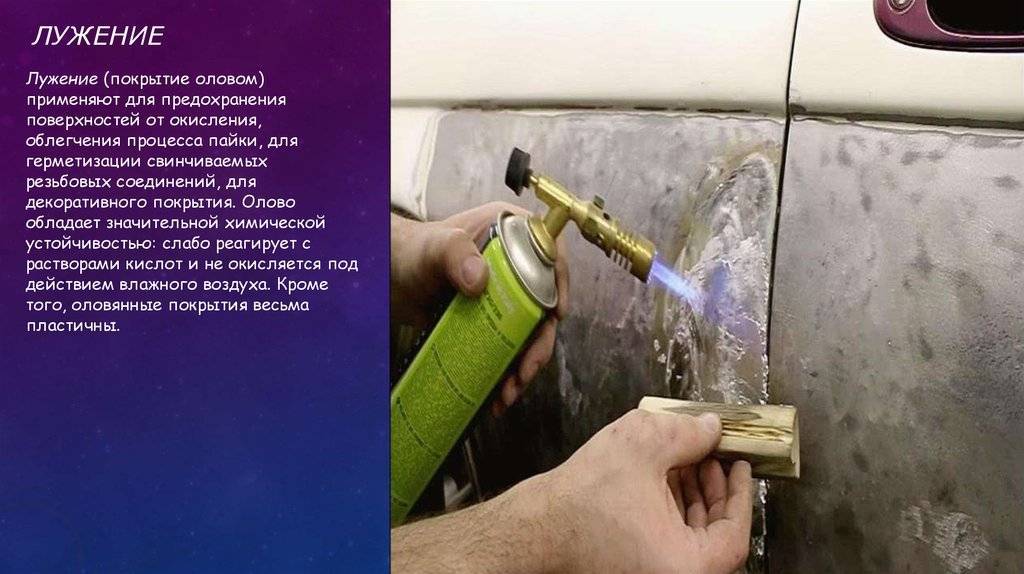
Лужение кузова автомобиля
Лужение кузова оловом выполняют при так называемом жестяном ремонте транспортных средств. Данная технология применяется с 30-х годов XX века.

Для выполнения работ следует тщательно подготовить обрабатываемую поверхность. Она не должна содержать следов краски, масла или чужеродных частиц.
Во избежание окисления элементов кузова используют флюс на основе хлорида цинка.
На обработанный участок наносят защитный оловянный слой. Для этого выпускается специальная паста для лужения автомобилей.
После всех процедур выполняют пайку элементов кузова.
А вы пробовали выполнять обработку поверхности оловом самостоятельно? Расскажите, добились ли вы необходимого качества и с какими трудностями столкнулись в процессе выполнения работ.
Автор статьи
Инженер-технолог в области металлургии и металлообработки
Поиск записей с помощью фильтра:
Технология производства
Определить из чего делают белую жесть, позволяет сам процесс изготовления материала, проводимый в ряд последовательных этапов:
- выплавка стали заданного химического состава;
- прокатка металла, предварительно – горячая и последующая – холодная;
- отжиг в колпаковых печах или на другом оборудовании;
- правка;
- нанесение защитного покрытия;
- пассивация;
- промасливание.

Производство луженой стали – белой жести
Таким образом, исходным материалом под белую жесть выступает сталь. Как правило, это конструкционные марки металла: кипящая – 10кп и 8кп, а также полуспокойная – 10пс, 8пс. Полученные тонкие стальные листы с уже нанесенным защитным слоем разрезают по размерам, упаковывают, и отправляют потребителям.
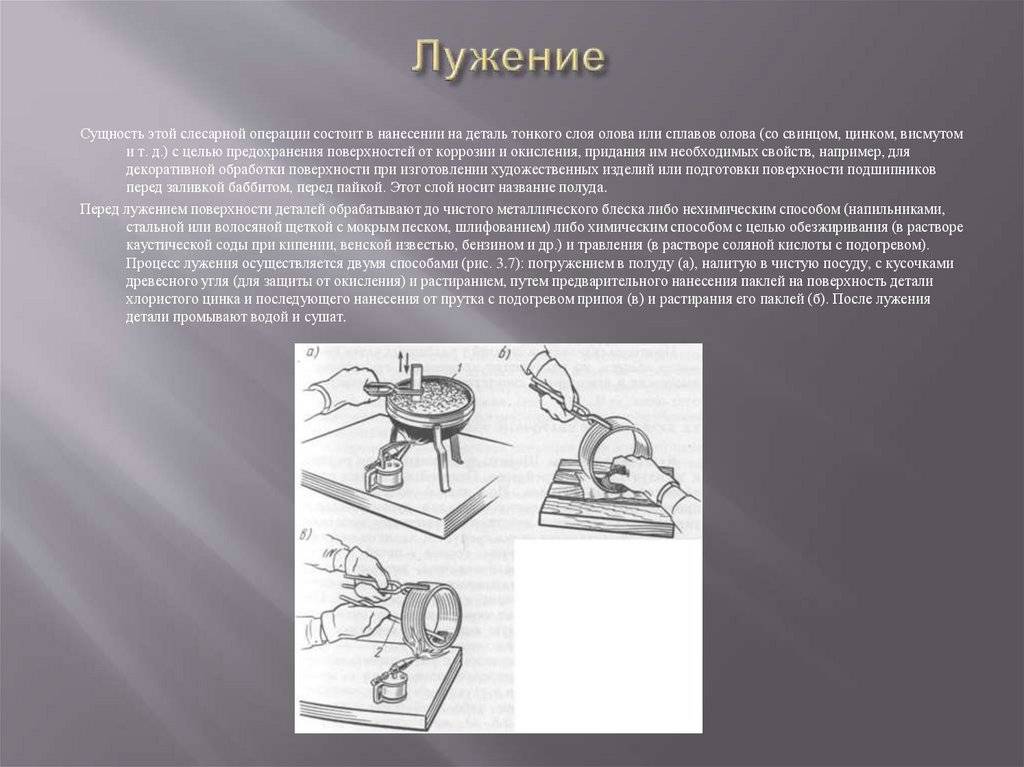
Лужение оловом
Олово – химически устойчивый элемент. Во влажной воздушной среде олово не окисляется, для него характерна слабая реакция с растворами кислот (серной, соляной, азотной). Продукты его коррозии безопасны для человека. Покрытия, содержащие олово, обладают пластичностью, выдерживают механические воздействия, обладают защитными свойствами.

Лужение — это технология нанесения на поверхность изделий и деталей тонкого слоя олова. Лужение выполняет две функции:
- Защита от коррозии.
