Формы режущей части и угол заточки полотен
Геометрия режущих элементов ленточных пил может быть разнообразной, что напрямую зависит от материала, который предназначается для распиловки. Станки по дереву наиболее часто оснащаются специальными пилы, с помощью которых можно проводить:
- столярные работы;
- распиливать бревна и брусья;
- использовать на делительных пилах.
Угол заточки при этом определяется строго производителем инструмента. Передний угол заточки будет максимально маленьким при использовании твердой древесины. Ленточные пилы по металлу оснащаются пилы с различной формой полотна, что напрямую зависит от используемого для распиловки металла. Если необходимо провести резку тонкостенных металлов и при этом иметь тонкую стружку, передний угол реза при распиловке которого будет равняться нулю, тогда используется стандартная резка. Угол заточки может быть разнообразным. Он напрямую зависит от строения приспособления.
Зуб, который имеет положительный передний угол, имеют те пилы, которые широко используются для распиловки металла с толстыми стенками. Шаг полотна, с помощью которого осуществляется распиловка тонкого металла, достаточно небольшой. Для того чтобы разрезать толстостенный металл, необходимо использовать приспособления, которые имеют большое количество полотен. В некоторых случаях оборудование имеет переменный шаг, что позволяет устранить эффект резонанса. Изменение расстояния между зубьями напрямую зависит от определенной группы.
Классика жанра
Круг, постоянно вращаясь на оси двигателя, для протачивания зубьев ленточной пилы с помощью специального кулачкового механизма совершает сложное непрерывное движение, которое можно разбить на три этапа:Ввод. Круг опускается вниз, протачивая режущую кромку и переднюю грань зуба с одновременным формированием переднего угла.Протачивание впадины. Круг плавно, без скачков, не отрываясь от профиля зуба, продолжает протачивание радиусов впадины, снимая при этом все точки напряжения и микротрещины, возникающие во время пиления.Выход. Круг также плавно, без скачков, не отрываясь от профиля, продолжает движение вверх и выходит из зуба, протачивая при этом заднюю грань и режущую кромку зуба с одновременным формированием заднего угла.Затем все повторяется, пока не проточатся все зубья пилы.
Заточка обязательно должна проходить заточным кругом по всему профилю каждого зуба с одинаковым углом входа и выхода без отрыва при протачивании впадины. Так должно быть в теории. На практике же такой результат получить практически невозможно.
На качество заточки влияют три основных фактора:• технический фактор;• инструментальный фактор;• человеческий фактор.
Технический фактор (заточные станки, изготовленные производителями пилорам, в основном плохого или очень плохого качества). Механизмы имеют большие люфты, из-за которых даже при точной подаче круг опускается каждый раз с неизвестной глубиной врезания, что приводит к ускоренному разбиванию профиля зуба пилы (УРПЗП).
В основном некаленые детали станка быстро изнашиваются, еще больше усложняя процесс затачивания. Так, быстрое появление риски в упоре толкателя или на опорах спинки пилы ведет к тому, что зуб к месту заточки начинает подаваться рывками, то ближе, то дальше, абсолютно не позволяя кругу вести точную заточку, что также приводит к УРПЗП. Некачественно выполненные резьбовые соединения толкателя зуба пилы или винта глубины врезания ведут к тому, что во время протачивания они раскручиваются, даже на одном проходе изменяя тем самым установленные настройки, что ведет к получению на пиле различных величин углов и глубин и опять же к УРПЗП.
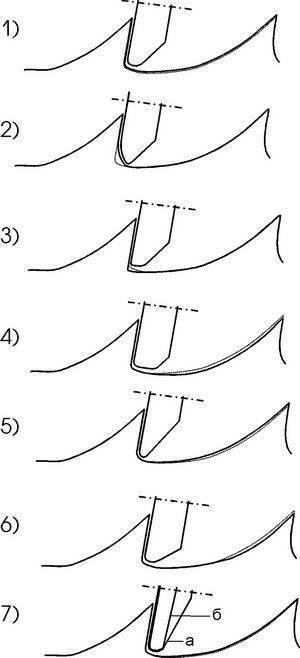
И это только основные причины. Но они и многие другие ведут к одному – УРПЗП, а соответственно к принципиальной невозможности точного протачивания профиля каждого зуба. Необходимо помнить, что разбить профиль зубьев ленточной пилы можно за один проход. А чтобы его восстановить, понадобятся пять-семь проходов, но, скорее всего, это уже не получится сделать совсем. Практически любому заточнику известна ситуация: при первой же заточке разбиваются профили зубьев, и, чтобы пила хоть как-то пилила, заточник сначала протачивает переднюю грань зуба по всей длине пилы, а затем заднюю грань. При этом формируются только режущая кромка ленточной пилы и углы зубьев, а все точки напряжения остаются нетронутыми. При натяжении пилы точки напряжения ускоренно переходят в микротрещины, и пила быстро рвется. Даже высококвалифицированный заточник должен постоянно что-то подстраивать, чтобы на станке хоть как-то можно было бы точить ленточную пилу.
Присутствие водяного охлаждения несколько упрощает работу заточнику, так как позволяет при больших разбросах изменения значений скоростей движения пилы, глубины врезания и качественных характеристик заточного круга получать более-менее приемлемый результат заточки пилы. Да к тому же отсутствие в воздухе абразивной пыли, от которой при интенсивном точении становится просто невозможно дышать, также положительно влияет на работу заточника.
Инструментальный фактор (заточные круги). Чтобы разобраться в многообразии заточных кругов и подобрать для конкретного станка и типа ленточной пилы наиболее подходящий круг, необходимо понимать их маркировку и знать общие принципы точения.
Подготовка приспособления к работе
В ходе постоянного использования инструмента неизбежно понижение качества режущей кромки. Она затупляется, а ширина разведения зубьев уменьшается. Исходя из этого, заточка пилы по дереву и ее разводка являются необходимыми составляющими технического обслуживания ленточнопильного станка.
Следует учесть, что разводку зубьев следует осуществлять до их заточки, а не наоборот.
Разводка инструмента

Применение разводного станка.
Разводка представляет собой процесс отгибания зубчиков по сторонам. Данная операция нужна для того, чтобы полотно пилы не зажимало в заготовке, а также для уменьшения трения при работе.
