Стоимость ремонта
Предприятия и мастерские предлагают разноплановые услуги по ремонту, модернизации и техническому обслуживанию шлифовальных станков. Стоимость ремонта напрямую зависит от объёма и сложности предполагаемых работ по устранению неисправностей, а также от типа и модели станка. Так, за восстановление работоспособности круглошлифовального станка нужно будет отдать от 20 тысяч рублей до полутора миллиона, стоимость ремонта внутришлифовального станка колеблется от 30 тысяч до 270 тысяч рублей, а за налаживание плоскошлифовального станка 50 000 рублей. Мы устанавливаем фиксированную стоимость за час работы — в среднем 3 тысяч рублей.
Исправно работающий станок — необходимое условие для качественной и точной шлифовки изделий. Следите за состоянием агрегата и вовремя обращайтесь к мастерам при обнаружении поломки.
Сведения о производителе круглошлифовального станка полуавтомата 3Б161
Производитель круглошлифовального станка полуавтомата 3Б161 — Харьковский станкостроительный завод в настоящее время ОАО «Харьковский станкостроительный завод» (ВАТ «Харверст»)
Завод основан 29 января 1936 года и специализируется на производстве универсальных и специальных круглошлифовальных станков
Отличия станков моделей 3А151, 3А161, 3Б151, 3Б161
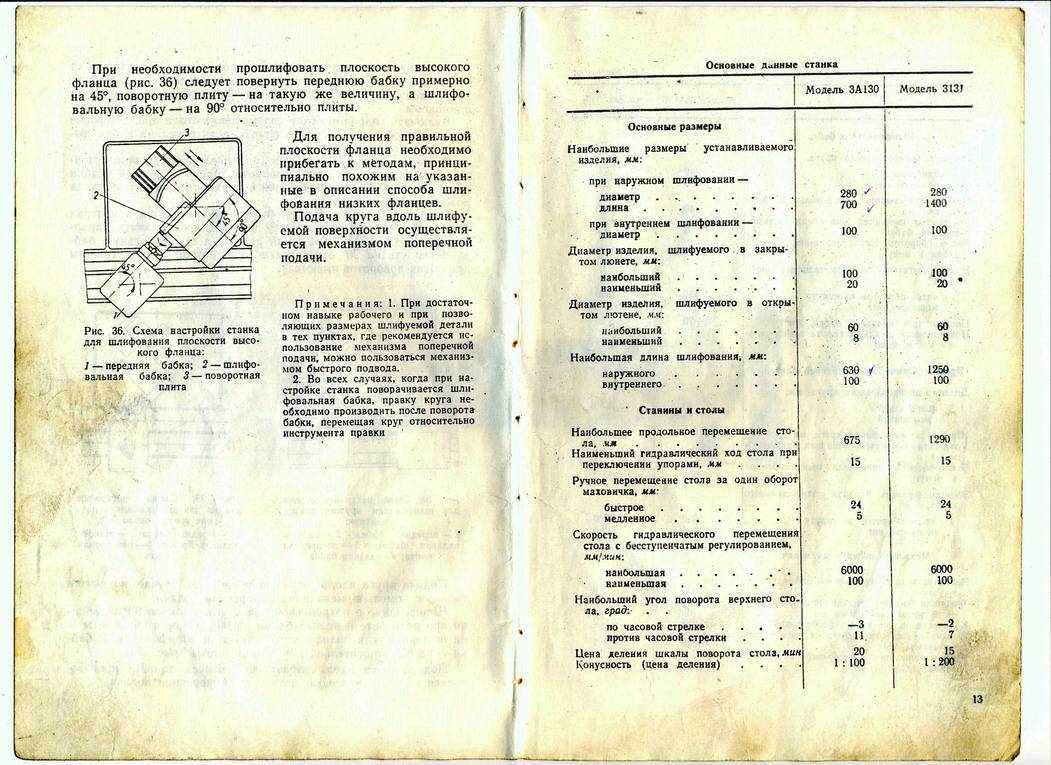
Станки 3А151 и 3А161 имеют гидравлический механизм врезания с полуавтоматическим циклом работы и предназначены как для врезного так и продольного шлифования, и рассчитаны главным образом на работу в условиях серийного и массового производств, но могут также использоваться в единичном производстве.
Станки моделей 3А151 и 3А161 рекомендуется применять для врезного и продольного шлифования мелких, средних и крупных партий одинаковых деталей диаметром от 10 до 40 мм. Для этого они должны быть настроены на продольное шлифование при автоматической поперечной подаче или на врезное шлифование до упора с полуавтоматическим циклом работы. При наличии прибора активного контроля (он поставляется со станками по особому заказу и за отдельную плату) управление циклом шлифования производится автоматически в зависимости от действительного размера изделия.
На станках моделей 3А151 и 3А161 можно выполнять следующие виды обработки:
- продольное и врезное шлифование при ручном управлении;
- продольное шлифование с автоматической поперечной подачей, осуществляющейся при реверсе стола;
- врезное шлифование до упора при полуавтоматическом цикле работы.
На станках этих моделей предусмотрена возможность установки приборов активного контроля, которые поставляются с ними по особому заказу и за отдельную плату.
Станки моделей 3Б151 и 3Б161 не имеют гидравлического механизма врезания. Они предназначены в основном для выполнения продольного шлифования и снабжены механизмом автоматической поперечной подачи, осуществляющейся при реверсе стола. На них можно выполнять также врезное и продольное шлифование при ручной поперечной подаче.
Станки моделей 3Б151 и 3Б161 рассчитаны на работу в условиях серийного и единичного производства.
Станки моделей 3А161 и 3Б161 имеют больший габарит рабочего пространства (Ø 280 х 1000 мм) по сравнению с моделями 3А151 и 3Б151 (Ø 200 х 700 мм).
Схема кинематическая шлицефрезерного станка 5350А
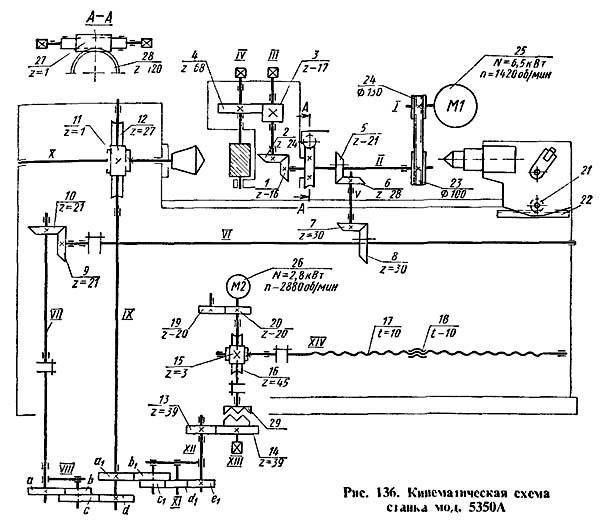
Кинематическая схема шлицефрезерного станка 5350а
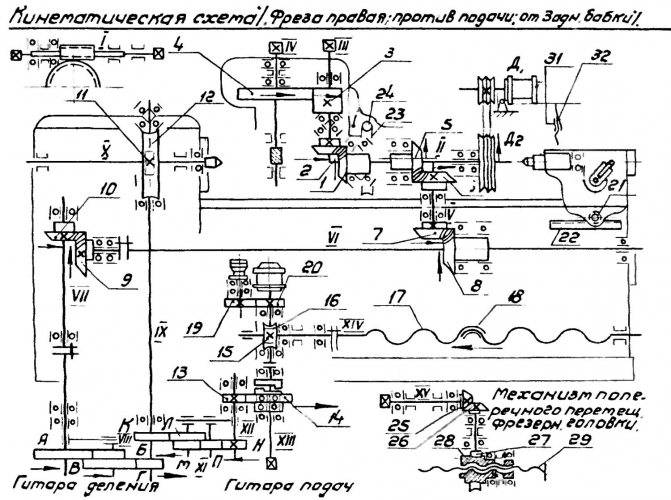
Краткое описание кинематической схемы станка 5350А
Кинематическая схема шлицефрезерного станка, имеет три основные цепи:
- главное движение
- движение обката
- движение подач
Цепь главного движения — электродвигатель 25, клиноременная передача со сменными шкивами 24 и 23 и передачи 1—2, 3—4. Цепь деления связывает фрезерный шпиндель IV со шпинделем изделия X передачами 4—3, 2—1, 5—6, 7—8, 9—10, сменными колесами гитары деления а—b и с—d и червячной передачей 11—12. Цепь подач (связывает шпиндель изделия с винтовой парой 17-18) — червячная передача 12-11, сменные колеса подач a1-b1 и с1 -d1, цилиндрическая передача 13-14 и червячная пара 15—16. Быстрое вращение ходовой винт получает от электродвигателя 26 быстрого хода через червячную передачу 15 — 16 при выключенной муфте 29. Вручную ходовой винт вращают через передачу 19-20 и 15—6. В процессе фрезерования детали сообщается только вращательное движение обката, осевая подача на станке осуществляется поступательным движением вращающегося инструмента.