- Подготовка поверхности к пайке. Поверхности, покрытые полудой, лучше смачиваются при пайке припоем.
Особенно актуально лужение для медных проводов. Меди свойственно быстрое окисление на воздухе, что является причиной нарушения соединения контактов. А это, в свою очередь, приводит к перегреву и возгоранию электропроводки. Поэтому перед пайкой зачищенные жилы проводов лудят.
Нанесение защитных металлических покрытий, в том числе из олова, применяется в приборо- и машиностроении. Информация об операции лужения отражается на чертеже детали. Правила обозначения на чертеже сведений о толщине покрытия, технологии лужения регламентируются ГОСТами:
Скачать ГОСТ 2.310-68
Скачать ГОСТ 3.1704-81
Скачать ГОСТ 9.306-85
Применение технологии
При лужении применяется олово или сплавы на его основе.
Оловянное покрытие применяется для:
- нанесения на латунные детали, которые подвергаются пайке;
- защиты поверхностей стальных изделий при азотировании;
- отделения металлических изделий способом нанесения слоя олова при сопряжении медных поверхностей со стальными или алюминиевыми с целью выравнивания электродных потенциалов;
- защиты от воздействия серы, содержащейся в изоляционном слое резины необходимо лудить кабель;
- нанесения коррозионностойкого покрытия на жесть, которая используется для изготовления консервной тары;
- защиты различных металлических изделий от появления ржавчины.
Оловянно-свинцовое покрытие (ПОС) используется в случае:
- подготовки радиодеталей к пайке и защиты их от коррозии;
- лужения проводов с целью улучшения способности к пайке.
Рекомендуемая толщина слоя полуды приведена в таблице.
| Назначение | Толщина, мкм |
| Защита стальных деталей: | |
| от коррозии | 21-24 |
| при азотировании | 9-12 |
| при гуммировании | 12-15 |
| Улучшение способности к пайке: | |
| пружинящие детали | 3-9 |
| стальные детали | 6-15 |
| детали из меди и медных сплавов | 3-9 |
| детали из алюминия и его сплавов | 6-15 |
Правильная подготовка к работе
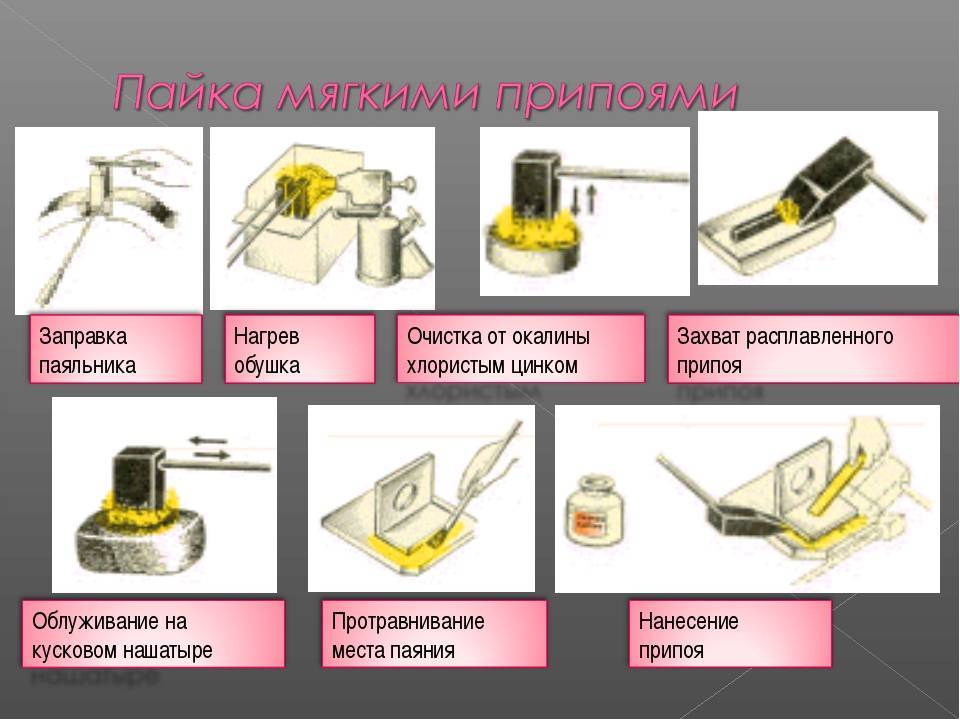
Непосредственная подготовка инструмента к пайке заключается в проведении работы по лужению. Ведь именно к нелуженому металлу не прилипает паяльный материал.
Лужением называется покрытие поверхности тонким слоем олова.
Кстати, точно также готовят к пайке детали. Как же облудить паяльник? Да очень просто. Только залудить надо не весь инструмент, а лишь его жало.


