Расчет погрешности базирования заготовки в приспособлении
Погрешностью базирования называется отклонение конструкции заготовки относительно заданного местоположения. Она применяется во время обработки, эксплуатации и настройки детали на токарных или фрезерных станках. Выделяют следующие разновидности погрешности базирования заготовки:
Погрешность закрепления: возникает при зажатии детали на столе станка. Во время этого процесса происходит смещение установочных баз, лимитирующих движение заготовки. Погрешность закрепления обусловлена неправильным использованием установочных приборов и зажимов. Данные факторы приводят к деформации заготовленного материала. Погрешность установки: появляется после закрепления изделия на станковом оборудовании. Ее возникновение обусловлено несоответствие форм базовых поверхностей и наличие большого количества металлической стружки, образующейся во время нарезания детали. Происходит засорение обрабатываемой поверхности и последующее отклонение детали
Для минимизации погрешности заготовки важно следовать принципам постоянства и смещения базовых поверхностей. Систематическая погрешность: образуется из-за человеческого фактора —наблюдательности и аккуратности мастера, выполняющего настройку инструментов
Она возникает при нарушениях во время измерения размерных характеристик детали, написании неправильных чертежей и схем базирования и упрощении формул, необходимых для проведения расчетов.
На величину погрешности и точность обработки оказывают непосредственное влияние следующие факторы:
- Разница между действительными и номинальными размерами заготовки.
- Значение отклонения устанавливаемых конструкций относительно их взаимных расположений: перпендикулярности, концентричности и параллельности.
- Поломка станков и иных приспособлений, использующихся во время базирования. Неисправность оборудования обусловлена несоблюдением правил эксплуатации или недочетами, возникшими во время производства несущих конструкций приборов. Эти факторы приводят к возникновению зазоров на винтах и шпинделях установочного оборудования.
- Изменение формы заготовки, произошедшие до проведения процедуры обработки. Они обусловлены внешними повреждениями конструкции или неправильным местоположением изделия.
Расчет погрешности базирования проводится при помощи использования математической формулы: εБ.ДОП ≤δ — ∆
Во время определения величины отклонения важно учитывать, что действительная погрешность обязана быть меньше допустимых значений. Результат расчетов всегда является неточным. Для расчета погрешности был разработан общий алгоритм вычисления:
Для расчета погрешности был разработан общий алгоритм вычисления:
- Необходимо правильно определить местоположение базы на основе размеров устанавливаемой детали.
- Найти расположение технологической базовой поверхности, что позволит мастеру правильно подобрать место размещения заготовки для проведения ее обработки.
- Если технологическая база совмещается с измерительной, то погрешность базирования будет равняться 0.
- В случае, когда базы различаются и не совмещаются при наложении, то осуществляются геометрические расчеты величины отклонения. Результаты измерения вычитаются из предельно допустимых значений погрешности. Разность показывает действительную величину отклонения изделия. Все расчеты производятся по общей формуле: = Т — ∆ж.
Если отсутствуют общий базис и предельные значений погрешности, то необходимо найти исходную базовую поверхность. Если она не изменяет исходное местоположение, то значение погрешности равняется 0.
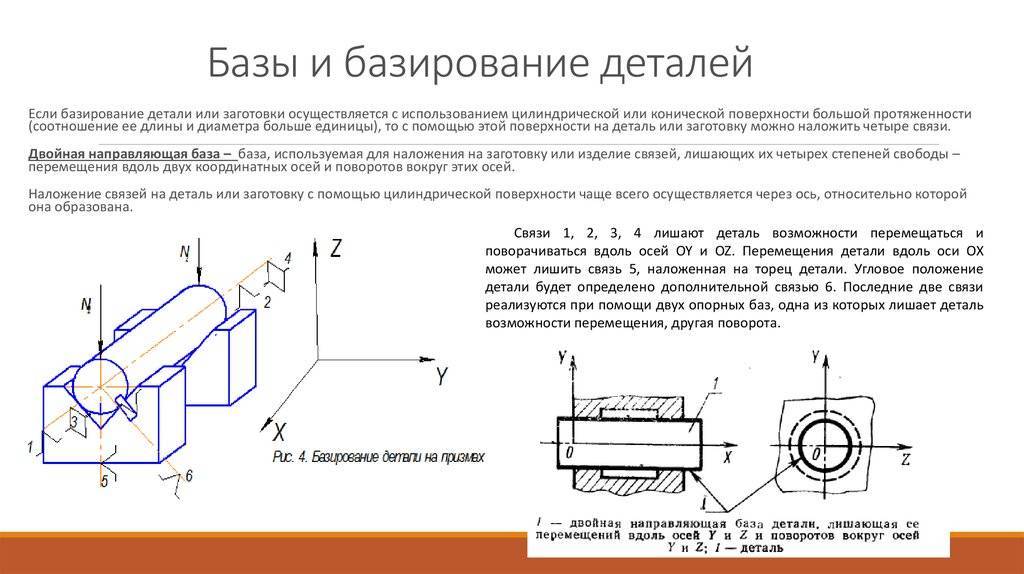
Базирование деталей типа дисков
Заготовки в форме диска представляют собой предмет в виде круга или низкого цилиндра. Они обладают небольшой длиной и 2 плоскостями симметрии. Из-за необычного строения возникают сложности во время обработки торцов дисковых изделий. Торцовые поверхности являются параллельными, они пересекаются с осью отверстия под углом 90°. Производятся диски из листового проката при помощи отрезания или воздействия ацетилено-кислородного пламени.
Центрирование производится при помощи самоцентрирующих кулачков. На ось с цилиндрической поверхностью накладываются 2 связи, что не позволяет заготовке свободно перемещаться по осям абсцисса и ордината. Чтобы лишить диск возможности перемещения по оси аппликата, необходимо наложить дополнительную геометрическую связи. В этом случае ось является опорной базой. Для деталей типа диск используется установочная, опорная и двойная опорная базы.
В начале процедуры базирование диск крепится на кулачках патрона. Торец детали обтачивают до кулачков. Внешнюю поверхность, оставшуюся необработанной, подрезают. Для достижения лучшей точности используется чистое обтачивание, во время которого заготовка крепится посредством прижима трения. Диск должен прижиматься либо к кулачкам патрона, либо к его оправе. Опорные базы детали размещаются максимально близко к обрабатываемой поверхности зубьев. Шестерни диска обрабатываются в сложенном состоянии на станках. При их базировании используются инструменты – монеты.
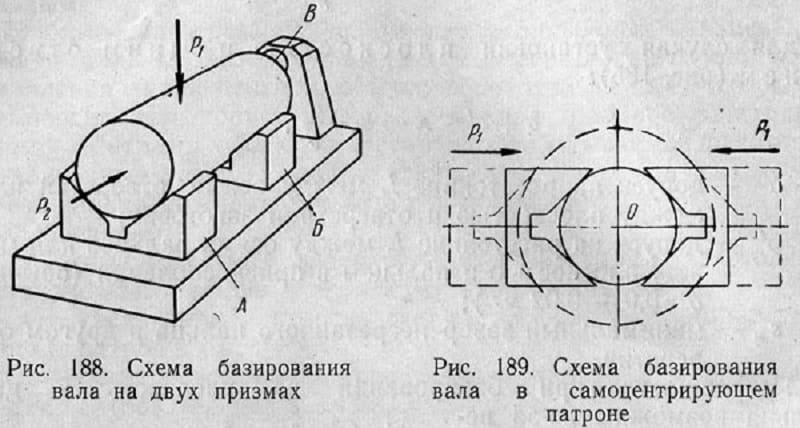
Базирование призматической заготовки
Призмой является многогранник, у которого 2 грани являются равными многоугольниками. Она представляет собой установочное приспособление. Его поверхность является пазом и образована 2 наклонными плоскостями. Изготавливаются призматические фигуры с углом 90° и 120°. В промышленности призмы используются для нахождения расположения оси детали с неполной цилиндрической поверхностью. Эта фигура способна определять положение осей абсцисса, ордината и аппликата, поэтому она используется при базировании.
