Для чего он нужен?
На токарном станке обрабатываются детали разной длины, в т. ч. длинные заготовки небольшого диаметра. Они закрепляются в 2-х точках (торцы), и по мере удаления от места фиксации повышается вероятность продольной деформации при воздействии режущего инструмента.
В таких условиях очень трудно, а порой просто невозможно, обеспечить нужную точность обработки и идеальную цилиндричность.
Кроме того, вибрирующая заготовка повреждает рабочий инструмент и оснастку. При работе на больших скоростях возникает риск разрушение детали в центральной части, что чревато травмами для рабочего.
Люнет представляет собой дополнительную опору, которая повышает устойчивость обрабатываемой заготовки. Таким способом удается устранить деформацию и вибрацию детали.
Существенно повышается безопасность работ. Используется приспособление обычно в тех случаях, когда длина заготовки превышает ее диаметр в 10 и более раз.
Установка и настройка люнета
Оборудование для токарного станка можно установить только в тех случаях, когда:
- Деталь в месте установки имеет идеальную цилиндрическую поверхность. Это может быть уже готовая круглая заготовка, или на участке соприкосновения болванку специально протачивают на токарном станке под опорное приспособление.
- Заготовка не имеет неисправимой деформации (она долго не хранилась в изогнутом состоянии и не успела принять форму прогиба), иначе выставить люнет будет очень сложно.
Все это актуально, когда проводятся грубые черновые работы. В таком случае со всей поверхности болванки будет сниматься определенный слой металла и можно нивелировать все возможные дефекты формы.
Вначале под деталь заводят нижние кулачки, с помощью измерительного прибора проверяют расстояние по всей длине: от заготовки до станины токарного станка (имеется в виду расстояние от участков болванки с одинаковыми диаметрами). Кулачками поднимается деталь на тот уровень, чтобы все расстояния были предельно одинаковыми. Далее деталь фиксируется сверху третьим кулачком.
В случае, когда нужно установить токарный люнет для финишной обработки изделия, метод установки и настройки отличается от рассмотренного выше:
- Вначале определяются с местом на детали, где будет установлено устройство токарное.
- Замеряют диаметр этого места и подбирают или вытачивают специальную короткую оправку, которая идеально соответствует промеренному диаметру.
- Оправку закрепляют в передней бабке и по ней выставляют люнет.
- Оправку снимают, а на ее место ставят обрабатываемую заготовку. Люнет же закрепляют на заранее подобранное место, соблюдая строгую параллельность с тем местом, где он настраивался по оправке.
Виды люнетов для токарных станков
Люнеты для токарных станков бывают разными. Кроме отличий в элементах конструкции, размерах, типах крепления на станину, весь без исключения инструмент может быть отнесен к одной из двух основных категорий:
- Люнеты токарные, которые называются неподвижными. Они устанавливаются стационарно в какую-либо рабочую точку и во время всего цикла обработки остаются там.
- Приспособления, которые называются подвижными. Их местоположение на станине меняется в зависимости от того, куда перемещается токарный резец вдоль заготовки.
Люнеты для шлифовального станка имеют схожую конструкцию с неподвижными приспособлениями токарного станка. Их опорные части покрыты материалом, который не позволяет протирать канавки на заготовке, например баббитом.
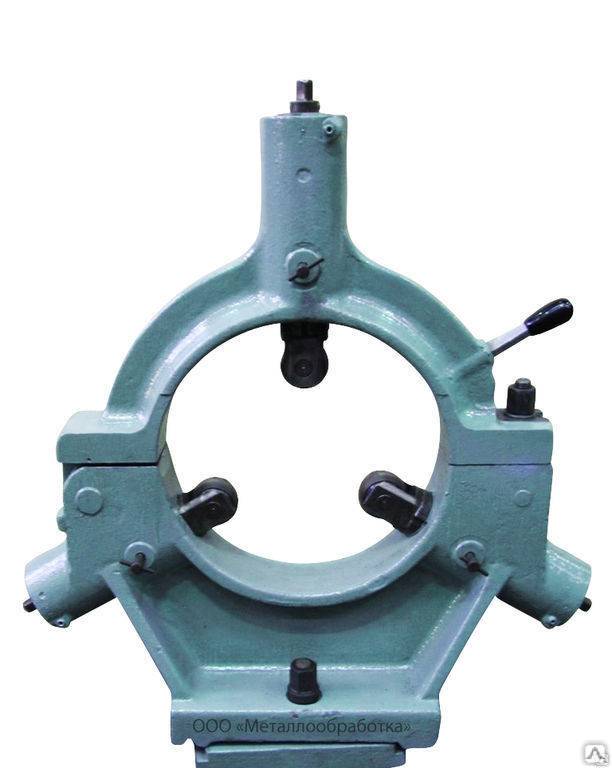
Люнет неподвижной конструкции
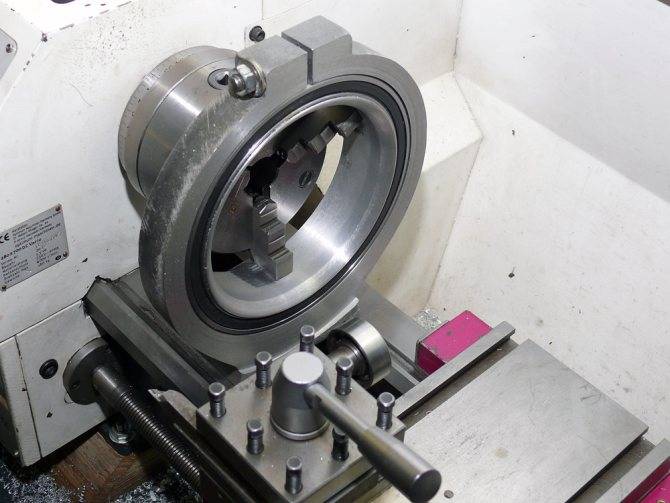
Люнет неподвижный представляет собой приспособление для токарного станка, целевое назначение которого состоит в том, чтобы поддерживать заготовку длинного размера. Это обеспечивает возможность более точной обработки изделия, исключает появление вибрации. Способ крепления оборудования к станине происходит посредством плоской опорной плиты и болтового соединения. Характерной особенностью всех неподвижных токарных люнетов является наличие трех роликов, или кулачков, два из которых подпирают деталь снизу, третий – производит упор сверху. Для того чтобы установить заготовку на приспособление, верхняя часть последнего имеет возможность откидываться на шарнире, а после закрепления детали возвращается на место и фиксируется специальным болтом. Конструкция неподвижного токарного оборудования полностью соответствует конструкции, описанной в разделе «Устройство и назначение люнета».