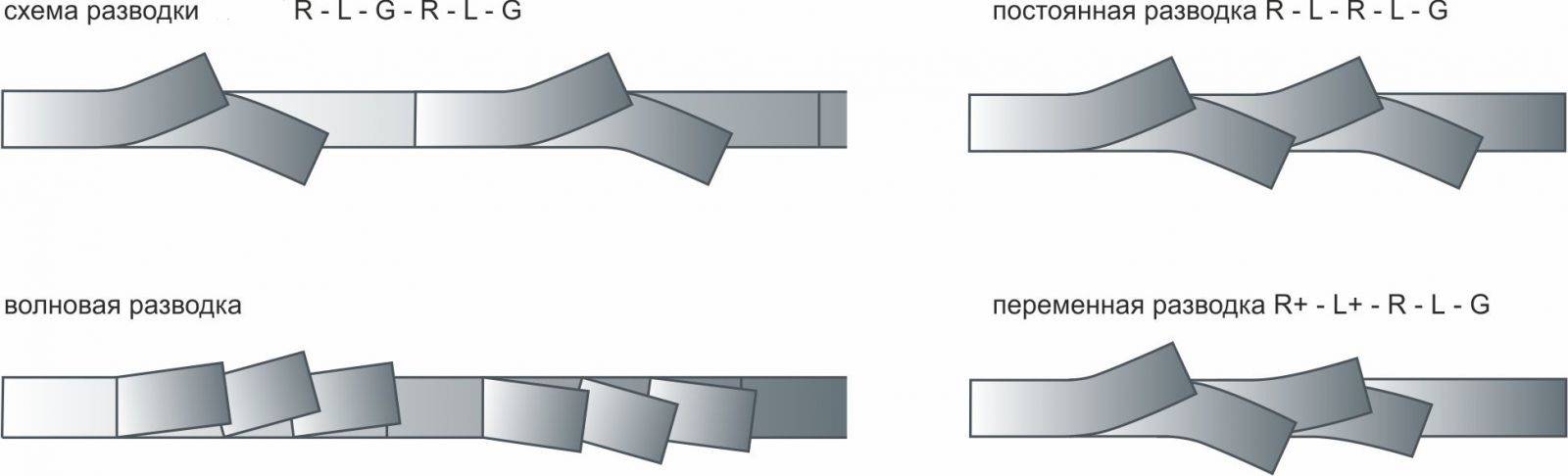
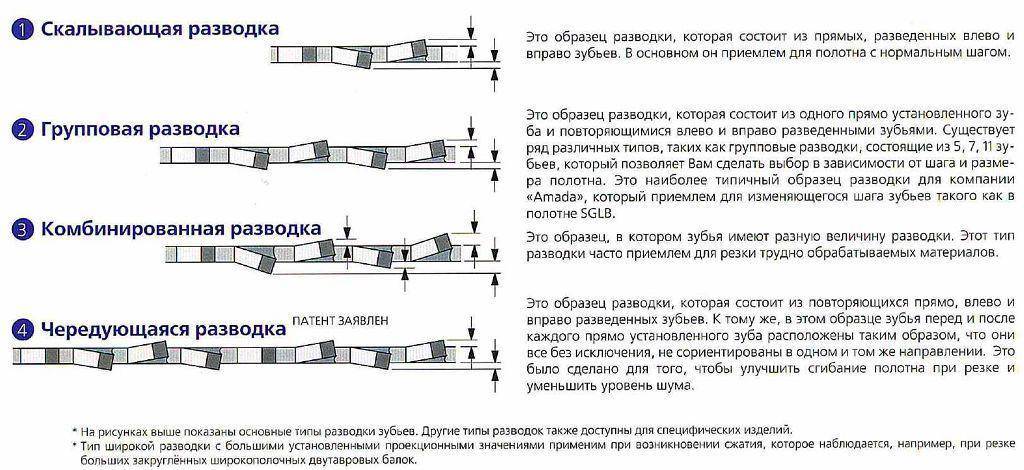
Есть 3 основные типа разведения.
- При классическом методе зубчики отгибаются влево-вправо в строгой очередности.
- При зачищающем способе каждый третий из зубьев остается в исходной позиции. Он оптимален для приспособлений, предназначенных для резки особенно твердых сортов древесины.
- При волнистой разводке каждому зубу придается своя отдельная величина отгиба. В этом случае профиль полотна приобретает вид волны. Данный метод наиболее сложен.
Заточка пилы

Эльборовые круги, имеющие разную форму.
Перед тем, как заточить пильный диск по дереву либо ленточный инструмент, учтите, что более 80% инцидентов с порчей приспособлений (в том числе их разрыв) происходят вследствие несоблюдения норм работы.
Нужда в операции определяется зрительно
При этом следует обратить внимание на состояние зубчиков и качество стенок разреза (например, увеличенную их шероховатость).
Круги для точки ленточного инструмента избираются, исходя из степени твердости зубчиков. Для работы с приспособлениями из инструментальной стали необходимы корундовые диски
Пилы биметаллические точат на боразоновых либо алмазных кругах.
Форму наждака для ленточных приспособлений надо выбирать, отталкиваясь от их параметров. Известны круги чашечные, профильные, тарельчатые, плоские.
Перед осуществлением операции необходимо пилу вывернуть и дать ей повисеть в таком положении около 10-12 часов.
Ручное обслуживание инструмента.
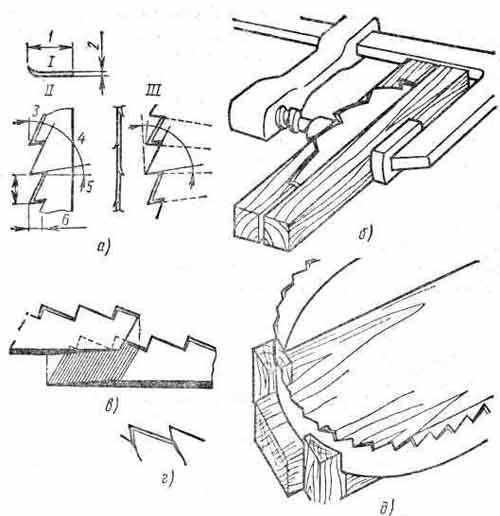
Схема заточки пилы по дереву должна учитывать нижеследующие положения.
- Снятие металла по профилю зубцов должно быть равномерным.
- Излишний нажим заточного приспособления должен быть пресечен. Он может вести к отжигу.
- Профиль полотна и высота зубцов должны оставаться неизменными.
- Должно быть обеспечено жидкостное охлаждение при осуществлении операции.
- Заусенцев на зубчиках возникать не должно.