Установка на глубину фрезерования производится перемещением инструмента вручную. Червячная передача 27—28 служит для поворота фрезерной головки на угол спирали инструмента, реечный механизм 21—22 — для перемещения задней бабки.
Цепь главного движения настраивается обычным способом. Формула настройки цепи:
D24/D23 = nф/Cv
где Cv = 232 — постоянная цепи.
Направление вращения фрезы меняется реверсом главного электродвигателя.
При установке сменных колес подачи и деления в первую очередь устанавливают колеса подач. Величина подачи выбирается по таблицам режимов резания в зависимости от высоты и ширины шлица, обрабатываемого материала, вида обработки и конструкции инструмента. Если выбранная подача не совпадает с табличной, то необходимо подобрать ближайшую.
Использование
При рассмотрении шлифовального оборудования необходимо отметить то, какие работы можно проводить при его применении. Характерности бабки, крепежных и иных элементов формируют следующие возможности:
- оборудование для шлифования может применяться для снятия минимального количества металла для достижения конкретной шероховатости поверхности. необходимо выделить, что 3м151 необходима конкретно для выполнения такой работы. электросхема управления дает возможность проводить работу очень точно. документы, которые связаны с технологическим процессом, содержат информацию о том, какой класс шероховатости обязана иметь поверхность. данный момент определяет возможность применения 3м151 для получения нужной детали;
- для образования канавок и выемок. при сильной поперечной подаче и при хорошем выборе абразива можно провести врезание на большую глубину. В паспорте указана предполагаемая самая большая поперечная подача. впрочем стоит помнить про то, что абразив может разогреваться при существенной поперечной подаче;
- модель 3м151 может применяться также для изменения формы поверхности. при большом усилии и продольном перемещении шлифовального круга можно провести снятие большого металлического слоя, что приводит к возникновению волнистости , а еще изменению формы тела вращения.
При правильной установке бабки можно провести грубую и чистовую обработку. Вид поставленного абразива также определяет возможность проведения той либо другой обработки.
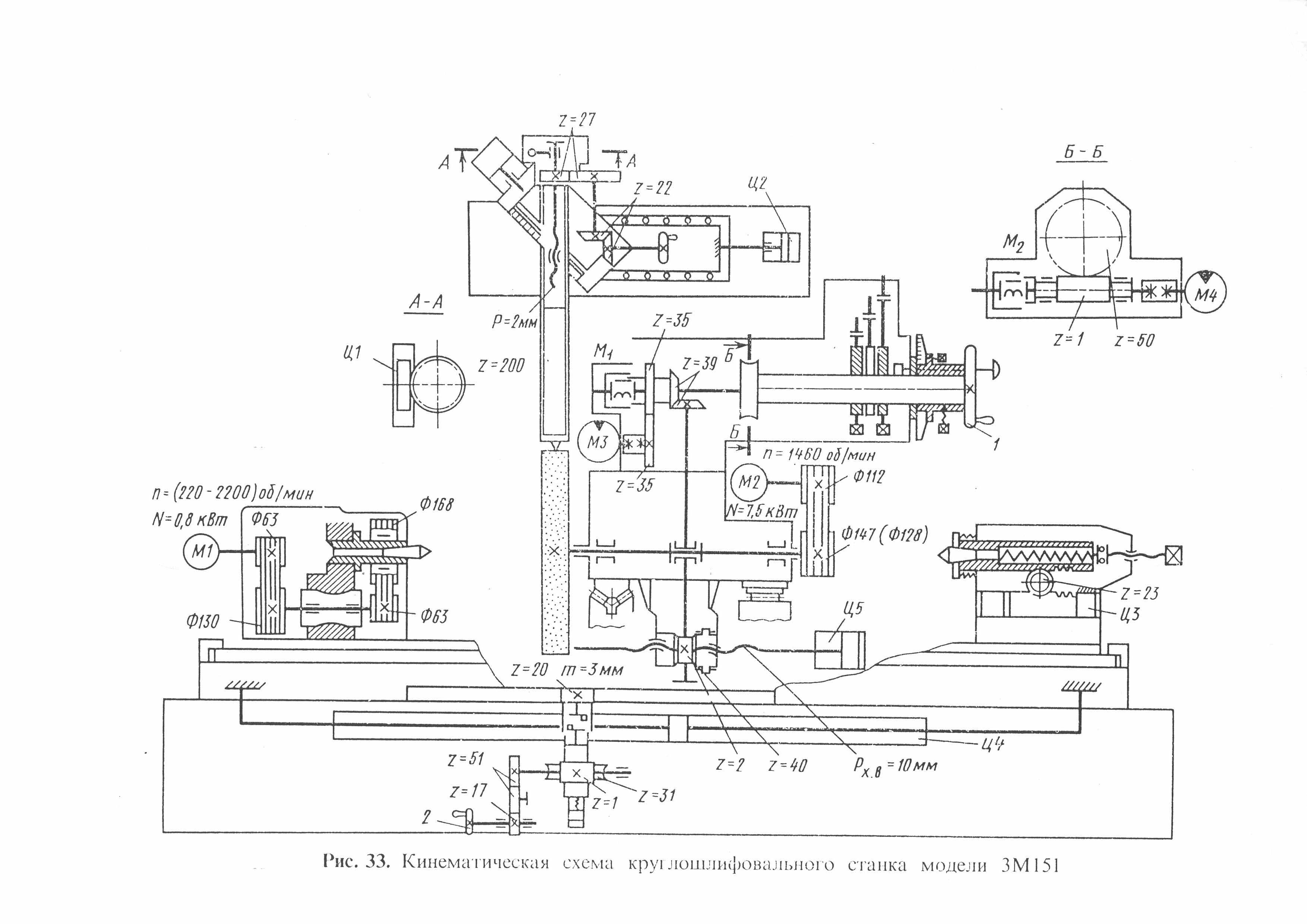
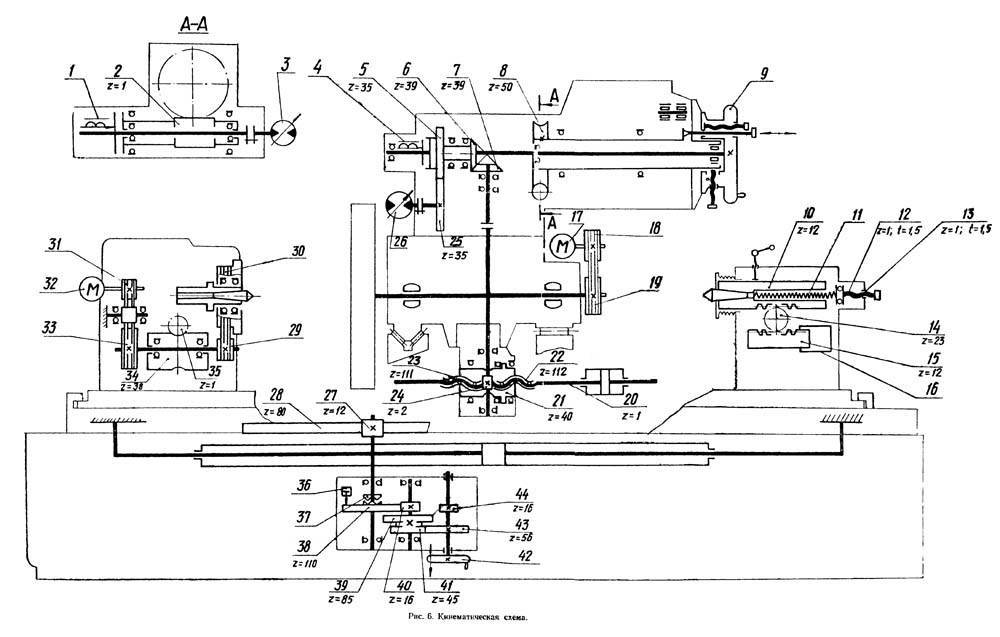
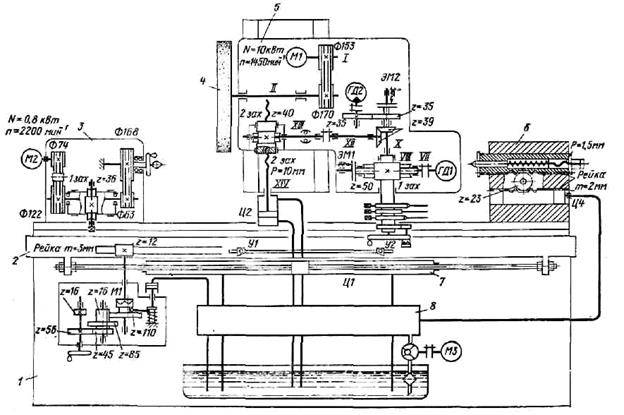
Схема кинематическая круглошлифовального станка 3М162
Эскиз одного листа “Кинематическая станка 3М162” приведена на следующем рисунке:
| < Предыдущая | Следующая > |
Похожие материалы:
- ELL 12XXX. Электропривод. Паспорт, Руководство, Инструкция, Описание, Характеристики.
- ELL 4XXX. Электропривод. Паспорт, Руководство, Инструкция, Описание, Характеристики.
- Чертеж. 2А135. Вертикально-сверлильный станок. Схема кинематическая
- Чертеж. ИР800ПМФ4. Горизонтально-расточной станок. Коробка скоростей. Кинематическая схема
