Исходное сырье
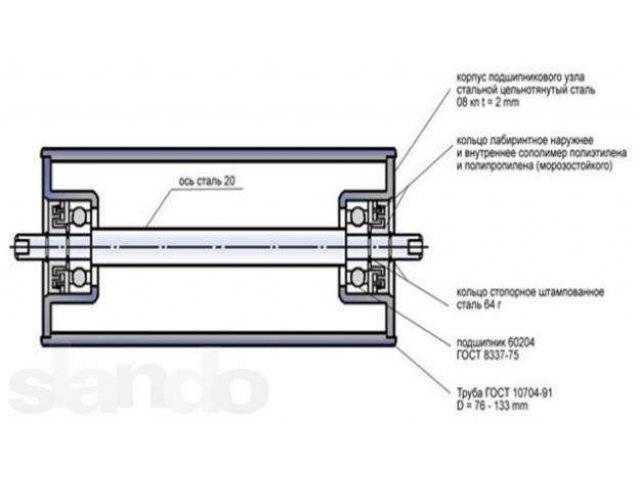
При изготовлении рассматриваемой детали могут применяться самые различные материалы. Примером можно назвать то, что ролик ленточного конвейера изготавливается при применении следующих материалов:
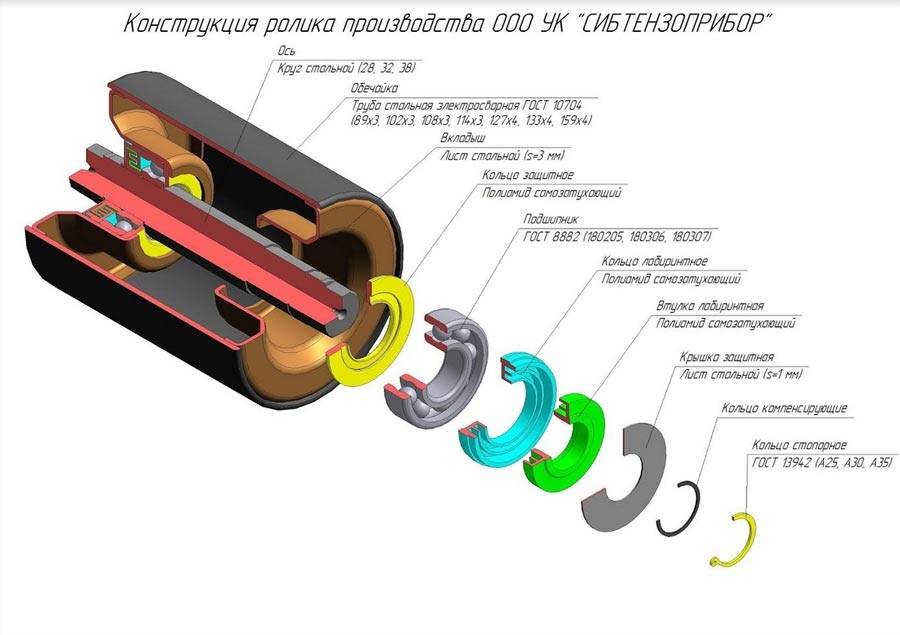
- Основная часть изготавливается при применении стали, к примеру, углеродистой. Для существенного повышения эксплуатационного срока используют нержавеющую сталь, которая выдерживает воздействие повышенной влажности.
- Рабочая часть в большинстве случаев представлена резиной или другими подобными материалами, которые обладают повышенной упругостью. За счет этого существенно повышаются эксплуатационные характеристики.
На момент работы может возникать вибрационная нагрузка, которая снижает прочность соединения.
Типы изделий
Встречаются очень разные конвейерные ролики, которые как правило ставятся на аналогичном оборудовании. Главными видами назовем следующие ролики для конвейеров:
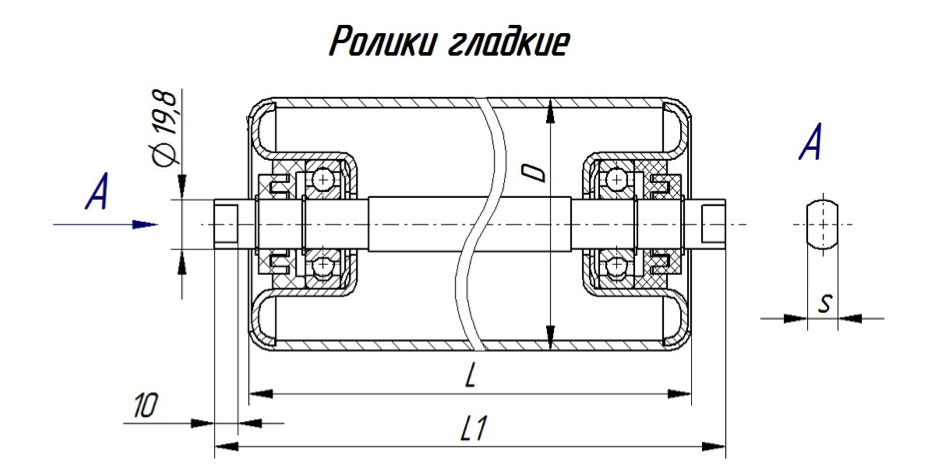
- Верхние. Они предназначаются для поддержки поверхности для работы, могут быть гладкими, футерованными и амортизирующими. Для определения каждого типа применяется некий символ.
- Нижний. В данную группу входят гладкие, футерованные и дисковые варианты выполнения со сквозной и глухой лыской.
Довольно огромную популярность получили резиновые ролики для конвейеров. Связывают это с тем, что используемые материалы во время изготовления отличаются практически небольшой стоимостью. Резина отличается высокими амортизирующими качествами, благодаря чему происходит эффективное гашение вибрации. В каком виде проходит выпуск изделия в большинстве случаев зависит от используемых параметров в ГОСТ. Транспортерные конвейерные детали при этом обязаны владеть очень высокой устойчивостью к износу, а еще некоторыми размерами, которые также стандартизированы в ГОСТ.