Во время базирования детали в призме опоры располагаются в координатных плоскостях. Призматическая заготовка базируется в координатный угол для выполнения принципа совмещения баз. При размещении заготовки в призме используются 3 поверхности. Под углом в 90° к изделию прикладывается сила. В результате возникновения трения между соприкоснувшимися поверхностями уменьшается величина смещения изделия в различных направлениях.
Если поменять направления вектора прикладываемой силы, то заготовка прижмется ко всем установочным базам одновременно. Если на установочной базе присутствует припуск, то его нужно удалить при помощи регулируемых опор. Заготовка не сможет двигаться вдоль координатных осей, потому что она лишена всех 6 степеней свободы. Установочной базой выступает плоскость с наибольшим размером. Направляющей базой считается поверхность с наибольшими показателями протяженности.
Для определения местоположения выбирается призма с неширокими установочными базами. Если деталь располагает обработанной базой, то используют призму с большой длиной. При базировании в призме возможно определить направление только в 1 координатной плоскости.
Причины возникновения погрешностей
Погрешности неизбежно возникают в процессе изготовления деталей машин. Это обусловлено неточностями, сопровождающими любой производственный процесс.
В самом начале разработки конструкций машин и механизмов конструктор, учитывает будущие отклонения размеров деталей в процессе производства. Он назначает допуски на изготовление деталей, т.е. определяет верхние и нижние пределы размеров детали.
Влияние допусков деталей на точность машин можно уменьшить и не повышая точность деталей. Это достигается за счет применения селекционной сборки и введения в конструкцию механизма деталей-компенсаторов (прокладок, шайб, дистанционных колец и др.). Это позволяет компенсировать неточности размеров деталей в направлении осей или в направлениях, параллельных осям, но не компенсируют неточности размеров в радиальных направлениях.
В последние годы появились компенсаторы из пластмассы, которые позволяют компенсировать неточности и радиальных размеров. Однако и селекционная сборка, и применение компенсаторов увеличивают продолжительность сборочных операций, ограничивают взаимозаменяемость деталей и, следовательно, усложняют процесс производства и эксплуатации машин. Поэтому при массовом производстве изделий необходимо обеспечивать полную взаимозаменяемости деталей за счет уменьшения допусков на их изготовление.
Правильно выбрать степень точности изготовления деталей можно только при точном учете всех погрешностей, возникающих в процессе производства.
К ним относятся:
- погрешности, обусловленные выбранным способом базирования детали при обработке на станках;
- погрешности размещения (установки) детали в приспособлении;
- погрешности, обусловленные колебаниями сил резания;
- погрешности, обусловленные колебаниями сил закрепления детали в приспособлении;
- погрешности изготовления деталей самого приспособления;
- погрешности, связанные с износом инструментов;
- погрешности, вызываемые упругой деформацией системы станок—приспособление—инструмент—деталь (СПИД);
- и др.
Требуемое расположение поверхностей детали можно обеспечить только в следующих случаях:
- если заготовка занимает определенное положение в рабочей зоне станка;
- если положение заготовки в рабочей зоне определено до начала обработки, на основе этого можно корректировать движения формообразования.
Сумма возможных погрешностей, возникающих при обработке деталей, не должна превышать величину допуска, установленного на тот размер детали, который должен быть выдержан при выполнении данной операции.
Точное положение заготовки в рабочей зоне станка достигается в процессе установки ее в приспособлении. Процесс установки включает в себя:
- базирование (придание заготовке требуемого положения относительно выбранной системы координат);
- закрепление (приложение сил и пар сил к заготовке для обеспечения постоянства и неизменности ее положения, достигнутого при базировании).
Фактическое положение заготовки, установленной в рабочей зоне станка, отличается от требуемого.Это обусловливается отклонением положения заготовки (в направлении выдерживаемого размера) в процессе установки. Это отклонение называют погрешностью установки. Она в свою очередь состоит из



- погрешности базирования;
- погрешности закрепления.
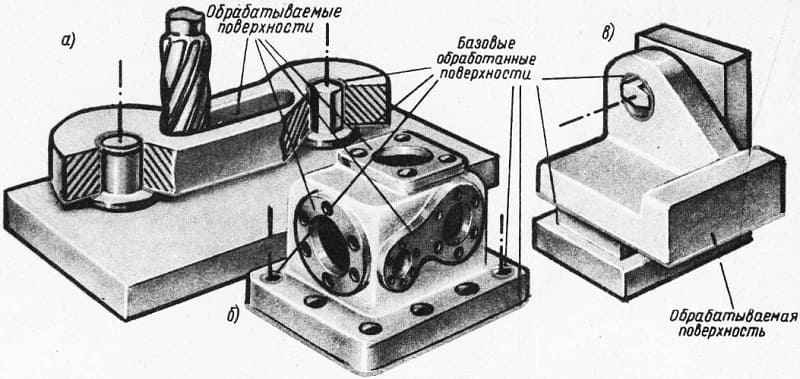
Поверхности, принадлежащие заготовке и используемые при ее базировании, называют технологическими базами.
Поверхности, принадлежащие заготовке и используемые для ее измерений — измерительными базами.
Для установки заготовки в приспособлении обычно используют несколько баз. Упрощенно принято считать, что заготовка соприкасается с приспособлением в точках, называемых опорными.
Базирование призматической заготовки
Призмой является многогранник, у которого 2 грани являются равными многоугольниками. Она представляет собой установочное приспособление. Его поверхность является пазом и образована 2 наклонными плоскостями. Изготавливаются призматические фигуры с углом 90° и 120°. В промышленности призмы используются для нахождения расположения оси детали с неполной цилиндрической поверхностью. Эта фигура способна определять положение осей абсцисса, ордината и аппликата, поэтому она используется при базировании.
Во время базирования детали в призме опоры располагаются в координатных плоскостях. Призматическая заготовка базируется в координатный угол для выполнения принципа совмещения баз. При размещении заготовки в призме используются 3 поверхности. Под углом в 90° к изделию прикладывается сила. В результате возникновения трения между соприкоснувшимися поверхностями уменьшается величина смещения изделия в различных направлениях.
Если поменять направления вектора прикладываемой силы, то заготовка прижмется ко всем установочным базам одновременно. Если на установочной базе присутствует припуск, то его нужно удалить при помощи регулируемых опор. Заготовка не сможет двигаться вдоль координатных осей, потому что она лишена всех 6 степеней свободы. Установочной базой выступает плоскость с наибольшим размером. Направляющей базой считается поверхность с наибольшими показателями протяженности.
Для определения местоположения выбирается призма с неширокими установочными базами. Если деталь располагает обработанной базой, то используют призму с большой длиной. При базировании в призме возможно определить направление только в 1 координатной плоскости.
