ПРИЛОЖЕНИЕ 2 (справочное). РАСПРОСТРАНЕННЫЕ СХЕМЫ БАЗИРОВАНИЯ ДЕТАЛЕЙ
ПРИЛОЖЕНИЕ 2Справочное
Схема установки | Теоретическая схема базирования |
Установка заготовки по плоскости основания и двум боковым сторонам | |
Установка заготовки по плоскости (на магнитной плите) | |
Установка заготовки по плоскости и двум отверстиям | |
Установка вала в трехкулачковом самоцентрирующем патроне | |
7 – штангенциркуль | |
Установка диска в трехкулачковом самоцентрирующем патроне | |
Установка вала в центрах | |
7 – общая ось центровых отверстий | |
Установка вала в призме | |
Установка втулки на цилиндрической оправке (с зазором) | |
Установка втулки на разжимной оправке (без зазора) | |
Установка на станке заготовки корпусной детали с выверкой ее положения по разметочным рискам | |
Установка заготовки по обрабатываемой поверхности при бесцентровом врезном шлифовании | |
7 – заготовка; 8 – ведущий круг; 9 – опора; 10 – шлифующий круг; 11 – продольный упор. |
Примечание. На теоретических схемах базирования арабскими цифрами 1-6 обозначены опорные точки.
ИНФОРМАЦИОННЫЕ ДАННЫЕ
- РАЗРАБОТАН И ВНЕСЕН Комитетом стандартов, мер и измерительных приборов при Совете
Министров СССРРАЗРАБОТЧИКИ:В.Р. Верченко, Ю.И. Степанов, А.А. Ваксман, С.С. Борушек, Б.Ш. Каплун, Л.К. Голубев
- УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Комитета стандартов, мер и
измерительных приборов при Совете Министров СССР 28.06.68 № 1029 - Стандарт полностью соответствует СТ СЭВ 4768-84
- ВЗАМЕН ГОСТ 5295-60 в части разд. I и II и ГОСТ 5291-60
- ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка Номер пункта ГОСТ 2.109-73 2.6 ГОСТ 2.124-85 1.2 ГОСТ 2.503-90 2.6 ГОСТ 2.601-68 2.6 ГОСТ 2.602-68 2.6 ГОСТ 2.701-84 2.6 - ПЕРЕИЗДАНИЕ (март 1995 г.) с Изменениями № 1, 2, 3, 4, 5, 6, 7, утвержденными в
августе 1981 г., ноябре 1981 г., марте 1985 г., сентябре 1985 г., октябре 1986 г., сентябре 1987 г., июле 1988 г. (ИУС № 10-81, 4-82,
5-85, 12-85, 1-87, 12-87, 11-88)Настоящий стандарт устанавливает виды и комплектность конструкторских документов на изделия всех отраслей промышленности.
Стандарт полностью соответствует СТ СЭВ 4768-84.
(Измененная редакция, Изм. № 3).
Обозначение изделий и конструкторских документов
ГОСТ 2.201-80 устанавливает единую обезличенную классификационную систему обозначения изделий основного и вспомогательного производства и их конструкторских документов всех отраслей промышленности. Обозначение изделия имеет вид:
АБВГ.XXXXXX.XXX-XX.XX
где АБВГ — четырехзначный буквенный код организации-разработчика изделия; XXXXXX — шестизначный числовой код классификационной характеристики согласно классификатору ЕСКД; XXX — трехзначный числовой регистрационный номер; -XX — двух- или трехзначный порядковый номер исполнения (только при групповом исполнении); .XX — дополнительный двухзначный номер исполнения (только при групповом исполнении).
Обозначение основного конструкторского документа совпадает с обозначением изделия.
Обозначение неосновного документа состоит из обозначения изделия и кода документа, например СБ — код сборочного чертежа, Э3 — код схемы электрической принципиальной. Код документа не может содержать больше четырёх знаков.
Понятие об изделии и его составных частях
Прежде всего различают изделия основного производства и вспомогательного. К основному производству относятся изделия, предназначенные для поставки (реализации). Именно для изготовления этих изделий и организуется предприятие. Изделия вспомогательного производства применяются для собственных нужд предприятия. Обычно это приспособления, которые позволяют увеличить производительность работы и стоимость изделий, выпускаемых на предприятии.
Существуют такие виды изделий как:
- детали;
- сборочные единицы;
- комплексы;
- комплекты.
Изделия в зависимости от наличия или отсутствия в них составных частей разделяют на:
- неспецифицированные — не имеющие составных частей (детали)
- специфицированные — состоящие из двух составных частей и более
- cборочные единицы
- комплексы
- комплекты
Деталью называется изделие, изготовленное из однородного по наименованию и марке материала, без применения сборочных операций. Например, контактный стержень, выполненный из одного металла, изоляционная пластина из текстолита.
Сборочной единицей называется изделие, составные части которого соединены между собой на предприятии-изготовителе сборочными операциями: cвинчиванием, cваркой, пайкой, развальцовкой, cшиванием и др. Например, флэш-носитель, компьютерная мышь, вилка разъема.
Комплексом называются два специфицированных изделия или более, не соединенных на предприятии – изготовителе сборочными операциями, но предназначенных для выполнения взаимосвязанных эксплуатационных функций. Например, поточная линия станков, автоматическая телефонная станция.
Виды баз
Деление на классы осуществляется по установленным признакам:
- назначению и области применения;
- количеству фиксированных независимых координат в направлении которых осуществляется вращение или перемещение совокупности точек на поверхности (они именуются степенями свободы);
- по степени открытости;
- особенностям применения.
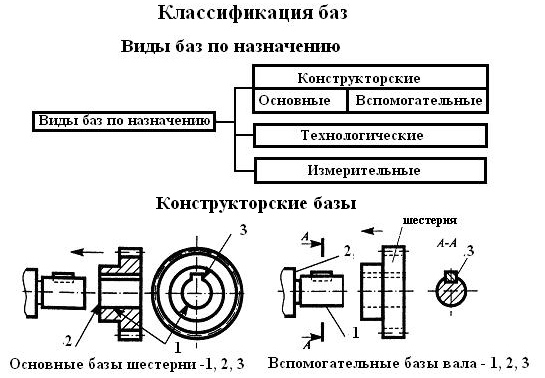
По назначению применяются четыре вида баз:
- конструкторские;
- технологические;
- настроечные;
- измерительные.