Методы затачивания

На фото автоматическая полнопрофильная заточка.
Готовить инструмент к работе можно при помощи специальных заточных приспособлений (например, станков с разными по материалу и форме кругами) либо вручную. Перед тем, как правильно заточить пилу по дереву, следует изучить основные методы проведения этой операции.
Первый способ – это полнопрофильное затачивание.
- Он самый качественный, операция осуществляется на станке-автомате.
- Эльборовый наждак, выбранный точно по форме, проходит всю поверхность межзубцовой впадины заодно с сопутствующими плоскостями соседних зубцов одним движением.
- Создание угловатостей у вершин зубьев исключается полностью.
- Относительный минус подобного затачивания – это нужда иметь в своем распоряжении соответствующее число кругов для полотен, имеющих разные профили.
Инструмент, наточенный по граням.
Метод второй – это затачивание граней зубцов.
Делать это можно и вручную, и используя профессиональный станок.
- Выбрав станок, необходимо определиться с применяемым кругом. Как правило, он плоский. К специализированным заточным устройствам следует прибегать лишь тогда, когда предстоит много такой работы.
- В бытовых условиях заточку лучше всего осуществлять своими руками – на обычном механическом наждаке либо с помощью гравера. Осуществляя операцию, не забывайте о личной защите и используйте перчатки, маску или специальные очки.

Работа при помощи гравера.
- Когда гравера, станка, наждака у вас и ваших соседей нет, можно пилу ленточную наточить и традиционным народным методом – с помощью надфиля.
Затачивание полотен в зимнее время
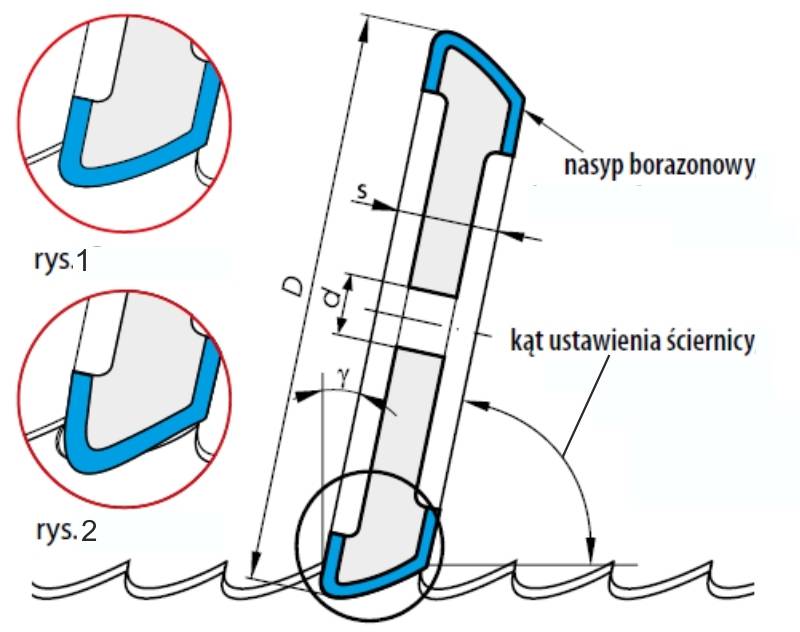
Если с затачиванием полотен в обычных условиях все понятно, то о заточке в холодное время года надо сказать отдельно. Существует различие в затачивании ленточных полотен в летнюю пору и зимние холода. Оно заключается в перемене градуса заточки. Угол, который действует для полотен в зимнее время, должен составлять 90 градусов, в отличие от лета, когда угол затачивания – 120 градусов.



Рекомендации от специалистов.
При заточке полотна при помощи станка до начала процесса требуется удостовериться в точности расположения заточного круга по отношению к инструменту.

Крайне важно убрать из углублений такой объем металла, чтобы все микротрещины были надежно ликвидированы. Если полотно функционировало без нормального сопровождения более длительное время, чем дозволял изготовитель, объем металла, убираемого за один проход, необходимо увеличить
Для апробации последствий затачивания неизменно применяйте в роли образца новое полотно.

- Конфигурация зуба полотна – отработанный и отъюстированный годами показатель. Следовательно, уповать на то, что приспособление будет резать «без сучка, без задоринки», независимо от того, что вы сделаете с зубьями – громадная ошибка.
- При следовании эксплуатационным стандартам ленточное полотно будет работать добросовестно до тех пор, пока по ширине не убавится до значения, равного 65% от начальных параметров. Убавляется ширина, конечно же, в ходе затачивания.

- Имеется абсолютно неправильный совет о том, что особенной необходимости в удалении задиров после заточки нет. Если его принять к сведению, то возникновение микротрещин в пиле обеспечено.
- По завершении работы ленточное полотно необходимо, не откладывая в долгий ящик, очистить от стружки и смолы, а перед затачиванием – тщательно осматривать. Иначе опасность загрязнения заточных дисков очень высока. А это непременно приведет к некачественному процессу заточки.

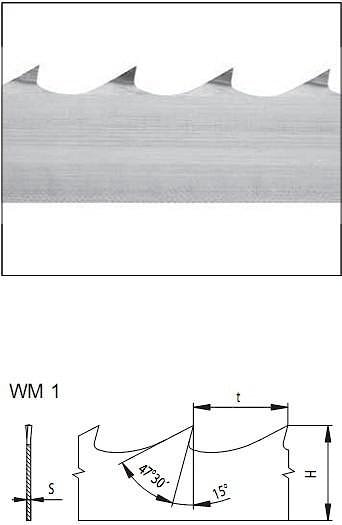
Что нужно знать об углах заточки зубьев
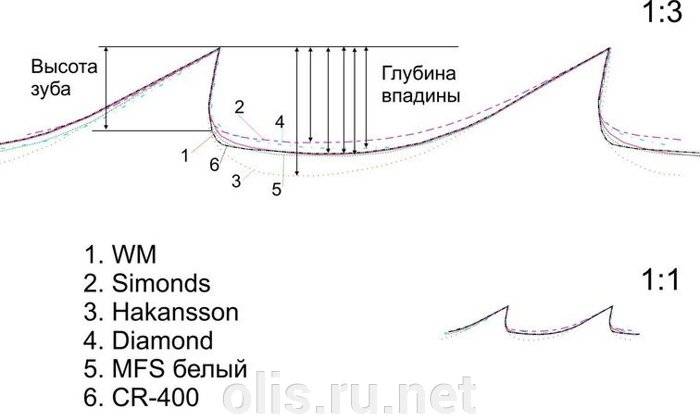
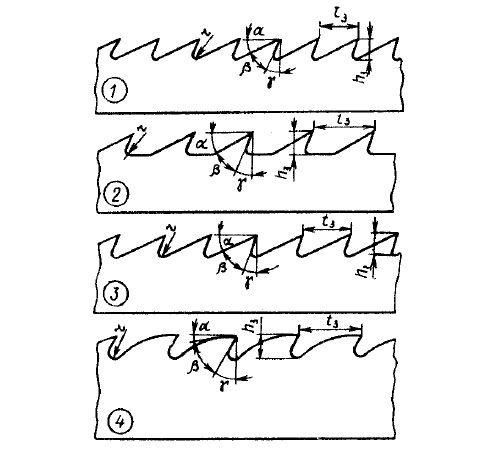
Геометрия зубьев ленточных пил может видоизменяться в зависимости от характеристик обрабатываемого материала. Это выражается в форме зуба и расстоянии между отдельными элементами режущей кромки.