Люнет подвижной конструкции
Люнет подвижный представляет немного иную конструкцию опоры, нежели неподвижное устройство. Он уже крепится не за станину, а за суппорт продольный на станке токарном. Это позволяет системе двигаться одновременно и в том направлении, куда движется режущий инструмент. То есть он располагается напротив самого резца. Основное целевое назначение подвижного токарного люнета в устранении изгибов тонких и длинных деталей под воздействием на них резца. Это позволяет избегать заклинивания инструмента и порчи изделия. Приспособление токарное подвижное имеет такие конструктивные элементы:
- Основание с крепежными отверстиями. Это цельнометаллический элемент, который по форме напоминает вопросительный знак. Здесь нет необходимости в откидной части, как у неподвижного токарного люнета, так как деталь легко может быть заведена в приспособление сбоку.
- Опорные кулачки, которых два. Один располагается сверху, другой сбоку. Третьей опорой здесь выступает сам резец.
- Винты для выдвижения и закрепления кулачков.
Как установить и настроить опорное приспособление
Обычно люнет для токарного станка закрепляют в необходимой точке при помощи болта, до того как устанавливают заготовку по центру. После этого:

Люнет предотвращает прогибание вала
- Все упоры кулачковые или роликовые вкручивают до конца в основание устройства;
- Далее откидывают подвижную часть приспособления с помощью шарнира;
- Закрепляют саму деталь на токарном станке и замеряют ее диаметр в месте будущего контакта с люнетом;
- Закрывают крышку и фиксируют ее к основанию специальным болтом;
- Выдвигают кулачки, чтобы диаметр между ними строго соответствовал диаметру заготовки;
- При правильном выставлении стальные кулачки должны упереться в деталь и при проворачивании ее вручную она должна равномерно вращаться.
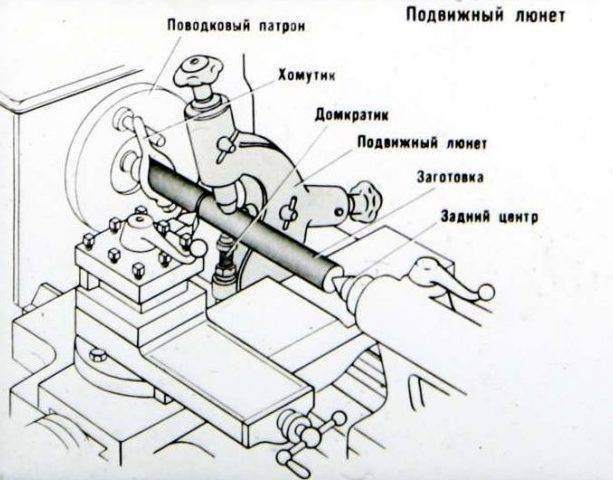
Схема установленного подвижного люнета
Есть несколько способов выставления устройства – при помощи конкретной заготовки, специальной стойкой с вмонтированным микрометром. В первом случае болванка должна быть закреплена в центрах, и в месте контакта с люнетом иметь геометрически точную окружность. То есть ее предварительно протачивают. Если приспособление нужно выставить под проточенную заготовку предварительно без наличия последней – используют приборы измерительные высокой точности.
Еще один способ регулировки упоров часто применяемый в производственных цехах, когда люнет выставляют не по реальной заготовке, а по стальному кругляку, на котором протачивают нужный диаметр в месте установки опорного приспособления. Для большей надежности после установки болванки необходимо проверить качество вращения. Оно должно быть свободным и не вызывать дополнительных нагрузок, вибраций.
Эксплуатация
При работе с люнетом необходимо соблюдать правила эксплуатации, учитывать особенности рабочего процесса:
- Заранее проверять надежность выставления изделий из металла.
- Использовать защитные очки, робу, перчатки во время проведения работ.
- Только при черновой обработке нужно обрабатывать место, в котором соприкасается дополнительный элемент с рабочей поверхностью.
- Резцы выставлять под отрицательным углом, чтобы они не мешали работать токарю.
- Проверять целостность кулачков. Если на их поверхности появились трещины, неровности, требуется заменить конструкцию.
- Нельзя использовать самодельные приспособления на промышленном производстве, для серийного изготовления изделий из металла.
- При проведении финишной обработки металлический изделий, требуется использовать вали-накладку для дополнительного удержания заготовки.
Для промышленного оборудования нужно покупать качественные приспособления, изготавливаемые из прочных материалов.
Люнеты для токарных станков используются для проведения более точных работ, исключения вибраций, появления неровностей. Настройку может провести начинающий токарь, прочитав пошаговую инструкция. При желании можно изготовить самоделку.
Достоинства и недостатки
При использовании люнетов среди положительных качеств отмечаются следующие:
- безопасность станочника;
- точность размеров изделия;
- снижение вибраций;
- предупреждение разрушения заготовки и инструмента;
- расширение диапазона размеров обрабатываемых деталей;
- простая конструкция;
- надежность.
Среди недостатков отмечается маленький ресурс работы элементов, непосредственно находящихся в контакте. Для снижения нагрузок опоры изготавливаются из чугуна или бронзы. Опоры качения, имеющие роликовую форму, более долговечны, но быстро разрушаются опорные подшипники, особенно если их подача механизирована.
Почему стоит купить планшет?
Для того чтобы максимально упростить формулировку определения термина «планшетный компьютер», можно сказать, что это фактически то же самое, что и ноутбук или ПК. Основное отличие планшетного компьютера от персонального – его мобильность (гаджет способен работать без каких-либо проводов, не считая зарядного). Такой гаджет можно взять с собой в дальнюю поездку, чтобы послушать музыку или оставаться на связи с друзьями и коллегами. Кроме мобильности, планшет отличается от ноутбука или ПК:
- Меньшими габаритами и весом
- Так называемым тачскрином (сенсорным экраном)
- Отсутствием клавиатуры (на большинстве моделей возможно её подсоединение, но многие успешно обходятся экранной «клавой»)
- Возможностью расширения внутренней памяти путём установки SD-карты (на большинстве устройств)
- На некоторых моделях наличием камеры и слота для Sim-карты, что превращает планшет в многофункциональный телефон
Новичкам не рекомендуется сразу же запускать их и пытаться разобраться, что к чему, так как в таком многообразии софта можно легко запутаться.
Лют ШШП ГОСТ ШИ5
1,2. (Измененная редакция, Изм,№1).
Манкировать; обозначение люнета и товарный знак предприятия-изготовителя.
dO SM.
3. Конструкция и размеры корпуса (поз. 1) должны соответствовать указанным на черт. 2 и в табл. 2.