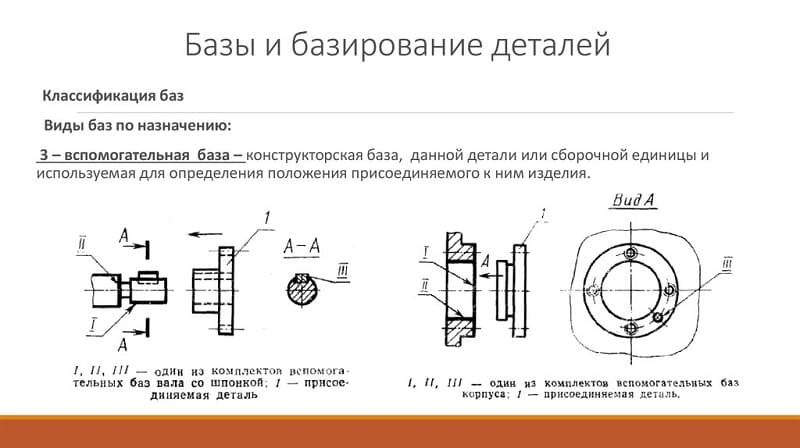
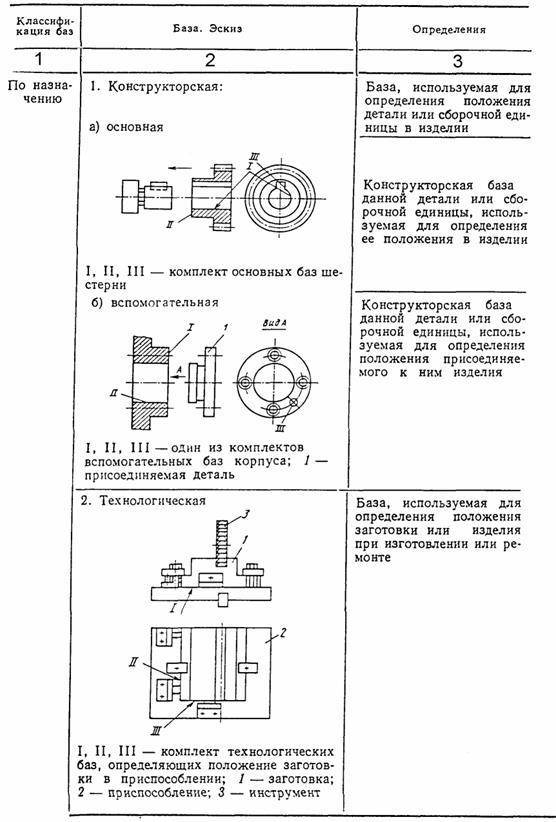
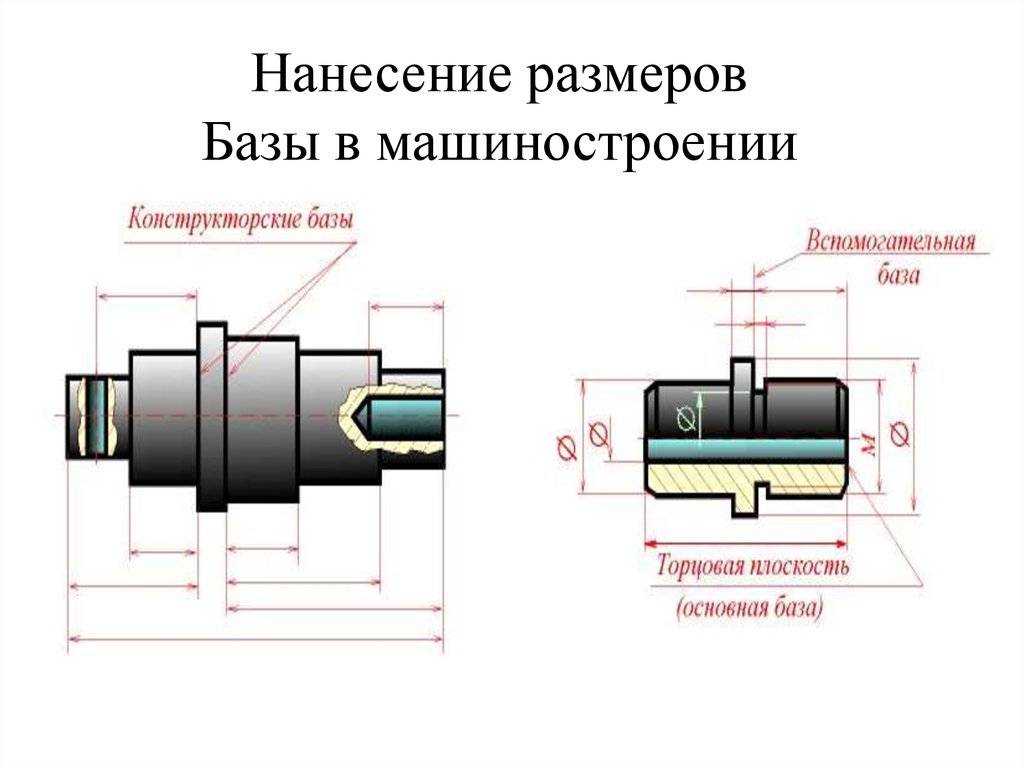
Первый тип позволяет задать трёхмерную систему координат и расположить в ней весь агрегат с подробным описанием всей конструкции. Поэтому её называют конструкторская база. Она делится на две основные категории. Первая называется основной, вторая — вспомогательной. Каждая из них указывает точное место расположения детали.
Для определения параметров каждой детали, входящей в конструкцию агрегата, составляется технологическая база. В теории машиностроения рассматривают следующие виды технологических баз:
- настроечные;
- проверочные.
Настроечные и проверочные технологические базы составляются на этапе проектирования и подготовки изделия к ремонту. В технологии машиностроения разработаны примеры составления технологических баз. Они включают технологическую последовательность обрабатывающих операций. Для проведения проверки параметров после изготовления деталей составляется измерительная база.
Не всегда в процессе производства необходимы все шесть степеней свободы. При технологической необходимости отдельные из них можно зафиксировать. С этой целью используются базы:
- установочная;
- направляющая (одинарная или двойная);
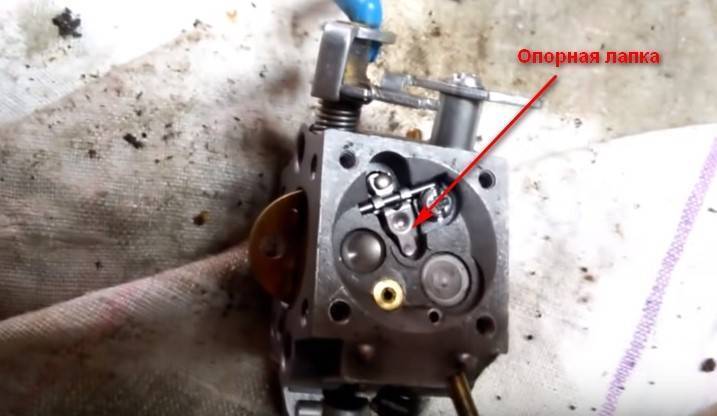
- опорная (одинарная или двойная);
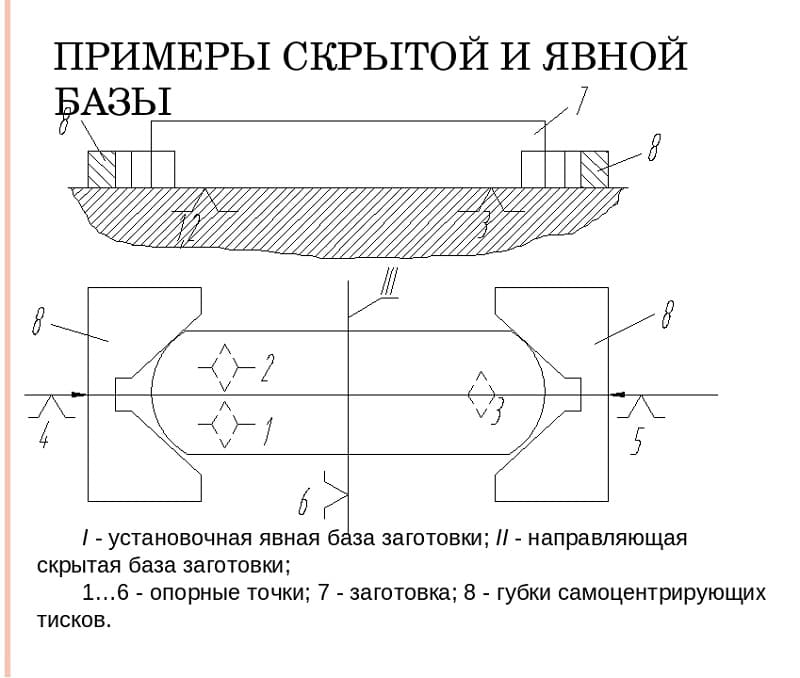
По степени проявления: скрытая или явная.
