вида детали с компьютера по электронной почте или другими способами. Специальные программы способны поворачивать виртуальную деталь, считывая её параметры, что значительно упрощает перенос чертежа оператором с бумажного носителя в систему станка.
Выбор и подготовка заготовки
Дерево относится к той категории поделочного материала, который позволяет создавать самые причудливые и эффектные изделия. Красота и оригинальность изготовленной поделки зависит от породы выбранной древесины, возможностей токарного станка, уровня квалификации мастера, аккуратности проводимой работы.
Работы на токарном станке требуют тщательной подборки деревянной болванки. В качестве древесины выбирают обычно лиственные породы дерева. Наиболее популярными считаются: липа, груша, ольха, дуб, бук, орех, различные виды берёзы. Из наиболее редких пород дерева применяют красное и чёрное. Однако следует помнить, что основа каждой из пород имеет свои особенности, которые необходимо учитывать при обработке. К таким особенностям относятся:
- плотность;
- наличие оригинальной текстуры;
- отсутствие трещин и сучков;
- для хвойных и некоторых лиственных деревьев, например, вишни отсутствие так называемых просмолок;
- для хвойных пород наличие внешней и внутренней синевы.
Для начинающих специалистов целесообразно выбирать для работы, хорошо просушенные болванки, обладающие цельной структурой и средней плотностью. На них хорошо проводить обучение на самом простом токарном оборудовании. Для приобретения навыков работы с древесиной целесообразно выбрать изделие простой конструкции.
Нашими специалистами разработаны и реализованы проекты модернизации по следующим станкам:
Токарные
- токарно-карусельные 1512, 1516, 1516Ф1, 1516Ф3;
- токарно-револьверные 1325Ф3, 1В340Ф3;
- токарно-патронные 16А20Ф3, 16М30Ф3, 1П756;
- токарно-винторезные 16К20;
- лоботокарные 1М692Ф3,
- токарные ИТ-42, С1600, MAZAK, SCHAUBLIN;
- обрабатывающие центры BOLEY и TRAUB.
Фрезерные
- координатно-расточные 24K40CФ4, 2Е450, 2Е450АФ1, 2Е450АФ30, 2Е450Ф1, 2Е450Ф30;
- горизонтально-расточные 2А636, 2А636Ф1, 2636, 2А637, 2А637Ф1, 2637, 2А622, 2А622Ф1, 2А622Ф4, 2А620, 2А620Ф1, 2Н636, 2Н636Ф1, 2А637ГФ1, 2Н637ГФ1, 2Н636ГФ1;
- вертикально-фрезерные 65А60Ф1, 65А60Ф4, 65А80Ф4, 6Р11, 6Р11Ф3, 6Р13, 6Р13Ф3, FKrS500, FSS350MR;
- продольно-фрезерные 6М610, 6М610Ф1, 6М610Ф11, 6М610Ф3, 6М616, 6М616Ф1, 6М616Ф11, 6М616Ф3.
Шлифовальные
- внутришлифовальные 325Д, 3М227;
- координатно-шлифовальные особо высокой точности 3283;
- плоскошлифовальные 3Б722, 3Д724, 3Д725, ВСЗ-301;
- зубошлифовальные универсальные полуавтоматы 5М841;
Кромкострогальные
кромкострогальные станки 7814.
Несколько способов модернизации самодельного токарного станка
Иногда необходимо не только выточить деталь на станке, но также отшлифовать и равномерно окрасить её. Можно воспользоваться несколькими устройствами или же просто провести некоторое усовершенствование самодельного токарного оборудования. Проще всего это сделать с конструкцией, выполненной на основе электродрели.
Прозрачный защитный экран убережёт глаза от повреждения
Рассмотрим несколько модификаций для выполнения различных видов работ:
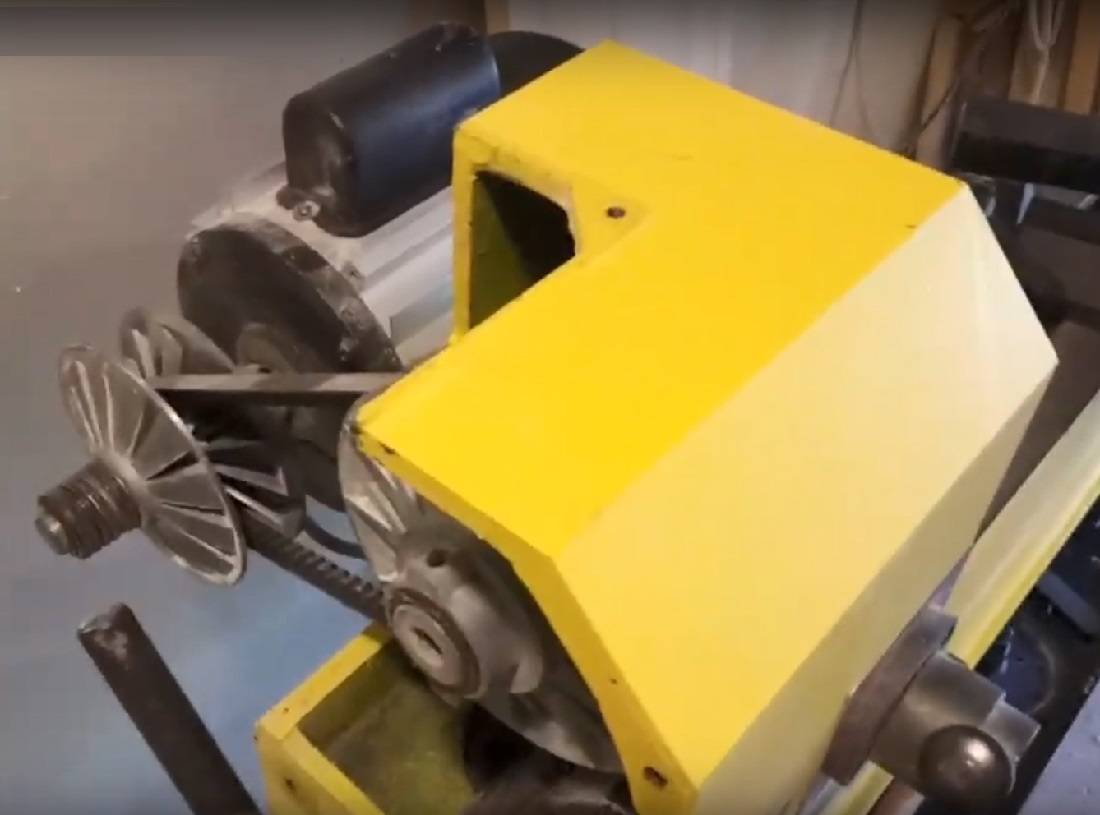
- Ремни от шкивов необходимо закрыть защитным кожухом (в целях безопасности).
- Включение в электроцепь станка, кнопки экстренного торможения, которая должна находиться в зоне близкой доступности.
- Рекомендуется установить в рабочей зоне защитный кожух из прозрачного полимера.
- Рекомендуется включить в электрическую схему оборудования УЗО, термодатчики и прочие защитные устройства.
- Обычную лампу накаливания для освещения рабочей зоны лучше заменить на экономичный светодиодный осветительный прибор с повышенной устойчивостью к вибрациям.
- Станок рекомендуется устанавливать на амортизационные пружины для снижения вибрации и уровня шума.
- Для работы с заготовками различной длины можно сделать разборную основу.
- Прикрепив к патрону наждачный или шлифовальный круг, можно полировать различные детали, а также выполнять заточку ножниц, ножей и прочих инструментов.