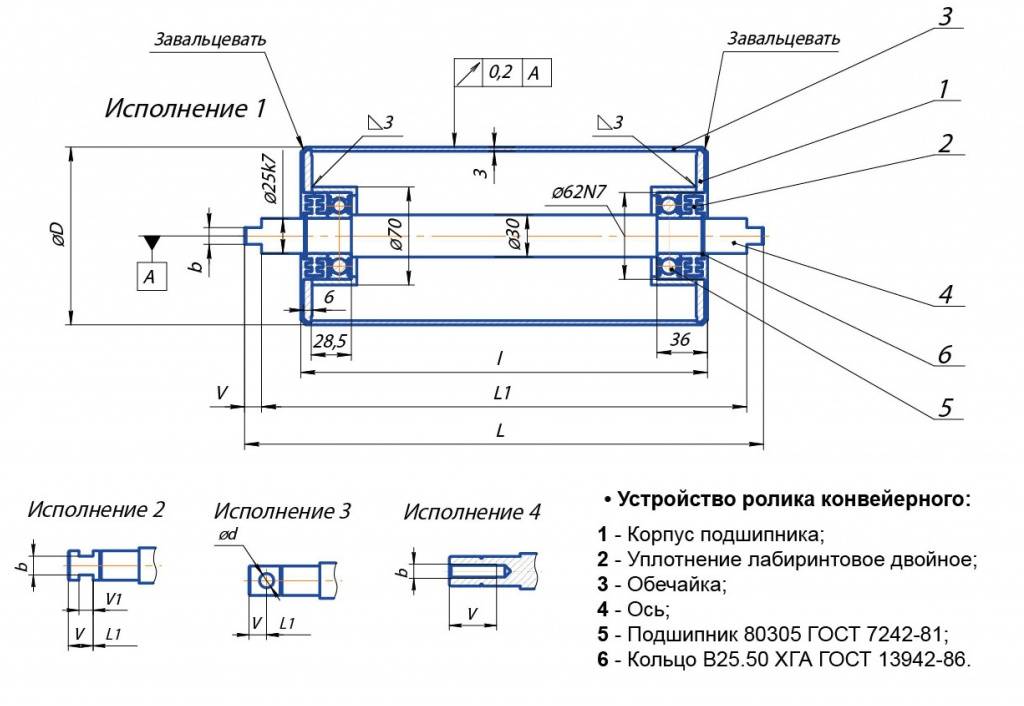
Классификация изделия также проходит По разновидности подшипниковых щек. Выделяют три типа:
- Точеный корпус, который сделан из стали.
- Штампованный вариант выполнения с специализированным отверстием под подшипник.
- Довольно огромную популярность получили корпуса, которые делаются из пластмассы. Это связано с маленьким весом и ценой.
Также выделяют несколько самых разнообразных конвейерных изделий, которые отличительны по степени точности. Примером можно назвать:
- Довольно огромную популярность получили варианты выполнения нормальной стойкости. Они, в основном, делаются из труб черного металла. Дополнительное обозначение при этом не проходит.
- Детали грунтового типа отличаются тем, что по поверхности с наружной стороны наноситься специализированное вещество. Для определения применяется маркировка Гр.
- Конвейерные детали окрашенного типа отличаются тем, что на поверхность для работы наноситься грунт и краска. Довольно огромную популярность получили варианты выполнения красного типа.
- Имеются в продаже варианты выполнения с очень высокой стойкостью, которые делаются из жестяной трубы. При этом во время изготовления боковой щеки также проходит ее покрытая цинком сталь для увеличения степени защиты от влияния внешней среды.
- Конвейерные детали с очень высокой степенью стойкости к износу, которые используют в агрессивной среде. Часто база выходит при использовании нержавейки. Она спокойно выдержит влияние большой влажности, на поверхности даже после очень долгой эксплуатации не рождается коррозия.

Деталь следует при эксплуатировании мазать. По данному типу выделяют три разные группы:
- Частные. В данном случае в конструкцию закладывается масло, которое рассчитано на конкретный промежуток времени эксплуатации изделия.
- Через масленку. Аналогичная конструкция которая рассчитана на добавление масла без разбора конструкции.
- Вариант с централизованной смазкой. Вовнутрь механизма подается масло по специализированным трубкам. Есть при этом бак, предназначенного для хранения смазывающего материала. Такой способ выполнения рассчитывается на долгий срок эксплуатации.
Аналогичная классификация должна предусматриваться при подборе самого оптимального изделия. Необходимо помнить про то, что для смазывания механизма требуется определенное смазывающее вещество, которое обязано владеть конкретной вязкостью и смазывающими качествами.