Кроме перечисленной классификации в производстве применяют так называемые искусственные, черновые и чистовые системы. При составлении полного названия признаки, характеризующие принадлежность базы записываются в установленной последовательности. На первом месте располагается наименование (назначение). Вторым указывается название, уточняющее ограничение количества степеней свободы. На третьем записывается, как она проявляется. Например, можно встретить такие термины: «Технологическая направляющая скрытая база», «Измерительная опорная база».
3 Термины, определения и сокращения
3.1 Термины и определения В настоящем стандарте применены следующие термины с соответствующими определениями:
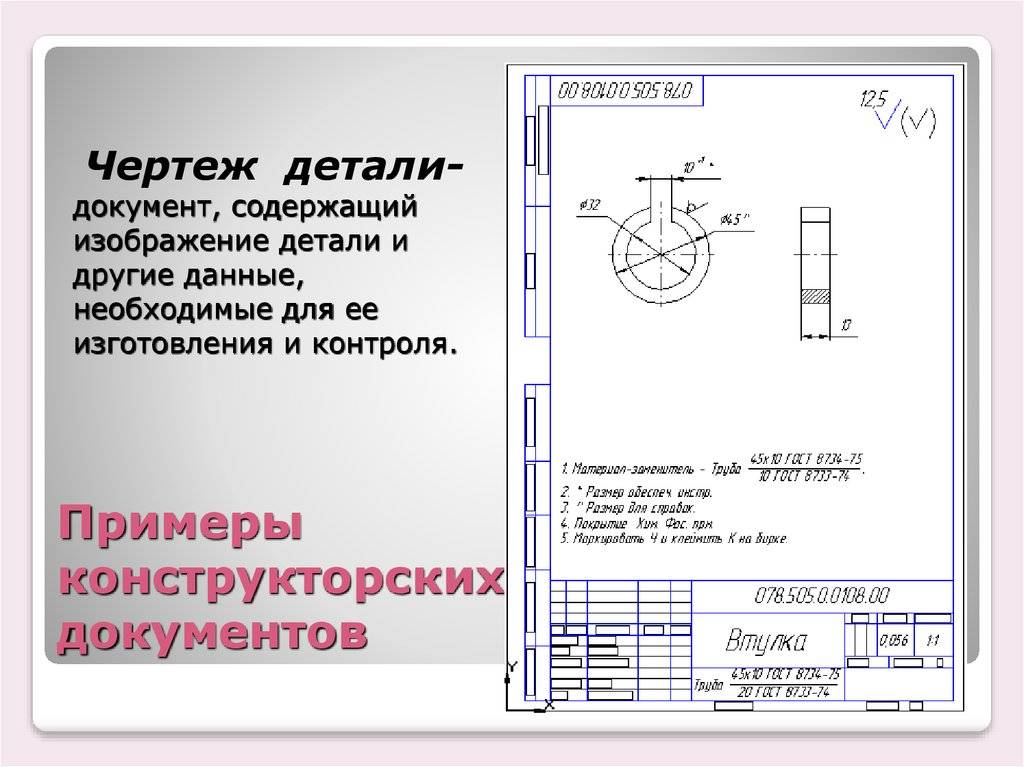
3.1.1 документ: Зафиксированная на материальном носителе информация, обладающая признаками, позволяющими ее идентифицировать*. _______________ Здесь и далее знаком «*» отмечены пункты, к которым даны в приложении А.

![§ 26. выбор баз и приспособления к станкам [1968 орнис н.м. - основы механической обработки металлов]](https://snabkz.ru/wp-content/uploads/b/0/8/b08354cc2c7cbd613d619ec433d89eaa.jpeg)
3.1.2 конструкторский документ: Документ, который в отдельности или в совокупности с другими документами определяет конструкцию изделия и имеет содержательную и реквизитную части, в том числе установленные подписи*.
3.1.3 содержательная часть: Часть документа, в которой приведено его техническое содержание*.
3.1.4 реквизитная часть: Часть документа, в которой приведена установленная номенклатура реквизитов (атрибутов) и их значения*.
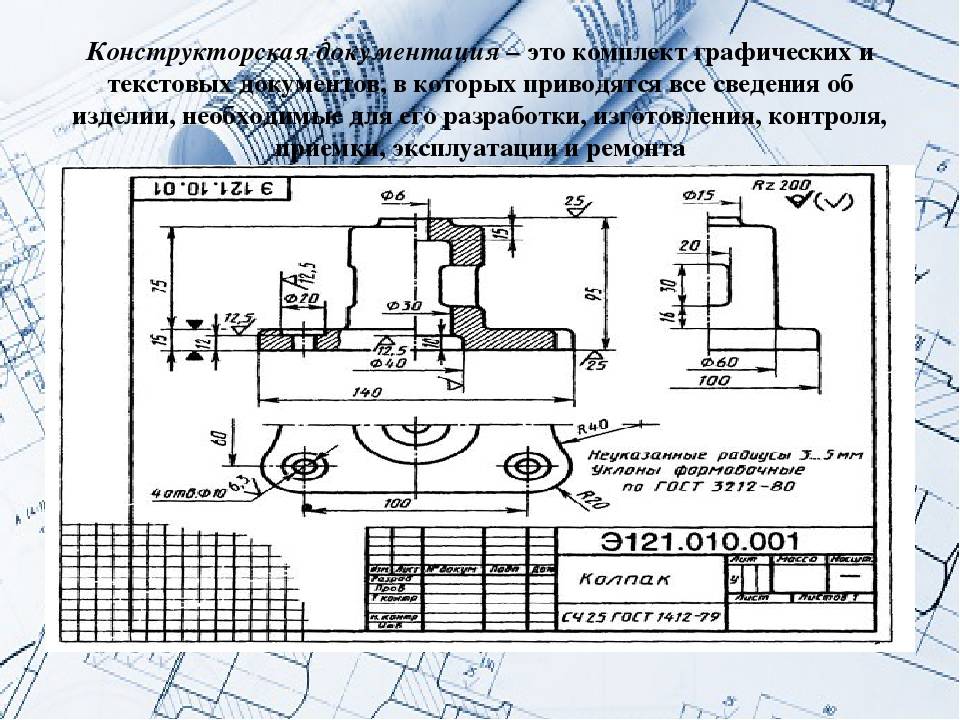
3.1.5 конструкторская документация: Совокупность конструкторских документов, содержащих данные, необходимые для проектирования (разработки), изготовления, контроля, приемки, поставки, эксплуатации, ремонта, модернизации, утилизации изделия.