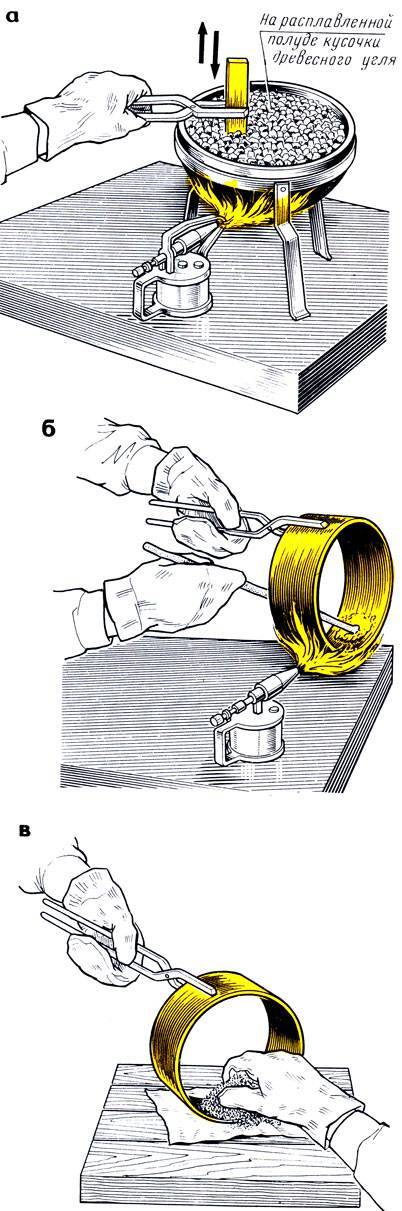

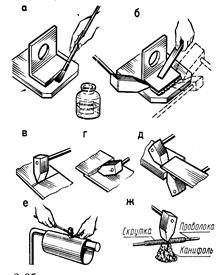
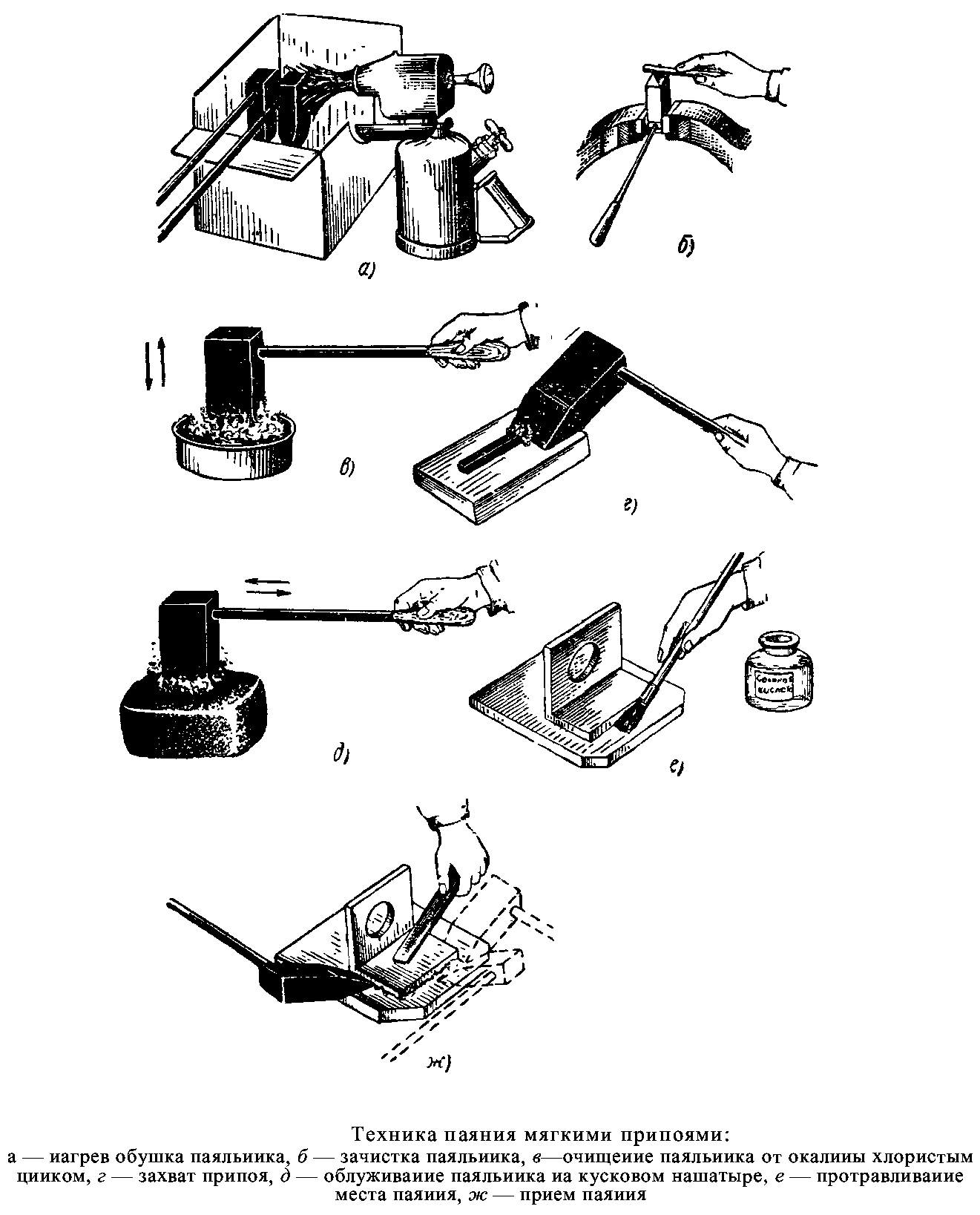
Сначала необходимо очистить его механическим способом. Для этого подойдет напильник или наждачная бумага. Чистить нужно тщательно, не оставляя бороздок и царапин, в которых могла бы остаться окисная пленка. Конечно, паяльник при этом должен быть холодным.
После тщательной очистки, надо покрыть рабочую поверхность слоем флюса. Если используется жидкий состав, то он сразу же после очистки наносится кисточкой, если используется твердая канифоль, то паяльник необходимо погружать в нее по мере нагрева жала.
Не надо ждать, когда паяльник нагреется, потому что на воздухе неизбежно образуется оксидная пленка, которая опять помешает припою прилипать. Перегрев –причина того, что медный наконечник не лудится.
После того, как паяльник разогреется до нужной температуры, жалом надо прикоснуться к припою и потереть. Можно растереть припой при помощи щепки из твердого дерева – березы или дуба. При этом нельзя допускать перегрева паяльника.
К правильно облуженному паяльнику припой отлично прилипает и не лежит на нем комками или каплями. Он равномерно покрывает медный наконечник и спокойно покидает его, когда нужно.
Применение технологии
При лужении применяется олово или сплавы на его основе.
Оловянное покрытие применяется для:
- нанесения на латунные детали, которые подвергаются пайке;
- защиты поверхностей стальных изделий при азотировании;
- отделения металлических изделий способом нанесения слоя олова при сопряжении медных поверхностей со стальными или алюминиевыми с целью выравнивания электродных потенциалов;
- защиты от воздействия серы, содержащейся в изоляционном слое резины необходимо лудить кабель;
- нанесения коррозионностойкого покрытия на жесть, которая используется для изготовления консервной тары;
- защиты различных металлических изделий от появления ржавчины.
Оловянно-свинцовое покрытие (ПОС) используется в случае:
- подготовки радиодеталей к пайке и защиты их от коррозии;
- лужения проводов с целью улучшения способности к пайке.
Рекомендуемая толщина слоя полуды приведена в таблице.
| Назначение | Толщина, мкм |
| Защита стальных деталей: | |
| от коррозии | 21-24 |
| при азотировании | 9-12 |
| при гуммировании | 12-15 |
| Улучшение способности к пайке: | |
| пружинящие детали | 3-9 |
| стальные детали | 6-15 |
| детали из меди и медных сплавов | 3-9 |
| детали из алюминия и его сплавов | 6-15 |
Запайка отверстий
- Заваривание отверстий влечёт за собой тепловую деформацию (металл утолщается и стягивается), что может потребовать последующей рихтовки. Заделывание усиленной шпаклёвкой даст лишь временный результат. Припой может заполнить отверстие и послужить хорошей альтернативой сварке.