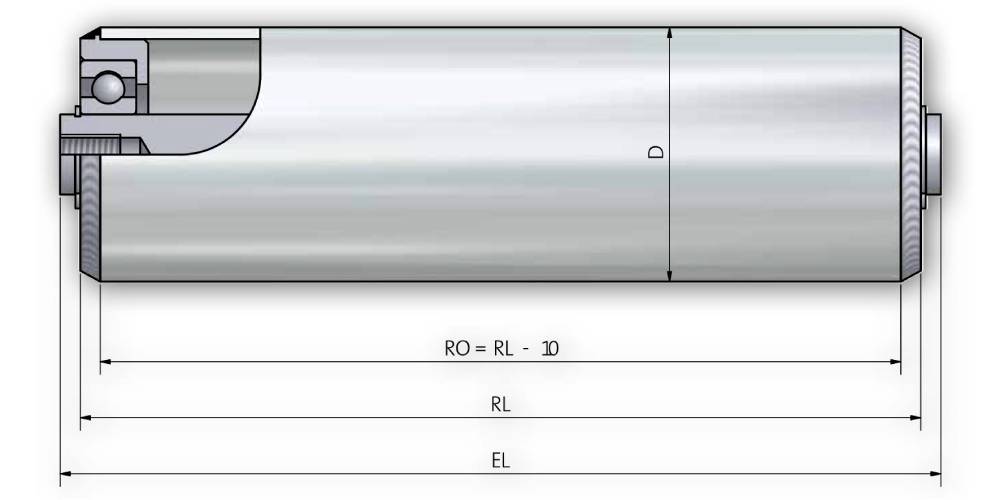
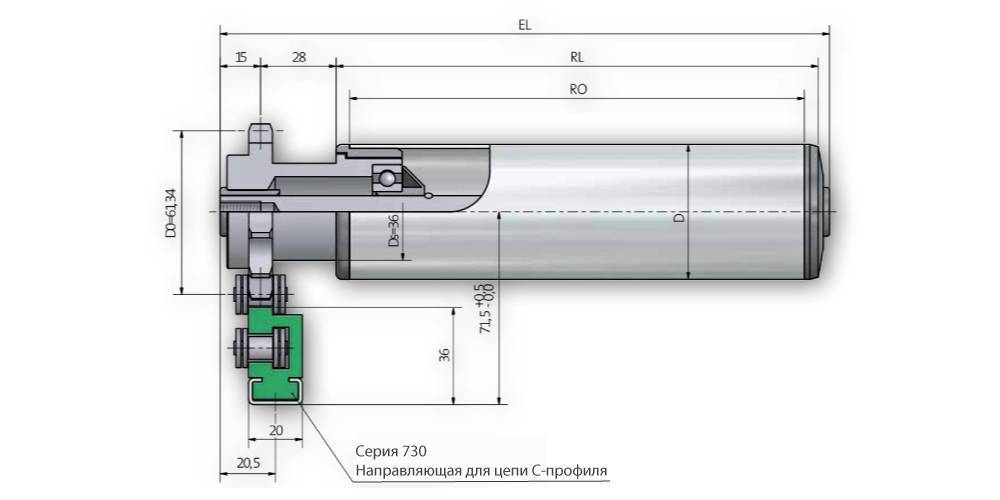
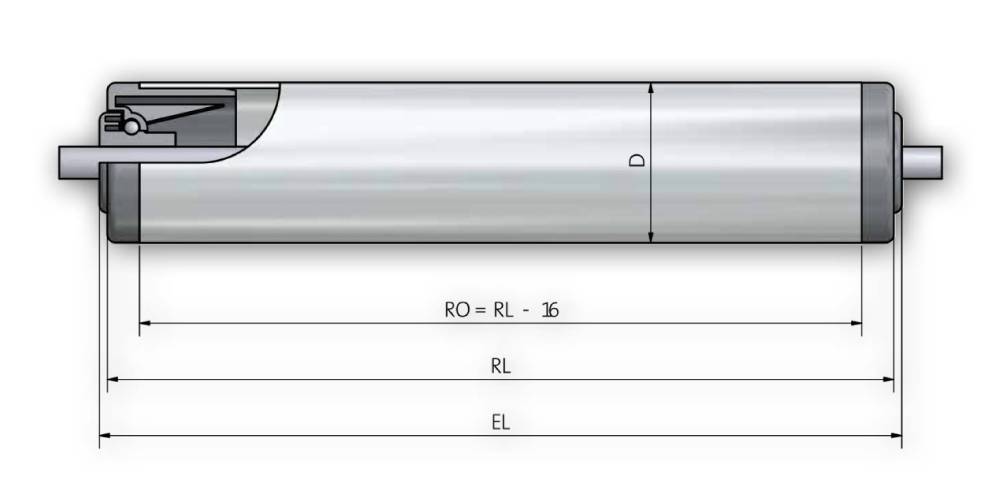
Размеры конвейерных роликов
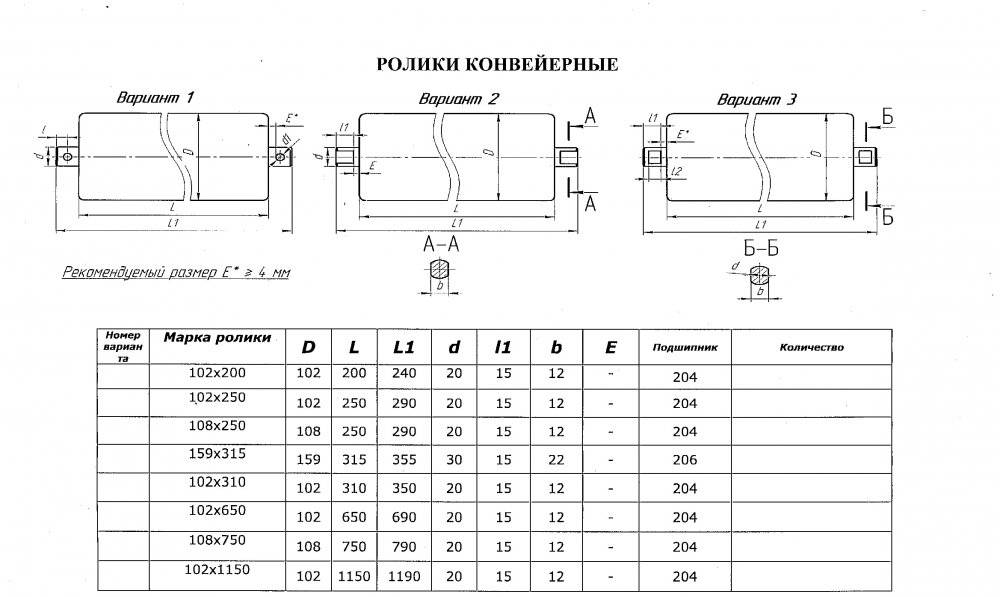
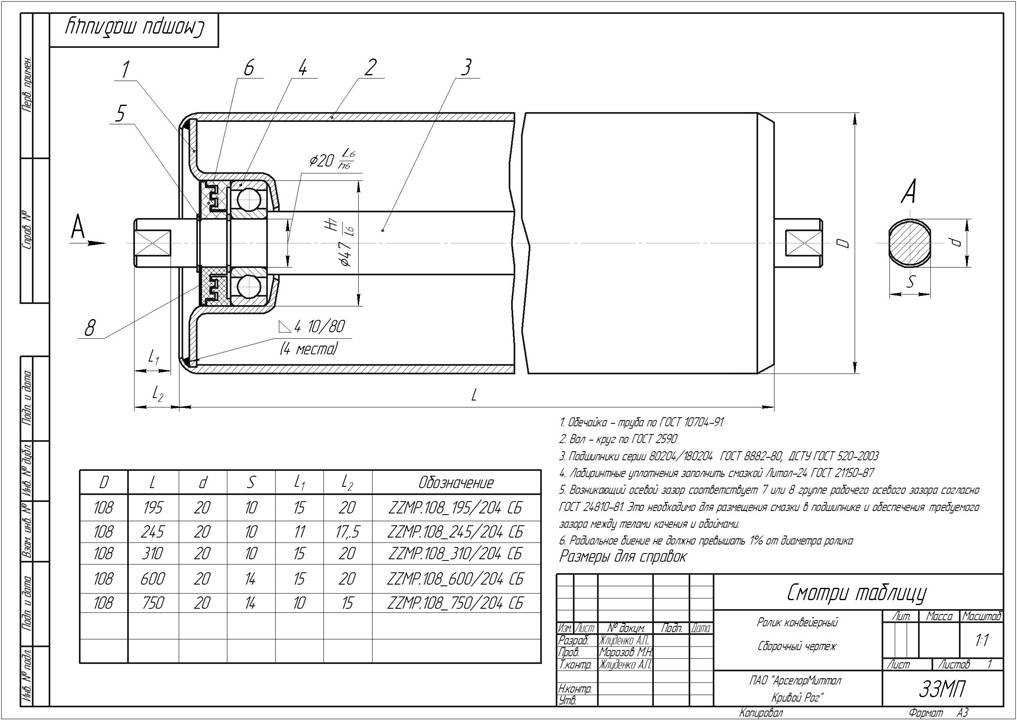
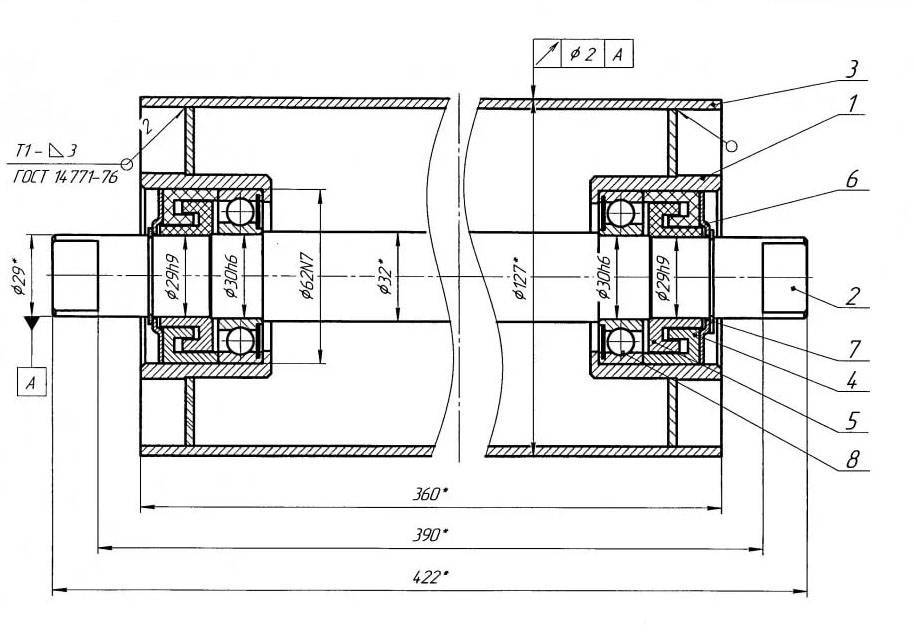
Типоразмерный ряд конвейерных роликов зависит от ширины ленты, условий эксплуатации, а также от конструктивных особенностей деталей самих роликов. Так корпуса роликов конвейерных, изготовленные из толстостенной трубы, могут применяться в пыльных помещениях.
Изготавливаем конвейерные ролики по индивидуальным размерам:
Размер ролика | |||
| диаметр/длина | диаметр/длина | диаметр/длина | диаметр/длина |
| 76/200 | 89/160 | 102/200 | 127/245 |
| 76/250 | 89/180 | 102/250 | 127/280 |
| 76/310 | 89/200 | 102/310 | 127/310 |
| 76/380 | 89/230 | 102/380 | 127/380 |
| 76/500 | 89/250 | 102/465 | 127/420 |
| 76/600 | 89/280 | 102/500 | 127/420 |
| 76/750 | 89/310 | 102/530 | 127/560 |
| 76/900 | 89/355 | 102/600 | 127/650 |
| 76/1000 | 89/380 | 102/680 | 127/720 |
| 89/465 | 102/720 | 127/750 | |
| 89/560 | 102/750 | 127/950 | |
| 89/600 | 102/830 | 127/1150 | |
| 89/710 | 102/960 | 127/1300 | |
| 89/750 | 102/1120 | 127/1400 | |
| 89/900 | 102/1350 | 127/1600 | |
| 89/1300 | 102/1400 | 127/1800 | |
| 102/1450 |
Эксплуатационные преимущества рольгангов
Прежде всего это универсальность. Такими конвейерами оснащаются самые разные объекты:
- машиностроительные и металлургические заводы и комбинаты (литейные, кузнечно-прессовые, термо-обрубные, прокатные цеха);
- предприятия деревоперерабатывающей, пищевой, текстильной, обрабатывающей промышленности;
- складские терминалы;
- порты и другие погрузочные площадки.
Рольганги удобны для транспортировки самых разных грузов, отличающихся по форме, размеру и весу. На таких конвейерах можно перемещать литейные стержни и формы, комплектующие, трубы, бруски, арматуру и пр. К другим достоинствам этих устройств относятся:
- широкий выбор модификаций и вариантов исполнения, различающихся длиной, геометрией, количеством роликов, размерами и прочими характеристиками;
- компактность, путь перемещения до 30 м.
- умеренная производительность. Передвижной рольганг — оптимальный выбор для объектов, где достаточно перемещать 20–30 товаров в час;
- прочность конструкции. Для производства используются чёрные металлы либо нержавеющая сталь;
- простота обслуживания, большой межсервисный интервал.