3.1.6 бумажный конструкторский документ: Конструкторский документ, выполненный на бумажном или аналогичном по назначению носителе (кальке, микрофильмах, микрофишах и т.п.)*.
3.1.7 графический документ: Конструкторский документ, содержащий в основном графическое изображение изделия и/или его составных частей, отражающее взаимное расположение и функционирование этих частей, их внутренние и внешние связи. Примечание — К графическим конструкторским документам относят чертежи, схемы, электронные модели изделия и его составных частей.
3.1.8 текстовый документ: Конструкторский документ, содержащий в основном сплошной текст или текст, разбитый на графы. Примечание — К текстовым конструкторским документам относят спецификации, технические условия, ведомости, таблицы и т.п.
3.1.9 аудиовизуальный документ (мультимедийный документ): Электронный конструкторский документ, содержащий видеоинформацию и/или звуковую информацию.
3.1.10 электронный конструкторский документ: Конструкторский документ, выполненный программно-техническим средством на электронном носителе*.
3.2 Сокращения В настоящем стандарте приняты следующие сокращения: ЕСКД — Единая система конструкторской документации; ЖЦ — жизненный цикл; КД — конструкторский документ (документы, документация); ТЗ — техническое задание.
7 Обозначение стандартов Единой системы конструкторской документации
7.1 Обозначение стандартов ЕСКД — согласно ГОСТ 1.0.
7.2 Обозначение стандарта состоит из: — индекса стандарта — ГОСТ; — цифры 2, присвоенной комплексу стандартов ЕСКД; — цифры (после точки), обозначающей номер группы стандартов в соответствии с таблицей 1; — двузначного числа, определяющего порядковый номер стандарта в данной группе; — четырех цифр (после тире), указывающих год утверждения стандарта. В стандартах, утвержденных до 2000 года, указаны две последние цифры года. Пример обозначения ГОСТ 2.316-2008 Единая система конструкторской документации. Правила нанесения надписей, технических требований и таблиц на графических документах:
ПРИЛОЖЕНИЕ
ПРИМЕР ПОСТРОЕНИЯ ПОЛНОГО КОМПЛЕКТА КОНСТРУКТОРСКИХ ДОКУМЕНТОВ КОМПЛЕКСА
Примечания:
- Основной конструкторский документ изделия показан в овале.
- Документы основного комплекта показаны в прямоугольниках (в примере показана только часть документов основного комплекта, предусмотренных в табл. 3).
- Документы, обведенные в двойные рамки, предусматриваются только для изделий, предназначенных для самостоятельной поставки.
- Число ступеней входимости для комплексов, сборочных единиц и комплектов, а также число входящих комплектов сборочных единиц, комплектов и деталей не ограничиваются.
(Измененная редакция, Изм. № 4).
ПРИЛОЖЕНИЕ 2 (справочное). РАСПРОСТРАНЕННЫЕ СХЕМЫ БАЗИРОВАНИЯ ДЕТАЛЕЙ
ПРИЛОЖЕНИЕ 2 Справочное
| Схема установки | Теоретическая схема базирования |
| Установка заготовки по плоскости основания и двум боковым сторонам | |
| Установка заготовки по плоскости (на магнитной плите) | |
| Установка заготовки по плоскости и двум отверстиям | |
| Установка вала в трехкулачковом самоцентрирующем патроне | |
| 7 — штангенциркуль | |
| Установка диска в трехкулачковом самоцентрирующем патроне | |
| Установка вала в центрах | |
| 7 — общая ось центровых отверстий | |
| Установка вала в призме | |
| Установка втулки на цилиндрической оправке (с зазором) | |
| Установка втулки на разжимной оправке (без зазора) | |
| Установка на станке заготовки корпусной детали с выверкой ее положения по разметочным рискам | |
| Установка заготовки по обрабатываемой поверхности при бесцентровом врезном шлифовании | |
| 7 — заготовка; 8 — ведущий круг; 9 — опора; 10 — шлифующий круг; 11 — продольный упор. |
Примечание. На теоретических схемах базирования арабскими цифрами 1-6 обозначены опорные точки.
По лишаемым степеням свободы
18. Установочная база
D. Auflagebasis Е. Setting base
База, используемая для наложения на заготовку или изделие связей, лишающих их трех степеней свободы — перемещения вдоль одной координатной оси и поворотов вокруг двух других осей
I — установочная база заготовки, лишающая ее перемещения вдоль оси и поворотов вокруг осей и ; II — направляющая база заготовки, лишающая ее перемещения вдоль оси и поворота вокруг оси ; III — опорная база заготовки, лишающая ее перемещения вдоль оси ; 1 — заготовка; 2 — опоры приспособления.