- Чертеж. ВСЗ-64М. Вертикально-Фрезерный станок. Кинематическая схема
Следующие материалы:
- 4Л721Ф1. Электроэрозионный копировально-прошивочный станок. Паспорт,Характеристики,Схема,Руководство
- 165. Токарно-винторезный станок. Паспорт, Характеристики, Схема, Руководство
- 3М163В. Полуавтомат круглошлифовальный. Паспорт станка, Характеристики, Схема, Руководство
- 3М164. Полуавтомат круглошлифовальный. Паспорт станка, Характеристики, Схема, Руководство
- 3М163. Полуавтомат круглошлифовальный. Паспорт станка, Характеристики, Схема, Руководство
Предыдущие материалы:
- 3М152В. Полуавтомат круглошлифовальный. Паспорт станка, Характеристики, Схема, Руководство
- 3М151В. Полуавтомат круглошлифовальный. Паспорт станка, Характеристики, Схема, Руководство
- 3М151. Полуавтомат круглошлифовальный. Паспорт станка, Характеристики, Схема, Руководство
- 3М152. Полуавтомат круглошлифовальный. Паспорт станка, Характеристики, Схема, Руководство
- 3Е711ВФ2. Плоскошлифовальный станок. Паспорт, Характеристики, Схема, Руководство
Применение
При рассмотрении шлифовального оборудования следует отметить то, какие работы можно проводить при его использовании. Особенности бабки, крепежных и других элементов определяют следующие возможности:
- шлифовальное оборудование может использоваться для снятия небольшого количества металла для достижения определенной шероховатости поверхности. стоит отметить, что 3м151 предназначена именно для выполнения подобной работы. электрическая схема управления позволяет проводить работу с высокой точностью. документы, связанные с технологическим процессом, содержат информацию о том, какой класс шероховатости должна иметь поверхность. этот момент определяет возможность использования 3м151 для получения необходимой детали;
- для образования канавок и выемок. при сильной поперечной подаче и при правильном подборе абразивного материала можно провести врезание на большую глубину. В паспорте указана возможная максимальная поперечная подача. однако стоит не забывать о том, что абразивный материал может нагреваться при значительной поперечной подаче;
- модель 3м151 может использоваться также для изменения формы поверхности. при большом усилии и продольном перемещении абразивного круга можно провести снятие большого слоя металла, что приведет к появлению волнистости , а также изменению формы тела вращения.
При правильной установке бабки можно провести грубую и чистовую обработку. Тип установленного абразивного материала также определяет возможность проведения той или иной обработки.
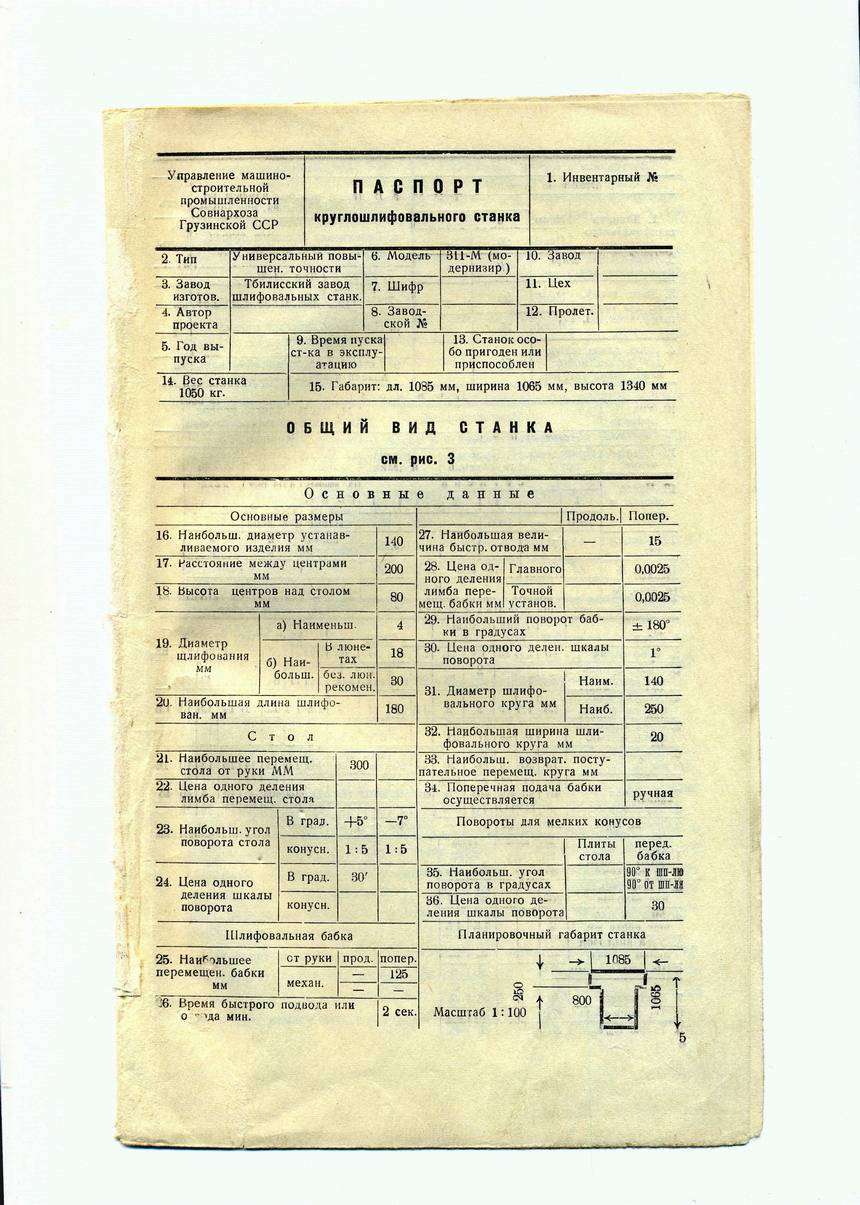
Техническая документация на оборудование
| Стоит всего лишь набрать номер модели станка (оборудования) и тут же найдется необходимый паспорт на техническое устройство: |
Друзья на все архивы (техническая документация) установлен пароль. Получить его бесплатно можно тут.