* Размер для справок,
Черт, 2
Стр. 3 ГОСТ 21190-75
Таблица 2
Размеры в мм
Обозначение корпуса | В | И | d (пред откл по Н7) | А | Ai | Аг | А3 | А4 | А, | В; | Ь (пред откл по НИ) | Ьх (пред откл по Н12) |
6046 0011/001 | 35 | 5 | 17 | 11 | 6,0 | 15 | 6 | 18 | 24 | 6 | 10,2 | |
6046 0012/001 | 33 | 46 | 6 | 21 | 13 | 7,5 | 20 | 10 | 25 | 30 | 8 | 12,2 |
6046 0013/001 | 42 | 56 | 8 | 26 | 16 | 11,0 | 24 | 29 | 38 | 10 | 16,2 |
Продолжение
Обозначение корпуса | 1 | h | h | h | h | г | Г\ | Г2 | Гъ | о | п | Масса* кг, |
6046 0011/001 | 14 | Ь | 5 | 13,5 | 12 | 5 | 10,0 | 5 | 9 | 5,1 | 12 | 0,051 |
6046 0012/001 | 18 | 10 | 6 | 16,5 | 15 | 6 | 12,5 | 7 | 10 | 6,1 | 15 | 0,090 |
€046 0013/001 | 22 | 12 | 7 | 21,0 | 16 | 8 | 15,0 | 9 | 12 | 8,1 | 19 | 0,277 |
Пример условного обозначения корпуса размером В = 27 мм:
Корпус 6046-001Ц001 ГОСТ 21190—75 (Измененная редакция, Изм. № 1).








3.1. Материал — сталь марки 45 по ГОСТ 1050—74.
3.2. Покрытие — Хим. Оке. прм (обозначение покрытия по ГОСТ 9.073—77).
3.3. Остальные технические требования ‘— по ГОСТ 17166—71. 4. Конструкция и размеры ролика (поз. 2) должны соответствовать указанным на черт. 3 и в табл. 3.
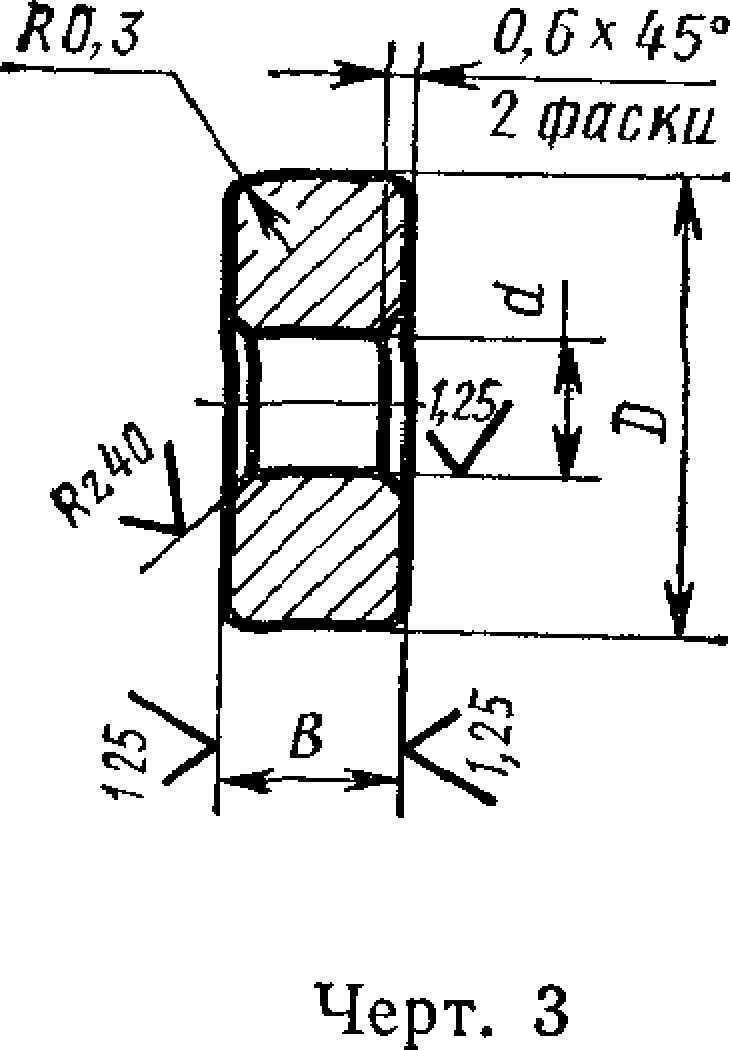
Таблица 3
Размеры в мм
D | в | а | Масса, | |
Обозначение ролика | (пред. ОТКЛ. | (пред, откл. | (пред откл. | кг, |
По /ill) | по /18) | по F8) | ||
6046-0011/002 | 16 | 6 | 5 | 0,008 |
6046-0012/002 | 20 | 8 | 6 | 0,018 |
6046-0013/002 | 25 | 10 | 8 | 0,034 |
Пример условного обозначения ролика диаметром D=^16 мм:
Ролик 6046-0011/002 ГОСТ 21190—75
(Измененная редакция, Изм. № 1).
4.1. Материал — сталь марки ШХ15 по ГОСТ 801—78.
4.2. Остальные технические требования — по ГОСТ 17166—71.
ГОСТ 21 <90—75 Стр. 6
5. Конструкция и размеры пальца (поз. 3) должны соответствовать указанным на черт. 4 и в табл. 4.

RZ20.
Обработка деталей в люнетах
Длинные и тонкие детали, длина которых в 10-12 раз больше диаметра, при обтачивании прогибаются под действием собственного веса и сил резания, в результате чего они получают бочкообразную форму – в середине толще, а по концам тоньше. Избежать этого можно, применив особое поддерживающее приспособление – люнеты. При применении люнетов можно обтачивать детали, снимая стружку большего сечения, не опасаясь прогиба их.
Люнеты бывают неподвижные и подвижные.
Неподвижный люнет
Неподвижный люнет (рис. 339) состоит из чугунного корпуса 1, с которым посредством болта 7 скрепляется откидная крышка 6, что облегчает установку детали. Основание корпуса люнета имеет форму соответственно направляющим станины, на которых он закрепляется планкой 9 и болтом 8. В корпусе при помощи регулировочных болтов 2 перемещаются два кулачка 4, а в крышке – один кулачок 5. Для закрепления кулачков в требуемом положении служат винты 3. Такое устройство позволяет устанавливать в люнет валы различных диаметров.
Рис. 339. Неподвижный люнет
Прежде чем установить заготовку в люнет, нужно проточить у нее посредине канавку под кулачки шириной немного больше ширины кулачка (рис. 340). Если заготовка имеет большую длину и небольшой диаметр, то при протачивании такой канавки неизбежен прогиб самой заготовки. Во избежание этого вначале протачивают дополнительную канавку ближе к концу заготовки и, установив в ней люнет, протачивают основную канавку посредине.
Рис 340. Обтачивание детали с применением неподвижного люнета
Иногда заготовка может оказаться настолько длинной и тонкой, что одной основной канавки не хватит. В подобных случаях протачивают еще две или больше дополнительных канавок.
Обработка в люнете
Обработку в люнете ведут так: обтачивают деталь до канавки, т. е. до места, где находится люнет, затем перевертывают деталь, устанавливают ее опять в центрах и, снова закрепив в люнете, обтачивают остальную часть вала.
В некоторых случаях нецелесообразно точить дополнительные канавки; тогда применяют способ, показанный на рис. 341 и 342. Цилиндрическую втулку 2 (рис. 342) надевают на среднюю часть заготовки 1 и с помощью болтов 4 устанавливают концентрично с осью заготовки. Концентричность втулки проверяют индикатором 3, как показано на рис. 342.