- При запайке большого отверстия, можно немного утопить металл вокруг него, чтобы припой его заполнил с запасом и держался не только на кромках отверстия. Также, можно рассверлить отверстие сверлом для зенковки по металлу нужного размера, либо обработать кромку отверстия круглым надфилем, чтобы она располагалась наискосок. Так припой будет лучше держаться на кромке.
- Также, при заполнении большого отверстия, можно на обратную сторону наклеить алюминиевый скотч, который послужит основой для припоя. Чтобы клеящий состав скотча не повлиял на качество ремонта, нужно вырезать из этого же скотча сегмент, размером чуть больше отверстия и наклеить на скотч (блестящей стороной наружу), который будет приклеиваться с обратной стороны отверстия. Для удобства можно пометить центр, который должен будет совпасть с отверстием. Таким образом, получится двойной блестящий скотч. Далее нужно наклеить всю эту аппликацию с обратной стороны отверстия. Чтобы не перегревать металл, можно лудить металл вокруг отверстия и его кромку паяльником, а также расплавлять припой тоже паяльником.
- Подобным способом можно ремонтировать сквозные отверстия от ржавчины, если вокруг них металл крепкий. Нужно предварительно обработать ржавые кромки отверстия и немного утопить металл вокруг.
- Мелкие отверстия можно заполнять припоем, который используется для пайки электроники.
- При заделке отверстий припоем, остатки флюса с обратной стороны панели могут вызывать ускоренную коррозию металла. Поэтому, остатки флюса лучше удалить горячей водой с содой как с лицевой, так и с обратной стороны.
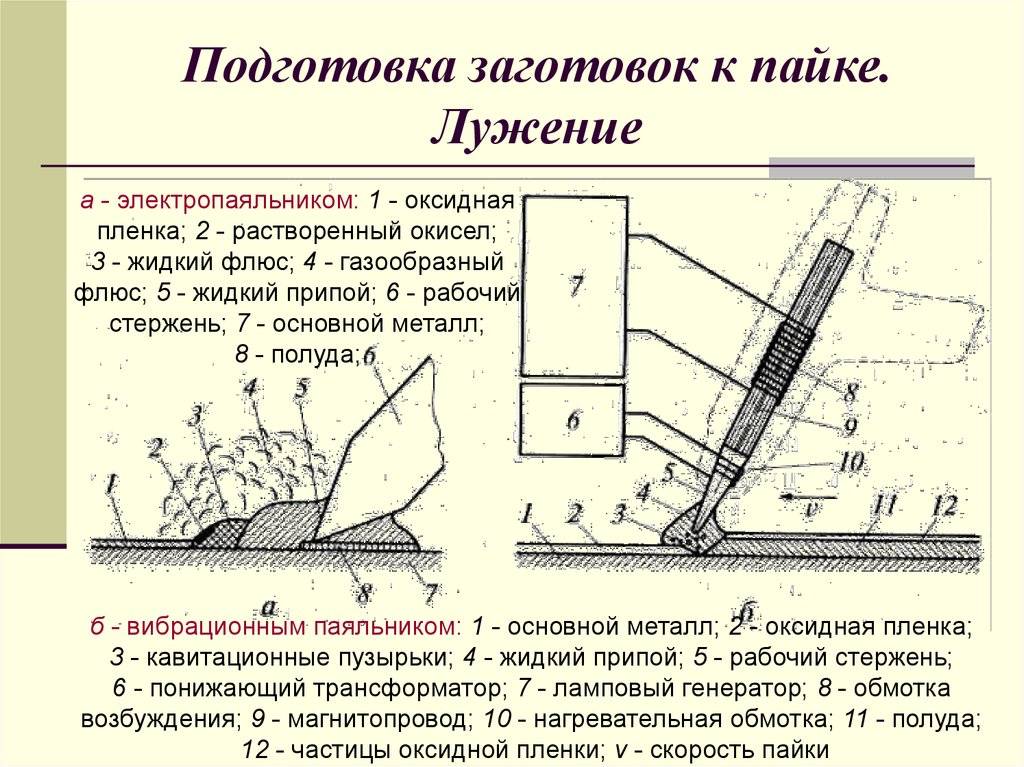
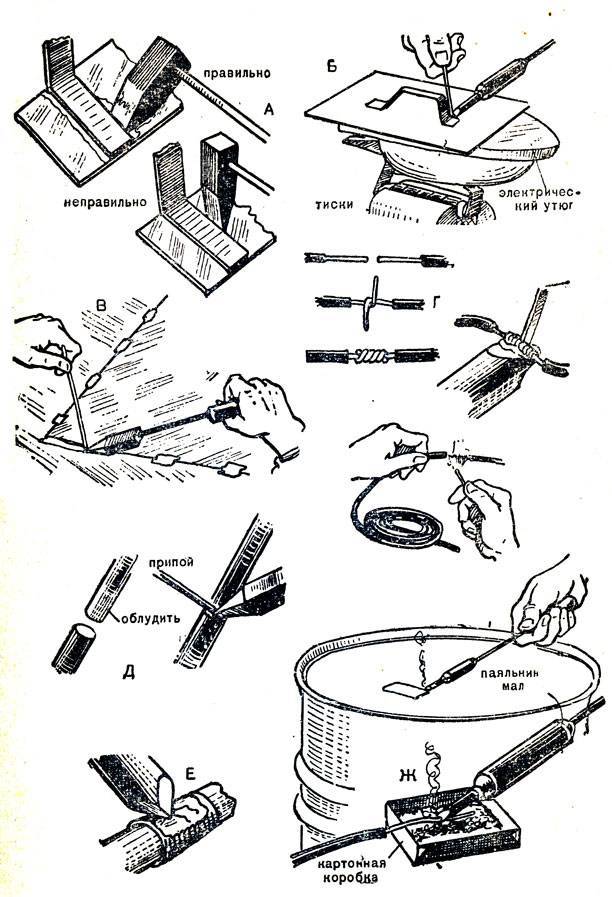
Процесс пайки электропаяльником
Вся технология пайки паяльником проводов может быть разделена на несколько последовательных этапов. Все они повторяются в определенной последовательности:
- Подготовка проводников. При пайке проводов они освобождаются от изоляции. После этого с них механическим путем удаляется оксидная пленка. Можно использовать небольшой кусок наждачной бумаги с мелким зерном. Металл должен блестеть и быть светлым.