19. Направляющая база
D. Anlagebasis Е. Guiding base
База, используемая для наложения на заготовку или изделие связей, лишающих их: двух степеней свободы — перемещения вдоль одной координатной оси и поворота вокруг другой оси
20. Опорная база
D. Е. Resting base
База, используемая для наложения на заготовку или изделие связей, лишающих их одной степени свободы — перемещения вдоль одной координатной оси или поворота вокруг оси
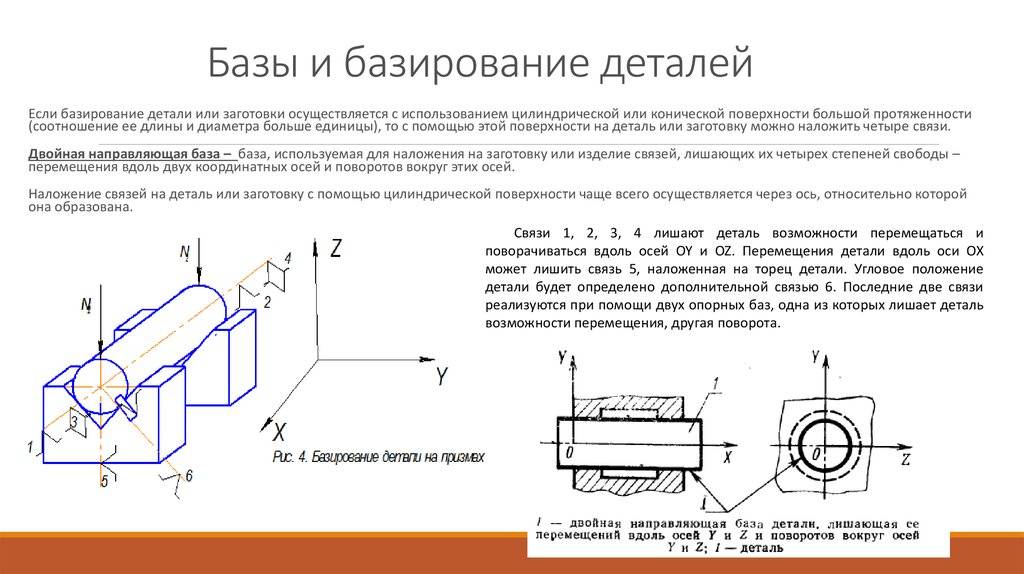
21. Двойная направляющая база
D. Doppelte Anlagebasis Е. Double guiding base
База, используемая для наложения на заготовку или изделие связей, лишающих их четырех степеней свободы — перемещений вдоль двух координатных осей и поворотов вокруг этих осей
I — двойная направляющая база детали, лишающая ее перемещений вдоль осей и и поворотов вокруг осей и ; 1 — деталь
22. Двойная опорная база
D. Doppelte Е. Double resting base
База, используемая для наложения на заготовку или изделие связей, лишающих их двух степеней свободы — перемещений вдоль двух координатных осей
I — двойная опорная база детали, лишающая ее перемещений вдоль осей и ; 1 — деталь
По лишаемым степеням свободы
18. Установочная база
D. Auflagebasis
Е. Setting base
База, используемая для наложения на заготовку или изделие связей, лишающих их трех степеней свободы — перемещения вдоль одной координатной оси и поворотов вокруг двух других осей
I — установочная база заготовки, лишающая ее перемещения вдоль оси и поворотов вокруг осей и ; II — направляющая база заготовки, лишающая ее перемещения вдоль оси и поворота вокруг оси ; III — опорная база заготовки, лишающая ее перемещения вдоль оси ; 1 — заготовка; 2 — опоры приспособления.
19. Направляющая база
D. Anlagebasis
Е. Guiding base
База, используемая для наложения на заготовку или изделие связей, лишающих их: двух степеней свободы — перемещения вдоль одной координатной оси и поворота вокруг другой оси
20. Опорная база
D.
Е. Resting base
База, используемая для наложения на заготовку или изделие связей, лишающих их одной степени свободы — перемещения вдоль одной координатной оси или поворота вокруг оси
21. Двойная направляющая база
D. Doppelte Anlagebasis
Е. Double guiding base
База, используемая для наложения на заготовку или изделие связей, лишающих их четырех степеней свободы — перемещений вдоль двух координатных осей и поворотов вокруг этих осей
I — двойная направляющая база детали, лишающая ее перемещений вдоль осей и и поворотов вокруг осей и ; 1 — деталь
22. Двойная опорная база
D. Doppelte
Е. Double resting base
База, используемая для наложения на заготовку или изделие связей, лишающих их двух степеней свободы — перемещений вдоль двух координатных осей
I — двойная опорная база детали, лишающая ее перемещений вдоль осей и ; 1 — деталь
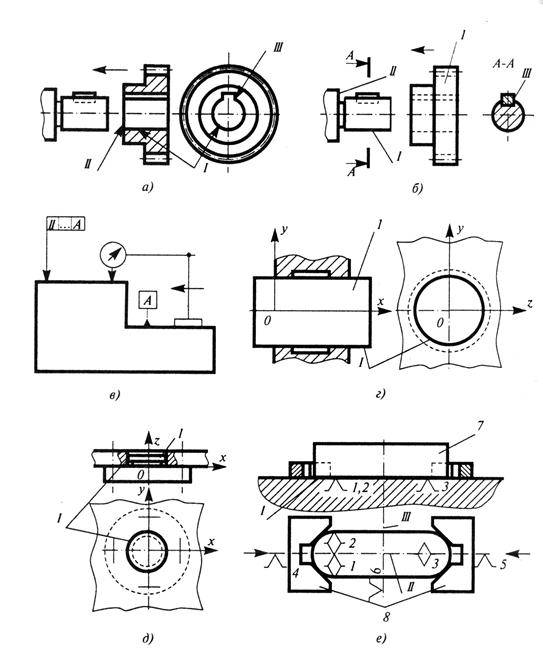
Базирование деталей типа дисков
Заготовки в форме диска представляют собой предмет в виде круга или низкого цилиндра. Они обладают небольшой длиной и 2 плоскостями симметрии. Из-за необычного строения возникают сложности во время обработки торцов дисковых изделий. Торцовые поверхности являются параллельными, они пересекаются с осью отверстия под углом 90°. Производятся диски из листового проката при помощи отрезания или воздействия ацетилено-кислородного пламени.
Центрирование производится при помощи самоцентрирующих кулачков. На ось с цилиндрической поверхностью накладываются 2 связи, что не позволяет заготовке свободно перемещаться по осям абсцисса и ордината. Чтобы лишить диск возможности перемещения по оси аппликата, необходимо наложить дополнительную геометрическую связи. В этом случае ось является опорной базой. Для деталей типа диск используется установочная, опорная и двойная опорная базы.
В начале процедуры базирование диск крепится на кулачках патрона. Торец детали обтачивают до кулачков. Внешнюю поверхность, оставшуюся необработанной, подрезают. Для достижения лучшей точности используется чистое обтачивание, во время которого заготовка крепится посредством прижима трения. Диск должен прижиматься либо к кулачкам патрона, либо к его оправе. Опорные базы детали размещаются максимально близко к обрабатываемой поверхности зубьев. Шестерни диска обрабатываются в сложенном состоянии на станках. При их базировании используются инструменты – монеты.
6 Состав и классификация стандартов Единой системы конструкторской документации
6.1 Межгосударственные стандарты ЕСКД распределяют по классификационным группам, приведенным в таблице 1. Таблица 1
Номер группы | Наименование классификационной группы стандартов | Номер группы | Наименование классификационной группы стандартов |
Общие положения | 5 | Правила изменения и обращения конструкторской документации | |
1 | Основные положения | 6 | Правила выполнения эксплуатационной и ремонтной документации |
2 | Классификация и обозначение изделий и конструкторских документов | 7 | Правила выполнения схем |
3 | Общие правила выполнения чертежей | 8 | Правила выполнения документов при макетном методе проектирования |
4 | Правила выполнения чертежей различных изделий | 9 | Прочие стандарты |
6.2 Перечень стандартов, входящих в ЕСКД, приведен в указателе стандартов, публикуемом в установленном порядке.