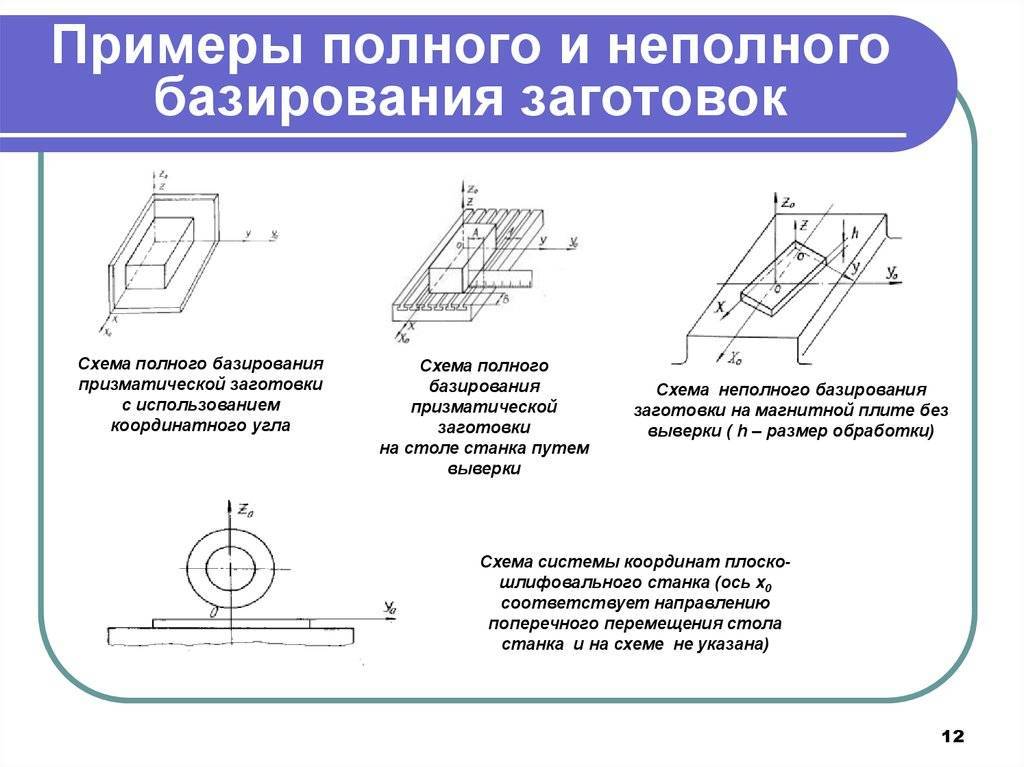
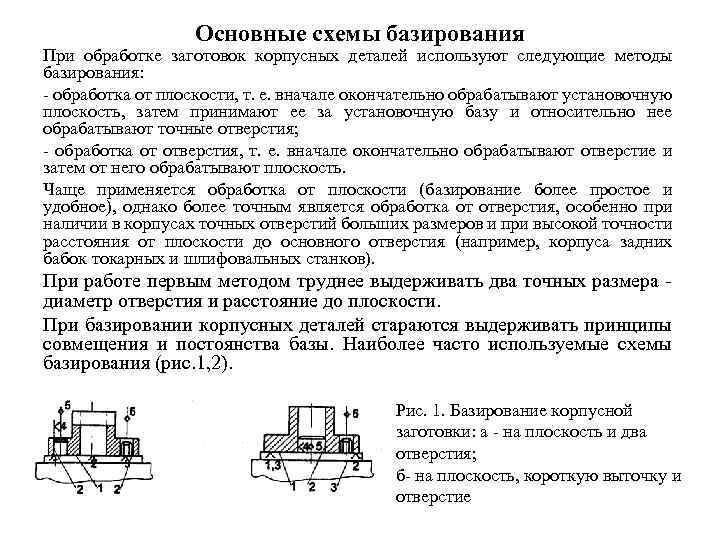
Схемы базирования
Схемой базирования называется чертеж, где с помощью графического изображения указывается местоположение опорных точек устанавливаемого изделия на поверхностях базирования. Базы подразделяются на следующие подвиды:
- Конструкторские: определяют местоположение сборочного элемента, принадлежащего заготовке.
- Технологические: указывают относительное местонахождение детали во время ее обработки, эксплуатации или ремонтирования.
- Измерительные: находят месторасположение изделия и элементов измерения.
База может лишать обрабатываемый объект от 1 до 3 степеней свободы, что исключает возможность его передвижения в координатной системе. На схемах она обозначается в виде мнимой или реальной плоскости. Базы выбираются во время проектирования изделия и используется при изготовлении и последующей обработке заготовки.
При выборе базовых поверхностей применяются принципы совмещения и постоянства базовых поверхностей. В виде технологических баз выступают одинаковые поверхности заготовки. Во время наложения баз возникает небольшое отклонение детали. Для поддержания данных принципов на изделиях образуют несколько вспомогательных поверхностей: отверстия в деталях корпуса и обработанные отверстия. Если принципы не соблюдаются, то берется обработанная поверхность, выступающая в качестве новой базы. Она улучшает точность и жесткость расположения детали.
На схеме базирования все точки имеют собственную нумерацию. Во время наложения геометрических поверхностей изображается точка, вокруг которой указываются номерные знаки совмещенных точек. Процесс нумерации осуществляется с основной базы, концентрирующей на себе наибольшее число точек опоры.
При нанесении графических обозначений на схему должно быть изображено наименьшее количество проекций детали, достаточных для изображения основных точек опоры. Также на ней необходимо изобразить установочные элементы, служащих для закрепления детали: зажимы и цанговые патроны.
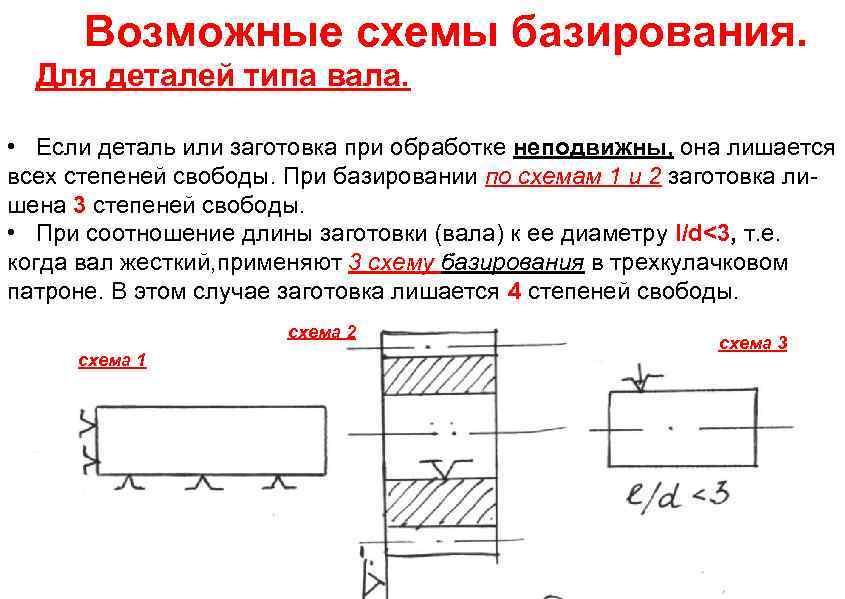
Построение схемы базирования производится по правилу шести точек. Оно заключается в лишении заготовки 6 степеней свободы при помощи использования наборов из 3 баз с 6 точками опоры. С его помощью происходит одновременное наложение 6 двухсторонних геометрических связей, что обеспечивает полную неподвижность детали. Если осуществляется базирование конической заготовки, то для обеспечения ее устойчивого положения необходимо применять набор из 2 базовых поверхностей.
При базировании изделий в промышленности используется способ автоматического получения размерных характеристик заданной точности на станках с предварительно установленными настройками. Установка упоров осуществляется от технологических базовых поверхностей заготовки. Во время этой процедуры используется набор из 3 баз. При этом также применяют полную схему базирования, лишая изделие 6 степеней свободы.