- Лужение. Разогревают паяльник до температуры плавления канифоли (при прикосновении начинает активно плавится). Берут проводник, подносят к куску канифоли, прогревают паяльником так, чтобы вся зачищенная часть провода оказалась погруженной в канифоль. Затем на жало паяльника берут каплю припоя и разносят его по обработанной части проводника. Припой быстро растекается, покрывая тонким слоем провод. Чтобы он распределялся быстрее и равномернее, провод немного поворачивают. После лужения медные проводники теряют красноту, становясь серебристыми. Так обрабатывают все провода, которые надо будет припаивать

Вот, собственно и все. Таким же образом можно спаять два или более провода, можно припаять провод к какой-то контактной площадке (например, при пайке наушников — провод припаять можно к штекеру или к площадке на наушнике) и т.п.
После того, как закончили паять паяльником провода и они остыли, соединение необходимо изолировать. Можно намотать изоленту, можно надеть, а потом разогреть термоусадочную трубку. Если речь идет об электропроводке, обычно советуют сначала навернуть несколько витков изоленты, а сверху надеть термоусадочную трубку, которую прогреть.
Отличия технологии при использовании флюса
Если используется активный флюс, а не канифоль, процесс лужения изменяется. Очищенный проводник смазывается составом, после чего прогревается паяльником с небольшим количеством припоя. Далее все как описано.

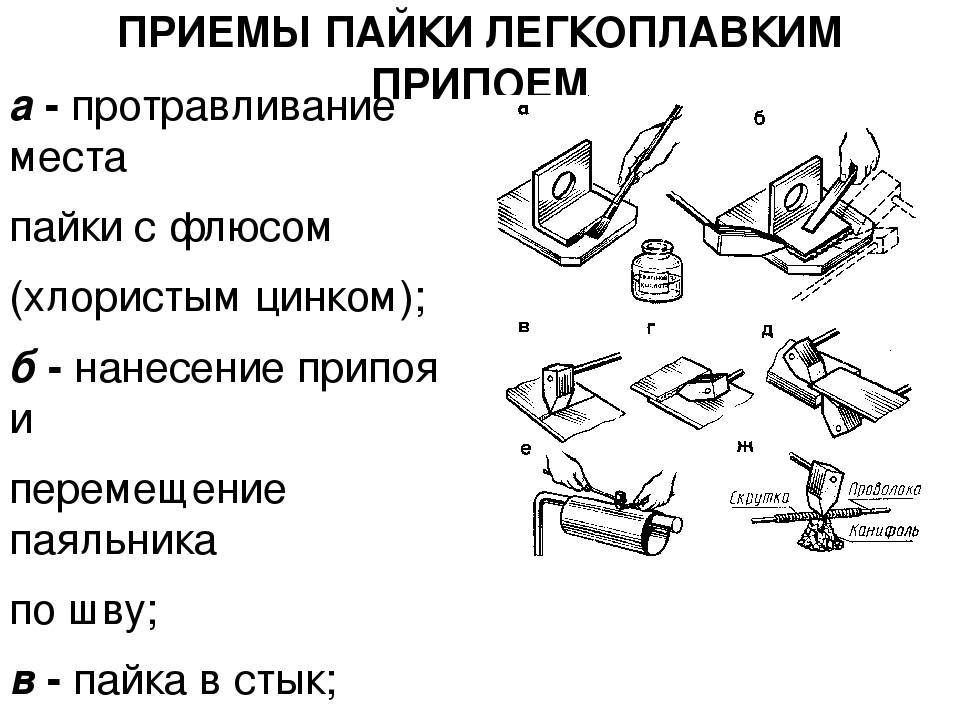
Пайка скрутки с флюсом — быстрее и проще
Есть отличия и при пайке скруток с флюсом. В этом случае можно каждый провод не лудить, а скрутить, затем обработать флюсом и сразу начинать паять. Проводники можно даже не зачищать — активные составы разъедают оксидную пленку. Но вместо этого придется места пайки протирать спиртом — чтобы смыть остатки химически агрессивных веществ.
Читать также: Ручной фрезер по дереву приемы работы
Особенности пайки многожильных проводов
Описанная выше технология пайки подходит для моножил. Если провод многожильный, есть нюансы: перед лужением проводки раскручивают чтобы можно было все окунуть в канифоль. При нанесении припоя надо следить чтобы каждый проводок был покрыт тонким слоем припоя. После остывания, провода снова скручивают в один жгут, дальше можно паять паяльником как описано выше — окунув жало в припой, прогревая место спайки и нанося олово.

При лужении многожильные провода надо «распушить»
Можно ли паять медный провод с алюминиевым
Соединение алюминия с другими химически активными металлами напрямую делать нельзя. Так как медь — химически активный материал, то медь и алюминий не соединяют и не паяют. Дело в слишком разной теплопроводности и разной токопроводимости. При прохождении тока алюминий нагревается больше и больше расширяется. Медь греется и расширяется значительно меньше. Постоянное расширение/сужение в разной степени приводит к тому, что даже самый хороший контакт нарушается, образуется токонепроводящая пленка, все перестает работать. Потому медь и алюминий не паяют.
Если возникает такая необходимость соединить медный и алюминиевый проводники, делают болтовое соединение. Берут болт с подходящей гайкой и три шайбы. На концах соединяемых проводов формируют кольца по размеру болта. Берут болт, надевают одну шайбу, затем проводник, еще шайбу — следующий проводник, поверх — третью шайбу и все фиксируют гайкой.

Алюминиевый и медный проводники паять нельзя
Есть еще несколько способов соединить алюминиевую и медную линии, но пайка к ним не относится. Прочесть о других способах можно тут, но болтовое — наиболее простое и надежное.


Применение технологии
При лужении применяется олово или сплавы на его основе.
Оловянное покрытие применяется для:
- нанесения на латунные детали, которые подвергаются пайке;
- защиты поверхностей стальных изделий при азотировании;
- отделения металлических изделий способом нанесения слоя олова при сопряжении медных поверхностей со стальными или алюминиевыми с целью выравнивания электродных потенциалов;
- защиты от воздействия серы, содержащейся в изоляционном слое резины необходимо лудить кабель;
- нанесения коррозионностойкого покрытия на жесть, которая используется для изготовления консервной тары;
- защиты различных металлических изделий от появления ржавчины.

Оловянно-свинцовое покрытие (ПОС) используется в случае:
- подготовки радиодеталей к пайке и защиты их от коррозии;
- лужения проводов с целью улучшения способности к пайке.