Классификация ленточных конвейеров
Существуют некоторые признаки, по которым условно данные устройства можно разделить на несколько групп:
- по области применения: бывают общего назначения, специальные и подземные (транспортировка людей, катучие, а также передвижные);
- по форме трассы: простые (с прямолинейным участком), сложные (с наклонной ломаной трассой), а также криволинейные или пространственные (изгиб в плоскости грузонесущего органа);
- по направлению движения груз: подъемные и спускные;
- по форме ленты и размещению груза: бывает плоская и желобчатая лента в различных модификациях;
- по углу наклона трассы: горизонтальные, наклонные, крутонаклонные (угол более 22 градусов) и вертикальные.
Стоит понимать, что, помимо этого, схема ленточного конвейера предусматривает использования различного тягового и грузонесущего органа. Ленты бывают резинотканевыми, резинотросовыми, проволочными, а также стальными. Тип ленты выбирается исходя из того, в каких условиях она будет работать. К примеру, стальные тяговые органы применяются для работы при высоких температурах (до 850 градусов), точно так же, как и проволочные, которые могут транспортировать грузы при рабочей температуре 1100 градусов по Цельсию.
Принимаем заказы на токарные работы по чертежам заказчика. Работаем с НДС.
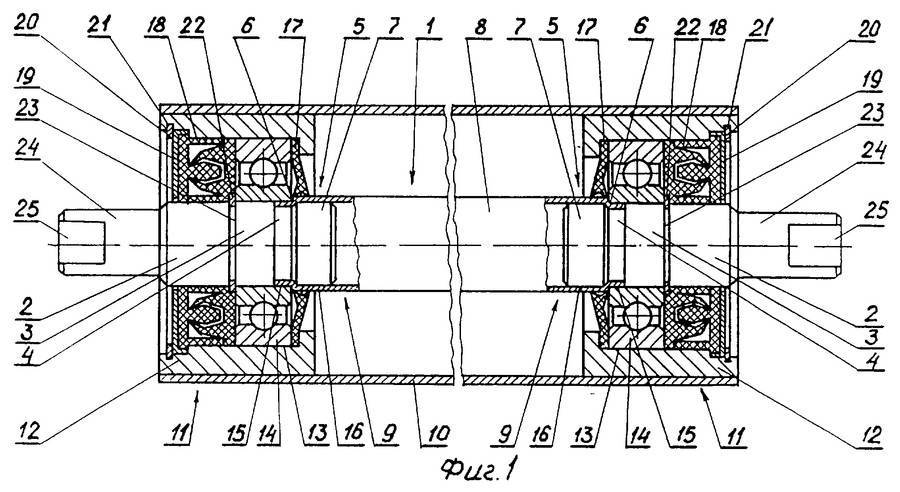
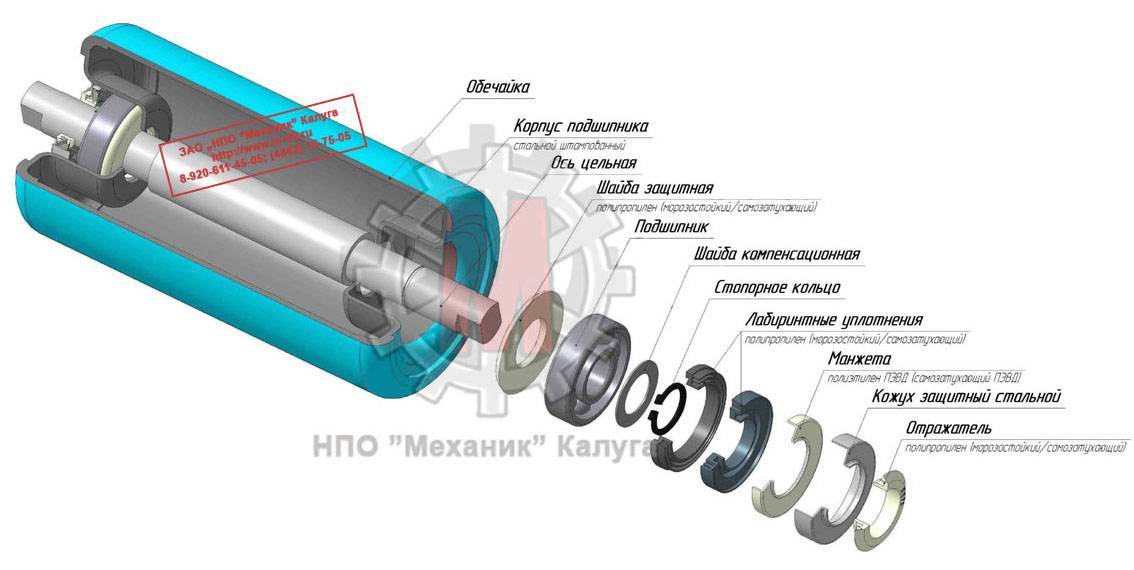
Изготовление роликов конвейерных является одним из направлений деятельности ООО «Кронос-К». Вы можете приобрести конвейерные ролики любого типа и размера. Наше предприятие предлагаем широкий ассортимент роликов для конвейеров, которые не потребуют дополнительного ухода и смазки в течении всего срока использования. Изготовление конвейерных роликов происходит строго по ГОСТам из высококачественных материалов, а потому мы заслуженно гордимся их надёжностью и повышенным ресурсом эксплуатации. Для облегчения и ускорения рабочего процесса, на промышленных предприятиях разных направлений, используют такие механизмы, как конвейеры. Они позволяют непрерывно транспортировать груз по территории предприятия, фабрики или завода на определенное расстояние. Таким образом, можно перемещать кусковые, штучные, а также сыпучие грузы. Своим малым сопротивлением вращению конвейерный ролик обязан отсутствию трущихся элементов. Для того чтобы закрепить ось, на одном из ее концов имеются лыски, а на раме — специальные пазы.
Установка конвейерных шарикоподшипниковых роликов осуществляется на рамах: сварных из стального проката или разборных из гнутых легких профилей. Гнутые профили обладают универсальными элементами и отверстиями, которые обеспечивают легкую стыковку секций, а также простую установку осей и регулировку по высоте.