Назначение технического устройства.
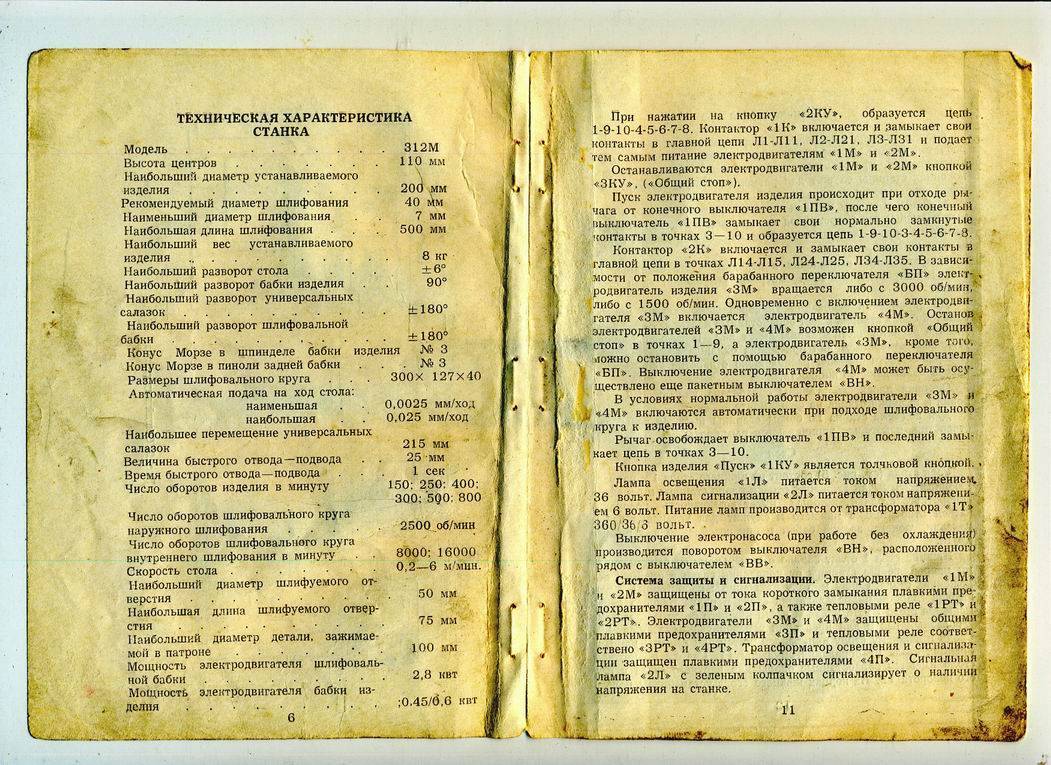
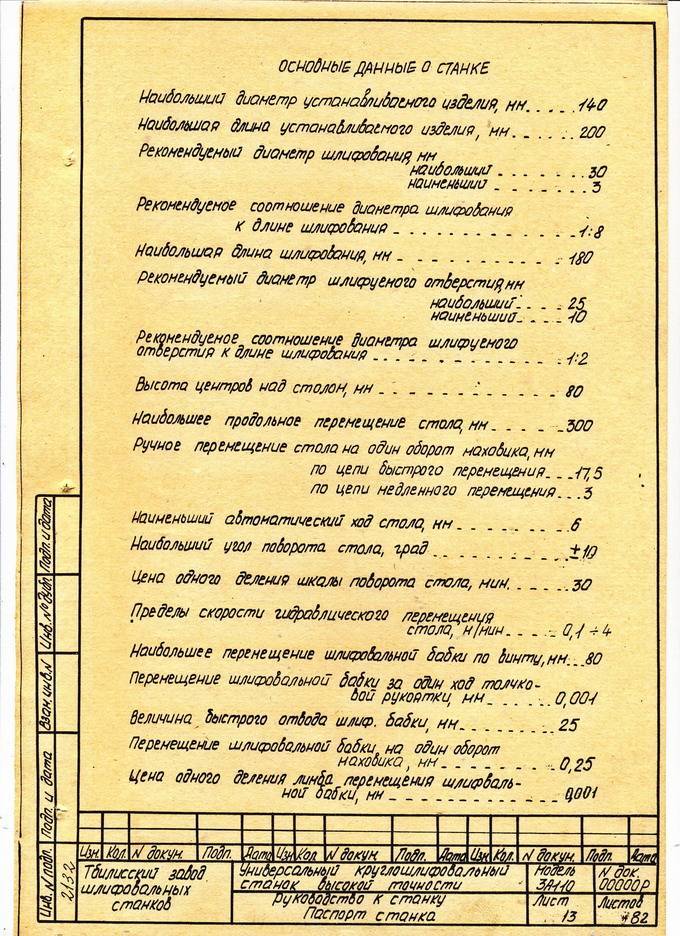
Круглошлифовальные полуавтоматы моделей 3М151, 3М151В, 3М152, 3М152В, 3М162, 3М163, 3М163В, 3М164 предназначены для наружного шлифования цилиндрических поверхностей изделий типа валов, а также конических поверхностей изделий с небольшой конусностью.