6 Состав и классификация стандартов Единой системы конструкторской документации
6.1 Межгосударственные стандарты ЕСКД распределяют по классификационным группам, приведенным в таблице 1. Таблица 1
Номер группы | Наименование классификационной группы стандартов | Номер группы | Наименование классификационной группы стандартов |
Общие положения | 5 | Правила изменения и обращения конструкторской документации | |
1 | Основные положения | 6 | Правила выполнения эксплуатационной и ремонтной документации |
2 | Классификация и обозначение изделий и конструкторских документов | 7 | Правила выполнения схем |
3 | Общие правила выполнения чертежей | 8 | Правила выполнения документов при макетном методе проектирования |
4 | Правила выполнения чертежей различных изделий | 9 | Прочие стандарты |
6.2 Перечень стандартов, входящих в ЕСКД, приведен в указателе стандартов, публикуемом в установленном порядке.





5 Область распространения стандартов Единой системы конструкторской документации
5.1 Стандарты ЕСКД распространяются на изделия машиностроения и приборостроения гражданского и военного назначения. Область распространения отдельных стандартов может быть расширена, что должно быть оговорено во введении к ним. (Поправка. ИУС N 1-2018).
5.2 Установленные стандартами ЕСКД правила, требования и нормы по разработке, оформлению и обращению документации распространяются на следующую документацию: — все виды конструкторских документов; — учетно-регистрационную документацию для конструкторских документов; — документацию по внесению изменений в конструкторские документы; — нормативную, технологическую, программную документацию, а также научно-техническую и учебную литературу, в той части, в которой стандарты ЕСКД могут быть применимы для них и не регламентируются другими нормативными документами, например форматы и шрифты для печатных изданий и т.п. Установленные в стандартах ЕСКД правила, требования и нормы распространяются на указанную выше документацию, разработанную организациями и предпринимателями всех форм собственности (субъектами хозяйственной деятельности) стран — участников соглашения (СНГ), а также научно-техническими, инженерными обществами и другими общественными объединениями.
6 Состав и классификация стандартов Единой системы конструкторской документации
6.1 Межгосударственные стандарты ЕСКД распределяют по классификационным группам, приведенным в таблице 1. Таблица 1
Номер группы | Наименование классификационной группы стандартов | Номер группы | Наименование классификационной группы стандартов |
Общие положения | 5 | Правила изменения и обращения конструкторской документации | |
1 | Основные положения | 6 | Правила выполнения эксплуатационной и ремонтной документации |
2 | Классификация и обозначение изделий и конструкторских документов | 7 | Правила выполнения схем |
3 | Общие правила выполнения чертежей | 8 | Правила выполнения документов при макетном методе проектирования |
4 | Правила выполнения чертежей различных изделий | 9 | Прочие стандарты |
6.2 Перечень стандартов, входящих в ЕСКД, приведен в указателе стандартов, публикуемом в установленном порядке.
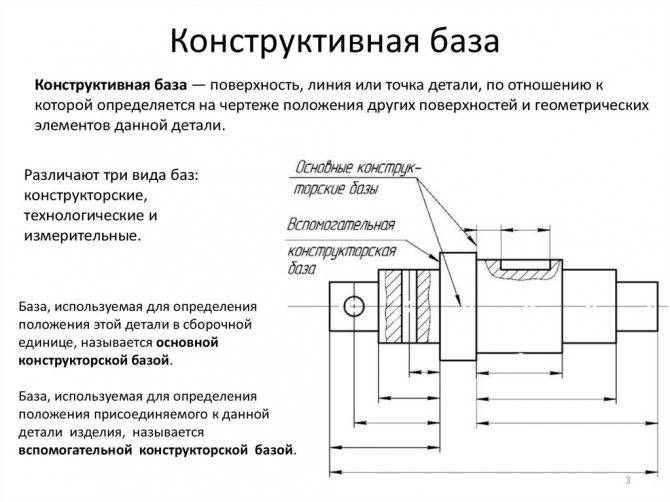
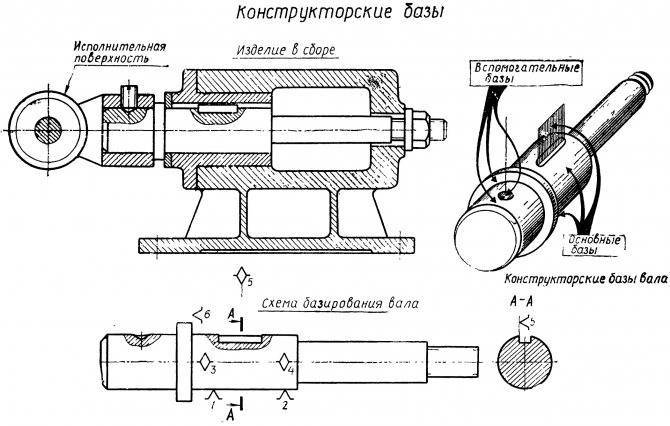
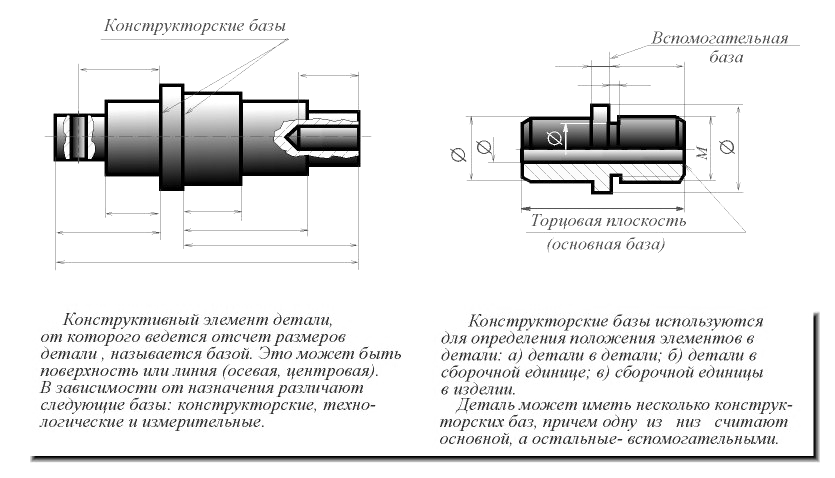
Конструкторские, технологические и измерительные базы.
Установочные, направляющие, опорные, двойные направляющие и двойные опорные базы.