Заготовку с надетой втулкой устанавливают в люнет (рис. 341), а торцами – в центры и обтачивают до люнета. После этого открывают люнет, снимают заготовку с центров и удаляют втулку. Затем заготовку перевертывают и, установив кулачки люнета по диаметру обточенной части, обтачивают оставшийся участок заготовки.
Неподвижные люнеты применяют также для отрезания концов и подрезания торцов у длинных деталей. На рис. 343 показано использование неподвижного люнета при подрезании торца: деталь закреплена одним концом в трехкулачковом патроне, а другим установлена в люнете.
Рис. 342. Проверка концентричности установки втулки для обработки детали в неподвижном люнете
Рис 341. Обтачивание детали со втулкой в неподвижном люнете
Таким же образом можно обработать точные отверстия с торца длинной детали, например расточить коническое отверстие в шпинделе токарного станка или просверлить такую деталь по всей ее длине.
Кулачки неподвижного люнета должны быть установлены точно по диаметру детали с центром на оси шпинделя; их не следует зажимать туго. Поверхность детали, поддерживаемую
Рис. 343. Подрезание торца детали, установленной в патроне и неподвижном люнете
Рис. 344. Неподвижный люнет с шарикоподшипниками для скоростной обработки
кулачками, необходимо смазать маслом, чтобы уменьшить трение и предотвратить образование задиров.
Люнеты с жесткими кулачками не пригодны для скоростной обработки вследствие быстрого износа кулачков.
Рис. 345 Обтачивание детали с применением подвижного люнета
При скоростной обработке применяют люнеты с роликовыми или шариковыми подшипниками (рис. 344)
В этом случае трение скольжения заменяется трением Качения, благодаря чему уменьшается нагрев обрабатываемой детали, что важно при работе на больших скоростях резания
Подвижный люнет
Подвижный люнет (рис. 345) закрепляют на каретке суппорта. Вместе с ней он, следуя за резцом, перемещается вдоль обтачиваемой детали и поддерживает ее в месте приложения усилия, предохраняя от прогибов. Подвижный люнет применяют при чистовом обтачивании длинных деталей. Он имеет только два кулачка. Их выдвигают и закрепляют так же, как кулачки неподвижного люнета.
Старые советские модели станков по дереву и металлу
Советское оборудование все еще эксплуатируется на производстве. Некоторые принципиально предпочитают оборудовать домашние мастерские агрегатами из СССР.
Важно!
На советское оборудование иногда проблемно найти оснастку или комплектующие в случае поломки.
Токарно-винторезный станок ИТ-1М
Станок облегченного типа предназначался для наработки практики в мастерских. Позволяет обрабатывать цилиндрические заготовки снаружи, сверлить и растачивать, нарезать резьбу. В настоящее время снят с производства.
Токарно-винторезный станок ТВ-6
Появился на рынке в 80-х годах. Применяется в основном для обучения будущих токарей в мастерских и учебных центрах. Позволяет выполнять базовые операции.
Характеристики:
- Диаметр шпинделя — 12 мм.
- Частота вращения шпинделя — 130-170 об./мин.
- Расстояние между центрами — 350 мм.
- Максимальная длина обработки — 300 мм.
Токарные станки Универсал 2 и Универсал 3
Настольные станки для изготовления мелких деталей. Возможно выполнение большинства токарных работ. Максимальный диаметр и длина заготовки — 12,5 см и 18 см.
Токарный станок ТШ-3
Выполняет функцию точильного и шлифовального агрегата. Пригоден к эксплуатации в домашней мастерской и промышленных целях. Кроме классических токарных работ, агрегат пригоден для финишной шлифовки изделий и заточки режущих, а также слесарных инструментов.








1Е61М, 1Е61ПМ, 1Е61ВМ токарно-винторезные станки
Относятся к специальным станкам, обеспечивающим более высокую точность обработки. Все три модификации относятся к токарно-винторезной группе с высотой над центрами 175 мм.
Диаметр обрабатываемого прутка не превышает 32 мм. Максимальное расстояние перемещения суппорта составляет 200 мм.
Токарно-винторезный станок 1М63Н
Многофункциональный агрегат, предназначенный для выполнения всех типов токарных операций. Данная модель позволяет также работать с коническими поверхностями и нарезать многозаходные резьбы.
Буква Н в маркировке говорит о способности получить размеры нормальной точности. Возможна установка дополнительной оснастки при работе с крупногабаритными заготовками.
Токарно-револьверный станок 1341
Станок револьверной группы позволяет выполнять обработку с использованием нескольких инструментов одновременно. Доступные операции:
- Обработка наружных и внутренних поверхностей.
- Нарезка резьбы.
- Сверловка, зенкование, развертывание.
- Работа с фасонными поверхностями.
Обработка выполняется в автоматическом и полуавтоматическом режиме. Возможно изготовление деталей из прутка и штучных заготовок.
Токарно-винторезный станок 1Н65
Усовершенствованная модификация агрегата 1М65. Возможна обработка цилиндрических и конических деталей, а также сложных фасонных поверхностей.
Технические характеристики:
- Высота центра над станиной и суппортом — 500 и 325 мм.
- Диаметр шпинделя — 128 мм.
- Максимальный вес заготовки — 5 т.
- Максимальный диаметр заготовки в кулачках — 870 мм.
Токарно-винторезный станок 1М63
Разработан в 50-х годах для обработки заготовок из разного металла. По тем временам это был агрегат с уникальными характеристиками, и его закупали крупные промышленные предприятия. Он обеспечивал высокое качество и точность обработки при точении изделий любой сложности.
Станок токарно-винторезный 1А616
Агрегат выпущен в 50-х годах прошлого века. В ту эпоху технические характеристики были одними из лучших. На многих предприятиях станок успешно используется по сей день.
Оборудование предназначено для широкого спектра работ с небольшими заготовками. Буква А говорит про особо высокую точность обработки. Возможно нарезание модульной, дюймовой, питчевой резьбы без перестройки кинематики.
Токарный школьный станок ТВ-4
Разрабатывался для обучения токарному делу в школьных мастерских и учебных центрах. Универсальный станок, пригодный для выполнения базовых токарных операций. Имеет небольшой вес и габариты, из-за чего пользуется популярностью в домашних мастерских.
Токарный станок по металлу Школьник ТВ-7
Станок с ручным управлением, предназначен для обработки заготовок 100-300 мм. Поддерживает четыре скоростных режима. Позволяет выполнять базовые операции — наружное точение, расточка, нарезка метрической резьбы, обработка торца, сверление отверстий. Назначение — практическое обучение будущих токарей.
Настольный токарный станок по металлу ТВ-16
Станок с малыми габаритами для выполнения операций средней сложности. Доступно сверление отверстий, нарезка резьбы, наружное точение, расточка.
Параметры:
- Расстояние между центрами — 250 мм.
- Максимальный диаметр заготовки над станиной — 160 мм.
- Диаметр отверстия шпинделя — 18 мм.