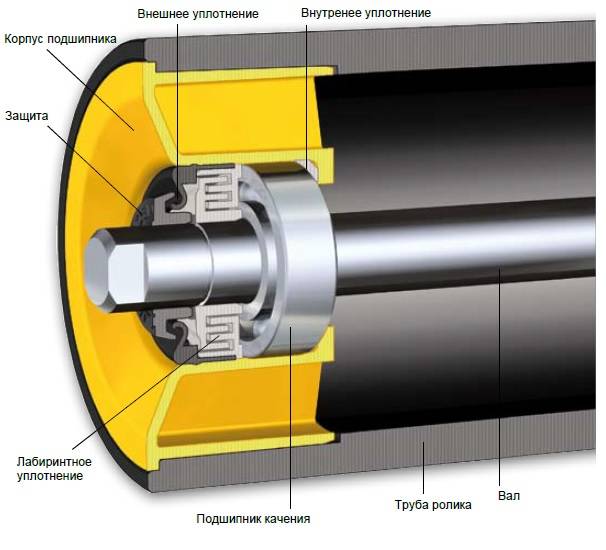
Особенности конструкции
Популярность, которой пользуется рольганги, прежде всего, связана с особенностью конструкции. К ним можно отнести:
- Для выполнения основной задачи используется группа роликов, которые имеют ось.
- Все вращающиеся элементы закреплены на раме.
- Все ос неподвижные. Они служат основанием для подшипников, при помощи которых и осуществляется вращательное движение роликов.
- Часто можно встретить, когда рольганг имеет сварной тип устройства, который состоит из ролика, вращающегося в специальном подшипниковом узле.
- Для того чтобы рассматриваемое устройство стабильно работало, длина поверхности соприкосновения выбирается с учетом ширины или диаметра заготовок: рольганг должен иметь ролики больше.
- Расстояние между роликами должно быть несколько меньше показателя половины длины транспортируемого груза.
- В некоторых случаях рольганг используется для транспортировки ящиков, а не деталей.
- Рама создается с учетом веса перемещаемого груза.
Простота конструкции и ее относительно небольшая стоимость определяет популярность рассматриваемого устройства.
Область применения конвейерных роликов
Конвейерные ролики используются в разричного рода конвейерном оборудовании.
Конвейерное оборудование представляет собой подвижное или стационарное транспортное средство, необходимое для перемещения продукции и материалов, сыпучих грузов и т.д. Область применения конвейерного оборудования чрезвычайно широка: от электроэнергетики, горнорудной промышленности, предприятий нефтегазового комплекса, черной и цветной металлургии до строительной индустрии, складского оборудования и железнодорожных станций.
В зависимости от конструктивных особенностей, обусловленных объемом и характером груза, различается конвейерное оборудование разных видов: стационарные ленточные конвейеры, катучие ленточные конвейеры, передвижные ленточные конвейеры, телескопические ленточные конвейеры. В комплект конвейерного оборудования, как правило, входят приводные, натяжные, предохранительные и очистительные устройства.
Преимущества и недостатки
На протяжении длительного периода применялись исключительно ленточные варианты исполнения. Пластинчатые устройства характеризуются довольно большим количество преимуществ и недостатков. К преимуществам можно отнести следующее:
- Высокая степень приспособленности к транспортировке горячих, острокромочных, крупнокусковых и других грузов, которые могут стать причиной повреждения поверхности. Этот момент определил широкое распространение устройства в промышленности и многих других областях. Металлическая секционная лента выдерживает воздействие окружающей среды, при падении грунта или другого сыпучего грунта на поверхности не возникает дефектов.
- Применение металла позволяет проводить транспортировку груза при высоких и низких температурах. Именно этот момент позволил применять конвейеры для транспортировки горячих заготовок в машиностроительной и другой промышленности.
- Конструктивные особенности позволяют создавать пластинчатые конвейеры наклонного и другого типа. Большое распространение получили именно горизонтальные устройства, но могут устанавливаться и наклонные, которые позволяют поднимать груз на определенную высоту.
- Высокая степень производительности также относится к основным преимуществом пластинчатого конвейера. Она достигается за счет установки электрического двигателя, редуктора и некоторых других механизмов.
- Есть возможность использовать настил со специальными элементами крепления для транспортировки различных грузов. Примером можно назвать бортики, а также поперечные пластины.
- Можно проводить загрузку непосредственно из бункера, за счет чего повышается эффективность.
Есть и несколько существенных недостатков, которые также должны учитываться. Примером можно назвать следующее:
Применение металла при производстве основных элементов определяет то, что вес конструкции существенно повышается. Именно поэтому приходится проводить установку механизма на специальном основании, которое будет рассчитано на высокую нагрузку
Кроме этого, уделяется внимание фиксации основания. Еще важным моментом можно назвать сложность в изготовлении
Это также определяет то, что процедура обслуживания требует существенных денежных вложений
Это также определяет то, что процедура обслуживания требует существенных денежных вложений
Некоторые детали нельзя найти в продаже, их изготовление проводится на заказ. Высокая стоимость ходовой части также связана с применение металла и других подобных материалов при изготовлении конструкции. Именно поэтому установка проводится в случае, когда требуются более высокие эксплуатационные характеристики. Невысокая скорость транспортировки. Это свойство одновременно можно назвать преимуществом и недостатком, так как существенно снижается показатель эффективности. Скорость перемещения снижается за счет снижения количества оборотов, для чего устанавливается редуктор. Он может снижать количество оборотов в несколько раз. Усложнение эксплуатации по причине установки большого количества шарнирных соединений. Подобные конструктивные элементы характеризуются относительно высокой сложностью. Слишком высокая нагрузка и эксплуатация без соответствующего обслуживания может привести к серьезным дефектам. За устройством нужно проводить постоянный уход и наблюдение, так как незначительные дефекты в течение длительного периода могут стать причиной выхода всего устройства из строя. Кроме этого, проводится периодическая проверка степени натяжения цепи, которая и отвечает за передачу усилия. Высокая сложность замены катков и других элементов. Именно поэтому обслуживание должен проводить исключительно специалист, который знает все особенности устройства. Из-за большой массы основных элементов возникает существенное сопротивление движению. Именно поэтому оказывается существенная нагрузка на электрический двигатель и промежуточный элемент.