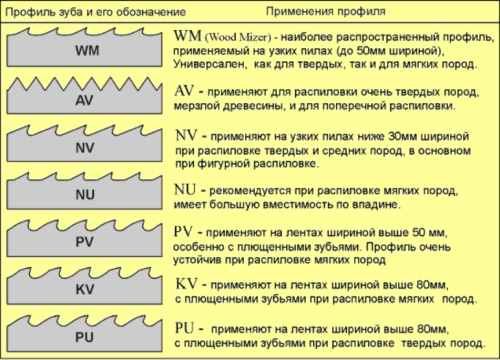
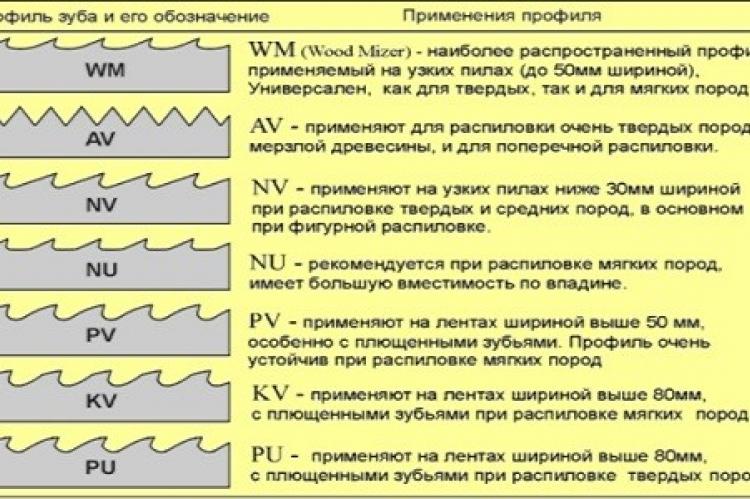
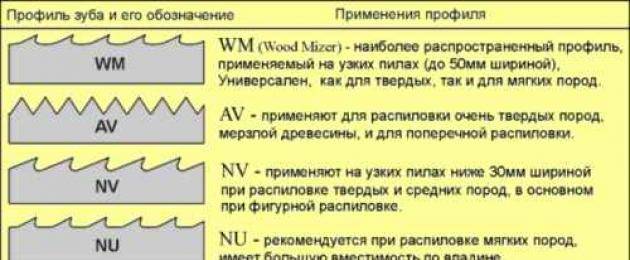
Профиль ленточной пилы определяется маркировкой, которую наносит завод-изготовитель. Выглядит это так:
- WM – универсальный вариант, предназначенный для распиловки мягких и твёрдых пород древесины;
- AV – применяется для продольного реза и пиления твёрдых материалов, например замороженной древесины;
- NV – отличается узкой шириной полотна, поэтому идеально подходит для фигурной резки;
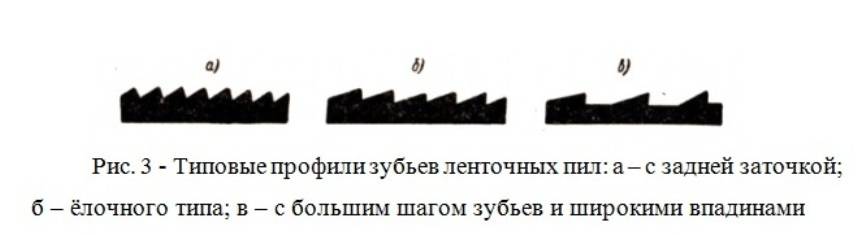
- NU – режущая кромка с широким шагом зубьев, что обеспечивает высокую производительность при пилении мягких пород древесины;
- PV – практически полный аналог предыдущего полотна, но имеет сплющенную форму зубьев;
- KV – профиль применяют для широких ленточных пил, предназначенных для мягкой древесины;
- PU – широкая пила для распиловки древесины твёрдых пород.
Шаг зубьев подбирается индивидуально, в зависимости от материала. Например, для распиловки твёрдой древесины и металла используются только мелкозубчатые полотна, чтобы избежать повреждения режущей кромки. Мягкое сырьё и толстостенные материалы обрабатывают пилами с большим расстоянием между зубьями, что позволяет ускорить производственный процесс.
Заточка
Это основной этап правки режущей кромки, который может выполняться двумя способами.
Полнопрофильная заточка пил выполняется эльборовым кругом, установленным в специальном точильном станке.
Это полностью автоматизированная операция, которой пользуются профессионалы. Работой станка для заточки ленточных пил по дереву управляет электроника, и заточной круг за один проход обрабатывает всю ленту. Недостаток такого способа заключается в том, что эльборовый круг подбирается индивидуально к профилю пилы, поэтому для правки разных инструментов заточной элемент должен присутствовать в ассортименте.
Заточка зубьев выполняется вручную или на специализированном оборудовании.
Обратите внимание! Именно этот метод используется для самостоятельной заточки ленточных пил. Здесь может применяться обычный наждачный круг или надфиль. В первом случае можно восстановить остроту зубьев в кратчайшие сроки, но работа требует определённых навыков
Во втором – кропотливый труд: 4-5 движений по грани каждого зуба
В первом случае можно восстановить остроту зубьев в кратчайшие сроки, но работа требует определённых навыков. Во втором – кропотливый труд: 4-5 движений по грани каждого зуба.