- Мощность — 0,4-0,5 кВт.
Варианты конструкций самодельных люнетов
Люнет для токарного станка стоит недешево, поэтому покупать его, если приспособление не так часто используется, нет особого смысла. Проще тогда изготовить своими руками люнет. Например, для токарного станка ИЖ1 можно реализовать самоделку, используя следующую конструкцию:
- В качестве основания, где будут закреплены кулачки, берут фланец для соединения труб. Размер фланца по внешнему диаметру составляет 200 мм, по внутреннему – 110 мм. Фланец при помощи транспортира делят маркером на три равных сектора с углом 120 градусов каждый. Линии соединения секторов как раз и будут местами, куда нужно закрепить механизмы подачи кулачков.
- Вместо кулачков можно использовать три шпильки с резьбой 14 и длиной 150 мм каждая. На шпильки с одного торца наваривают ручки (куски проволоки 8 мм в диаметре и длиной по 30 мм, чтобы получилось подобие буквы «Т» по форме), на другой торец заказывают у токаря три бронзовых остроконечных колпачка внутренним диаметром резьбы на 14.
- Механизм регулировки и фиксации кулачков можно сделать из трех гаек внутренней резьбой на 14 (для каждого кулачка), две из которых приваривают напротив друг друга по заранее прочерченным на фланце линиям.
- Для крепления токарного люнета к станине необходимо сделать специальную подложку, которая бы могла перемещаться по полозьям и фиксироваться в определенном месте. Подложку можно сделать из стального уголка с толщиной металла не менее 10 мм и величиной полок по 100 мм. Длина уголка должна быть равной ширине полозьев станины и захватывать направляющие. Для того чтобы полка двигалась строго по направляющим, из уголков с величиной полок по 15 мм, толщиной металла 2 мм отрезают две заготовки длиной по 100 мм. Их укладывают в полозья (друг напротив друга), сверху на них ставят большой уголок, который прихватывают сваркой.