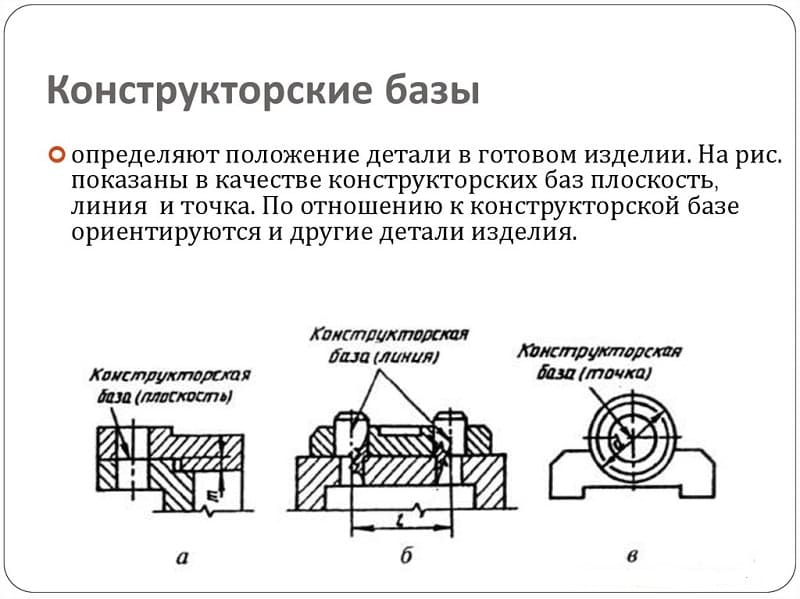
Базированием называют придание детали или сборочной единице требуемого положения в пространстве относительно выбранной системы координат. Например, при установке вала на шлифовальный станок необходимо, чтобы ось вала совпала с осью передней и задней бабки станка. Базирование деталей производится с помощью определенных базовых поверхностей. Для обеспечения по стоянного контакта детали с поверхностями другой детали в сборочной единице или машине, в приспособлении, при обработке или измерении, необходимо приложить определенную силу или момент сил, создающих силовое замыкание.
Установка детали — это базирование и силовое замыкание совместно. По назначению базы классифицируют на конструкторские, технологические и измерительные.
Конструкторская база определяет положение детали в изделии, технологическая база — положение детали в процессе ее изготовления, измерительная база — положение детали относительно средств измерения.
В процессе обработки детали используются установочные, направляющие, опорные, двойные направляющие и двойные опорные базы.
Установочная база фиксирует положение детали относительно возможных поворотов вокруг двух осей и перемещения относительно третьей.
Направляющая база фиксирует положение детали (рис. 51) относительно возможного поворота вокруг одной оси и перемещения относительно другой оси.
Опорная база фиксирует положение детали относительно перемещения или поворота вокруг одной оси.
Двойная направляющая база фиксирует положение детали относительно возможных поворотов вокруг двух осей и перемещений относительно этих же осей. Например, установка детали по цилиндрической базовой поверхности в призму в трехкулачковый патрон, установка центровыми гнездами на центр станка.
Рис. 51. Технологические базы:
А — установочная (фиксирующая деталь относительно смещения вдоль оси Z и поворота вокруг X и Y), Б — направляющая (фиксирующая деталь относительно смещения вдоль оси X и поворота вокруг оси Z), В — опорная (фиксирующая деталь относительно ее перемещения вдоль оси Y)
Если деталь устанавливается в трехкулачковый патрон по цилиндрической базовой поверхности и поджимается базовым торцом к кулачкам, то она устанавливается на двойную направляющую и опорную базу.
Двойная опорная база фиксирует положение детали относительно перемещений вдоль двух осей.
Базовые поверхности в значительной мере определяют точность обработки детали, поэтому они должны быть точно обработаны и иметь малую шероховатость поверхности.
Для получения высокой точности при обработке и измерении детали стремятся совмещать конструкторские и технологические базы. Так, у валов конструкторской базой является ось вала. При обработке валов вначале производится зацентровка торцов с двух сторон, и вал устанавливается при всех обработках на центра станка по центровым гнездам. Вал располагается в центрах так, что ось вала совпадает с осью центровых гнезд и центров станка, т. е. конструкторская и технологическая базы совпадают. В этом случае разные шейки и торцы шлифуются при одном и том же положении оси вала. Таким образом обеспечивается соосность шеек и перпендикулярность торцов к оси.
Чтобы деталь занимала одинаковое положение относительно приспособления, режущего и мерительного инструмента во время обработки в разных операциях и контроля следует сохранять одни и те же технологические базы.
При бесцентровом шлифовании технологической базой является шлифуемая поверхность. Если шлифуются на бесцентровом станке две цилиндрические поверхности, то каждая имеет свою ось вращения и потому соосность этих поверхностей не обеспечивается.
Биение поверхности проверяют путем установки вала в центра при базировании на центровых гнездах. Шток индикатора касается проверяемой поверхности. Вал медленно вращают рукой. Если стрелка индикатора отклонится на большую величину, чем указано в технических условиях, то вал нужно забраковать по биению (рис. 52).
Рис. 52. Проверка биения вала
Схема базирования призматических деталей.
| Всякое твердое тело, рассматриваемое в системе трех взаимно-перпендикулярных осей, может иметь шесть степеней свободы: три перемещения вдоль осей OX, OY, OZи повороты относительно тех же осей. Три координаты, Две координаты, определяющие положение детали Шестая координата, определяющая положение Поверхность детали, несущая три опорные точки, В качестве главной базы желательно выбирать | 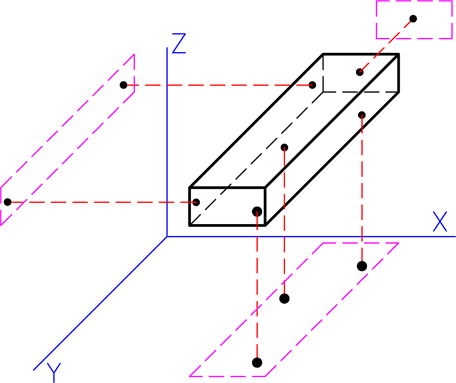 |
ПРИЛОЖЕНИЕ 3 (справочное). ПРИМЕРЫ РАЗРАБОТКИ СХЕМ БАЗИРОВАНИЯ
ПРИЛОЖЕНИЕ 3Справочное
Задача | Теоретическая схема базирования | Пример возможной реализации теоретической схемы базирования |
При фрезеровании паза шириной выдержать размеры и , параллельность оси паза относительно поверхности , а дна паза — относительно основания | ||
При обработке отверстия в диске выдержать размеры и и обеспечить перпендикулярность оси отверстия относительно поверхности | ||
При обработке поверхностей диаметром и обеспечить их соосность с отверстием и выдержать размер | Установка заготовки на цилиндрической оправке с беззазорной (прессовой) посадкой | |
При обработке отверстия в шаре выдержать размер и обеспечить прохождение оси отверстия через точку — центр шара | ||
При расточке отверстия выдержать размер , параллельность оси отверстия к плоскости , перпендикулярность оси отверстия к плоскости в сечении I-I, симметричность отверстия относительно наружного контура | ||
Обработать с применением кондуктора отверстия и во втулках рычага, обеспечив выполнение следующих требований:а) перпендикулярность осей отверстий к плоскости и симметричность отверстий относительно общей плоскости симметрии втулок рычага | ||
б) перпендикулярность осей отверстий к плоскости и симметричность отверстий относительно плоскостей симметрии втулок и | ||
в) перпендикулярность осей отверстий к плоскости , симметричность отверстий относительно плоскости симметрии втулок и соосность отверстия относительно наружной поверхности втулки | ||
г) перпендикулярность осей отверстий к плоскости , симметричность отверстий относительно плоскости симметрии втулок и постоянство толщины стенки левой втулки | ||
Примечание. На теоретических схемах базирования арабскими цифрами 1-6 обозначены опорные точки.Электронный текст документа и сверен по:официальное изданиеМ.: Издательство стандартов, 1990



Приложение А (справочное). к пунктам стандарта
Приложение А (справочное)
3.1.1 Документ используют по его назначению в соответствующей предметной области. Документ может храниться и передаваться в пространстве и времени. Документ логически состоит из двух частей: содержательной, включающей информацию, ради распространения и сохранения которой создан документ, и реквизитной, включающей сведения (признаки), по которым документ может быть идентифицирован и авторизован. Носитель может быть бумажным (бумага, калька и т.п.) и электронным (магнитные ленты, диски, оптические диски, карты флэш-памяти и др.) или комбинацией различных носителей. В зависимости от вида носителя различают соответственно бумажный, электронный и комбинированный документы.