Для автоматической заточки используются алмазные, эльборовые и корундовые круги
Важно понимать, что при выполнении этой процедуры зубьям придаётся только острота, созданная после разводки полотна геометрия должна остаться неизменной
Заточка пилы
При эксплуатации пилы происходит снижение качества реза по причине затупления резцов, уменьшение ширины их разводки. Поэтому, чтобы повысить режущие свойства, необходимо заточить режущие кромки ленточной пилы. Инструкция по выполнению работ:
- Разводка.
- Точение.
В домашних условиях разводку зубцов можно выполнить следующими способами:
- классическим: последовательное отгибание в соответствующую конструкции сторону;
- зачищающим: отгибание в обе стороны двух рядом расположенных зубцов, а третьего – оставить без изменений в начальной позиции;
- волнистым: каждый зуб разводится на разную величину в виде волны.
Заточка выполняется в следующей последовательности:
- Подбираются точильные круги с учётом твёрдости материала. Для обработки инструментальной стали нужно применять диски из корунда. Заточить биметаллические инструменты можно алмазными дисками.
- Наждак для ленты. Выпускается со следующими формами: тарельчатая, плоская, чашечная, профильная.
- Ленту следует очистить от загрязнений, масляных пятен, стружки. Затем вывернуть зубьями в обратную сторону и в таком виде повесить внутри помещения на 12 часов.
- Выполнить заточку подготовленными инструментами.
Основные правила точения пил:
затачивание зубцов выполняется с одной или двух сторон полотна; с зубцов нужно снимать одинаковые слои металла, чтобы линия реза формировалась ровной, кромки были гладкими; при точении кругами недопустимо сильное прижатие затачиваемых кромок к абразивной поверхности, чтобы предотвратить отжиг металла и потерю механических свойств; для охлаждения инструмента во время работы требуется водяное охлаждение; важно сохранять геометрию полотна и зубцов; при обнаружении заусенцев требуется их удаление. Правильно разводить зубцы нужно не полностью всей плоскостью, а отгибать только 1/3 или 2/3 от вершины
По рекомендациям производителей величина отгиба — от 0,3 до 0,7 мм
Правильно разводить зубцы нужно не полностью всей плоскостью, а отгибать только 1/3 или 2/3 от вершины. По рекомендациям производителей величина отгиба — от 0,3 до 0,7 мм.


Как правильно заточить ленточную пилу
Сразу отметим, что если опыта и навыков выполнения таких работ нет, доверить заточку пил лучше профессионалам. Нарушение геометрии зубьев режущей кромки, появление окалины на металле или неправильная разводка заметно сокращают срок службы полотна.
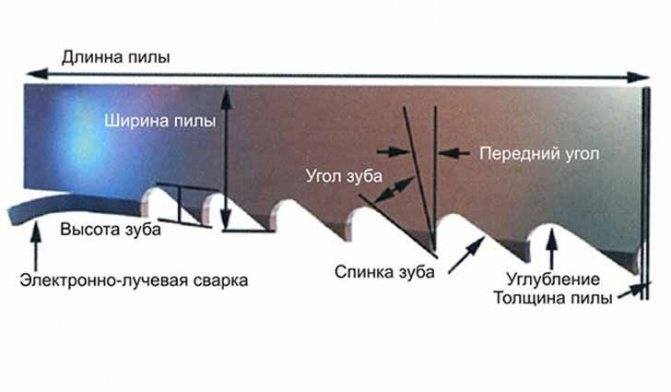
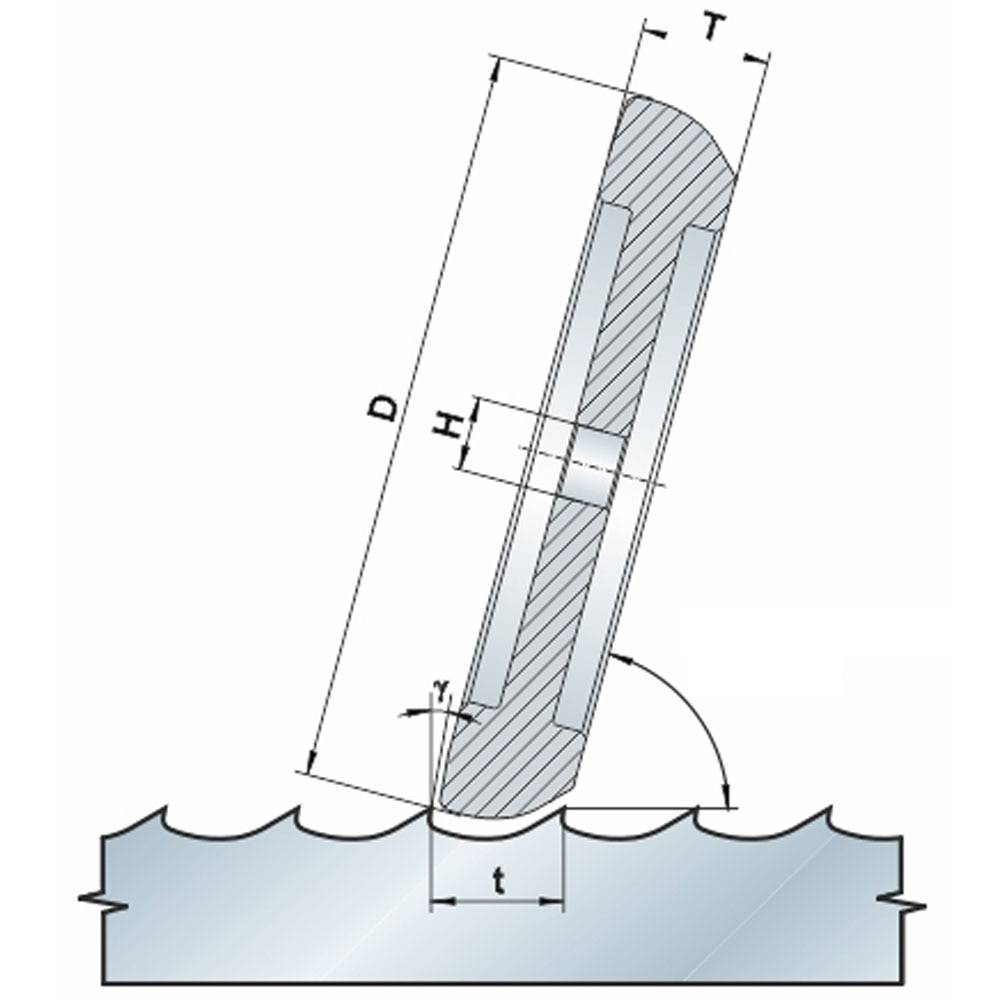
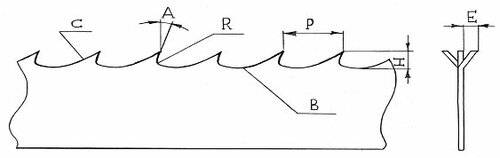
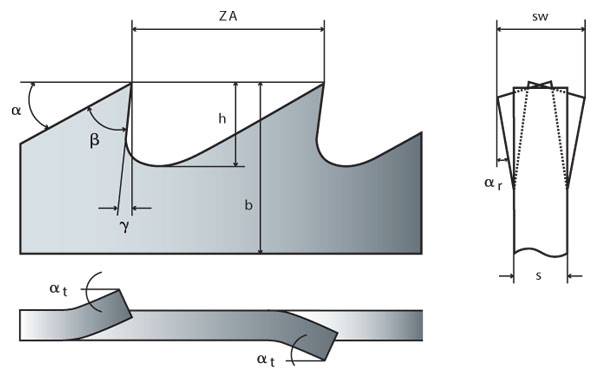
Решив заточить ленточную пилу своими руками, нелишним будет предварительно ознакомиться с ключевыми определениями, знание которых может потребоваться в процессе работы. Итак, для правильного формирования режущей кромки потребуется:
- разводка – отклонение зубьев от плоскости основного полотна пилы;
- высота зубьев – расстояние между верхней точкой и основанием;
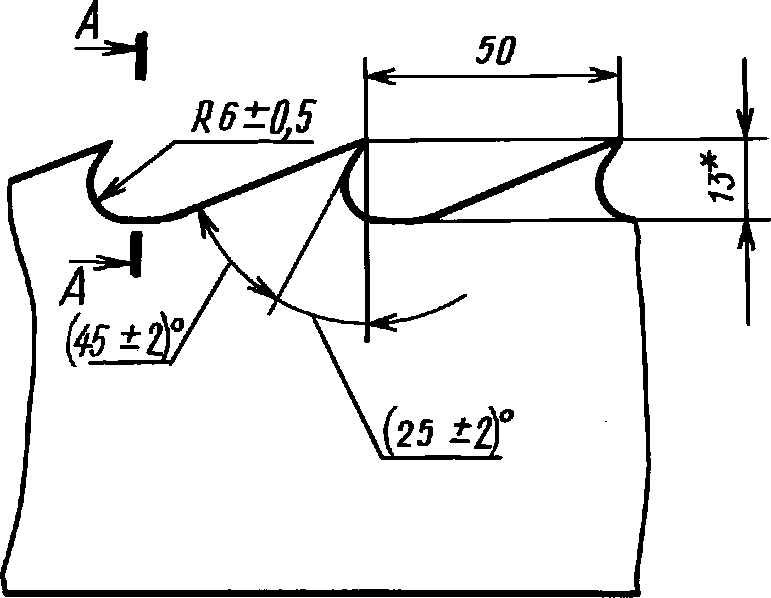
- шаг – расстояние между зубьями, обычно варьируется в пределах 19-25 мм.