- Далее в основном уголке сверлят отверстие на 12, чтобы можно было болтом закреплять подложку к стандартной металлической пластине от крепления бабки токарного станка. Фланец фиксируют в передней бабке, выставляют так, чтобы одна пара приваренных гаек смотрела вертикально вверх, придвигают вплотную к фланцу уголок на салазках и приваривают к нему.
- Люнет снимают с бабки, на каждый кулачок накручивают по одной гайке, надевают гравер и вкручивают кулачки в заранее приваренные гайки. После этого на торцы кулачков накручивают бронзовые «колпачки».
Выделим некоторые преимущества
- Производится отечественным производителем;
- Имеет довольно не большой вес, компактен;
- В основе разработки бесцентровый метод;
- Сверхточный прибор, способный измерять округлости деталей.
Прилагаем несколько изображений, как выглядят люнеты в работе.
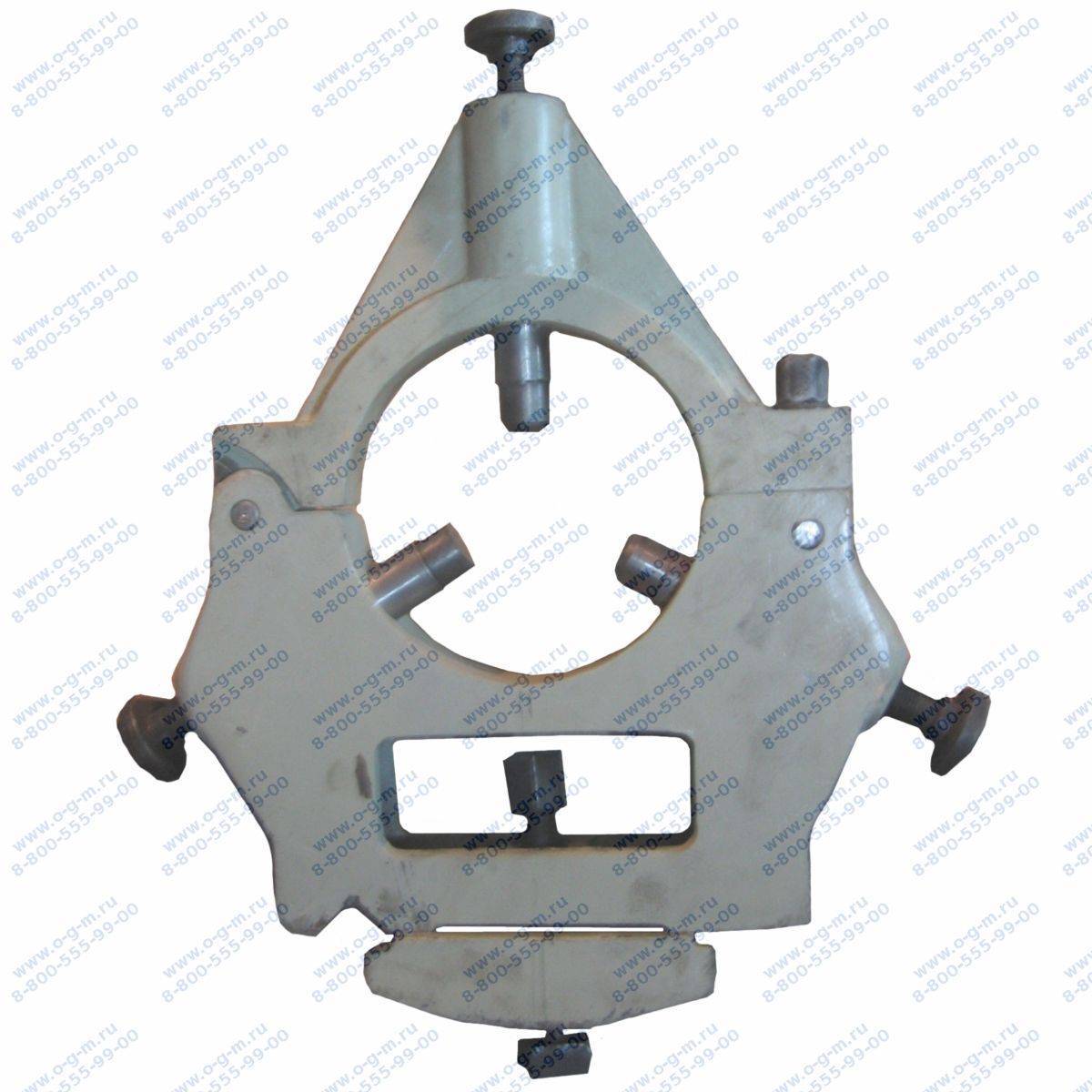
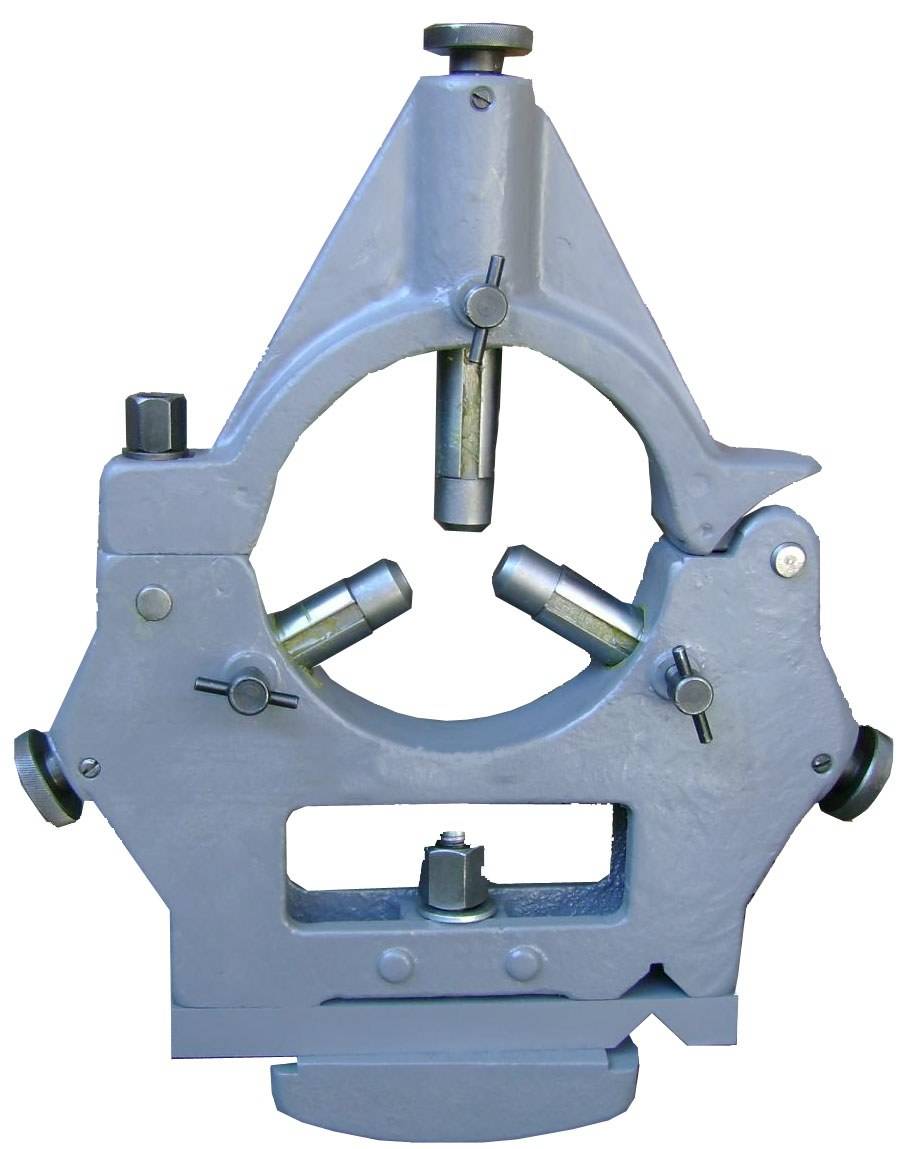
Чертеж люнета (общий вид)
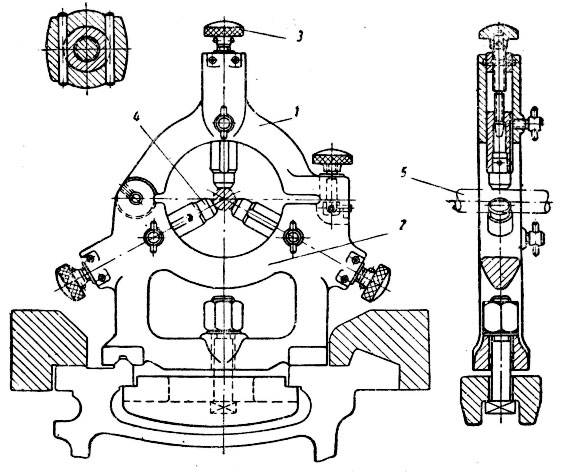
- откидная крышка;
- основание люнета;
- установочные винты;
- колодки;
- обрабатываемая деталь;
| Данные люнеты широко применяются везде, где нужно измерить округлости прокатных валов, а именно: цилиндров печатных машин, валов в бумагоделательной индустрии, валов авиадвигателей, цилиндры печатных машин, роторов генераторов либо турбин. |
| Люнеты, находящиеся на изображении, дают возможность снимать неровности таким образом, что до полного устранения неровностей («как чисто») требуется подать круг на меньшую величину, чем при обычном шлифовании на башмаках. |
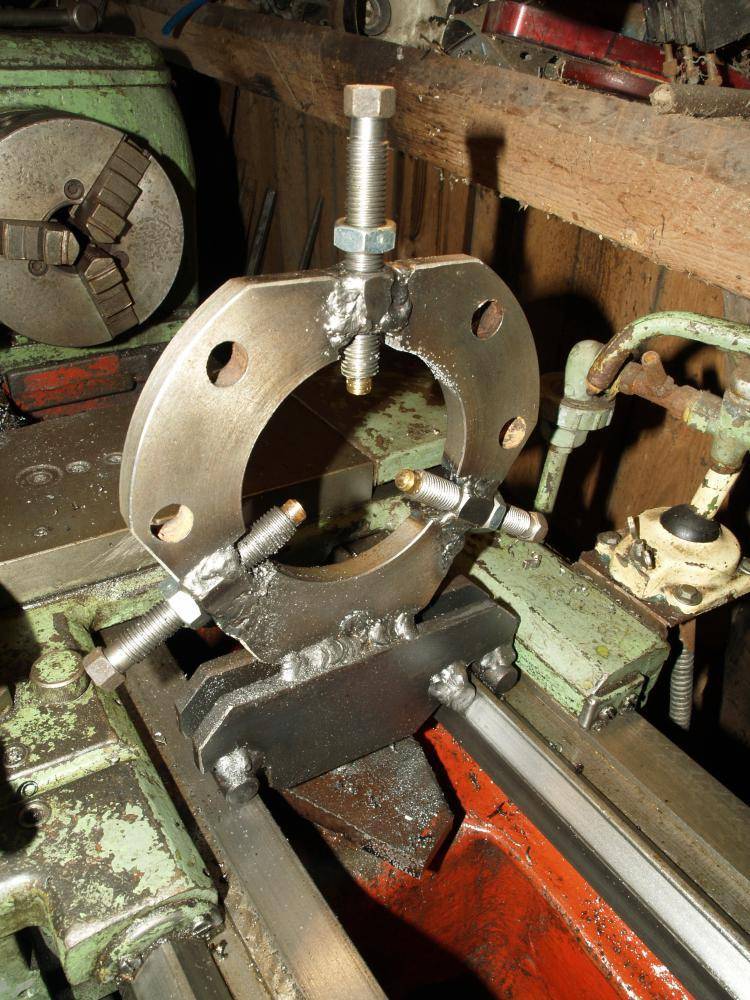
Люнет для токарного станка своими руками
Люнетом в машиностроительной отрасли называется приспособление, представляющее из себя дополнительную опору металлорежущего станка для вращающихся обрабатываемых деталей. Люнет предотвращает прогибание детали, которое может образоваться из-за усилия при резке, причиной также может послужить собственный вес. Это приспособление служит для большей виброустойчивости детали. Его обычно применяют в процессе обработки деталей, имеющих большую длину. К ним относятся длинные нежесткие валы, речь может идти также о деталях, имеющих выступающие части.