Схемы для определения местоположения детали подразделяются на следующие категории:
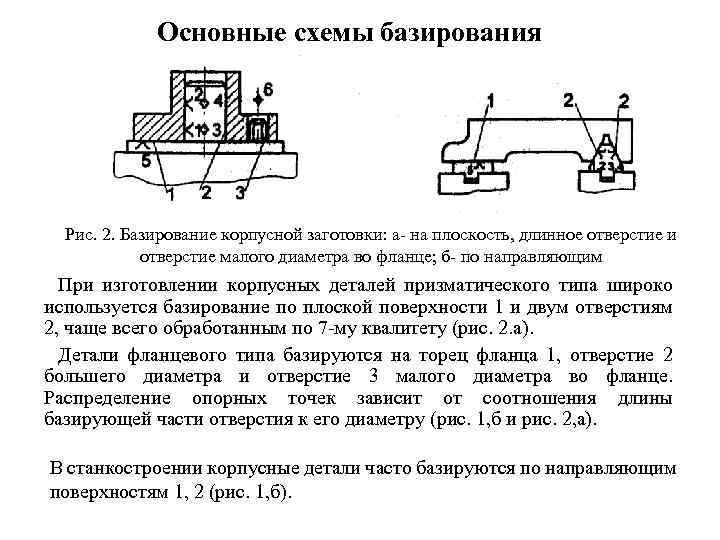
- Базирование детали по торцу и отверстию, образующими 5 точек опоры. Этот вид схемы базирования упрощает процесс определения местоположения заготовки. Он широко применяется при обработке моторов-редукторов и скоростных коробок.
- Базирование изделия по плоскости, отверстию и торцу. В этом случае оси установочных элементов детали параллельны базовой поверхности. Посредством этой категории схем осуществляется полное базирование. Отличительной особенностью этого вида базирования является высокая точность размещения отверстий.
- Базирование по 2 отверстиям, пересекающимся с плоскостью под углом в 90°. Данный вид схемы позволяет применять принцип постоянства во время производственных процессов и осуществлять закрепление заготовок на автоматических линиях.
Применение схем зависит от величины диаметра и местоположения отверстий, а также от расстояния между обрабатываемыми поверхностями.
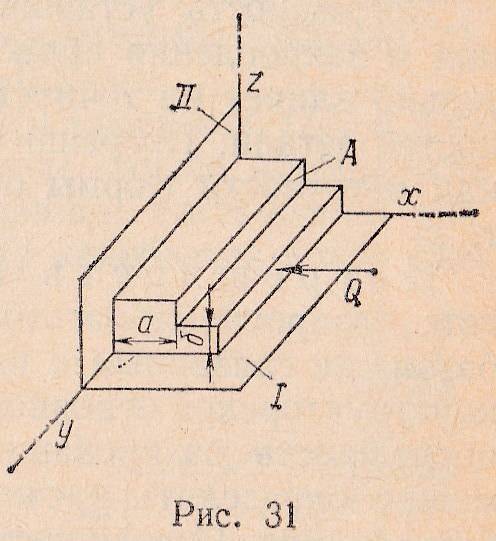
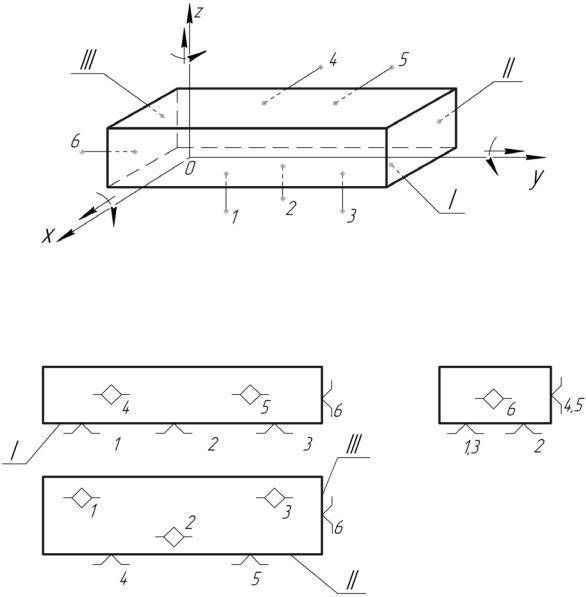
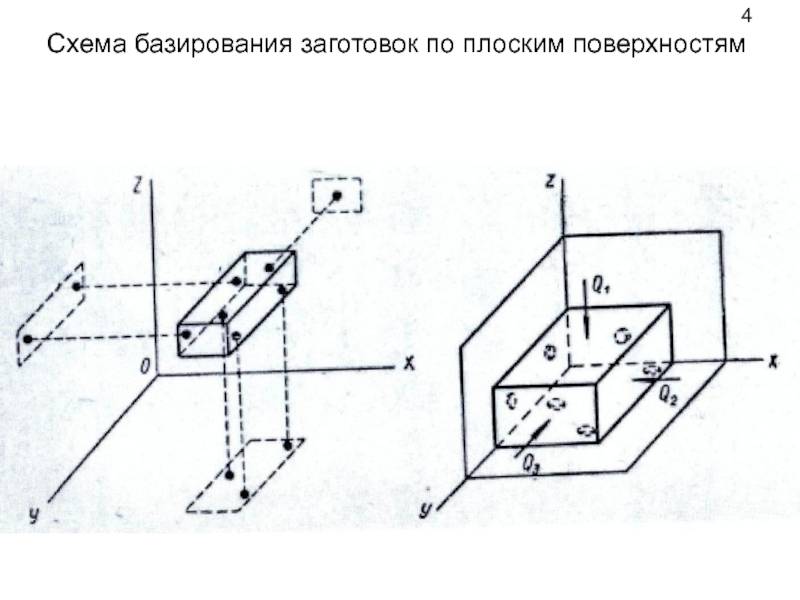
Схема базирования призматических деталей.
| Всякое твердое тело, рассматриваемое в системе трех взаимно-перпендикулярных осей, может иметь шесть степеней свободы: три перемещения вдоль осей OX, OY, OZи повороты относительно тех же осей. Три координаты, определяющие положение детали относительно плоскости XOY, лишают трех степеней свободы – возможности перемещаться вдоль оси OZ и вращаться вокруг осей OY и OX. Две координаты, определяющие положение детали относительно плоскости ZOY, лишают ее двух степеней свободы – возможности перемещаться в направлдении сои OX и вращаться вокруг оси OZ. Шестая координата, определяющая положение детали относительно плоскости XOZ, лишаете последней степени свободы – возможности перемещаться в направлении оси OY. Поверхность детали, несущая три опорные точки, называется главной базирующей поверхностью; боковая поверхность с двумя точками – направляющей; торцовая поверхность с одной точкой – упорной. В качестве главной базы желательно выбирать поверхность, имеющую наибольшие габариты. В качестве направляющей – поверхность наибольшей протяженности. |
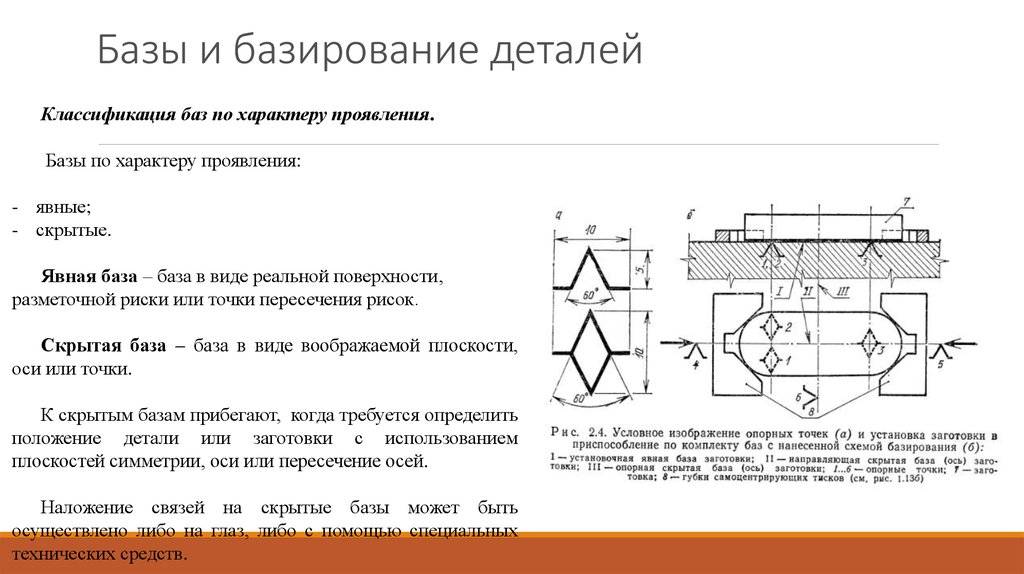
Общие понятия.