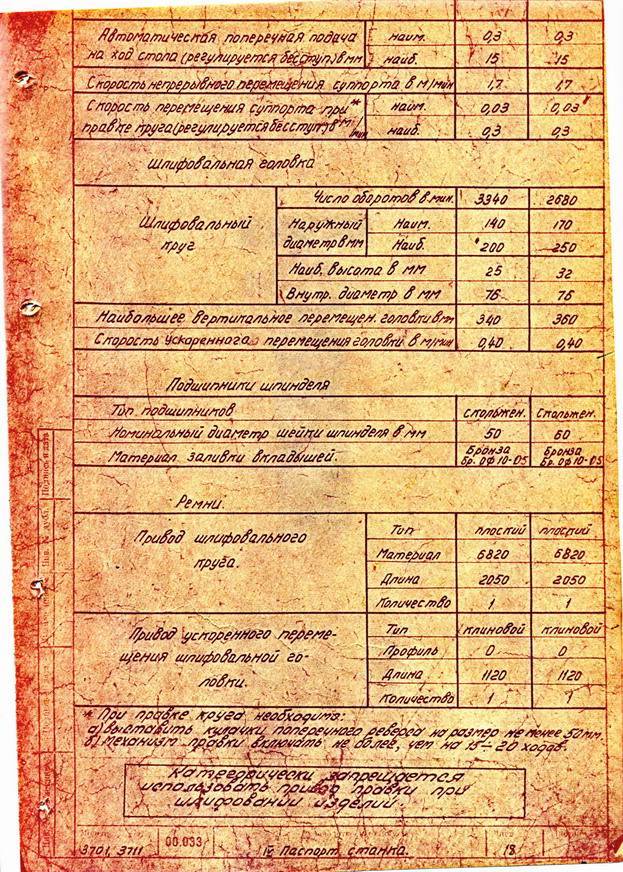
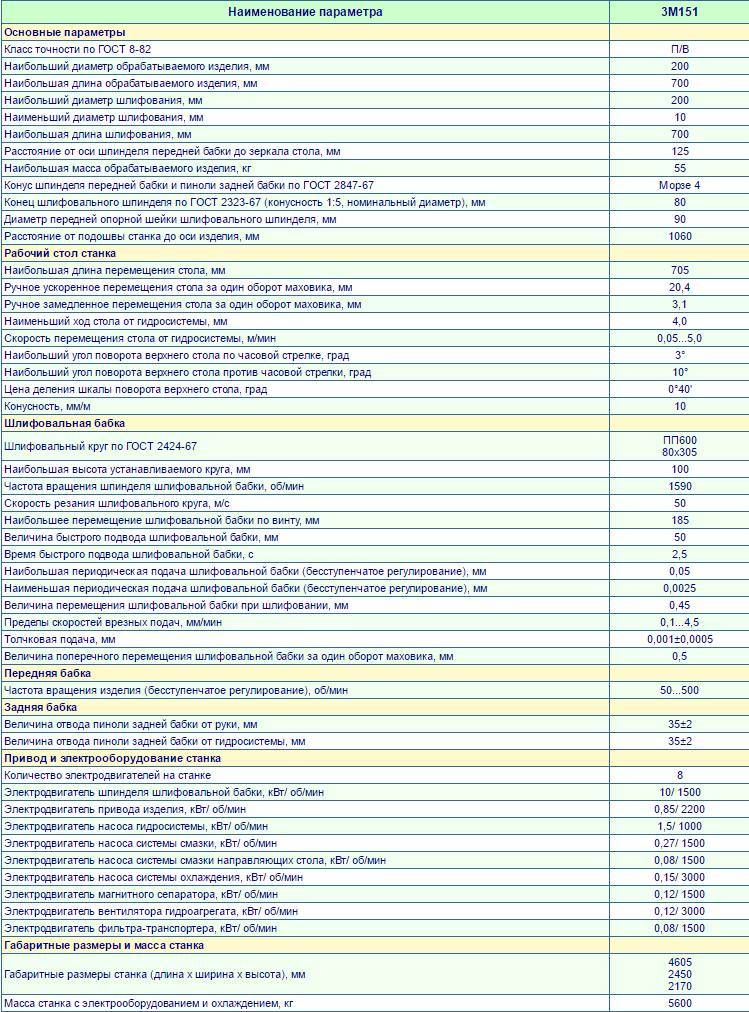
Технические характеристики.
Наибольший диаметр устанавливаемого изделия, мм – 200 (280 – для моделей 3М162, 3М163, 3М163В, 3М164)
Наибольшая длина устанавливаемого изделия, мм – 700 (для моделей 3М151, 3М151В); 1000 (для моделей 3М152, 3М152В, 3М162); 1400 (для моделей 3М163, 3М163В); 2000 (для моделей 3М164)
Наибольший диаметр шлифования, мм – 200 (280 – для моделей 3М162, 3М163, 3М163В, 3М164)
Рекомендуемые наименьший диаметр шлифования, мм – 10
Наибольшая длина шлифования, мм — 700 (для моделей 3М151, 3М151В); 1000 (для моделей 3М152, 3М152В, 3М162); 1400 (для моделей 3М163, 3М163В); 2000 (для моделей 3М164)
Высота центров над столом, мм — 125 (160 — для моделей ЭМ162, 3М163, 3М163В, 3М164)
Наибольшая масса устанавливаемого изделия при незажатой пиноли, кг – 55 (200 – для моделей 3М162, 3М163, 3М163В, 3М164)
Габаритные размеры, мм:
длина – 4605 (для моделей 3М151, 3М151В, 3М152, 3М152В); 5130 (для моделей 3М162); 5370 (для моделей 3М163, 3М163В); 6100 (для моделей 3М164)
ширина — 2450 (для моделей 3М151, 3М151В); 2970 (для моделей 3М152, 3М152В); 2930 (для моделей 3М162, 3М163, 3М163, 3М164)
высота — 2170 (для моделей 3М151, 3М151В, 3М152, 3М152В); 2070 (для моделей 3М162); 2170 (для моделей 3М163, 3М163,); 2200 (для моделей 3М164)
Масса станка с электрооборудованием, гидроагрегатом и установкой охлаждения, кг — 5600 (для моделей 3М151, 3М151В); 6100 (для моделей 3М152, 3М152В); 8100 (для моделей 3М162); 9220 (для моделей 3М163, 3М163,); 10778 (для моделей 3М164)
Применение системы числового программного управления — ЧПУ
На базе рассматриваемой модели проводится создание станка 3м151Ф2, который имеет программное управление. Бабки в этом случае перемещается под управлением заданной программы. Наличие программного управления не принесло больших изменений в конструкцию. Она состоит из следующих элементов:

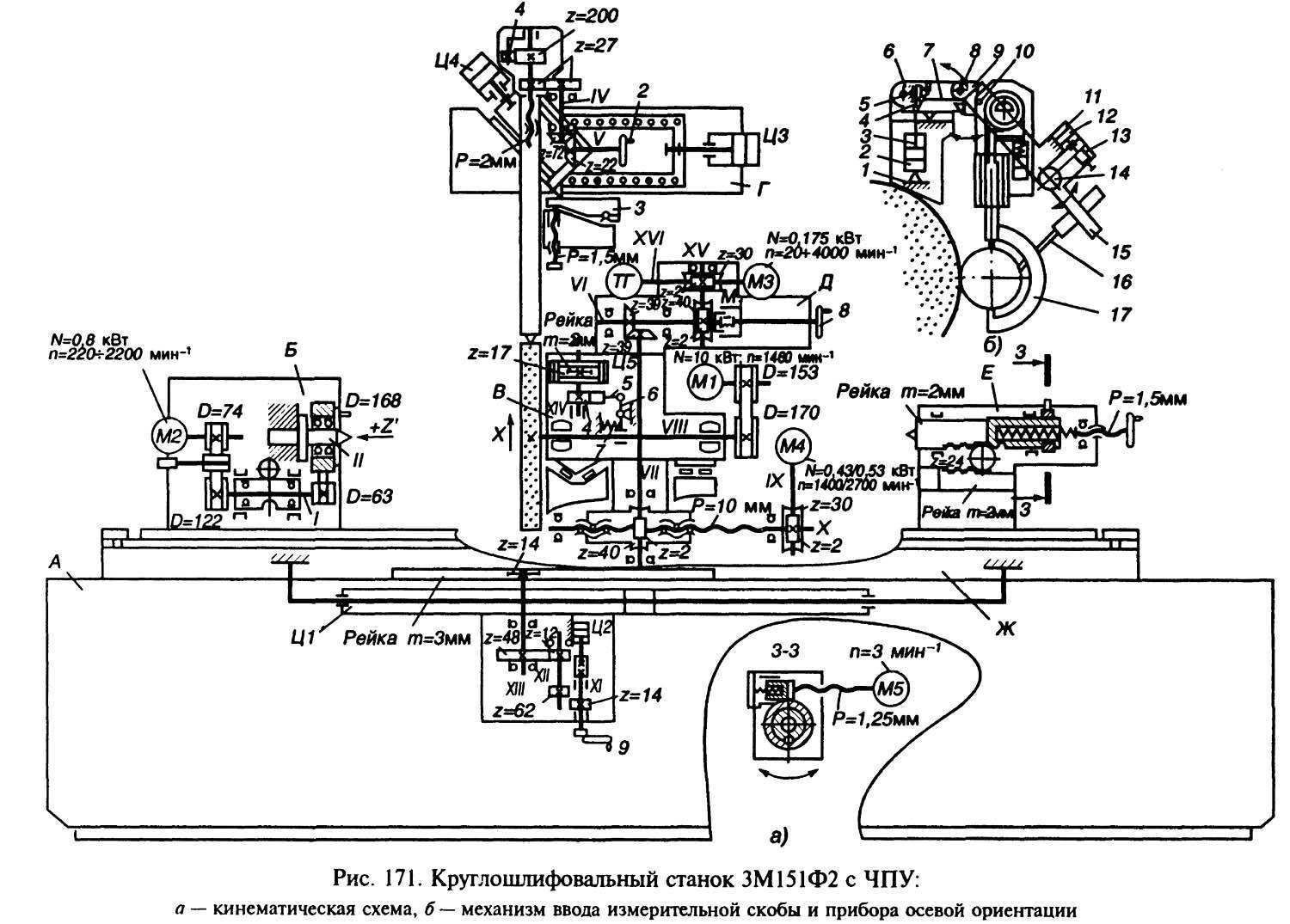
- переднюю, заднюю, шлифовальную бабку;
- устройство, которое связано с перемещением стола;
- прибор правки;
- устройство, которое используется для управления элементами конструкции при работе в ручном режиме или при наладке системы.