Использование
В обычной практике люнет используется на следующих станках:
- круглошлифовальные;
- шлицефрезерные;
- резьбофрезерные;
Рассматриваемое приспособление, в зависимости от метода обработки и технологических условий может иметь неподвижный характер, если оно, как это обычно бывает, прикреплено к станине или иметь подвижность. В последнем случае люнет будет перемещаться так же, как и каретка, суппорт и другие части станка.
Все эти приспособления подразделяются на два вида, в зависимости от типа опоры. Если имеется в наличии опора, использующая при движении качение, то речь идет о роликовых люнетах, а если скольжение, то кулачковых. Башмаки – это тип специальных люнетов, область использования которых – шлифование, которому подвергаются кольца подшипников или роликов способом, называемым бесцентровой.
Самыми распространенными в простом станочном хозяйстве являются приспособления, имеющие ручное независимое перемещение кулачков. Если же мы говорим о станках, имеющих числовое программное управление, то здесь более всего применяются приспособления, снабженные гидроприводом. В этом случае принцип работы люнета – самоцентрирующий.
Несомненные плюсы
Главное положительное свойство рассматриваемых приспособлений – это значительная степень воздействия на деталь в процессе ее обрабатывания. Увеличивается точность производимой операции, при этом происходит перенос погрешностей формы на обрабатываемую заготовку. Эти параметры определяются в коэффициентах, которые у каждой конструкции люнета свои. Минимальны они у корректирующих устройств.
Ткацкие станки › Ручной Ткацкий Станок Своими Руками
Предлагаем рамки для ручного ткачества производства «Klass&Gessmann» (Германия). В ассортименте продукция и для взрослых, и для маленьких рукодельниц. Наименование.
Станок своими руками › Самодельный Токарный Станок
Самодельный токарный станок с ножным приводом отличная альтернатива современным токарным станкам и может использоваться для изготовления несложных изделий даже там где.
Пиноли и ролики
| Номер | Название | Маркировка | Описание |
| 1 | Пиноль неподвижного люнета (L=115мм) | 16К30.ф302.67.165 | Для неподвижного люнета 16К30.Ф302.67.00 |
| 2 | Пиноль неподвижного люнета (L=135мм) | 1М63.64.151 | Для неподвижных люнетов 1М63Н.65.000, 1М63Н.67.000,1М63Б.66.000, 16К40.66.000 |
| 3 | Пиноль неподвижного люнета (L=175мм) | 1А64.10.151 | Для неподвижного люнета 1М63Б.66.000, 165.20.000 |
| 4 | Пиноль неподвижного люнета (L=190мм) | 1658.10.181. | Для неподвижных люнетов 165.20.000, 1658.10.000 |
| 5 | Ролик в сборе для пиноли неподвижного люнета | СТПУ-005-87 | Для всех неподвижных люнетов приведенных выше |
| 6 | Сухарь для неподвижного люнета | 1А64.10.022 | Для всех неподвижных люнетов приведенных выше и подвижного люнета 165.10.000 |
| 7 | Пиноль подвижного люнета (L=135мм) | 165.10.152 | Для подвижных люнетов станков серии 1Н65, 1А64, серии РТ |
| 8 | Пиноль подвижного люнета (L=100мм) | 1М63.10.151 | Для всех подвижных люнетов серии станков 1М63, 16К40 |
| 9 | Сухарь для подвижного люнета | 1М63.10.100 | Для подвижного люнета 1М63.11.001 |
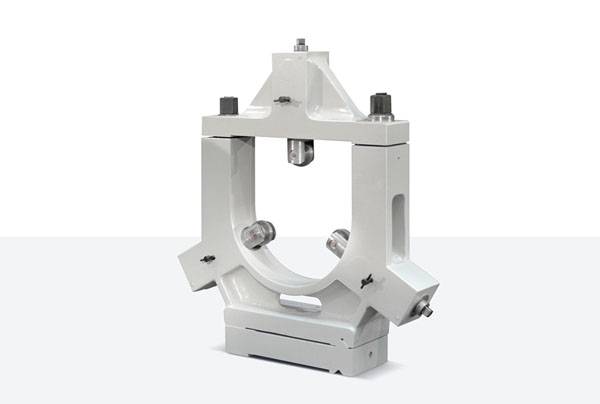
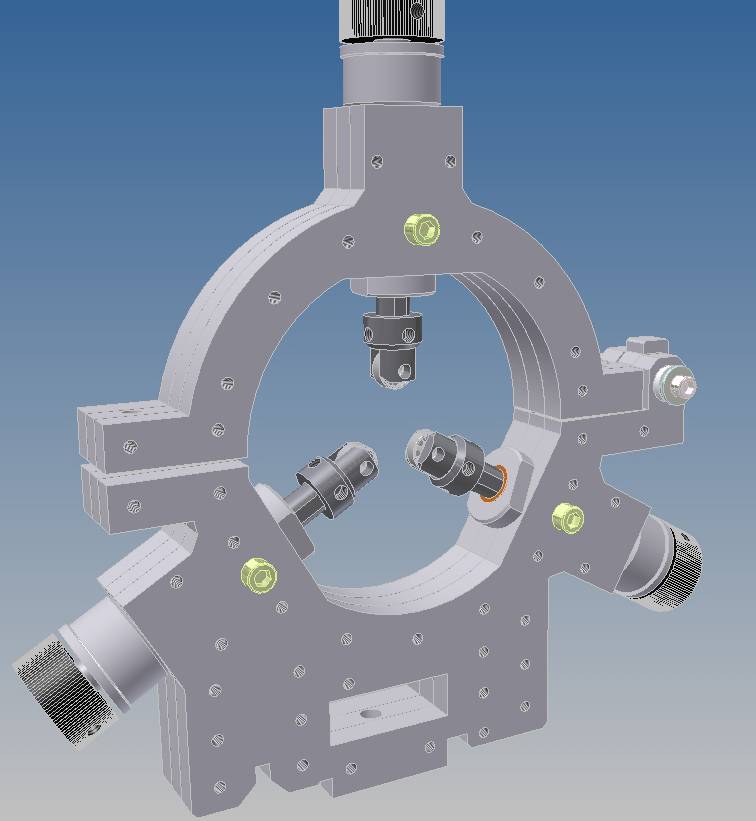
Неподвижный токарный люнет для станков модели 1М63 и 16К40 собственного производства
На предприятии организован полный цикл производства люнетов для хорошо известных моделей токарных станков (литье корпусных деталей, расточка, шлифовка, фрезерные и токарные работы, термическая обработка, покраска и пр.).