Базирование – придание заготовке требуемое положение относительно системы координат.База – поверхность либо сочетание поверхностей, ось, точка, принадлежащая заготовке и используемая для базирования.Проектная база – база, выбранная при проектировании изделия, технологического процесса изготовления.Действительная база – база, фактически используемая в конструкции, при изготовлении.Комплект баз – совокупность трех баз, образующих систему координат заготовки или изделия.Опорная точка – точка, символизирующая одну из связей заготовки с выбранной системой координат.Схема базирования – схема расположения опорных точек на базах.Погрешность базирования – отклонение фактически достигнутого положения заготовки или изделия при базировании от требуемого.Закрепление – приложение сил к заготовке для обеспечения постоянства их положения, достигнутого при базировании.Погрешность установки – отклонение от фактического достигнутого положения заготовки при базировании и закреплении от требуемого.
Базирование деталей типа дисков
Заготовки в форме диска представляют собой предмет в виде круга или низкого цилиндра. Они обладают небольшой длиной и 2 плоскостями симметрии. Из-за необычного строения возникают сложности во время обработки торцов дисковых изделий. Торцовые поверхности являются параллельными, они пересекаются с осью отверстия под углом 90°. Производятся диски из листового проката при помощи отрезания или воздействия ацетилено-кислородного пламени.