- угол заточки – зависит от целевого предназначения инструмента; например, рекомендуемый угол заточки столярных пил составляет 35°, делительных – 18-22, предназначенных для распиловки бруса – не более 15°.
Угол заточки определяется производителем, поэтому при самостоятельной правке пилы рекомендуется придерживаться этих параметров.
Приведём детальную инструкцию, которая поможет правильно заточить замкнутую пилу, не прибегая к услугам специалистов.
Разводка
Развод ленточных пил по дереву – это первый этап восстановления профиля режущей кромки. В процессе эксплуатации расположение зубьев может изменяться, поэтому пока не достигнута правильная геометрия, затачивать пильную часть не имеет смысла.
Существует 3 способа развести пилу:
- классический – зубья попеременно отклоняются в правую и левую сторону;
- зачищающий – 1-й и 2-й зубья отклоняются в разные стороны, третий остаётся ровным. Такой профиль создаётся для распиловки твёрдых материалов;
- волнистый – наиболее сложный вариант, напоминающий по форме волну. Здесь каждому зубу придаётся индивидуальная форма, и такой тип разводки обычно выполняется только в специализированных мастерских.
Нужно отметить, что при разводке огибается не весь зуб, а примерно 2/3 верхней части. Процедура выполняется на специальном станке для разводки ленточных пил. Стоимость такого инструмента довольно высока, потому его покупают, если требуется налаживать несколько инструментов. Его наличие может стать основой бизнеса по заточке.
Разумеется, с первого раза правильно все сделать даже на разводном станке может не получиться, поэтому как минимум геометрия профиля должна остаться такой же, как до начала выполнения работ.
Заточка
Это основной этап правки режущей кромки, который может выполняться двумя способами.
Полнопрофильная заточка пил выполняется эльборовым кругом, установленным в специальном точильном станке.
Это полностью автоматизированная операция, которой пользуются профессионалы. Работой станка для заточки ленточных пил по дереву управляет электроника, и заточной круг за один проход обрабатывает всю ленту. Недостаток такого способа заключается в том, что эльборовый круг подбирается индивидуально к профилю пилы, поэтому для правки разных инструментов заточной элемент должен присутствовать в ассортименте.
Заточка зубьев выполняется вручную или на специализированном оборудовании.
В первом случае можно восстановить остроту зубьев в кратчайшие сроки, но работа требует определённых навыков. Во втором – кропотливый труд: 4-5 движений по грани каждого зуба.
Для автоматической заточки используются алмазные, эльборовые и корундовые круги
Важно понимать, что при выполнении этой процедуры зубьям придаётся только острота, созданная после разводки полотна геометрия должна остаться неизменной
Это интересно: Стеклянные межкомнатные двери из матового стекла: рассматриваем развернуто
Распространённые ошибки
Если человек впервые пробует заточить пилу, ему сложно выполнить все требования и запомнить нюансы технологического процесса. Однако нарушение этих правил приводит к тому, что эффективность использования ленточной пилы заметно снижается, повышается нагрузка на полотно, что приводит к преждевременному разрыву.