3.1.2 К конструкторским документам относятся графические, текстовые, аудиовизуальные (мультимедийные) и иные документы, установленные стандартами ЕСКД, содержащие информацию об изделии, необходимую для его проектирования, разработки, изготовления, контроля, приемки, эксплуатации, ремонта (модернизации) и утилизации.
3.1.3 Техническое содержание определяется способом представления информации об изделии, определяющим требованиями к объему информации при выполнении графических, текстовых, аудиовизуальных (мультимедийных) и иных документов, установленных стандартами ЕСКД. Элементы оформления в содержательную часть электронного конструкторского документа не входят. Элементы оформления — комплексное понятие, определяющее: — способ отображения реквизитов и атрибутов КД; — формы и размеры граф основной надписи и дополнительных граф к ней, размеры рамок и т.д.; — применение типовых форм, предусмотренных стандартами ЕСКД. Конкретный состав и свойства элементов оформления определяются видом (назначением) конструкторского (электронного или бумажного) документа, нормативными документами (межгосударственными, национальными, отраслевыми стандартами) и правилами системы документооборота (управления документами), принятыми на предприятии (в организации).
3.1.4 Основными элементами реквизитной части являются наборы реквизитов (атрибутов) и их значения, структурированные по назначению. Следует предусматривать обработку реквизитной части электронного КД программными средствами для решения задач на последующих стадиях ЖЦ изделия (например, при подготовке производства для изготовления изделия).
3.1.6 Бумажный КД выполняют с целью использования или обработки (понимания) преимущественно человеком. Установленные подписи в бумажном конструкторском документе выполняют собственноручно.
3.1.10 Электронный КД выполняют с целью обработки преимущественно с помощью средств вычислительной техники. Установленные подписи в электронном конструкторском документе выполняют в виде электронной подписи. Допускается заменять применение электронной подписи выполнением сопроводительного бумажного документа, включающего требуемый набор реквизитов, по которым документ может быть идентифицирован, и собственноручные установленные подписи, по которым документ может быть авторизован и которыми он удостоверен.
4.4 В составе штрихкода дополнительно могут быть использованы и другие реквизиты. При разработке конструкторской документации по заказам Министерства обороны перечень дополнительных реквизитов должен быть согласован с заказчиком (представительством заказчика). Штрихкод на бумажном документе рекомендуется размещать в правом нижнем углу поля формата документа над основной надписью. При визуализации электронного документа следует предусматривать автоматизированную обработку штрихкода программными средствами.
| УДК 002:62:06.354 | МКС 01.110 | Т52 | ОКСТУ 0002 |
| Ключевые слова: конструкторская документация, область применения, назначение стандартов, область распространения, классификация стандартов ЕСКД, обозначение стандартов ЕСКД |
Электронный текст документа подготовлен АО «Кодекс» и сверен по: официальное издание М.: Стандартинформ, 2018
Редакция документа с учетом изменений и дополнений подготовлена АО «Кодекс»
4 Основные нормативные положения
4.1 ЕСКД — комплекс стандартов, устанавливающих взаимосвязанные правила, требования и нормы по разработке, оформлению и обращению конструкторской документации, разрабатываемой и применяемой на всех стадиях ЖЦ изделия. _______________ Конструкторская документация является товаром и на нее распространяются все нормативно-правовые акты, как на товарную продукцию.
4.2 Основное назначение стандартов ЕСКД состоит в установлении единых оптимальных правил, требований и норм выполнения, оформления и обращения конструкторской документации, которые обеспечивают: — применение современных методов и средств при реализации процессов ЖЦ изделия; — взаимообмен конструкторской документацией без ее переоформления; — безбумажное представление информации и использование электронной цифровой подписи; — необходимую комплектность конструкторской документации; — автоматизацию обработки КД и содержащейся в них информации; — высокое качество изделий; — наличие в конструкторской документации требований, обеспечивающих безопасность использования изделий для жизни и здоровья потребителей, окружающей среды, а также предотвращение причинения вреда имуществу; — расширение унификации и стандартизации при проектировании изделий и разработке конструкторской документации; — проведение сертификации изделий; — сокращение сроков и снижение трудоемкости подготовки производства; — правильную эксплуатацию изделий; — оперативную подготовку документации для быстрой переналадки действующего производства; — создание и ведение единой информационной базы; — гармонизацию стандартов ЕСКД с международными стандартами (ИСО, МЭК) в области конструкторской документации; — информационную поддержку ЖЦ изделия.
4.3 КД могут быть выполнены как бумажный КД и/или как электронный КД. Виды, комплектность и выполнение КД (бумажное или электронное) устанавливает разработчик, если иное не оговорено ТЗ (либо другим заменяющим документом). Для изделий, разрабатываемых по заказу Министерства обороны, эти решения должны быть согласованы с заказчиком (представительством заказчика).
4.4 Допускается дополнительно идентифицировать конструкторские документы с применением штрихкода. При этом в качестве реквизитов штрихкода следует использовать коды страны, организации-разработчика (держателя подлинника) и обозначение документа, его версии и присвоенной ему литеры*.
3 Термины и определения
В настоящем стандарте применены следующие термины с соответствующими определениями:
3.1 изделие: Предмет или набор предметов производства, подлежащих изготовлению в организации (на предприятии) по конструкторской документации.
Примечания
1 Изделиями могут быть: устройства, средства, машины, агрегаты, аппараты, приспособления, оборудование, установки, инструменты, механизмы, системы и др.
2 Число изделий может измеряться в штуках (экземплярах).
3 К изделиям допускается относить завершенные и незавершенные предметы производства, в том числе заготовки.
3.2 составная часть изделия; СЧ: Изделие, выполняющее определенные функции в составе другого изделия.
Примечание – Понятие «Составная часть изделия» следует применять в отношении конкретного изделия, в состав которого оно входит. СЧ может быть любым видом изделия по конструкторско-функциональным характеристикам (деталь, сборочная единица, комплекс и комплект).