Неподвижный тяжелый токарный люнет для станков моделей 1Н65 и серии РТ
Высокое качество материалов и строгий технологический контроль – гарантия надежности, точности и долговечности нашей продукции.
Краткая информация
Длинные и тонкие детали, длина которых в 10—12 раз больше их диаметра, при обтачивании прогибаются как от собственного веса, так и от усилия резания. В результате деталь получает неправильную форму — в середине она оказывается толще, а по концам — тоньше. Избежать этого можно, применив особое поддерживающее приспособление, называемое люнетом. При применении люнетов можно обтачивать детали с высокой точностью и снимать стружку большего сечения, не опасаясь прогиба детали. Люнеты бывают неподвижные и подвижные.
Неподвижный люнет имеет чугунный корпус, с которым посредством болтов скрепляется откидная крышка, что облегчает установку детали. Корпус люнета внизу обработан соответственно форме направляющих станины. В отверстиях корпуса при помощи регулировочных болтов перемещаются два кулачка, а на крыше — один кулачок. Такое устройство позволяет устанавливать в люнет валы различных диаметров.

Грунтовка чугунных корпусов перед покраской
Неподвижные люнеты применяют также для отрезания концов и подрезания торцов у длинных деталей.
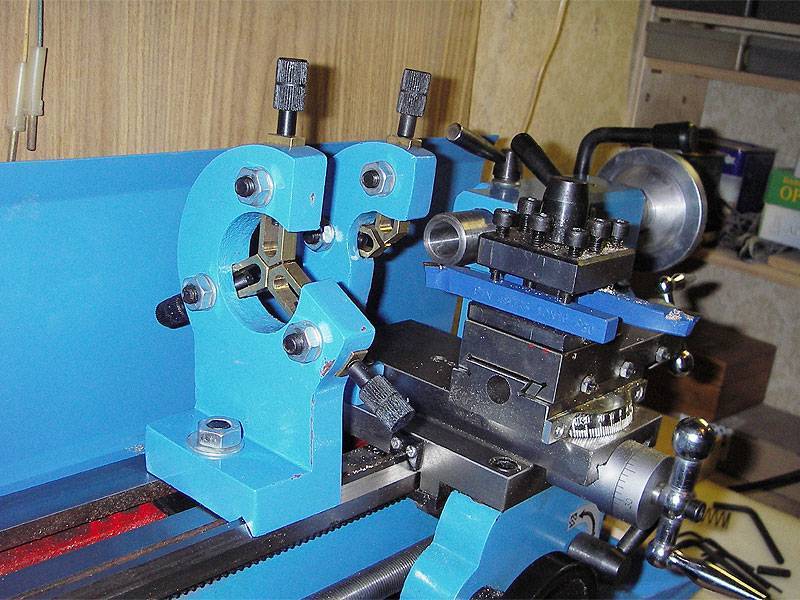
Подвижный люнет используют при чистовом обтачивании длинных деталей. Люнет закрепляют на каретке суппорта так, что он вместе с ней перемещается вдоль обтачиваемой детали, следуя за резцом. Таким образом, он поддерживает деталь непосредственно в месте приложения усилия и предохраняет деталь от прогибов.
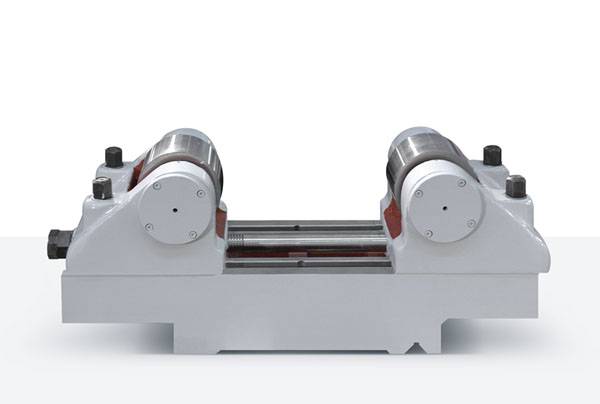
Подвижный люнет токарного станка 1М63Н.
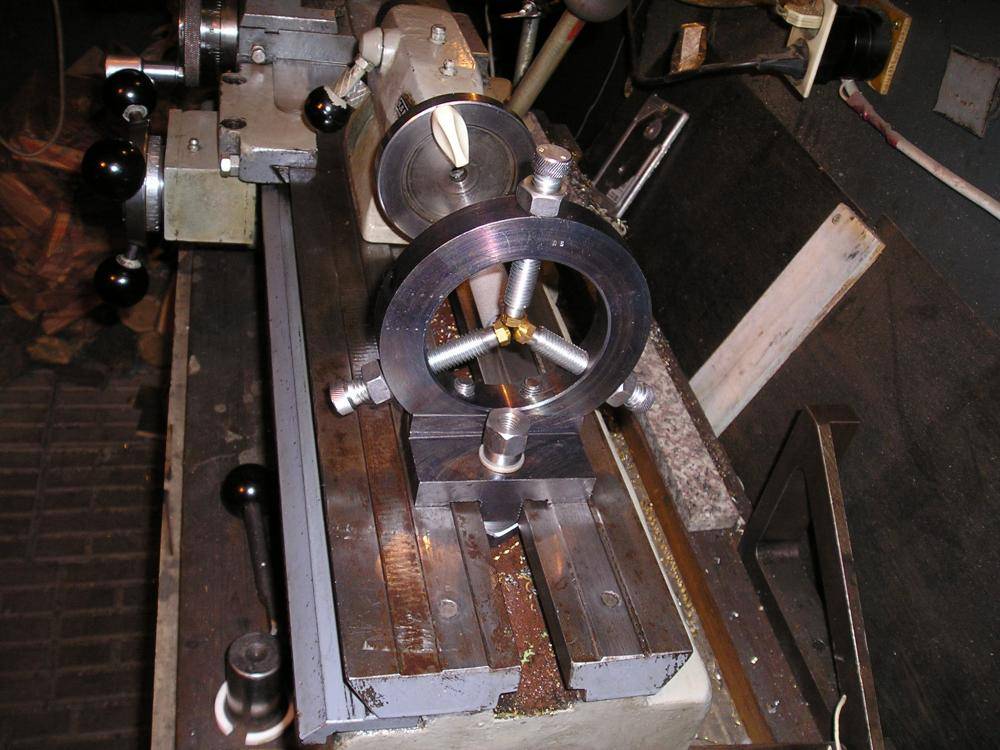
Люнеты с обычными кулачками не пригодны для скоростной обработки из-за быстрого износа кулачков. В таких случаях применяют люнеты с роликовыми или шариковыми подшипниками вместо обычных кулачков, благодаря чему облегчается работа роликов и уменьшается нагрев обрабатываемой детали.

Скоростной ролик и пиноль люнета.
Сопутствующий товар: Задние бабки.
Появились вопросы?
Звоните!
Официальные заявки и запросы цен присылайте по адресу: 955617@mail.ru
Контактная информация