При выборе пластинчатого конвейера следует уделять внимание всем преимуществам и недостаткам. Это связано с тем, что в некоторых случаях лучше провести установку ленточной конструкции. Кроме этого, конструкция для транспортировки характеризуется огромным количеством различных характеристик
Кроме этого, конструкция для транспортировки характеризуется огромным количеством различных характеристик
Кроме этого, конструкция для транспортировки характеризуется огромным количеством различных характеристик.
и 3.
Ролики Г, Ф, А, Н, НФ Ролики НЛ, НФЛ
Ролик НД
Ролик НДЛ
Примечание. Чертеж не устанавливает конструкцию роликов.
5л
V
!?■
sox
ssx
Suft
63 | 180 | 200 | 250 | 315 | 380 (400) | 500 | 600 | 750 | 950 | т* |
76; 89 | 160 | 200 | 250 | 315 | 380 | 465 | 500 | 600 | 670 | 750 |
182; 11 | 160 | 200 (195) | 250 (245) | 315 (310) | 380 | 465 | 500 | 530 | 600 | 670 |
127; 133 | 250 | 315 (310) | 380 | 465 (460) | 530 | 600 | 670 | 750 | 900 | 950 |
152 159 11 178 | 315 (310) | 380 | 465 (460) | 530 | 600 | 670 | 750 (740) | 800 | 900 | 950 |
194 | 315 | 380 | 465 | 530 | 600 | 670 | 750 (740) | 800 | 900 | 950 |
219 | 315 | 380 | 465 | 530 | 600 | 670 | 750 | 800 | 900 | 950 |
245 | 380 | 465 | 530 | 600 | 670 | 750 | 800 | 900 | 1000 | 1150 |
950
750
,250
1150
900
1150
1150
1150
1150
1400
950
1400
1250
1250
1250
1150
1400
1400
1400
1400
(1500)
1000
(1500)
1600
(1500)
1600
18002000
20002200 2400
20002200
2400
ч
H
к
N
0)
a
i
Примечания:
1. Длину роликов, указанную в скобках, при новом проектировании не применять,
2, Для роликов Ф, ФЛ. НФ, НФЛ диаметр должен быть увеличен на двойную толщину футеровки
Таблица 3
мм
Исполнение концов осей | Диаметр ролика О | Размеры концов осей | ||
rfi | s-o.i -0,3 | а | ||
Со СКВОЗНОЙ ЛЫСКОЙ | 63 | (12); 20 | (8); (11); (12); 14 | (8); 9; (10); 15 |
76; 89 | (15); 20 | (8); 9; (10); 12; 16; 20 | ||
102; 108 | (17); 20; 25 | (12); 14; 18 | ||
127; 133 | 20; 25; 30 | (13); 14; (16); 18; (20); 22; 32 | 9; (Ю); (11); 12; 15; 20 | |
152; 159; 168»; 178 | 25; 30; 40 | |||
194 | 40; 45 | |||
219 | 50 | 18; 22; 32 | 15; 20 | |
245 | 60 | 22; 32 | ||
С глухой лыской | 102; 108 | 20; 25 | 14; 1в | 9; (10); 12; 15 |
127; 133 | 20; 25; 30 | (13); 14; 18 | ||
152; 159; 168; 178 | 25; 30; 40 | (16); 18; 22 | (Ю); 12; 15; 20 | |
194 | 40 | (18); 20; 22; 32 | ||
219 | 50 | 18; 22; 32 | 15; 20 | |
245 | 60 |
Примечание. Размеры, приведенные в скобках, не предпочтительны.
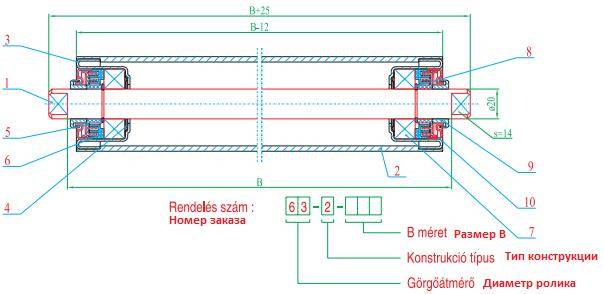
Пример условного обозначения верхнего гладкого ролика со сквозной лыской диаметром D = 89 мм, длиной £.=315 мм, с размерами лыски а= 10 мм и 5=14 мм:
Ролик Г-89Х315—10X14 ГОСТ 22646—77 То же, нижнего ролика дискового с глухой лыской диаметром D=219 мм, длиной L=2000 мм, размерами лыски а = 20 мм, 5=22 мм:
Ролик НДЛ-219Х2000—20 X22 ГОСТ 22646—77 (Измененная редакция, Изм. № 1, 2, 4).
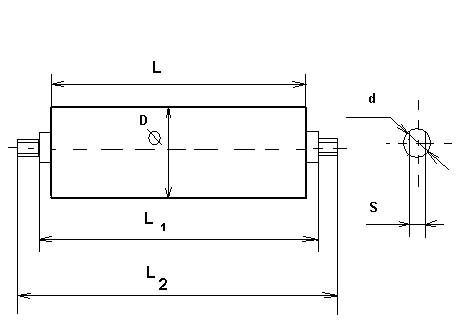
4. Размер между лысками Lx на осях роликов должен быть равен
Lx—L-j-Л,
i\zte А — не более 8 мм.
Примечание. Для роликов, изготовляемых по рабочим чертежам, разработанным до 01.01.85 и для роликов, изготовляемых для запчастей, значение А принимают по рабочим чертежам, утвержденным в установленном порядке.
(Измененная редакция, Изм. № 3).
5. Предельные отклонения на размер L\ устанавливаются следующие:
минус 1 мм — для Li^750 мм; минус 2 мм — для Li>750 мм.
6. Ролики диаметром 63, 89 мм допускается изготовлять с резьбовым исполнением кондов осей.
(Измененная редакция, Изм. № 3).
7—9. (Исключены, Изм. № 3).
10. (Исключен, Изм. № 4).