Единственным отличием можно назвать наличие устройства, которое отвечает за ввод программы и ее корректировки. Также отличие заключается в типе механизмов поперечной и продольной подачи.
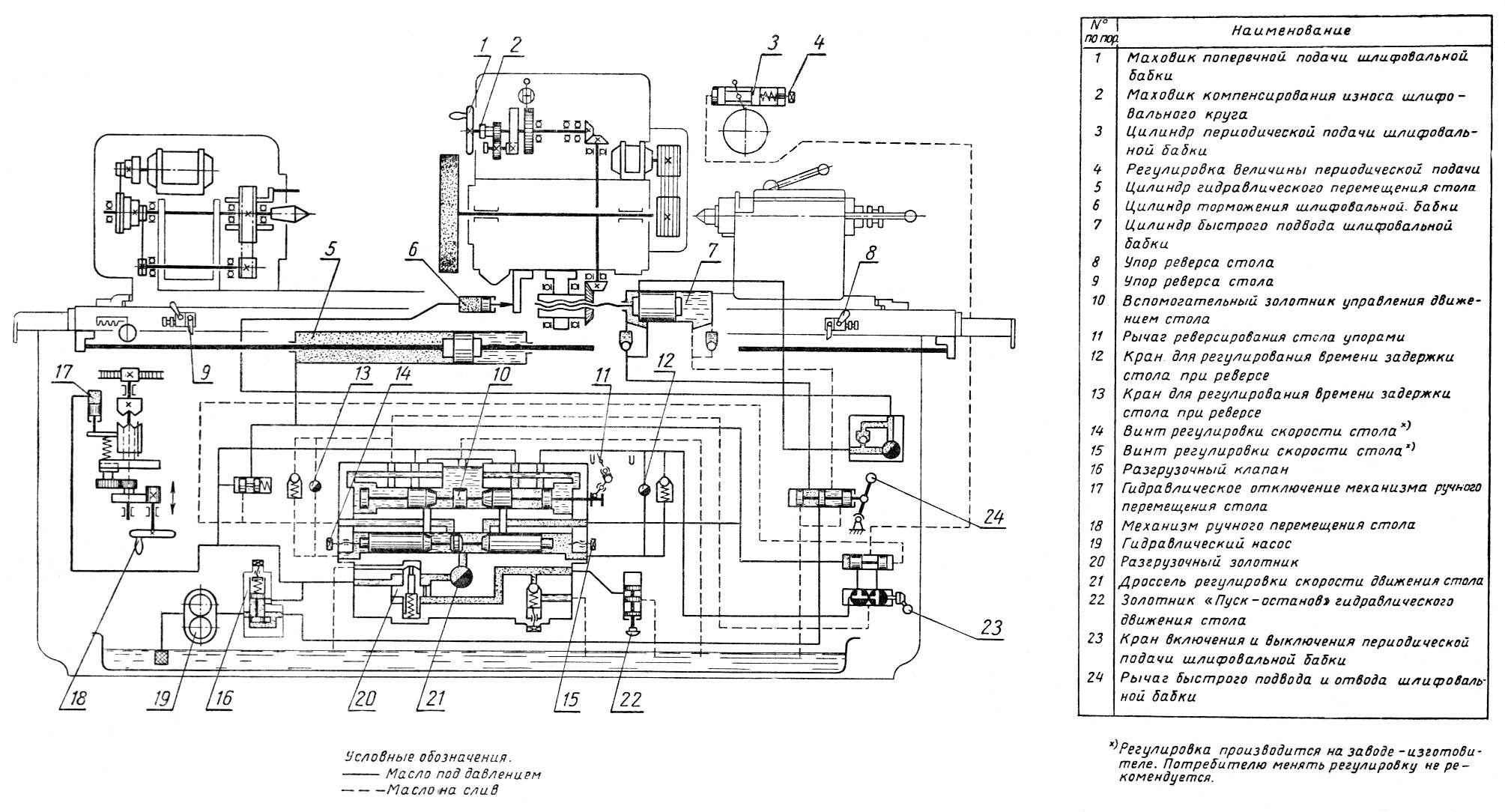
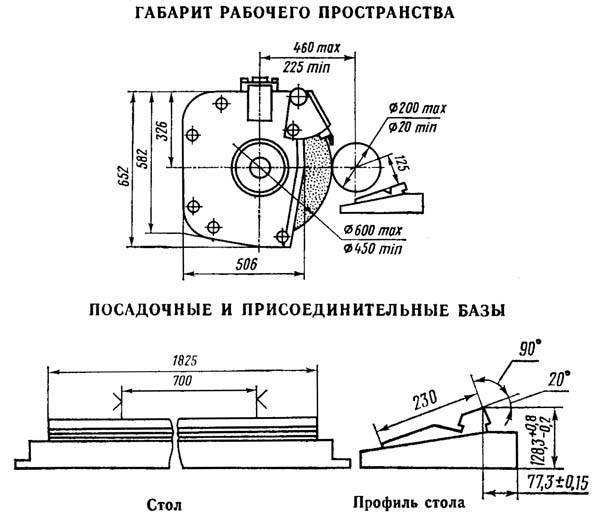
Гидравлическая схема Кинематическая схема Габариты рабочего пространства. Присоединительные и посадочные базы.
В заключение отметим, что 3м151 встречается довольно редко в продаже из-за появления современных вариантов исполнения. Старые технологии производства, которые использовались для создания оборудования, определяют малую надежность. При этом ремонтопригодность конструкции велика, но найти необходимые детали довольно сложно.