Профессионалы рекомендуют не допускать таких ошибок:
при механической заточке абразивный камень расположен неправильно относительно профиля пилы. В этом случае заточка зубьев будет неравномерной;
излишние усилия при контакте пилы и заточного круга. В результате металл перегревается, появляется окалина, которая приводит к преждевременному износу режущей кромки;
на полотне остаются заусенцы. После заточки все шероховатости необходимо устранить, иначе в процессе эксплуатации на металле будут появляться микроскопические трещины;
применение собственных углов заточки. Многие неопытные мастера считают, что для зубьев пилы важна только острота, поэтому беззастенчиво нарушают геометрию профиля режущей кромки, рекомендованную производителем
Важно понимать, что форма зуба проверена годами, пытаться экспериментировать здесь бесполезно.
Вместо заключения добавим, что у каждой ленточной пилы имеется определённый ресурс, поэтому полотно нельзя затачивать до бесконечности. Производители гарантируют корректную работу инструмента, пока общая ширина полотна не уменьшится до 65% от первоначального размера.
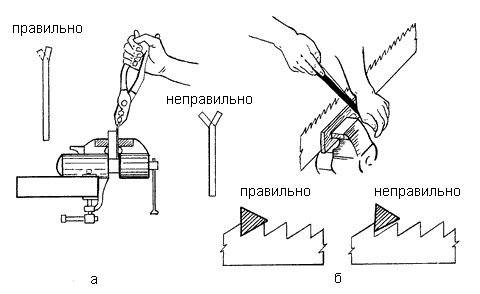
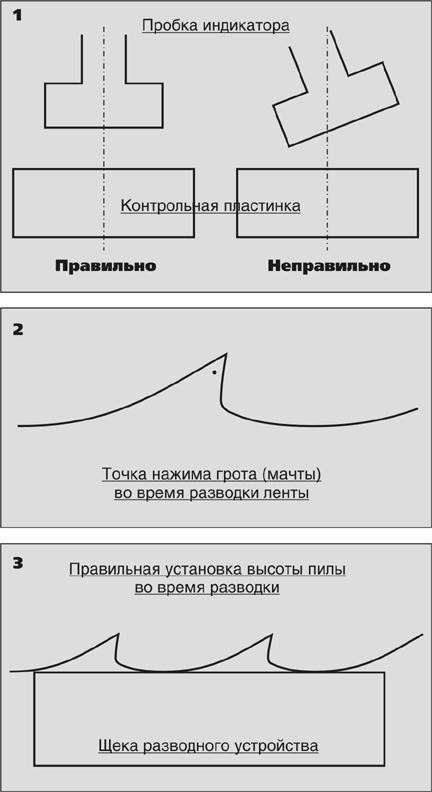
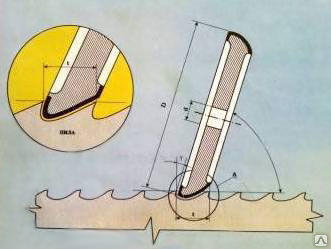
а) Настройка заточного станка:
1. Шлифовальный круг должен находиться перпендикулярно пиле при взгляде сверху((I-) — правильно, (/-) — не правильно) (достигается регулировкой основания на котором закреплён вал с шлифовальным кругом)