ПРИЛОЖЕНИЕ
Справочное
Информационные данные о соответствии ГОСТ 22646—77
и СТ СЭВ 1334—78
Типы и исполнения роликов | Типы и исполнения роликов | ||
по ГОСТ 22646-77 | по СТ СЭВ 1334-78 | по ГОСТ 22646-77 | по СТ СЭВ 1334-78 |
Г | Тип 1, исполнение 1* | н | Тип 1, исполнение 1** |
гл | Тип 1, исполнение 2 | НФ | Тип 2 исполнение 1** |
ф | Тип 2, исполнение 1* | нд | Тип 3, исполнение 1 |
ФЛ | Тип 2, исполнение 2 | нл | Тип 1, исполнение 2 |
А | Тип 4, исполнение 1 | НФЛ | Тип 2, исполнение 2 |
АЛ | Тип 4, исполнение 2 | ндл | Тип 3, исполнение 2 |
* Верхние ролики.
** Нижние ролики.
(Измененная редакция, Изм. № 1, 3).
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством тяжелого, энергетического и транспортного машиностроения
ИСПОЛНИТЕЛИ
Н. А. Гаврилин, С. И. Модин, В. В. Дюбенко, А. В. Александрова, Л. В. Сергиевская
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета стандартов Совета Министров СССР от 28.07.77 № 1866
3. Срок проверки — 1992 г., периодичность — 5 лет
4. Стандарт соответствует СТ СЭВ 1334—78 в части типов и исполнений
Стандарт соответствует международному стандарту И СО 1537—75.
5. Введен впервые
6. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕН-
ты | |
Обозначение НТД, на который дана ссылка | Номер пункта |
ГОСТ 22644—77 | I |
7. Переиздание (август 1988 г.) с Изменениями № 1, 2, 3, 4, утвержденными в январе 1980 г., марте 1982 г., марте 1985 г., феврале 1988 г. (ИУС 3—80, 7—82, 6—85, 5—88)
8. Проверен в 1988 г. Срок действия продлен до 01.01.94 (Постановление Госстандарта СССР от 17.02.88 № 269)
Редактор М. А. Глазунова Технический редактор Л. А. Никитина Корректор Я. И. Гаврищук
Сдано в наб. 20.06.88 Подп. в печ. 19.10.88 1.26 уел. печ. л. 1,25 уел. кр.-отт. 1,01 уч.-изд. л.
Тираж 6000 Цена 5 коп.
Ордена «Знак Почета» Издательство стандартов, 123840» Москва, ГСП,
Новопресненский пер., 3.
Калужская типография стандартов, ул. Московская, 256. Зак. 1400
Преимущества и недостатки
На протяжении длительного периода применялись исключительно ленточные варианты исполнения. Пластинчатые устройства характеризуются довольно большим количество преимуществ и недостатков. К преимуществам можно отнести следующее:
- Высокая степень приспособленности к транспортировке горячих, острокромочных, крупнокусковых и других грузов, которые могут стать причиной повреждения поверхности. Этот момент определил широкое распространение устройства в промышленности и многих других областях. Металлическая секционная лента выдерживает воздействие окружающей среды, при падении грунта или другого сыпучего грунта на поверхности не возникает дефектов.
- Применение металла позволяет проводить транспортировку груза при высоких и низких температурах. Именно этот момент позволил применять конвейеры для транспортировки горячих заготовок в машиностроительной и другой промышленности.
- Конструктивные особенности позволяют создавать пластинчатые конвейеры наклонного и другого типа. Большое распространение получили именно горизонтальные устройства, но могут устанавливаться и наклонные, которые позволяют поднимать груз на определенную высоту.
- Высокая степень производительности также относится к основным преимуществом пластинчатого конвейера. Она достигается за счет установки электрического двигателя, редуктора и некоторых других механизмов.
- Есть возможность использовать настил со специальными элементами крепления для транспортировки различных грузов. Примером можно назвать бортики, а также поперечные пластины.
- Можно проводить загрузку непосредственно из бункера, за счет чего повышается эффективность.
Есть и несколько существенных недостатков, которые также должны учитываться. Примером можно назвать следующее:
Применение металла при производстве основных элементов определяет то, что вес конструкции существенно повышается. Именно поэтому приходится проводить установку механизма на специальном основании, которое будет рассчитано на высокую нагрузку
Кроме этого, уделяется внимание фиксации основания. Еще важным моментом можно назвать сложность в изготовлении. Это также определяет то, что процедура обслуживания требует существенных денежных вложений
Это также определяет то, что процедура обслуживания требует существенных денежных вложений
Некоторые детали нельзя найти в продаже, их изготовление проводится на заказ. Высокая стоимость ходовой части также связана с применение металла и других подобных материалов при изготовлении конструкции. Именно поэтому установка проводится в случае, когда требуются более высокие эксплуатационные характеристики. Невысокая скорость транспортировки. Это свойство одновременно можно назвать преимуществом и недостатком, так как существенно снижается показатель эффективности. Скорость перемещения снижается за счет снижения количества оборотов, для чего устанавливается редуктор. Он может снижать количество оборотов в несколько раз. Усложнение эксплуатации по причине установки большого количества шарнирных соединений. Подобные конструктивные элементы характеризуются относительно высокой сложностью. Слишком высокая нагрузка и эксплуатация без соответствующего обслуживания может привести к серьезным дефектам. За устройством нужно проводить постоянный уход и наблюдение, так как незначительные дефекты в течение длительного периода могут стать причиной выхода всего устройства из строя. Кроме этого, проводится периодическая проверка степени натяжения цепи, которая и отвечает за передачу усилия. Высокая сложность замены катков и других элементов. Именно поэтому обслуживание должен проводить исключительно специалист, который знает все особенности устройства. Из-за большой массы основных элементов возникает существенное сопротивление движению. Именно поэтому оказывается существенная нагрузка на электрический двигатель и промежуточный элемент.
При выборе пластинчатого конвейера следует уделять внимание всем преимуществам и недостаткам. Это связано с тем, что в некоторых случаях лучше провести установку ленточной конструкции
Кроме этого, конструкция для транспортировки характеризуется огромным количеством различных характеристик
Кроме этого, конструкция для транспортировки характеризуется огромным количеством различных характеристик.