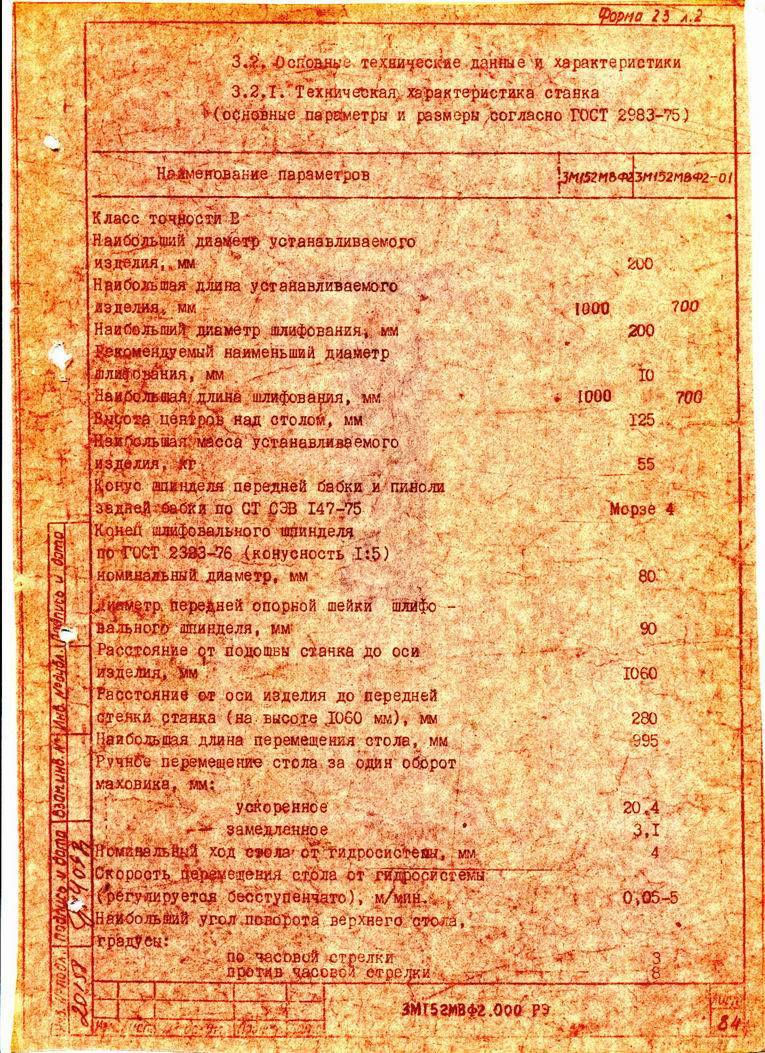
Технические характеристики станка 3М152В
Технические характеристики станка 3М152В это основной показатель пригодности станка к выполнению определенных работ на станке. Для круглошлифовальных станков основными характеристиками является:
- Наибольший диаметр устанавливаемого изделия
- Расстояние между центрами
- Число оборотов изделия в минуту
- Число оборотов шлифовального круга в минуту
Ниже приводится таблица с техническими характеристиками круглошлифовального станка 3М152В. Более подробно технические характеристики станка можно посмотреть в паспорте станка 3М152В расположенном ниже.
| Наименование параметров | Ед.изм. | Величины |
| Класс точности станка по ГОСТ 8-82 | В | |
| Наибольший диаметр устанавливаемого изделия | мм | 200 |
| Наибольшая длинна устанавливаемого изделия | мм | 1000 |
| Наибольший диаметр шлифования | мм | 200 |
| Рекомендуемый наименьший диаметр шлифования | мм | 10 |
| Наибольшая длина шлифования | мм | 1000 |
| Высота центров над столом | мм | 125 |
| Наибольшая масса устанавливаемого изделия принезажатой пиноли | кг | 55 |
| Конус шпинделя передней бабки и пиноли задней бабки | Морзе 4 | |
| Расстояние от подошвы станка до оси изделия | мм | 1060 |
| Наибольшая длинна перемещения стола | мм | 995 |
| Наименьший ход стола от гидросистемы | мм | 4 |
| Скорость перемещения стола от гидросистемы | м/мин | 0,05…5,0 |
| Наибольший угол поворота верхнего стола по часовой стрелки | град. | 3,0 |
| Наибольший угол поворота верхнего стола против часовой стрелки | град. | 8,0 |
| Шлифовальный круг по ГОСТ 2424-67 | ПП600х80х305 | |
| Наибольшая высота устанавливаемого круга | мм | 100 |
| Частота вращения шпинделя задней бабки | об/мин | 1590 |
| Скорость резания | м/сек | 50 |
| Наибольшее перемещение шлифовальной бабки по винту | мм | 185 |
| Величина быстрого подвода шлифовальной бабки | мм | 50 |
| Время быстрого подвода шлифовальной бабки | сек | 2,5 |
| Величина перемещения шлифовальной бабки при шлифовании | мм | 0,45 |
| Пределы скоростей врезных подач | мм/мин | 0,1…4,5 |
| Частота вращения изделия (регулируется бесступенчато) | об/мин | 50…500 |
| Габаритные размеры станка (ДхШхВ) | мм | 4605х2450х2170 |
| Масса станка | кг | 5600 |
Внимание! Технические характеристики, приведенные в вышестоящей таблице, являются справочными. Станки произведенные разными заводами изготовителями и в разные годы могут иметь характеристики отличающиеся от приведенных в таблице
3У131 станок круглошлифовальный универсальный полуавтомат. Назначение и область применения
Разработчик круглошлифовального станка 3У131 Опытно-конструктМоскваое бюро шлифовальных станков (ОКБ ШС), Харьковского станкостроительного завода им. С. В. Косиора, основанного в 1936 году.

Шлифовальный станок 3У131 предназначен для наружного и внутреннего шлифования цилиндрических и конических поверхностей, а также плоских фланцевых поверхностей изделий в условиях единичного и мелкосерийного производства.
Шлифование на станках 3У131 может производиться в неподвижных центрах или патроне. Верхняя часть стола, шлифовальная и передняя бабки станков выполнены поворотными.
Принцип работы и особенности конструкции станка
Гидравлический привод продольного перемещения стола обеспечивает плавное регулирование скорости перемещения и изменение величины задержек в крайних положениях стола. Имеется механизм ручного перемещения стола.
Шпиндель шлифовальной бабки смонтирован в самоустанавливающихся гидродинамических подшипниках, которые обеспечивают устойчивое положение шпинделя при больших нагрузках.
Шлифовальная бабка перемещается на роликовых направляющих. В механизме подач шлифовального круга применена винтовая пара качения, что обеспечивает высокую точность подачи.
Станки 3У131 комплектуются механизмом балансировки шлифовального круга на ходу и прибором для замера величины вибрации.
Обработка изделия на станках может проводиться продольным шлифованием с ручной или автоматической подачей круга при реверсах стола или врезным шлифованием с ручной подачей круга. Обеспечивается высокая точность и чистота обработки.
Станки комплектуются скоростными точными внутришлифовальными шпинделями.
Резервуары для масла и охлаждающей жидкости вынесены за пределы станины для устранения тепловых деформаций. Обеспечивается очистка масла и охлаждающей жидкости.Надежная блокировка исключает включение приводов вращения шпинделя шлифовального круга и перемещения стола при отсутствии смазки, а также отвод пиноли задней бабки при подведенной шлифовальной бабке.
Станки удобны в управлении и обслуживании. Пуск перемещения стола, включение вращения охлаждения изделия и быстрый подвод шлифовального круга к изделию производится одной рукояткой. Отвод пиноли задней бабки осуществляется от гидравлики с помощью педали.
Станки комплектуются навесными индикаторными скобами для замера шлифуемого диаметра изделия.
Высокая жесткость станков, достаточные размеры шлифовального круга и мощный привод обеспечивают высокую производительность.
Шпиндель передней бабки неподвижный. Изделие приводится во вращение электродвигателем постоянного тока через клиноременные передачи, что дает возможность бесступенчато регулировать вращение изделия.
Шпиндель шлифовальной бабки установлен и двух подшипниках скольжения специальной конструкции с принудительной проточной смазкой. Корпус шлифовальной бабки смонтирован на роликовых направляющих.
Алмазная правка шлифовального круга производится прибором правки, установленным на задней бабке, или прибором для автоматической правки, поставляемым по особому заказу за отдельную плату.