2. Шлифовальный круг должен быть центрирован относительно пилы (достигается выдвижением на себя или задвиганием от себя направляющей, на которой находится круг; на зажимы сверху кладёте дощечку толщиной 2-3мм, с проведённой карандашом линией так, чтобы линия совпадала с линией зажима пилы, затем опускаете круг и вы увидите куда смещён круг (влево или вправо от “пилы”).Без этой настройки пилу будет уводить либо постепенно вверх, либо постепенно вниз в зависимости от того куда смещён круг, и как хороша ваша заточка.
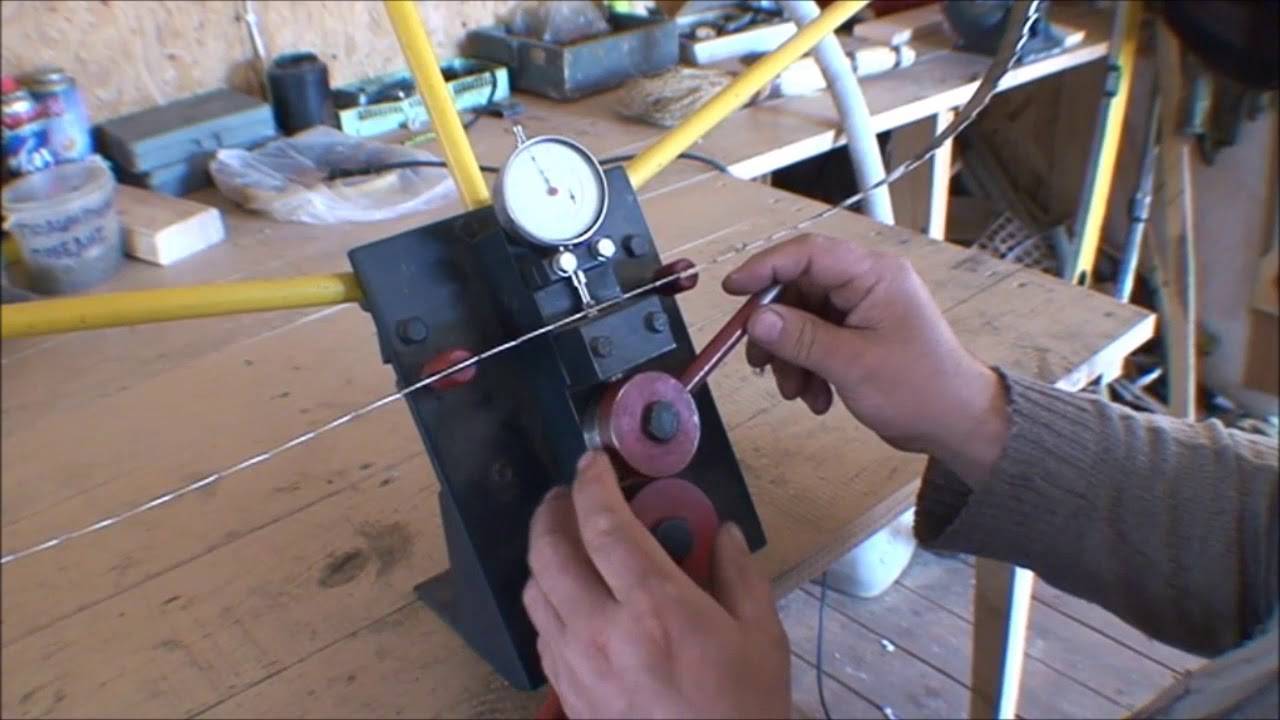


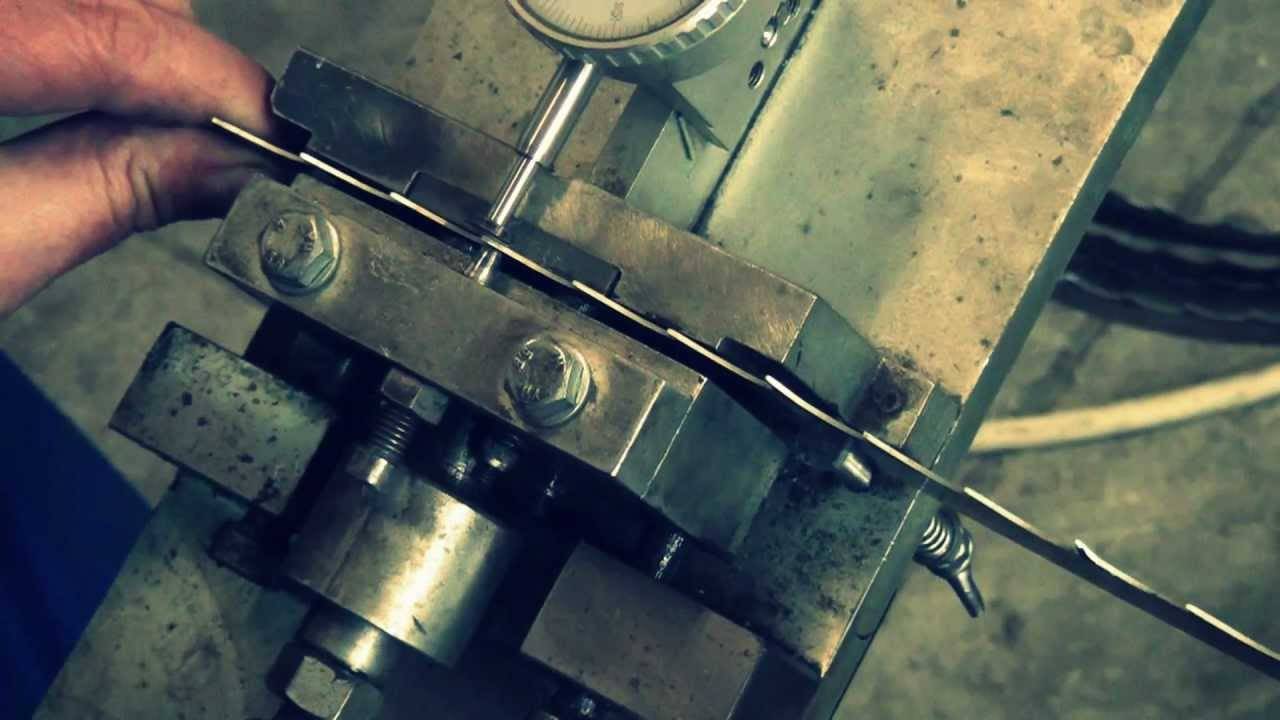
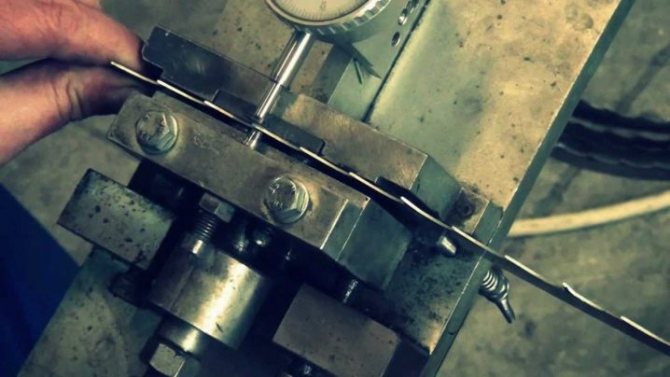
3. Пила должна находится на зажимах горизонтально на нулевом уровне(достигается наложением уровня на кончики зубьев пилы и регулировкой поддерживающих направляющих пилы) 4. Пила должна выступать над зажимом на величину 2-3 мм, но не более того.
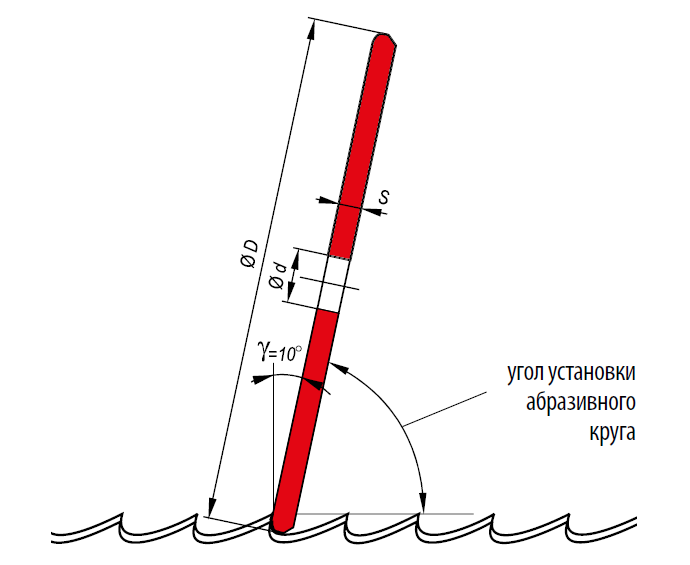
б) Выбор и правка камня:
1. Выбирается заточной камень следующих марок(по российскому ГОСТу) СТ1,С2,С1,СМ2,СМ1 — желательно на керамической основе, хотя “умные” книжки советуют на бакелите, но это ещё зависит от марки стали.
2. Толщина камня должна быть в пределах от 20 до 33% от шага зуба. Для шага 22мм — это камни толщиной 6мм, по нашему стандарту.
3. Камень правится в следующей очерёдности: сначала параллельно “карману” зуба правится нижняя часть камня, затем параллельно спинке зуба, правится правая часть камня.
4. Левую сторону камня править нельзя, так как это изменит угол заточки, (за левой стороной глаз да глаз. ).
5. Правка камня должна проводиться перед каждой заточкой пилы, но только не во время заточки.
ООО «ПилорамCервис» 2004–2019
Информация на сайте ни при каких обстоятельствах не является публичной офертой.При использовании материалов с данного сайта — ссылка на него обязательна!