Рекомендуемая толщина слоя полуды приведена в таблице.
| Назначение | Толщина, мкм |
| Защита стальных деталей: | |
| от коррозии | 21-24 |
| при азотировании | 9-12 |
| при гуммировании | 12-15 |
| Улучшение способности к пайке: | |
| пружинящие детали | 3-9 |
| стальные детали | 6-15 |
| детали из меди и медных сплавов | 3-9 |
| детали из алюминия и его сплавов | 6-15 |
Подготовка изделий
Качество подготовки поверхности детали к лужению определяет прочность ее сцепления с покрытием. Метод подготовки зависит от состояния поверхности.
- Обработка щетками. Этот метод используется, если на поверхности изделия есть окалина или сильные загрязнения. Перед обработкой изделие рекомендуется тщательно вымыть. Для лучшего эффекта можно использовать абразивное вещество: песок, известь, пемзу.
- Шлифование. Так подготавливаются поверхности, имеющие неровности. При шлифовании можно воспользоваться абразивным кругом или наждачной бумагой.
Химическое обезжиривание. Проводится специальными растворами: 5-10 % раствор едкого натра, 10-15 % раствор углекислого натрия; 10-15 % раствор фосфорнокислого натрия. Их необходимо подогреть до 60-80 градусов. Могут использоваться растворители жира: венская известь, бензин, керосин. При использовании бензина и керосина следует учитывать, что они взрыво- и пожароопасные.После удаления жира изделия следует промыть водой. Определить, удален жир с поверхности или нет, можно визуально. Если вода равномерно растекается по поверхности изделия, а не собирается на ней каплями, то поверхность обезжирена.
- Травление. Этим методом подготавливаются изделия из железа, меди, латуни. Травление происходит подогретым 20-30 % раствором H2SO4 (серная кислота). Продолжительность травления 20-30 мин. Затем поверхность изделий промывается холодной водой, протирается влажным песком, промывается горячей водой с температурой 80-100 °С.
После подготовки можно проводить лужение деталей.
Свойства и методы получения
Первооткрывателем хлорного олова стал известный немецкий химик А. Либавий в 1597 году. Ученый пытался выяснить устойчивость различных металлов к прямому воздействию ядовитого хлорного газа. После получения хлорида олова, он стал использовать его для дальнейших изысканий, поскольку вещество могло выступать реагентом во многих важных окислительно-восстановительных реакциях.
Существует три основных способа получения хлорида олова.
- Прямой синтез. В процессе него пробирку заполняют сухим оловом в гранулах или в виде стружки. К ней подводят газовую трубку и запускают хлористый газ. В результате этого происходит реакция металла и газа.
- Синтез с углекислым газом. При таком методе в пробирку помещают олово, заполняют пространство углекислым газом, а затем проводят очищенный хлор для выделения нужного соединения.
- Хлорирование безводного олова. Под давлением вводят струю хлора в пробирку с безводным оловом.
Как выглядит хлорное олово Конечным итогом любого из процессов является образование беловатого мелкодисперсного порошка. Температура плавления хлорного олова — 247 градусов, кипения — 652 градуса.
Свойства хлорида олова весьма разнообразны. Вещество действует возбуждающе на нервную систему, а порой даже агрессивно. В большом количестве может вызывать бессонницу и галлюцинации. Также оказывает местное противомикробное действие, выступая в качестве местного антибиотика. Он помогает при долго незаживающих ранах и гнойных воспалениях, подсушивает поверхность и препятствует размножению болезнетворных микробов.
Прием луженой меди «микс»
Сдать «микс» луженной меди в Москве можно в любом из наших пунктов приема. Металл+ всегда предложит вам достойную цену и комфортные условия сотрудничества. Наши специалисты помогут вам с определением стоимости партии лома, доставкой и решением других, возникающих у вас вопросов.
Медь относится к легкоокисляющимся металлам, поддается воздействию атмосферных факторов, вступает в реакцию с кислотами. Чтобы защитить металл от окисления, его покрывают другим металлом. Этот процесс называется – лужение. Чаще всего металл покрывают оловом или соединениями олова с другими металлами: цинком, свинцом и т.д.
Благодаря отличным характеристикам прочности и долговечности, луженая медь востребована в таких областях жизнедеятельности человека:
- строительная;
- электротехническая;
- промышленная.
Обычно встречается в жилах медных кабелей и оплетке. «Микс» луженой меди – это кабель, клеммы, контакты, другие изделия. Основной продукт лужения – кабель. Основное отличие медной проволоки от кабеля – это гибкость. Вторым по популярности изделием из луженой меди, являются медные шины, используемые в электронике и других видах промышленности.
Определить наличие меди можно визуально, а установить процентное содержание в изделии – с помощью мастера. Такой вид лома наиболее часто встречается в отходах производства бытовой и электронной техники. В «миксе» допускается наличие следов краски или эмали. Строгих требований к принимаемому лому нет. Чтобы повысить качество лома, желательно удалить из него пересортицу и добавки.
Цена лома луженной меди
Цена за 1 кг меди составляет 365 руб. В луженой меди процент содержания металла 30-50%. Фактическое содержание определяется в ходе осмотра мастером. Поэтому мы принимаем «микс» меди с обязательной визуальной оценкой. Стоимость лома зависит от установленного процента.
Цена приема луженой меди может отличаться в разное время года и зависеть от стоимости медной руды в конкретный момент времени. Биржевая стоимость руды зависит от результатов торгов.
Где выгодно сдать в Москве
Наши пункты приема расположены во всех районах Москвы. Чтобы сэкономить ваше время, наши специалисты могут приехать к вам. Заказ машины и нашего специалиста по оценке доступен на нашем сайте! Сдать луженую медь в Москве и области можно в любом из пунктов приема.
У нас имеются прямые договора с заводами на поставку металла. Именно это дает нам возможность принимать лом луженой меди по выгодным ценам.
Пассивация луженой жести
Жесть после пассивации
Этот процесс необходим, чтобы стабилизировать поверхность тонколистового металла, повышая ее адгезию к лакам. Дополнительно, процедура затормаживает образование оксидов олова, приводящих к изменению цвета белой жести. Пассивация производится двумя способами:
- химический – лента пропускается через специальный раствор;
- электрохимический – аналогичен предыдущей процедуре, но проводится ввод дополнительным воздействием электрического тока.
Результатом пассивации оказывается образование тонкой пленки хрома и его соединений. Она отличается высокой прочностью и предохраняет поверхность металла от царапин в ходе дальнейших технологических процессов.
Подготовка изделий
Качество подготовки поверхности детали к лужению определяет прочность ее сцепления с покрытием. Метод подготовки зависит от состояния поверхности.