Класс точности станков по ГОСТ 11654—65:
- модель ЗУ131 – П
- модель ЗУ131В – В
Шероховатость обработанной поверхности по ГОСТ 2789—59 на станке модели ЗУ131:
- наружная поверхность – V10
- внутренняя поверхность – V 9
- торцевая поверхность – V 8
Шероховатость обработанной поверхности по ГОСТ 2789—59 на станке модели ЗУ131В:
- наружная поверхность – V11
- внутренняя поверхность – V10
- торцевая поверхность – V9
Технические характеристики круглошлифовального универсального станка 3у131
Разработчик – Харьковское конструктМоскваое бюро шлифовальных станков ОКБ ШС.
Изготовитель – Лубенский станкостроительный завод.
Основные параметры станка – в соответствии с ГОСТ 11654-90 Станки круглошлифовальные. Основные параметры и размеры. Нормы точности.
- Наибольший диаметр обрабатываемой заготовки – Ø 280, мм
- Наибольшая длина обрабатываемой заготовки – 710 мм
- Высота центров – 185 мм
- Максимальная масса заготовки – 55 кг
- Размеры шлифовального круга – 450..600 х 305 х 50 мм
- Мощность электродвигателя – 5,5 кВт
- Вес станка полный – 6,2 т
Модификации круглошлифовального станка 3У131
- 3у131 – базовая модель, наибольший размер изделия Ø 280 × 710 мм, класс точности П по ГОСТ 11654—65;
- 3у132 – наибольший размер изделия Ø 280 × 1000 мм, класс точности П по ГОСТ 11654—65;
- 3у133 – наибольший размер изделия Ø 280 × 1400 мм, класс точности П по ГОСТ 11654—65;
- 3у131в, 3у132в, 3у133в – класс точности В по ГОСТ 11654—65;
- 3у131вм, 3у132вм, 3у133вм – класс точности В по ГОСТ 11654—65;
Станки могут быть применены в условиях мелкосерийного, серийного и крупносерийного производства.
Обработка на круглошлифовальных станках
Круглое шлифование производится при вращательном движении круга со скоростью V
и вращательном движении (круговой подачеSкр ) заготовки.
При шлифовании с продольной подачей (рис.7.2,а) заготовка вращается равномерно и совершает возвратно-поступательное движение. После каждого хода или двойного хода стола происходит сближение круга и заготовки. В конце операции обычно осуществляют выхаживание, т.е. выполняют несколько ходов без поперечной подачи для компенсации упругих перемещений.
| а б |
| в г д |
Рис. 7.2. Схемы круглого шлифования
Жесткие заготовки могут шлифоваться по способу врезания (рис.7.1,б), когда ширина обрабатываемой поверхности меньше ширины шлифовального круга. При этом способе круг перемещается с постоянной подачей вплоть до момента достижения необходимого размера обрабатываемой поверхности. Этот способ является более производительным и широко применяется в крупносерийном и массовом производствах при обработке цилиндрических и фасонных поверхностей.
Процесс шлифования уступами состоит из двух этапов – сначала производят шлифование врезанием с периодическим передвижением стола в продольном направлении на 0,8..0,9 ширины круга, а затем делается несколько ходов с продольной подачей без поперечного перемещения для зачистки поверхности (рис. 7.1,в).
При торцово-круглом шлифовании (рис. 7.1,г) производится комбинированная обработка одновременно цилиндрической и торцовой поверхности с подачей шлифовального круга по биссектрисе угла или последовательно в радиальном и осевом направлениях.
При глубинном шлифовании открытых поверхностей (рис.7.1,д) за один ход конический участок круга удаляет весь припуск, а цилиндрический — зачищает обработанную поверхность. Поперечная подача отсутствует.
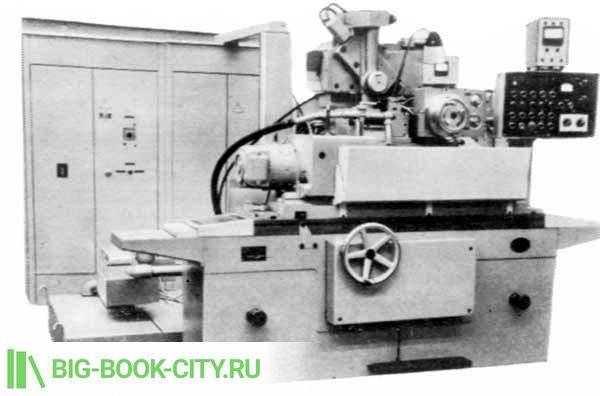
Круглошлифовальные станки отличаются высоким уровнем точности и универсальности. Они предназначены для наружного и внутреннего шлифования цилиндрических и конических поверхностей, а также для шлифования плоских торцов деталей. К этому типу станков относятся универсальные круглошлифовальные станки, круглошлифовальные и торцекруглошлифовальные полуавтоматы, а также специализированные круглошлифовальные станки.
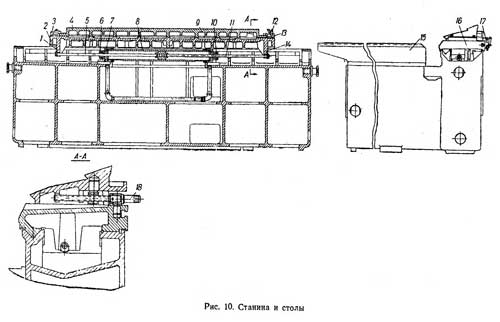
Основными узлами универсального круглошлифовального станка (рис.7.2) являются: станина 1, стол 3, передняя бабка 4 с коробкой скоростей, шлифовальная бабка 5 и задняя бабка 6. Станки оснащены откидным внутришлифовальным шпинделем. Для шлифования конических поверхностей предусмотрена возможность поворота вокруг вертикальных осей шлифовальной бабки, а также верхнего рабочего стола и передней бабки.
Рис.7.2 Круглошлифовальный станок
Шлифовальный круг приводится во вращение от отдельного двигателя через клиноременную передачу. Круговая подача заготовки осуществляется при помощи другого электродвигателя с бесступенчатым регулированием.
Движение продольной подачи сообщается нижнему столу с помощью гидропривода; управление движением происходит при помощи устройств, которые переключаются самим столом в его крайних положениях. Шлифовальная бабка также периодически перемещается в поперечном направлении при помощи гидравлических механизмов. Большинство станков имеют механизмы широкого регулирования режимов шлифования и средства автоматизации рабочих движений стола и шлифовальной бабки. Предусмотрена возможность использования приборов активного контроля, позволяющих измерять заготовку в процессе шлифования, а также устройства, автоматически останавливающие станок при достижении требуемого размера.
При обработке на круглошлифовальных станках заготовку чаще всего устанавливают в жестких (не вращающихся) центрах, расположенных на передней и задней бабках; при этом круговую подачу обеспечивает поводковое устройство, связанное с вращающейся планшайбой. Возможно также закрепление заготовок в кулачковых патронах, причем, при шлифовании нежестких заготовок дополнительно необходимо применять люнеты.
Правила эксплуатации
При работе с фрезерно-центровальным оборудованием следует контролировать легкость перемещения стола ручной подачей
При эксплуатации следует обращать внимание на вибрацию. Если она появилась и отличается сильными колебаниями, то рекомендуется застопорить станок и проверить надежность крепления фрезы и заготовок. При работе следует соблюдать технику безопасности, поскольку фрезерно-центровальный станок относится к опасному оборудованию
При работе следует соблюдать технику безопасности, поскольку фрезерно-центровальный станок относится к опасному оборудованию.
Для черновой обработки металлических заготовок применяется узкоспециализированное оборудование со специфическим набором функций. Фрезерно-центровальные станки используются для промышленного производства и в мелких цехах, а также в домашних мастерских.