Центрирование производится при помощи самоцентрирующих кулачков. На ось с цилиндрической поверхностью накладываются 2 связи, что не позволяет заготовке свободно перемещаться по осям абсцисса и ордината. Чтобы лишить диск возможности перемещения по оси аппликата, необходимо наложить дополнительную геометрическую связи. В этом случае ось является опорной базой. Для деталей типа диск используется установочная, опорная и двойная опорная базы.
В начале процедуры базирование диск крепится на кулачках патрона. Торец детали обтачивают до кулачков. Внешнюю поверхность, оставшуюся необработанной, подрезают. Для достижения лучшей точности используется чистое обтачивание, во время которого заготовка крепится посредством прижима трения. Диск должен прижиматься либо к кулачкам патрона, либо к его оправе. Опорные базы детали размещаются максимально близко к обрабатываемой поверхности зубьев. Шестерни диска обрабатываются в сложенном состоянии на станках. При их базировании используются инструменты – монеты.
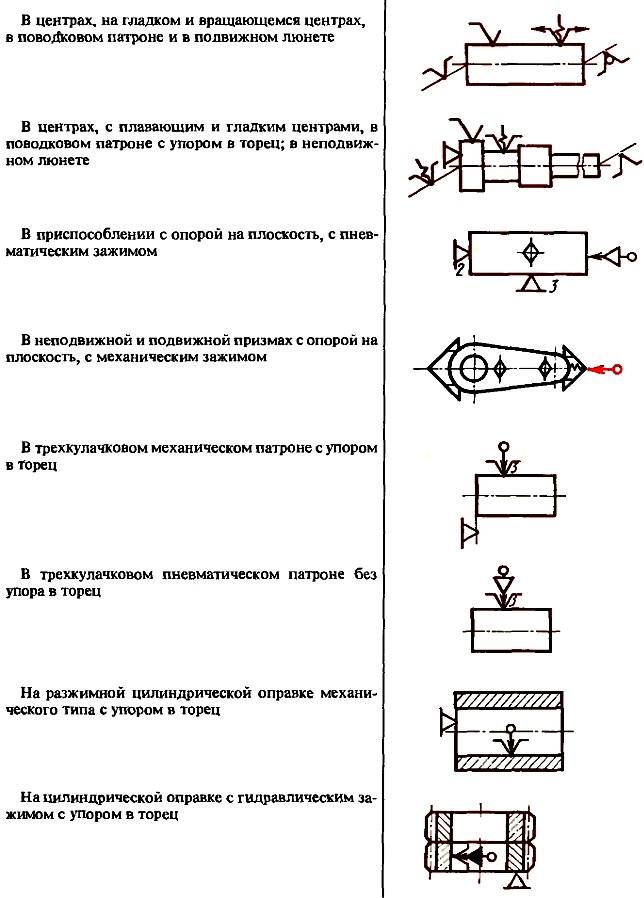
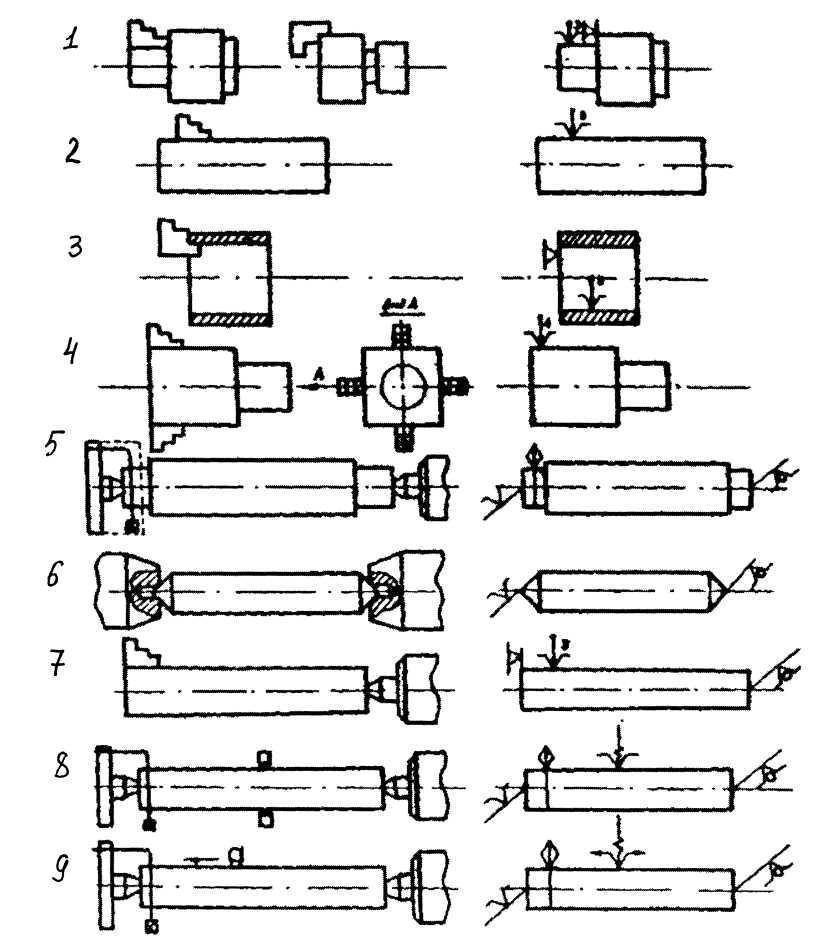
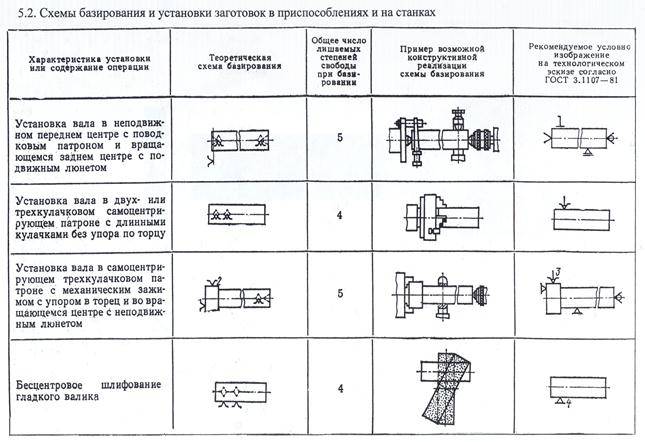
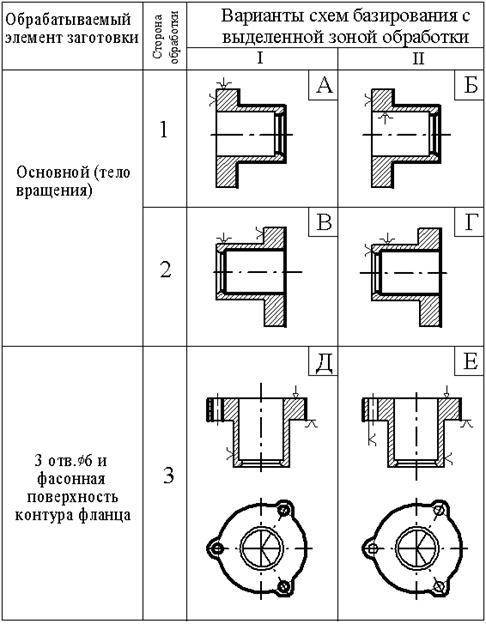
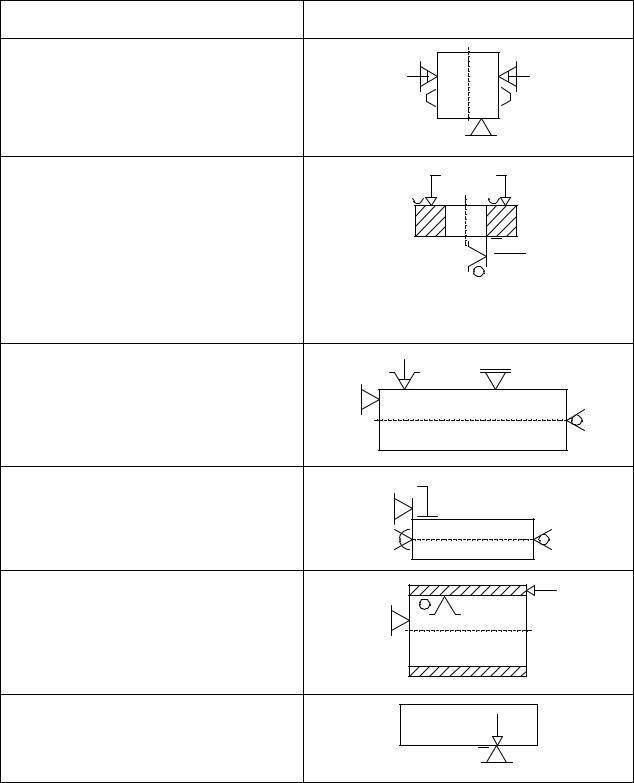
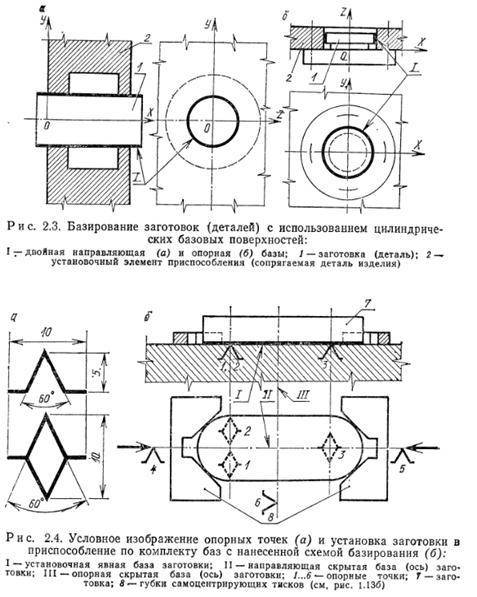
Варианты схем базирования заготовок в приспособлениях
Описание
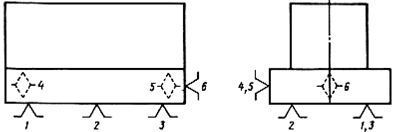
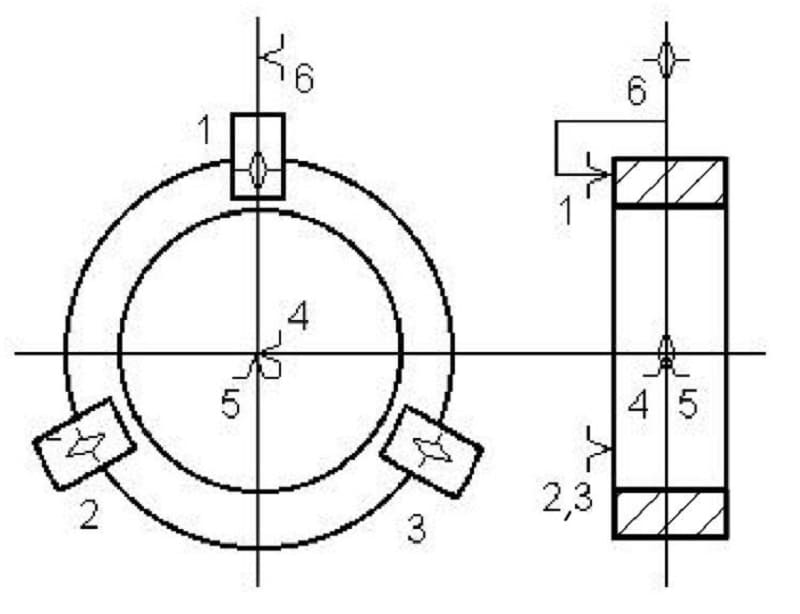
Базирование призматической заготовки
в “координатный угол”.
Комплект баз: установочная (точки 1, 2, 3); направляющая (точки 4, 5),
опорная (точка 6).