- Обработка щетками.Этот метод используется, если на поверхности изделия есть окалина или сильные загрязнения. Перед обработкой изделие рекомендуется тщательно вымыть. Для лучшего эффекта можно использовать абразивное вещество: песок, известь, пемзу.
- Шлифование.Так подготавливаются поверхности, имеющие неровности. При шлифовании можно воспользоваться абразивным кругом или наждачной бумагой.
- Химическое обезжиривание.Проводится специальными растворами: 5-10 % раствор едкого натра, 10-15 % раствор углекислого натрия; 10-15 % раствор фосфорнокислого натрия. Их необходимо подогреть до 60-80 градусов. Могут использоваться растворители жира: венская известь, бензин, керосин. При использовании бензина и керосина следует учитывать, что они взрыво- и пожароопасные.После удаления жира изделия следует промыть водой. Определить, удален жир с поверхности или нет, можно визуально. Если вода равномерно растекается по поверхности изделия, а не собирается на ней каплями, то поверхность обезжирена.
- Травление.Этим методом подготавливаются изделия из железа, меди, латуни. Травление происходит подогретым 20-30 % раствором H2SO4 (серная кислота). Продолжительность травления 20-30 мин. Затем поверхность изделий промывается холодной водой, протирается влажным песком, промывается горячей водой с температурой 80-100 °С.
После подготовки можно проводить лужение деталей.
Технология
В ходе эксплуатации медь и ее сплавы способны с кислородом воздуха образовывать оксиды. Чтобы не допускать подобных ситуаций, используется лужение меди оловом. Для выполнения такой процедуры в домашних условиях потребуется припой, паяльник, канифоль либо флюс
Чтобы правильно залудить медный провод, важно качественно прогреть паяльник. Проводник предварительно очищают от изоляции, снимают (в зависимости от потребностей) изоляцию
При работе с многожильным проводом до лужения его скручивают.
Затем покрывают медную жилу канифолью, прогревают по всему объему паяльником. На разогретое жало берется олово, оно распределяется по всему участку провода, предварительно обработанного канифолью.





 Смотреть галерею
Смотреть галерею
В наушниках из-за механических нагрузок часто обрываются слаботочные проводники. Так как они имеют незначительный диаметр, при лужении пользуются несколько иной технологией. Берут паяльник с тонким жалом, канифоль, проволочный припой. Сначала отпаивают оборвавшиеся провода, затем приступают к пайке нового провода. Провода покрыты слоем лака (для обеспечения изоляции), поэтому его предварительно удаляют разогретым паяльником и канифолью. Далее покрывают слоем олова, что существенно упрощает последующую пайку.