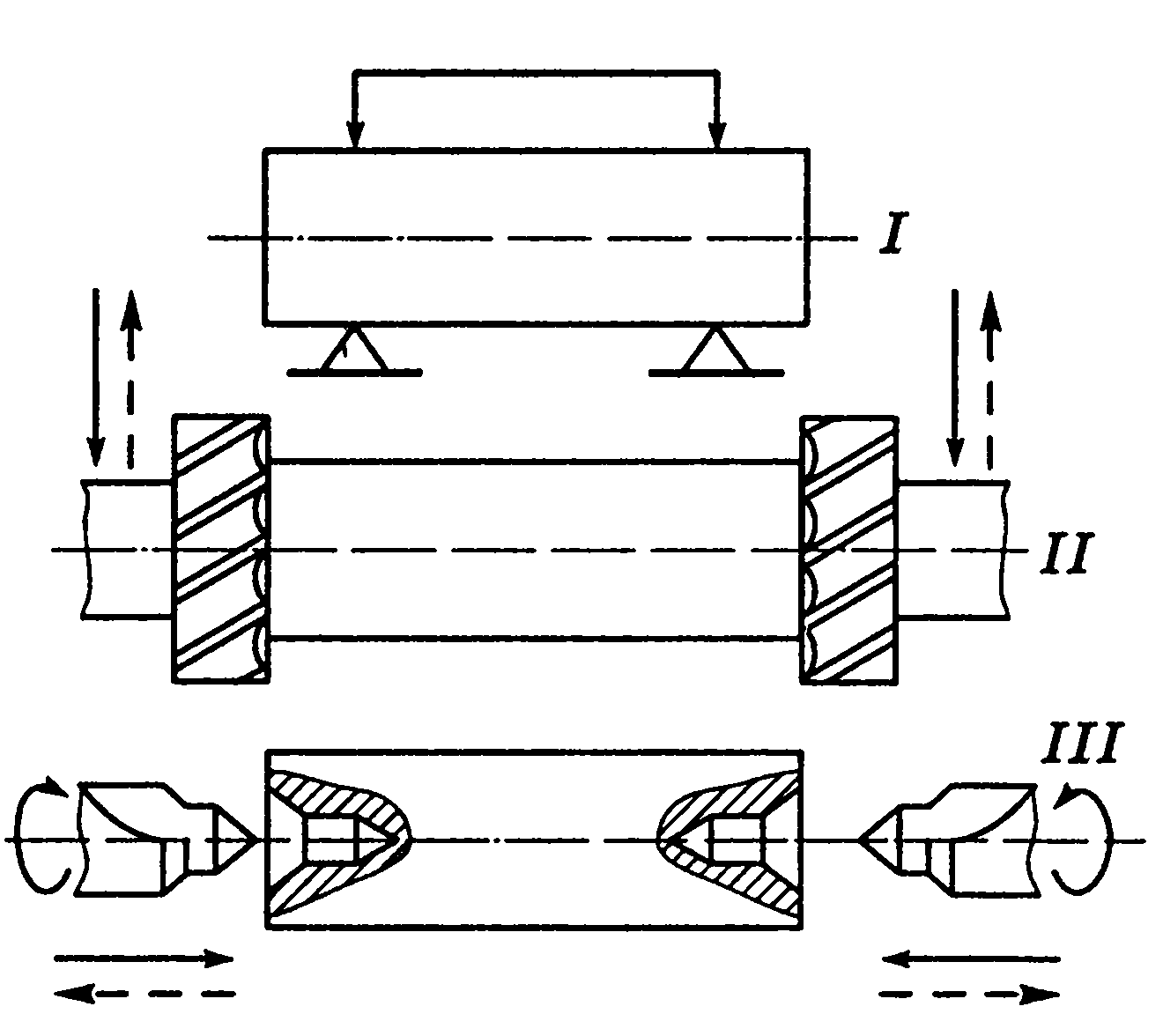
Схема базирования цилиндрической
заготовки в призме.
Комплект баз: двойная направляющая
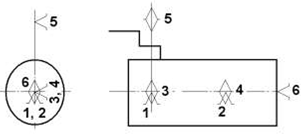
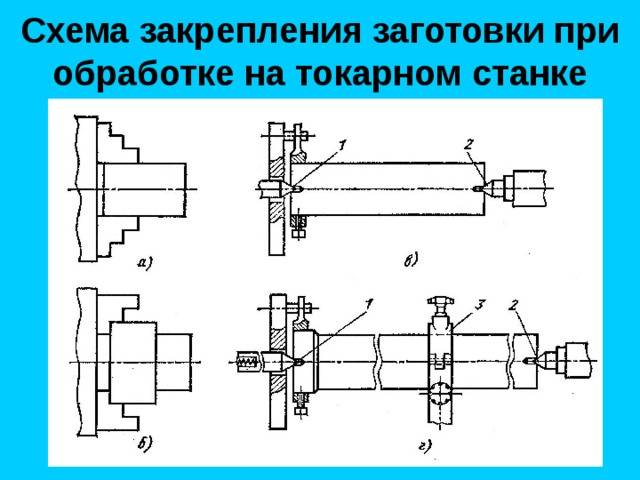
заготовки в трехкулачковом патроне при токарной обработке. Комплект баз: двойная направляющая
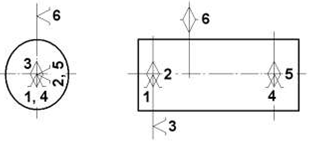
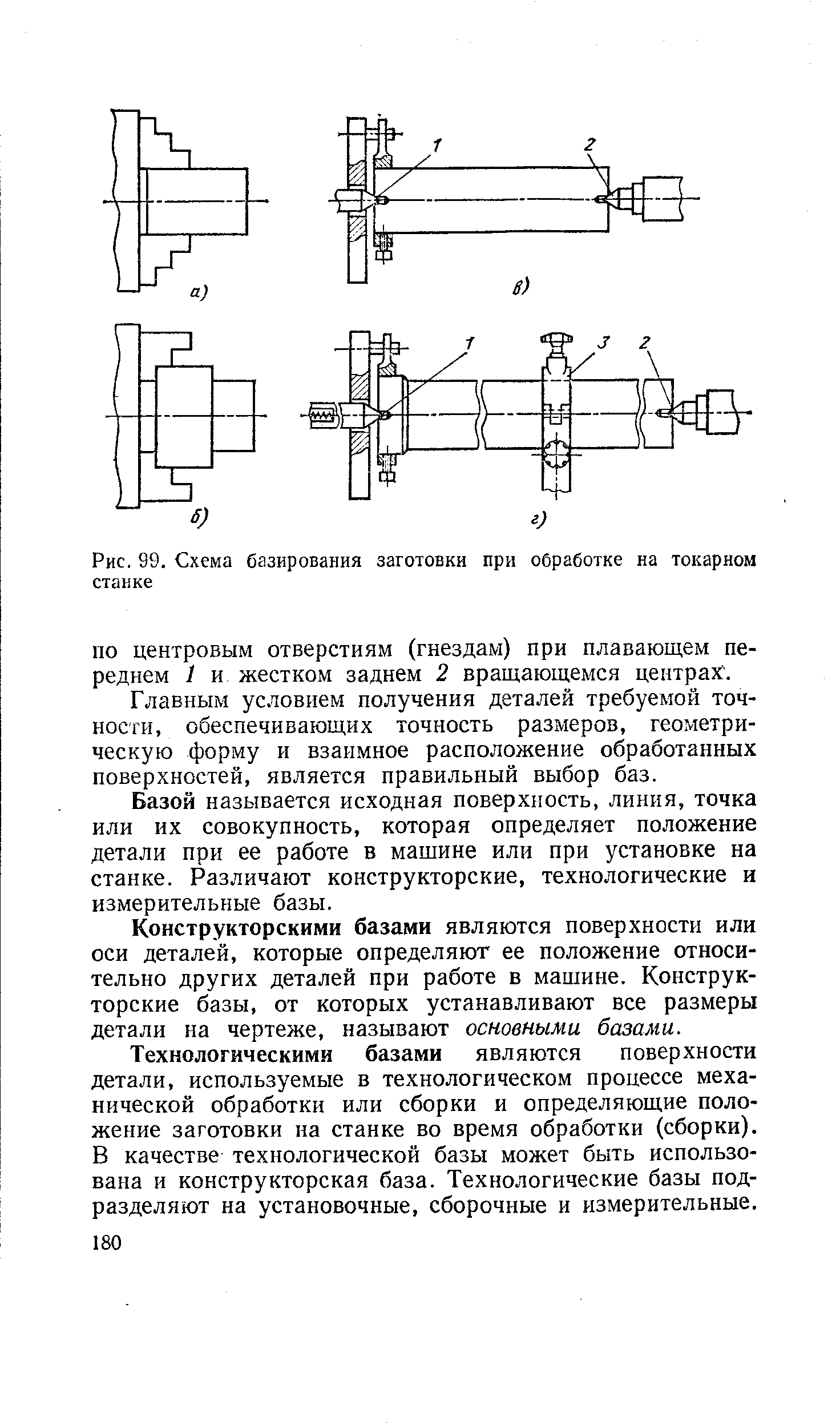
Схема базирования цилиндрической
заготовки в центрах токарного станка.