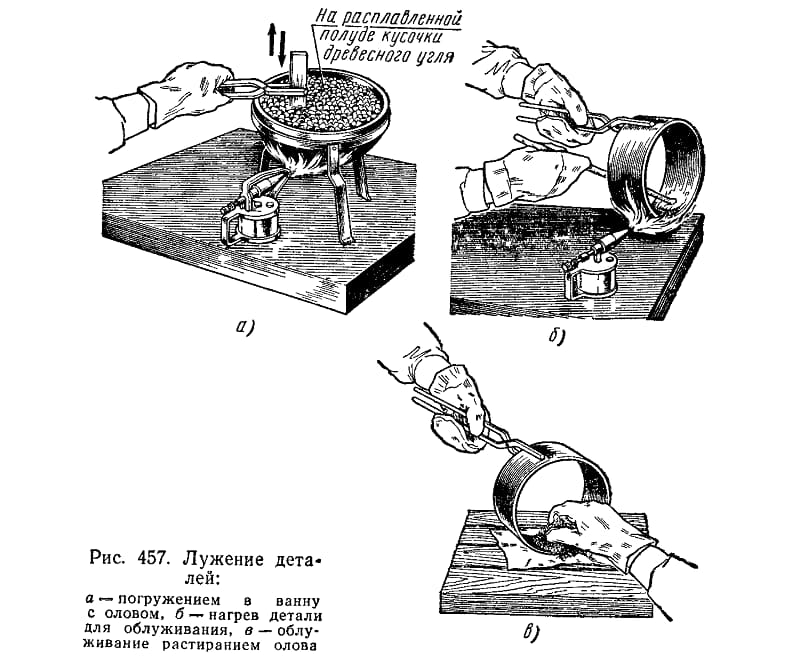
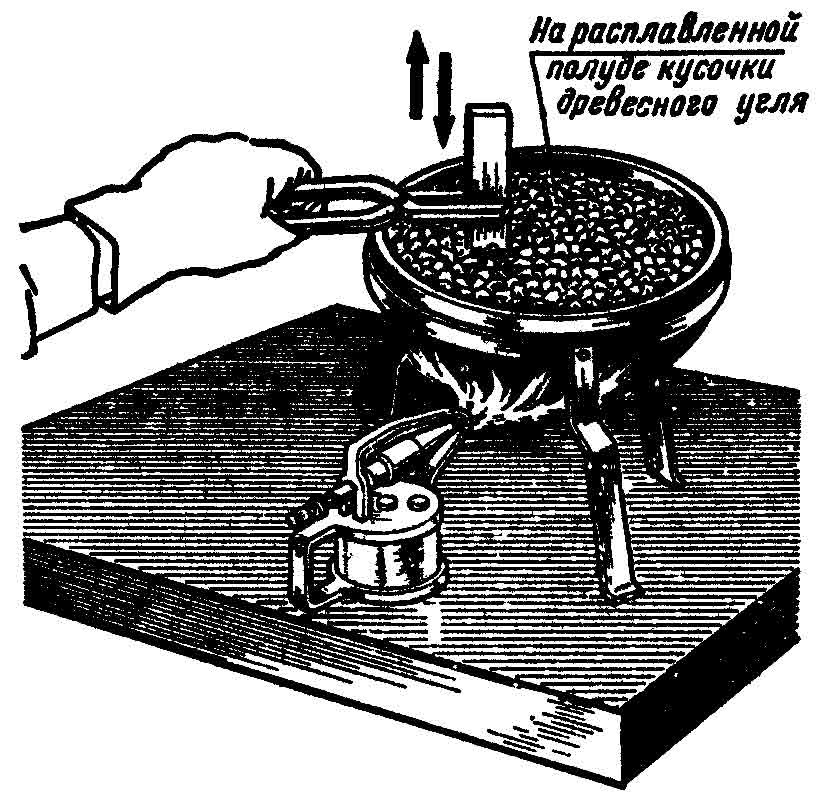
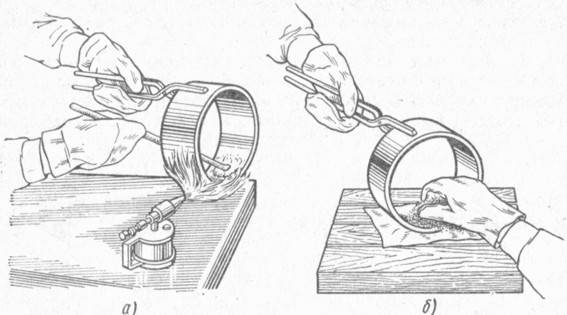
Лужение и пайка
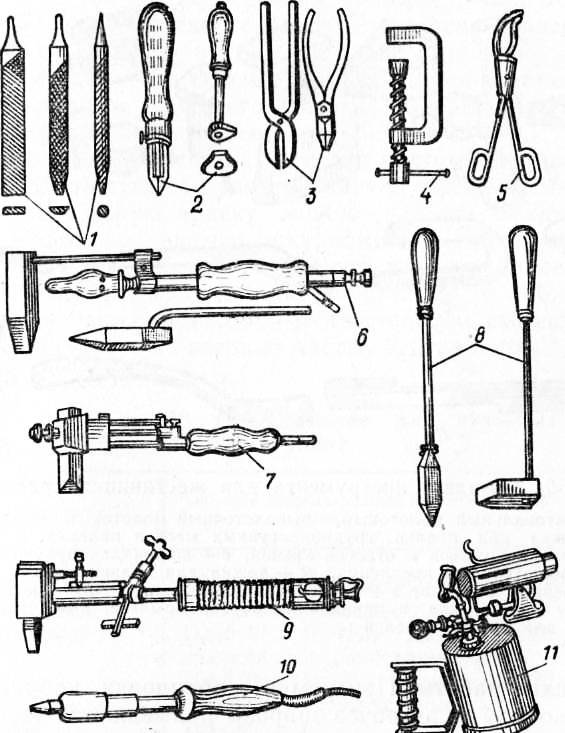
Лужение поверхности позволяет выполнить пайку и существенно упростить данный процесс. Для выполнения работ необходимо подготовить следующие инструменты:
- Горелка или другой источник огня.
- Паяльник.
- Расходные материалы.
Расходными материалами для выполнения работ является флюс, припой и канифоль. Лужение паяльником выполняют путем расплавления припоя горячим наконечником инструмента. Благодаря физическим свойствам олова для этого не требуется интенсивной обработки. Под действием температуры припой становится жидким, стекая на рабочую поверхность, образуя паяльную ванну. Распространение рабочего состава регулируется движением паяльника.
После использования всего состава рабочую плоскость протирают ветошью. Это необходимо сделать сразу же, пока поверхность еще горячая. Данная процедура поможет равномерно распределить состав.
Почему лужение проводов так важно
Перед тем как залудить провод, требуется узнать, для чего эта процедура так необходима. Медь и алюминий при взаимодействии с кислородом окисляются, образуя на своей поверхности оксидную пленку, которая ухудшает проводимость и повышает сопротивляемость. Залуживание проводов позволяет этого избежать. Лудят провода свинцово-оловяными припоями, их преимущество заключается в длительном эксплуатационном сроке, безопасности и надежности.
Также лужение используют во время пайки, например, при подключении светодиодных лент к блоку питания. Если жилы осветительного прибора предварительно не облудить, с течением времени все проводки отвалятся.
Подготовка изделий
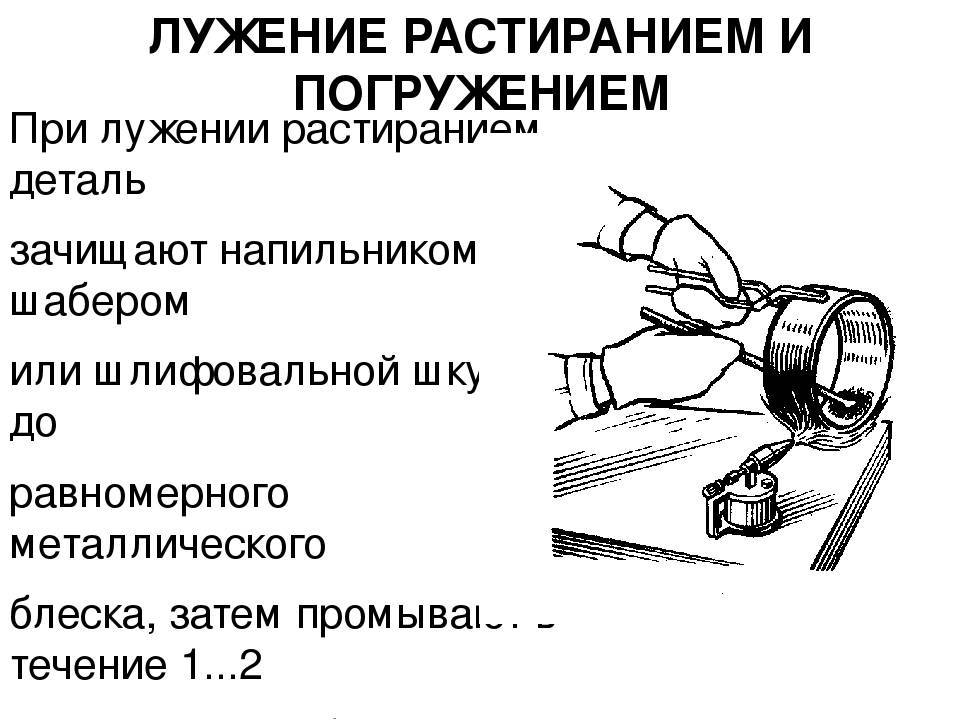
Чем чище будет поверхность металла, тем прочнее к ней прикрепится припой. Поэтому в зависимости от требований к самой заготовке используются разные способы подготовки к лужению металла.

Первый способ – это очистка поверхности металла щетками. Обычно таким инструментом снимается окалина и ржавчина. Сначала изделие промывается водой, а затем щеткой вычищается. Нередко на этой стадии применяют известь, песок, пемзу.
Следующий способ подготовки к лужению заключается в шлифовании металла шкурками и дисками. Этот этап является доработкой изделия, то есть, доведение его поверхности до максимальной ровности.
Применяют обезжиривание с помощью натриевых составов: едкий натр – 10-15%, фосфорнокислый натрий – 10-15%, углекислый натрий – 10-15%-ный раствор. Добавим, что химические растворы перед использованием надо нагреть до 50-80С.
Применяют также травление. Для этого используют серную кислоту.