Комплект баз: тройная опорная (точки 1, 2, 3); двойная опорная (точки 4, 5); опорная (точка 6).
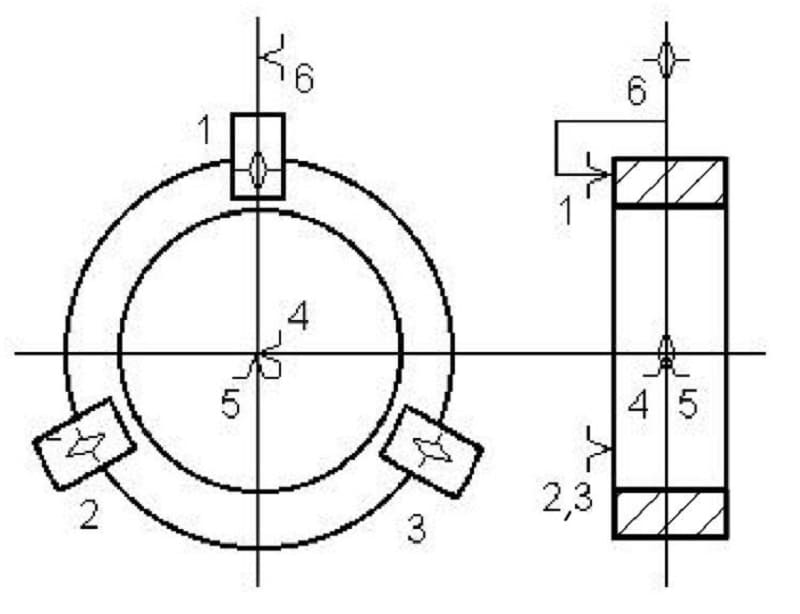
Схема базирования втулки на оправке с зазором и по торцу. Комплект баз:
установочная (точки 1, 2, 3); двойная опорная (точки 4, 5).
Расчет погрешности базирования заготовки в приспособлении
Суммарная погрешность при выполнении любой операции механической обработки включает в себя:
а) погрешность установки заготовки;
б) погрешность настройки станка;
в) погрешность обработки, возникающую в процессе изготовления детали.
Расчет выполняется в следующей последовательности:
Определяется допустимая погрешность установки заготовки в приспособлении.
Она равна разности допуска на выполняемый размер детали по чертежу и суммы погрешностей статической и динамической настройки технологической системы /ТС/.
Суммирование погрешностей статической и динамической настройки ТС следует производить с учетом вида составляющих погрешностей: случайные, систематические, постоянные, зависимые, независимые, скалярные, векторные, функциональные, а также с учетом законов их распределения и относительной величины.
Погрешность установки εу – одна из составляющих суммарной погрешности выполняемого размера детали.
Она возникает при установке заготовки в приспособлении и складывается из погрешности базирования εб, погрешности закрепления εз и погрешности положения εпр, зависящей от неточностей приспособления и определяемой ошибкой изготовления, сборки его установочных элементов и их износа при работе. Погрешность установки εу выражается как суммарное поле рассеяния выполняемого размера, подчиняющееся закону нормальному распределения.

![§ 26. выбор баз и приспособления к станкам [1968 орнис н.м. - основы механической обработки металлов]](https://snabkz.ru/wp-content/uploads/9/c/4/9c4653bdbc5fc837c09bc0b0ed3b668c.jpeg)

Для получения годных деталей суммарная погрешность при обработке на станке должна быть меньше допуска Т на заданный размер детали
где Δн – погрешность настройки станка, возникает при установке режущего инструмента на размер, а также вследствие неточности копиров и упоров для автоматического получения заданных размеров на детали;
Δобр – погрешность обработки, возникающая в процессе изготовления детали на станке.
Дата добавления: 2019-01-14 ; просмотров: 164 ;
Материалы и заготовки
Категории материалов и группы испытаний
В судовом машиностроении при ремонте судовРемонт рыболовных судов применяют чрезвычайно широкую номенклатуру металлических сплавов и неметаллических материалов. Сложные условия эксплуатации механизмов и устройств выдвигают повышенные требования к свойствам конструкционных материалов. Повышение надежности и долговечности деталей зависит от способа производства материалов; соответствующего подбора материала по его характеристикам; технологического способа обработки; выбора методов контроля и испытаний.
Материалы, используемые для изготовления элементов судна, поднадзорных Регистру, должны быть допущены им к производству и отвечать определенным требованиям.
В зависимости от назначения деталей установлены соответствующие группы испытаний заготовок. Для каждой группы определены:
- виды испытаний, количество испытаний в зависимости от объема партии одинаковых деталей;
- место отбора проб материала для испытаний.
Например, для стальных поковок установлено 4 группы испытаний (с подгруппами), для отливок — также 4 группы (без подгрупп).
Виды заготовок
Заготовки деталей судовых механизмов, машин и устройств получают различными способами: отливкой, ковкой, штамповкой, вырезкой из сортового или профильного проката, сваркой. Применяются и комбинированные способы, например, литье—сварка, ковка—сварка и др.
Выбор технологического процесса получения заготовки и метода ее формообразования определяется рядом основных факторов: техническими требованиями к качеству детали, технологическими свойствами материала, объемом программного задания, конструктивной формой и размерами детали.
Литье в разовые земляные формы с использованием ручной или машинной формовки является самым универсальным способом и применяется в единичном и серийном производстве. Точность заготовки в основном зависит от точности изготовления литейной формы и технологических свойств литейного сплава, прежде всего от текучести и усадки. Припуски на обработку зависят от характера литья и размеров заготовок и регламентируются стандартами (для стали — ГОСТ 2009—55, для чугуна — ГОСТ 1835—55).
Кованые и штампованые заготовки получают свободной ковкой, штамповкой в открытых и закрытых штампах, калибровкой, холодной высадкой. Выбор метода получения поковки определяется массой, размерами детали, серийностью и имеющимся оборудованием, точностью и экономичностью.
Определение припусков и размеров заготовки
Припуском называют слой материала, предназначенного для компенсации погрешностей, возникающих в процессе изготовления деталей в целях обеспечения заданного ее качества. Назначение недостаточного припуска приводит к браку, а излишнего — к увеличению трудоемкости изготовления детали и излишнему расходу материала.
Размер заготовки в данном сечении определяется по формуле
А3= А + П,
- где А — номинальный размер готовой детали в данном сечении, мм;
- П — общий припуск на обработку, мм.
П = 2(Zφ + Zм) + ΣМ,
- где Zф — припуск на одну сторону, учитывающий сложность формы и размеры детали, мм;
- Zм — припуск на одну сторону, учитывающий величину поверхностного дефектного слоя материала заготовки, мм;
- ∑M — сумма межоперационных припусков на размер, мм.
 Промысловое судно Hermanos Teva, река Сегура, устье реки Сегура
Промысловое судно Hermanos Teva, река Сегура, устье реки Сегура
Суммарная величина межоперационных припусков зависит от структуры технологического процесса обработки, а также от требований по точности и чистоте обработки.